Область техники, к которой относится изобретение
Настоящее изобретение касается способа сварки, в частности, способа индукционной сварки, и установки для воплощения данного способа.
Уровень техники
Композитные материалы, содержащие армирующие волокна, например, углеродные волокна и/или стеклянные волокна, диспергированные в матрице из термопластического полимера, обнаруживают множество возможных вариантов использования и, в частности, при изготовлении фюзеляжей летательных аппаратов в сфере авиации и воздухоплавания.
Диспергирование волокон в матрице из термопластического полимера придает жестким композитным деталям особенные свойства, в частности, применительно к сопротивлению растрескиванию, усталостной прочности, пригодности к переработке для вторичного использования.
Детали из композитных материалов обычно образованы из нескольких прослоек (слоев), которые перекрываются и ламинируются совместно друг с другом, при этом волокна в каждой прослойке имеют основное направление, которое наиболее часто отличается от основного направления волокон в примыкающих слоях. Данные прослойки (или слои) также называются «полуфабрикатами», которые могут быть получены, например, в результате импрегнирования непрерывных, в общем случае однонаправленных волокон смолой. Существуют различные способы производства, при которых смола может быть расплавлена или растворена в растворителе или находится в порошкообразной форме в псевдоожиженном слое или диспергируется в водной суспензии. Импрегнированные волокна необязательно отпаривают от растворителя или воды, после этого нагревают перед расплавлением аккумулированной смолы и формированием полуфабриката. Также возможным является стимулирование поступления термопластической смолы в армирующие волокна в результате тщательного смешивания (совместного смешивания) армирующих волокон с термопластическими волокнами, которые расплавляют для получения смолы, окружающей армирующие волокна. Полуфабрикаты также могут быть получены в результате импрегнирования волокнистой ткани или сборной конструкции из вязально-прошитых однонаправленных волокон (мультиаксиальных тканей - NCF) порошкообразным полимером, который сразу после расплавления будет формировать матрицу композита. Полуфабрикат характеризуется гомогенным распределением смолы (далее называемой матрицей) в окрестности армирующих волокон.
Для некоторых областей применения может оказаться необходимым ассоциирование нескольких композитных деталей, например, для фюзеляжа летательного аппарата, панели обшивки, элементов жесткости и силовых шпангоутов.
Данные композитные детали могут быть собраны в результате сварки, в частности, при использовании технологии, относящейся к индукционному типу. В данном технологическом процессе используют катушку индуктивности, задающую магнитное поле. Данное магнитное поле стимулирует увеличение температуры индукционно-чувствительных материалов вплоть до температуры, подходящей для использования при сварке термопластических полимеров.
В настоящее время индукционная сварка композитных деталей включает либо непосредственное нагревание подвергаемых сборке композитных материалов, либо нагревание вставки (или воспринимающего элемента), реагирующей на магнитное поле и интрузионным образом (в общем случае будучи изготовленной из металлического материала) прежде осажденной на поверхности раздела, по которой предполагается сборка.
Однако, способу на основе непосредственного нагревания углеродных волокон композитных деталей, подвергаемых сборке, свойственны следующие далее недостатки:
- его воплощение требует непрерывности углеродных волокон и демонстрацию ими ориентаций или переплетения, которые промотируют создание в материале замкнутых токов;
- данный способ в общем случае не обеспечивает возможности локализации тепла на одной только поверхности раздела; это зачастую приводит к нагреванию всей композитной детали, что без проведения коррекции с применением подходящих для использования охладителей может преобразоваться в риски разуплотнения, возможно вызывающего расслоение для слоев композитной детали;
- производимое тепло также может оказывать воздействие на зоны, граничащие с линией сварного шва; поскольку данные зоны не подвергаются воздействию уплотняющих давлений, они, к сожалению, могут подвергаться воздействию тех же самых отрицательных эффектов, что и те, которые были упомянуты выше;
- в общем случае необходимым является добавление на поверхности раздела внутри сварного шва индукционно-чувствительного материала, такого как термопластическая пленка, содержащая наполнители или проводящие или ферроэлектрические структуры; добавление таких пленок делает очень затруднительным получение сертификации сварных деталей для областей применения в авиации и воздухоплавании;
- невозможным является использование методики индукционной сварки, когда армирующие волокна композитного материала не являются проводящими или ферромагнитными (например, стеклянные волокна, арамидные волокна ...);
- данный способ является чувствительным к типу, конфигурации (то есть, укладке) и толщине свариваемых деталей;
- данный способ, применяемый к сварке углеродных композитных деталей, не обеспечивает возможности получения гарантированных параметров сварки в начальной и конечной зонах сварного шва и поэтому гомогенности сварного соединения при использовании данной динамической технологии.
