ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к сварочному устройству для трубы, свариваемой методом электрического сопротивления, который соединяет оба конца металлической полосы, которая согнута в цилиндрическую форму посредством индукционного нагрева, и изготавливает трубу, сваренную методом электрического сопротивления. Более конкретно, настоящее изобретение относится к сварочному устройству для трубы, свариваемой методом электрического сопротивления. Сварочное устройство выполнено с возможностью предотвращения повреждения установленных в нем роликов или т.п., путем устранения тока, который течет перед индукционной катушкой, которая подает мощность, и выполнено с возможностью эффективной сварки путем сокращения реактивной мощности.
По данной заявке испрашивается приоритет на основании заявки на патент Японии №2009-214886, поданной 16 сентября 2009, содержание которой включено сюда путем ссылки.
УРОВЕНЬ ТЕХНИКИ
В качестве способов для изготовления металлической трубы существует способ изготовления бесшовной трубы путем непосредственного выполнения отверстий в металлической заготовке, или способ изготовления трубы путем экструдирования металла, в дополнение к способу изготовления трубы, свариваемой методом электрического сопротивления, спиральной трубы или т.п., при котором металлическую полосу сгибают и сваривают в трубчатую форму.
Из-за особенно высокой производительности и низкой стоимости трубы, сваренные методом электрического сопротивления, изготавливались в больших количествах. Такие трубы, сваренные методом электрического сопротивления, формуют в цилиндрическую форму при перемещении металлической полосы, а затем прикладывают поток тока высокой частоты к обоим концам соединяемой металлической пластины, так что температура обоих концов увеличивается до температуры плавления, при этом поверхности обоих концов свариваются роликами при прижатии, получая в результате трубчатую форму. В то же время в качестве способов для подачи тока к обоим концам металлической полосы, существует способ, при котором индукционную катушку наматывают так, чтобы окружить внешнюю сторону металлической полосы и вырабатывают индукционный ток непосредственно в металлической полосе путем создания потока первичного тока через индукционную катушку. В качестве другого способа существует способ, в котором металлические электроды, упоминаемые как «токоподводящий наконечник» подталкивают к концам металлической полосы, при этом ток течет непосредственно от источника питания к металлической полосе. В то же время, во многих случаях, в качестве тока, который течет через индукционную катушку или электроды, обычно используется ток высокой частоты, имеющий частоту около 100 до 400 кГц, при этом ферромагнитное тело, упоминаемое как «импидор» расположено на или над внутренней поверхностью трубы.
Перечень ссылок
Непатентные документы
[Непатентный документ 1] «Fundamentals and Applications of High Frequency» (стр.79 и 80, Tokyo Denki University Press).
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
РЕШАЕМЫЕ ЗАДАЧИ
Фиг.1 представляет собой схематичный вид сверху для объяснения сварки трубы, свариваемой методом электрического сопротивления, с использованием способа, который создает индукционный ток путем использования индукционной катушки. Фиг.2 представляет собой продольный разрез трубы. Металлическая полоса 1, которая представляет собой свариваемый материал, одновременно, при перемещении, обрабатывается роликами из планарного состояния и формуется в цилиндрическую форму, в которой поверхности 2а и 2b обоих концов обращены друг к другу. На последнем этапе оба конца сжимают вместе роликами 4, и они входят в контакт друг с другом в стыке 6. Для того чтобы расплавить и соединить поверхности 2а и 2b обоих концов, которые обращены друг к другу, индукционная катушка 3 обеспечена в положении раньше по ходу от роликов 4. Вызывая протекание токов высокой частоты через индукционную катушку 3, токи 5а и 5b протекают через концы 2а и 2b металлической полосы, поверхности концов нагревают и расплавляют нагревом электрическим током, при этом концы сваривают в стыке 6. Здесь токи 5а и 5b, которые текут в концах 2а и 2b металлической пластины являются токами высокой частоты. Следовательно, за счет поверхностного эффекта токи текут в поверхности металлической полосы 1 и стремятся протекать вдоль концов 2а и 2b металлической пластины за счет эффекта близости (см. Непатентный документ 1).
Если длина внутренней окружной поверхности согнутой металлической полосы 1 является достаточно длинной по сравнению с расстоянием между индукционной катушкой 3 и стыком 6, поскольку полное сопротивление внутренней окружной поверхности, согнутой в цилиндрическую форму, больше по сравнению с полным сопротивлением индукционной катушки 3 и стыком 6, ток стремится протекать через стык вдоль концов 2а и 2b металлической полосы, как описано выше. Однако, в случаях, когда внутренний диаметр цилиндрической металлической полосы 1 является небольшим, и полное сопротивление внутренней окружной поверхности цилиндрического тела является небольшим, токи по направлению к стыку уменьшаются, при этом токи стремятся протекать вокруг внутренней окружной поверхности трубы. В уровне техники для того чтобы подавить течение тока вокруг внутренней окружной поверхности, как показано на схематичном разрезе по фиг.2, был использован способ, при котором магнитный сердечник, упоминаемый как «импидор 7», вставляют во внутреннее пространство цилиндрической металлической полосы 1, для того чтобы увеличить полное сопротивление внутренней окружной поверхности, и тем самым подавляют токи вокруг внутренней окружной поверхности металлической полосы 1.
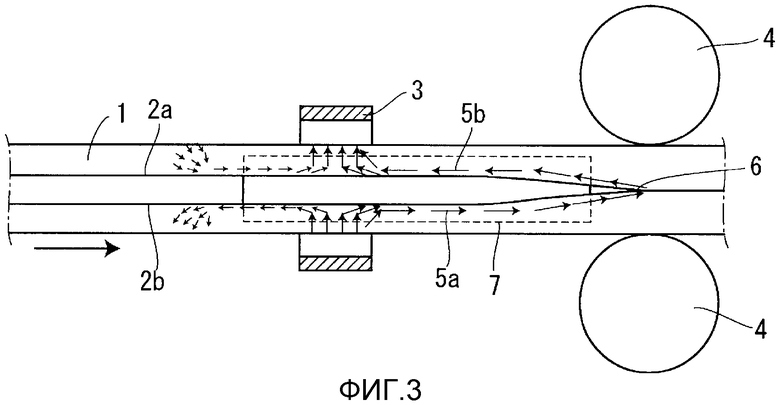
Кроме того, как описано выше, ток, протекание которого через внутреннюю периферию предотвращено, протекает через концевые поверхности 2а и 2b металлической полосы 1. Однако авторы осуществили температурные измерения и анализ электромагнитного поля, и в качестве результата, как показано на фиг.3, было замечено, в потоках токов, не только то, что некоторые токи возвращаются к участку 6 сварки, но также и то, что часть токов течет к месту, расположенному раньше по ходу от индукционной катушки 3. Токи, которые текут к месту, расположенному раньше по ходу от индукционной катушки, вызывают образование искр или т.п. на роликах, которые расположены на участке, расположенном раньше по ходу, чем индукционная катушка 3, и существуют проблемы в том, что поверхности роликов могут быть повреждены, или может быть поврежден подшипник или т.п.
Настоящее изобретение выполнено с учетом описанных выше проблем, и его задачей является создание сварочного устройства для трубы, свариваемой методом электрического сопротивления, выполненного с возможностью эффективного подавления токов, которые текут перед индукционной катушкой с помощью устройства, имеющего простую конфигурацию. Устройство выполнено с возможностью стабильного изготовления трубы, свариваемой методом электрического сопротивления, в сварочном устройстве индукционного нагрева для трубы, свариваемой методом электрического сопротивления, в котором индукционные токи вырабатываются с использованием индукционной катушки.
РЕШЕНИЕ ЗАДАЧИ
Аспекты настоящего изобретения являются следующими.
(I) В сварочном устройстве для трубы, свариваемой методом электрического сопротивления, согласно одному аспекту настоящего изобретения сгибают перемещающуюся металлическую полосу в цилиндрическую форму роликами, так что концы в направлении ширины металлической полосы обращены друг к другу. Затем оба конца нагревают токами, которые индуцируются индукционной катушкой, обеспеченной в непосредственной близости к металлической полосе, которая согнута в цилиндрическую форму. Затем оба конца сваривают при их приведении в прижимной контакт друг с другом. Кроме того, сварочное устройство для трубы, свариваемой методом электрического сопротивления, включает в себя: импидор, который расположен внутри металлической полосы, которая согнута в цилиндрическую форму, причем импидор расположен продолжающимся от положения, расположенного раньше по ходу, до положения, расположенного дальше по ходу, по отношению к положению, в котором находится индукционная катушка, если смотреть в направлении перемещения металлической полосы; и металлическую экранирующую пластину, которая расположена еще раньше по ходу, чем ближний по ходу конец импидора, и в положении, которое находится еще дальше по ходу, чем ролики, если смотреть в направлении перемещения, причем металлическая экранирующая пластина включает в себя отверстие, через которое проходит металлическая полоса, согнутая в цилиндрическую форму, причем металлическая экранирующая пластина экранирует магнитный поток, создаваемый в индукционной катушке.