Для преодоления данных проблем были выдвинуты различные стратегии.
Например, в документе WO 2013/110270 описывается способ индукционной сварки, где за катушкой индуктивности следует охлаждающий агрегат таким образом, чтобы поверхность композитной детали, обращенная к катушке индуктивности, охлаждалась бы и не расплавлялась.
Документ ЕР 1849581 касается устройства для индукционной сварки в целях закрепления формованной пластмассовой детали на обрамлении трубчатой детали, образованной из, по меньшей мере, одного металлического слоя и слоя термопластической смолы, при этом устройство включает элемент, характеризующийся значительной магнитной проницаемостью для канализирования силовых линий магнитного поля.
Как это было указано выше, еще одно зачастую используемое решение заключается во вставлении воспринимающего элемента, образованного из материала, который является более индукционно-чувствительным, чем углерод, например, металлической сетки, на поверхности раздела для свариваемых деталей. В результате адаптации интенсивности задаваемого магнитного поля возможной является локализация нагревания на воспринимающем элементе и, таким образом, на поверхности раздела для свариваемых деталей.
Например, в документе ЕР 2907651 описывается способ индукционной сварки, при котором сборную конструкцию, сформированную из двух свариваемых деталей и элемента, поглощающего поле, (или воспринимающего элемента), расположенного на поверхности раздела для деталей, подвергают воздействию магнитного поля при использовании катушки индуктивности с конкретной сферой действия.
В документе ЕР 20150393 описывается способ индукционной сварки, где две детали располагают в пресс-форме для сочленения в ней, при этом, по меньшей мере, одна поверхность контакта между деталями включает термоактивируемые средства сочленения и индукционно-чувствительный компонент.
В документе WO 2012/158293 описывается способ индукционной сварки, где между двумя композитными деталями располагают воспринимающий элемент и генерируют магнитное поле, параллельное воспринимающему элементу.
В документе ЕР 0720906 описывается способ сварки термопластов, где на поверхности раздела для двух свариваемых деталей из смолы располагают воспринимающий элемент.
Документ US 5,753,058 относится к аппаратуре для сварки термопластов, предназначенной для сварки композитных деталей, включающей проводящий воспринимающий элемент на поверхности раздела, подлежащей сварке.
Документ US 5,902,935 относится к способу оценки целостности и прочности сварного шва термопластов, при котором вводят воспринимающий элемент.
В документе US 6,323,468 описывается аппаратура для индукционной сварки, предназначенная для сборки двух компонентов и генерирующая магнитное поле для стимулирования нагревания воспринимающего элемента, расположенного между двумя свариваемыми компонентами.
В документе WO 2008/087194 описывается индукционный способ сварки термопластического материала с композитным материалом, содержащим термосхватывающуюся матрицу, армированную волокнами, где предпочтительно на поверхности раздела для свариваемых материалов располагают проводящий материал, который нагревают при использовании индукции.
В документе US 4,978,825 описывается индукционный способ сварки сборной конструкции, включающей две детали, между которыми располагают воспринимающий элемент, который нагревают при использовании индукции, при этом индукционную катушку вводят внутрь прижимного валка.
Документ WO 2015/140270 касается способа сварки термопластов, предназначенного для сварки двух деталей из термопластического композитного материала. Металлические вставки располагают между двумя поверхностями свариваемых деталей таким образом, чтобы в данных вставках генерировались бы индуцированные теплопроизводящие токи, при этом свариваемая сборная конструкция заключается в герметизированную камеру, в которой создают частичный вакуум.
Однако, использование воспринимающего элемента может в результате привести к получению негомогенного сварного шва, и ему свойственен недостаток, заключающийся во вставлении нежелательного третьего тела в сборную конструкцию сварного шва. Присутствие третьего тела на поверхности раздела для деталей, которые были сварены, может, в частности, предотвратить или ограничить использование сварных деталей в сфере авиации и воздухоплавания.