(2) Сварочное устройство для трубы, свариваемой методом электрического сопротивления, согласно аспекту настоящего изобретения дополнительно включает в себя, в дополнение к вышеописанному (1), ферромагнитное тело, которое расположено в положении, соответствующем ближнему по ходу концу импидора, если смотреть в направлении перемещения металлической полосы, причем положение является периферийным по отношению к металлической полосе, согнутой в цилиндрическую форму и перекрывает оба конца.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
В соответствии со сварочным устройством для трубы, свариваемой методом электрического сопротивления, согласно аспекту изобретения во время сварки методом электрического сопротивления трубы, при котором перемещающуюся металлическую полосу сгибают, формуют в трубу и сваривают, можно избежать повреждения роликов или т.п., вызванного токами, которые текут к месту, расположенному раньше по ходу от индукционной катушки. Соответственно, существует возможность устойчивой эксплуатации устройство в течение продолжительного периода времени без остановки устройства, возникающей вследствие смены роликов или т.п.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет собой схематичный вид сверху, на котором показано распределение тока на основе принципа по уровню техники с использованием индукционной катушки.
Фиг.2 представляет собой схематичный продольный разрез устройства для изготовления трубы, свариваемой методом электрического сопротивления, показанного на фиг.1.
Фиг.3 представляет собой схематичный вид сверху, на котором показано распределение тока, на основе анализа электромагнитного поля.
Фиг.4 представляет собой схематичный разрез устройства для изготовления трубы, свариваемой методом электрического сопротивления, согласно одному варианту осуществления настоящего изобретения.
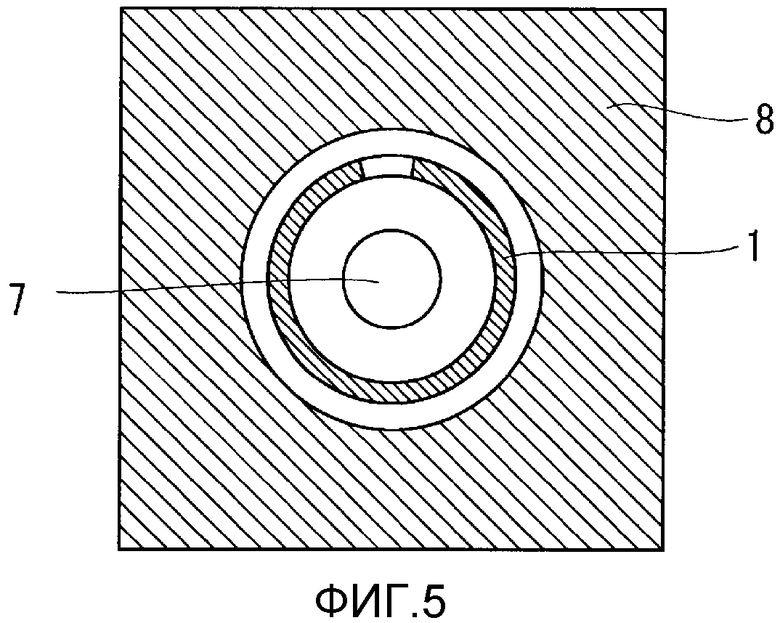
Фиг.5 представляет собой схематичный разрез по линии А-А на фиг.4.
Фиг.6 представляет собой схематичный разрез примера, в котором экранирующая пластина обеспечена таким образом, чтобы окружать ролик, расположенный раньше по ходу от индукционной катушки, на котором показано устройство для изготовления трубы, свариваемой методом электрического сопротивления, в соответствии с другим вариантом осуществления настоящего изобретения.
Фиг.7 представляет собой схематичный разрез примера, в котором ферромагнитное тело расположено на импидоре, которое расположено раньше по ходу от индукционной катушки, в качестве вида, на котором показан устройство для изготовления трубы, свариваемой методом электрического сопротивления, в соответствии с еще одним вариантом осуществления настоящего изобретения.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Далее будут описаны варианты осуществления настоящего изобретения со ссылкой на чертежи.
Фиг.4 представляет собой схематичный вид в разрезе, на котором показано устройство для изготовления трубы, свариваемой методом электрического сопротивления, по настоящему варианту осуществления настоящего изобретения, а на фиг.5 показан схематичный разрезе по линии А-А на фиг.4. В устройстве для изготовления трубы, свариваемой методом электрического сопротивления, по настоящему изобретению, трубу изготавливают путем сварки электрическим сопротивлением с помощью индукционного нагрева с использованием индукционной катушки на обоих концах металлической полосы, формуемой в цилиндрическую форму. Кроме того, индукционная катушка, описанная ниже, в целом относится к индукционным катушкам, то есть трубке, проволочному материалу, пластине или т.п., включая хороший проводник, такой как медь, которые намотаны вокруг нагреваемого материала, по меньшей мере, одним витком.
В настоящем варианте осуществления настоящего изобретения в месте, расположенном раньше по ходу, в направлении перемещения индукционной катушки 3, которая является участком подачи мощности, металлическая экранирующая пластина 8, которая включает в себя отверстие, через который может проходить металлическая полоса 1, согнутая в цилиндрическую форму. Металлическая экранирующая пластина 8 экранирует магнитный поток, создаваемый индукционной катушкой. Металлическая экранирующая пластина 8 расположена так чтобы быть по существу перпендикулярной направлению перемещения. Индукционные токи, которые стремятся течь к месту, расположенному раньше по ходу, в направлении перемещения, чем экранирующая пластина 8, могут быть подавлены защитной пластиной 8.
Более конкретно, в настоящем варианте осуществления настоящего изобретения в положении, соответствующем внутреннему участку металлической полосы 1, которая согнута в цилиндрическую форму, импидор 7 выполнен продолжающимся от положения, расположенного раньше по ходу, до положения, расположенного дальше по ходу, в направлении перемещения по отношению к положению, в котором находится индукционная катушка 3, причем индукционная катушка 3 является участком подачи мощности. Кроме того, в положении, которое расположено раньше по ходу в направлении перемещения, чем индукционная катушка 3, и еще раньше по ходу в направлении перемещения, чем ближний по ходу конец импидора 7, и еще дальше по ходу в направлении перемещения, чем ролики 4, расположена металлическая экранирующая пластина 8. Металлическая экранирующая пластина 8 включает в себя отверстие, через которое согнутая в цилиндрическую форму металлическая полоса может проходить. Металлическая экранирующая пластина экранирует магнитный поток, создаваемый индукционной катушкой 3.
В целом, для того чтобы предотвратить протекание блуждающих токов к линии изготовления или т.п., в большинстве случаев используют дроссельный сердечник или т.п., выполненный из ферромагнитного тела. Дроссельный сердечник является эффективным для того, чтобы прекратить токи, которые текут к одному направлению. Однако, как показано на фиг.3, при изготовлении труб, свариваемых методом электрического сопротивления, поскольку токи высокой частоты одновременно протекают в каждом из концов 2а и 2b металлической полосы в противоположных направлениях, дроссельный сердечник не может быть использован. Как показано на фиг.3, при изготовлении труб, свариваемых методом электрического сопротивления, токи, создаваемые в металлической полосе 1 индукционной катушкой 3, текут в двух разделенных замкнутых контурах. Один замкнутый контур течет непосредственно под индукционной катушкой 3 и проходит через стык 6, а другой замкнутый контур течет по направлению к месту, расположенному раньше по ходу от индукционной катушки 3. Поскольку токи, которые текут по направлению к месту, расположенному раньше по ходу от индукционной катушки 3, создаются магнитным потоком, который создается индукционной катушкой 3, если магнитный поток прерван, токи, которые текут по направлению к месту, расположенному раньше по ходу от индукционной катушки 3, уменьшаются.
Поэтому в настоящем варианте осуществления настоящего изобретения металлическая экранирующая пластина 8 расположена в положении, расположенном раньше по ходу от индукционной катушки 3. Поскольку экранирующая пластина, в которой используются металлы, имеющие хорошую проводимость, оказывает прекращения действия магнитного потока, создаваемого индукционной катушкой, экранирующая пластина может прерывать токи, которые протекают по направлению к месту, расположенному раньше по ходу от индукционной катушки 3. В качестве материала защитной пластины 8 могут быть использованы металлы с низким сопротивлением, такие как медная пластина или алюминиевая пластина. Толщина защитной пластины является достаточной при условии, что она составляет от нескольких миллиметров до нескольких десятков миллиметров, при этом толщина не является конкретно ограниченной при условии, что она способна сохранять форму защитной пластины. Кроме того, в показанном на фиг.3 примере, форма защитной пластины 8 является прямоугольной. Однако форма может быть круглой или любой другой формой при условии, что она имеет форму, способную прерывать ненужные магнитные потоки. Экранирующая пластина 8 включает в себя форму, которая имеет отверстие, через которое согнутая в цилиндрическую форму металлическая полоса 1 может проходить. Соответственно, когда осуществляют сварку трубы, свариваемой методом электрического сопротивления, путем использования устройства для изготовления трубы, свариваемой методом электрического сопротивления, по настоящему варианту осуществления настоящего изобретения согнутая в цилиндрическую форму металлическая полоса 1 может быть расположена так, чтобы проходить через отверстие. Поэтому магнитный поток раньше по ходу от защитной пластины 8 прерывается в положении, расположенном раньше по ходу от индукционной катушки 3. Соответственно, в положении, расположенном раньше по ходу от защитной пластины 8, существует возможность предотвращения протекания токов через согнутую в цилиндрическую форму металлическую полосу, как показано на фиг.3, а также прерывание протекания токов через ролик 9 (см. фиг.6), расположенный в положении раньше по ходу, чем индукционная катушка 3.
Кроме того, в примере, показанном на фиг.4 и на других чертежах, размер и форма защитной пластины 8 больше, чем размер и форма индукционной катушки 3, и заданы, так чтобы закрыть индукционную катушку 3 в направлении сварки на виде сверху. Эта конфигурация является более предпочтительной в том, что магнитный поток в направлении положения, расположенного раньше по ходу в направлении сварки, может быть эффективно прекращен.
Необходимо задать место установки защитной пластины 8 в направлении перемещения металлической полосы, по меньшей мере, дальше по ходу от объекта, к которому поток тока не желателен, такого как ролик, расположенный в положении раньше по ходу от индукционной катушки. Однако если экранирующая пластина 8 находится слишком близко к индукционной катушке 3, экранирующая пластина 8 перекрывает большую часть магнитного потока, который создается индукционной катушкой, что не является предпочтительным по причине снижения эффективности сварки. На фиг.4 показан пример, в котором экранирующая пластина 8 установлена по существу перпендикулярно направлению перемещения. Однако настоящее изобретение не ограничено такой конфигурацией и любая установка может быть соответствующим образом принята, при условии, что она способна прекращать магнитный поток перед защитной пластиной 8. Например, как в примере, показанном на фиг.6, является более эффективным, если экранирующая пластина 8 установлена так, чтобы окружать объект, который должен быть защищен (т.е. ролик 9 в показанном на фиг.6 примере) от магнитного поля индукционной катушки 3.
Магнитный поток, создаваемый индукционной катушкой 3, образует путь магнитного потока, который проникает через поверхность металлической полосы 1 и протекает вокруг периферии индукционной катушки 3, за исключением отверстия металлической полосы 1. Кроме того, поскольку вихревой ток проходит через концы 2а и 2b металлической полосы в отверстии металлической полосы 1, существует магнитный поток, проходящий через концы металлической полосы 1, при этом путь магнитного потока, по которому магнитный поток непосредственно следует из отверстия, входит в импидор 7. Поскольку в импидоре 7 используется ферромагнитное тело, имеющее высокую магнитную проницаемость, магнитный поток стремится сконцентрироваться на участке, где находится импидор. За счет этого, если защитная платина 8 обеспечена раньше по ходу от индукционной катушки и над импидором 7 (то есть, еще дальше по ходу, чем ближний по ходу конец импидора 7), экранирующая пластина 8 прекращает магнитный поток, протекающий вблизи от ближнего по ходу конца импидора 7, вызывая сокращение магнитного потока, проходящего через импидор 7, приводя в результате к снижению мощности сварки. Поэтому в настоящем варианте осуществления настоящего изобретения является предпочтительным, чтобы экранирующая пластина 8 была установлена по меньшей мере еще раньше по ходу, чем ближний по ходу конец импидора 7.
Кроме того, как описано выше, даже если защитная платина 8 установлена еще раньше по ходу, чем ближний по ходу конец импидора 7, экранирующая пластина может частично сокращать магнитный поток, создаваемый индукционной катушкой 3. Для того чтобы предотвратить снижение эффективности, обусловленное сокращением в магнитном потоке, в настоящем варианте осуществления настоящего изобретения, как показано на фиг.7, является более предпочтительным включить ферромагнитное тело 10, которое расположено в положении, соответствующем ближнему по ходу концу импидора 7 (снаружи отверстия, выполненного между двумя противоположными концами металлической полосы), если смотреть в направлении перемещения металлической полосы 1. Кроме того, является также предпочтительным, чтобы ферромагнитное тело 10 было расположено на периферии металлической полосы 1, согнутой в цилиндрическую форму, и в положении, перекрывающем оба конца 2а и 2b.
Кроме того, предпочтительно, чтобы в ферромагнитном теле 10 использовались материалы, такие как феррит или лист аморфной электротехнической стали, которые имеют высокую относительную магнитную проницаемость и низкое магнитное сопротивление. Кроме того, заставляя магнитный поток, создаваемый индукционной катушкой, 3 проходить через ферромагнитное тело 10, можно предотвратить рассеивание магнитного потока дальше к положению, расположенному раньше по ходу, чем импидор 7. Поэтому эта конфигурация имеет функцию, при которой путь магнитного потока, возвращающегося к импидору 7, надежно обеспечивается. Соответственно, хотя часть магнитного потока, которая не может проникать через ферромагнитное тело, достигает защитной пластины 8, его магнитный поток сокращается. Сокращенный магнитный поток затем может быть существенно прерван с помощью защитной пластины 8. Следовательно, существует возможность существенно сократить токи, которые текут к положению, расположенному раньше по ходу. Кроме того, заставляя магнитный поток, который создан индукционной катушкой 3, проходить в ферромагнитном теле 10, эффективность сварки может быть сохранена по существу без снижения, даже по сравнению со случаем, в котором экранирующая пластина 8 не предусмотрена.
Поскольку ферромагнитное тело 10 имеет функцию, которая заставляет магнитный поток, созданный индукционной катушкой 3, возвращаться к импидору 7, предпочтительно, чтобы место установки ферромагнитного тела было раньше по ходу от индукционной катушки 3 и над импидором 7 (включая участок, расположенный дальше по ходу, чем ближний по ходу конец импидора). Кроме того, поскольку ферромагнитное тело легко вырабатывает тепло, что обусловлено сильным магнитным полем, то если ферромагнитное тело 10 находится слишком близко к индукционной катушке 3, предпочтительно соответствующим образом определить место установки, в котором нет тенденции к созданию тепла. Кроме того, подобно примеру, показанному на фиг.6, если ферромагнитное тело 10 установлено вблизи конца импидора 7, наиболее предпочтительно расположить ферромагнитное тело 10 по меньшей мере над концом импидора 7. В дополнение, что касается ширины ферромагнитного тела 10, предпочтительно, чтобы ширина была больше, чем ширина отверстия металлической полосы 1 (так чтобы она продолжалась через противоположные концы металлической полосы). Длина ферромагнитного тела может быть соответствующим образом определена в соответствии с размерами импидора 7. Кроме того, толщина ферромагнитного тела 10 конкретно не определена. Однако предпочтительным, чтобы положение наружной поверхности ферромагнитного тела было задано так, чтобы быть выше, чем положение наружной периферии индукционной катушки 3 (то есть, так, чтобы расстояние от оси цилиндра металлической полосы было больше). Кроме того, предпочтительно, чтобы расстояние между ферромагнитным телом 10 и металлической полосой 1 составляло приблизительно несколько миллиметров. Однако, принимая во внимание свариваемый участок или т.п., например, расстояние может быть немного больше, приблизительно несколько сантиметров.
Как описано выше, устройство для изготовления трубы, свариваемой методом электрического сопротивления, согласно настоящему варианту осуществления настоящего изобретения имеет следующие преимущества. То есть токи, которые текут к месту, расположенному раньше по ходу, от индукционной катушки могут быть прерваны, при этом подавляя снижение эффективности нагрева, повреждение роликов, которые расположены в положении, расположенном раньше по ходу от индукционной катушки может быть предотвращено, и также может быть осуществлена устойчивая эксплуатация устройства.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
(Вариант 1 осуществления настоящего изобретения)
Для того чтобы подтвердить преимущества настоящего изобретения, были осуществлены подтверждающие испытания. В настоящих испытаниях параллельный участок отверстия, имеющий ширину 15 мм, был выполнен в стальной трубе для газовой трубы (труба SGP), имеющей наружный диаметр 39 мм и толщину 3 мм. После этого наклонный участок участка отверстия между участком сварки и стыком 6, который оценивают, был сварен путем обработки лазером, с тем, чтобы он был под углом 3°. В дополнение, посредством расположения, показанного на фиг.4, (место защитной пластины изменилось) было подтверждено как скорость нагрева на концах стальной трубы, которые обращены друг к другу, изменилась, в соответствии с тем была ли предусмотрена экранирующая пластина и в соответствии с местом защитной пластины.
Кроме того, в настоящих испытаниях была использована экранирующая пластина, в которой отверстие, имеющее диаметр 50 мм выполнен в центре квадратной медной пластины, с размером каждой стороны 150 мм и толщиной 10 мм, при этом край участка отверстия отделен на 6 мм от стальной трубы.
Изначально, в условиях Примера 1 по изобретению, в котором экранирующая пластина была установлена в положении (место, которое находится на 400 мм раньше по ходу от участка сварки и на 200 мм раньше по ходу от индукционной катушки), которое находится на 50 мм раньше по ходу от ближнего по ходу конца импидора (место, которое находится на 350 мм раньше по ходу от участка сварки и на 150 мм раньше по ходу от индукционной катушки), была измерена скорость нагрева в с6 (обозначенном ссылочной позицией 6 на фиг.1, участок, на котором встречаются открытые концы металлической полосы), при этом 50 мкм. К термопара была приварена к концам стальной трубы в положении, которое находится на 420 мм раньше по ходу от стыка, при этом температуру измерили и сравнили со скоростью нагрева в стыке 6. В дополнение, в условиях Примера 2 по изобретению, в котором ферритный сердечник с длиной 60 мм, шириной 32 мм и толщиной 40 мм был установлен в положении, расположенном дальше по ходу от ближнего по ходу конца импидора в качестве ферромагнитного тела 10 в дополнение к защитной пластине, расположенной в том же самом положении, что и в Примере 1 по изобретению, при этом были осуществлены испытания, подобные описанным выше. Кроме того, также в условии каждого примера по Сравнительному Примеру 1, в котором экранирующая пластина не была предусмотрена, а предусмотрена только общая индукционная катушка, и Сравнительного примера 2, в котором экранирующая пластина предусмотрена на импидоре (место, которое находится на 40 мм дальше по ходу от ближнего по ходу конца импидора и на 100 мм раньше по ходу от индукционной катушки) были проведены испытания, подобные испытаниям описанным выше.
Индукционная катушка, в которой охлаждаемая водой медная трубка с диаметром 10 мм была намотана двумя витками с шириной 50 мм, была расположена так, чтобы быть отделенной на 150 мм от стыка с зазором 5 мм от стальной трубы. В дополнение была подана мощность в 15 кВт с помощью источника мощности 200 кГц в состоянии покоя, и были рассчитаны средние скорости нагрева от комнатной температуры до 800°С. В этом время изготовленный из феррита сердечник с диаметром 16 мм и длиной 300 мм был использован в качестве импидора, в котором в центре были пробиты отверстия 6 мм для охлаждения водой.
Результаты показаны ниже в Таблице 1.

Как видно из Таблицы 1, в Сравнительном Примере 1 перед установкой защитной пластины температура возросла до 65°С в положении 420 мм от стылка. Однако, в примерах 1 и 2 по изобретению, в которых была установлена экранирующая пластина, нагрев не наблюдался, и, следовательно, было подтверждено, что токи не текут еще раньше по ходу, чем экранирующая пластина.
С другой стороны в Сравнительном Примере 2 при условии, при котором место установки защитной пластины было над импидором, скорость снижения в скорости нагрева (=100-< степень нагрева в опытном случае>/<степень нагрева в Сравнительном примере 1>×100) была высокой, то есть 26%. В противоположность этому в Примере 1 по изобретению, в котором место установки защитной пластины было отделено 50 мм от конца импидора, скорость снижения составляла около 13%, в котором скорость снижения была улучшена наполовину. Кроме того, в Примере по изобретению, в котором магнитный сердечник был установлен раньше по ходу от индукционной катушки, снижение составило около 2%.
Как описано выше, в сварочном устройстве для трубы, свариваемой методом электрического сопротивления, в соответствии с настоящим изобретением существует возможность надежного прерывания токов, которые текут к металлической полосе раньше по ходу от индукционной катушки, и в то же самое время, ролики или т.п. могут быть защищены от повреждения, которое обусловлено токами, которые текут к месту, расположенному раньше по ходу от индукционной катушки. В дополнение также существует возможность подавления снижения эффективности сварки, обусловленное защитной пластиной к минимуму, при этом было замечено, что токи, которые текут к месту, расположенному раньше по ходу от индукционной катушки могут быть эффективно прерваны.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
В соответствии со сварочным устройством для трубы, свариваемой методом электрического сопротивления, эффективность сварки трубы, свариваемой методом электрического сопротивления, которая формует металлическую полосу в цилиндрическую форму и сваривает ее, одновременно изгибая перемещающуюся металлическую полосу, может быть эффективно увеличена с помощью простой конфигурации устройства. Следовательно, может быть осуществлено сохранение энергии путем снижения потребления электрической энергии. Кроме того, поскольку линейная скорость может быть увеличена в случае, когда подают одну и ту же электрическую энергию, могут быть осуществлены улучшения в производительности и, следовательно, ее промышленные эффекты являются значительными.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ:
1: металлическая полоса
2а и 2b: конец металлической полосы
3: индукционная катушка
4: ролик
5а и 5b: ток
6: стык
7: импидор
8: экранирующая пластина
9: ролик
10: ферромагнитное тело
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ УСТАНОВКА ДЛЯ СВАРИВАЕМЫХ МЕТОДОМ ЭЛЕКТРОСОПРОТИВЛЕНИЯ ТРУБ | 2010 |
|
RU2503527C2 |
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА ПОПЕРЕЧНЫМ ПОТОКОМ | 2011 |
|
RU2518175C2 |
| СИСТЕМА, ГЕНЕРИРУЮЩАЯ АЭРОЗОЛЬ | 2020 |
|
RU2808834C2 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧЕСКОГО МАТЕРИАЛА | 2019 |
|
RU2767025C1 |
| ИНДУКЦИОННОЕ НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2015 |
|
RU2674250C2 |
| СПОСОБ И СИСТЕМА УПРАВЛЕНИЯ КУЗНЕЧНОЙ СВАРКОЙ | 2006 |
|
RU2448820C2 |
| ИНДУКЦИОННАЯ ПЕЧЬ | 1992 |
|
RU2105434C1 |
| ИНДУКЦИОННАЯ СВАРКА ПОЛИМЕРНЫХ ЭЛЕМЕНТОВ ПОСРЕДСТВОМ ЭЛЕКТРИЧЕСКИ ПРЕРЫВАЕМОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА | 2017 |
|
RU2729263C1 |
| ИСПОЛЬЗУЮЩЕЕ ИНДУКЦИОННЫЙ НАГРЕВ ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ УСТРОЙСТВО С МНОГОЖИЛЬНОЙ КАТУШКОЙ ИНДУКТИВНОСТИ | 2020 |
|
RU2827994C1 |
| ТЕПЛОИЗОЛЯЦИЯ ДЛЯ УСТРОЙСТВА ДЛЯ ГЕНЕРИРОВАНИЯ АЭРОЗОЛЯ | 2020 |
|
RU2785358C1 |




Изобретение может быть использовано для получения трубы методом электрического сопротивления. Перемещаемую металлическую полосу сгибают формующими роликами до получения цилиндрической формы так, что оба ее конца в направлении ширины металлической полосы обращены друг к другу. Сваривают концы полосы при введении их в прижимной контакт друг с другом. Индукционная катушка сварочного устройства размещена в непосредственной близости к металлической полосе и обеспечивает индуцирование тока для нагрева свариваемых концов полосы. Импидор размещен внутри сгибаемой металлической полосы по отношению к положению индукционной катушки от положения раньше по ходу перемещения металлической полосы до положения дальше по ходу ее перемещения. В положении раньше по ходу перемещения металлической полосы, чем ближний по ходу конец импидора, но дальше, чем формующие ролики, установлена металлическая экранирующая пластина для экранирования магнитного потока, создаваемого в индукционной катушке. Экранирующая пластина имеет отверстие для прохода через него металлической полосы, согнутой в цилиндрическую форму. Устройство обеспечивает эффективное подавление токов, протекающих перед индукционной катушкой. 1 з.п. ф-лы, 7 ил., 1 табл.
1. Сварочное устройство для получения трубы методом электрического сопротивления, при котором перемещаемую металлическую полосу сгибают формующими роликами до получения цилиндрической формы так, что оба ее конца в направлении ширины металлической полосы обращены друг к другу, и сваривают концы полосы при введении их в прижимной контакт друг с другом, содержащее:
индукционную катушку, размещенную в непосредственной близости к металлической полосе, обеспечивающую индуцирование тока для нагрева свариваемых концов полосы,
импидор, размещенный внутри сгибаемой металлической полосы, от положения раньше по ходу перемещения металлической полосы до положения дальше по ходу ее перемещения по отношению к положению индукционной катушки, и
металлическую экранирующую пластину для экранирования магнитного потока, создаваемого в индукционной катушке, установленную в положении раньше по ходу перемещения металлической полосы, чем ближний по ходу конец импидора, но дальше, чем формующие ролики, причем металлическая экранирующая пластина имеет отверстие для прохода через него металлической полосы, согнутой в цилиндрическую форму.
2. Устройство по п.1, которое дополнительно содержит ферромагнитное тело, которое установлено в положении, соответствующем ближнему по ходу перемещения металлической полосы концу импидора, причем ферромагнитное тело расположено периферийно по отношению к согнутой в цилиндрическую форму металлической полосе и перекрывает оба ее соединяемых конца.
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ высокочастотной сварки труб | 1976 |
|
SU599940A1 |