Документ FR 2488828 касается способа сварки листов термопластического материала, соответствующих гибким листам, которые, вероятно, будут покрываться рябью и формировать складки. Данный способ заключается, в частности, в расположении двух свариваемых листов таким образом, чтобы их примыкающие кромки были бы расположены внахлестку, передвижении нагревательного клина между расположенными внахлестку кромками, подаче определенного количества термопластического материала и спрессовывании расположенных внахлестку кромок при обеспечении возможности их охлаждения. В документе FR 2488828 не описывается сварка жестких деталей.
Поэтому существует реальная потребность в предложении эффективного быстрого способа, демонстрирующего хорошие эксплуатационные характеристики в отношении сборки деталей из термопластических материалов, в частности, жестких деталей из термопластических материалов, который избегает вышеупомянутых недостатков.
Также существует подлинная потребность в предложении способа сборки, использующего локализованное нагревание на поверхности раздела для деталей из термопластических материалов, который демонстрирует хорошие эксплуатационные характеристики и является эффективным, быстрым и динамичным.
Существует подлинная потребность в предложении способа, обеспечивающего возможность сборки деталей в результате нагревания. В частности, существует подлинная потребность в предложении эффективного способа, обеспечивающего возможность сборки деталей в результате нагревания при отсутствии материала наполнителя, при отсутствии деформирования, при отсутствии расслаивания и при отсутствии разуплотнения свариваемых деталей.
Сущность изобретения
Изобретение, в первую очередь, относится к способу сварки, по меньшей мере, двух деталей, в частности, двух жестких деталей, содержащих термопластический материал и имеющих соответствующие свариваемые поверхности, включающему:
- вставление вставки между свариваемыми поверхностями двух деталей, при этом упомянутая вставка имеет толщину, составляющую 5 мм и менее;
- подвод тепла посредством вставки;
где вставку перемещают по отношению к свариваемым деталям по всему ходу сварки в направлении сварки.
В некоторых вариантах осуществления тепло подводят посредством упомянутой вставки, которую нагревают в результате использования индукции, в результате использования резистивного эффекта, в результате использования вибрации, в результате использования трения, в результате использования ультразвука, в результате использования лазера, в результате использования потока горячего газа или в результате использования проводимости от внешнего источника тепла.
В некоторых вариантах осуществления вставка содержит индукционно-чувствительный материал, и тепло вставки подводят в результате генерирования магнитного поля при использовании, по меньшей мере, одной катушки индуктивности.
В некоторых вариантах осуществления вставка и катушка индуктивности перемещаются совместно друг с другом по отношению к свариваемым деталям по всему ходу сварки в направлении сварки.
В некоторых вариантах осуществления вставка содержит электропроводящий материал, а тепло вставки подводится в результате использования резистивного эффекта.
В некоторых вариантах осуществления способ, кроме того, включает введение в контакт поверхностей сварки двух свариваемых деталей в результате приложения давления к, по меньшей мере, одной из двух деталей по ходу технологического потока выше и/или по ходу технологического потока ниже положения вставки по отношению к направлению сварки.
В некоторых вариантах осуществления способ, кроме того, включает стадию охлаждения свободных поверхностей свариваемых деталей, в частности, в результате наложения теплорегулирующего блока на, по меньшей мере, одну из двух деталей позади положения вставки по отношению к направлению сварки и спереди от элемента (элементов) для приложения давления при наличии такового.
В некоторых вариантах осуществления вставка находится в контакте с каждой из свариваемых поверхностей двух деталей.
В некоторых вариантах осуществления вставка не находится в контакте с, по меньшей мере, одной из свариваемых поверхностей двух деталей.
В некоторых вариантах осуществления способ, кроме того, включает перемещение, совместно с перемещением вставки, разделительного элемента между свариваемыми поверхностями двух деталей, при этом разделительный элемент располагают спереди от вставки в направлении сварки.
В некоторых вариантах осуществления, по меньшей мере, одна из двух деталей, предпочтительно обе детали, образована из композитного материала, содержащего армирующие волокна в матрице из термопластического материала.
В некоторых вариантах осуществления армирующие волокна являются углеродными волокнами и/или стеклянными волокнами или относятся к любому другому типу волокна, способного армировать или функционализовать полимер.
В некоторых вариантах осуществления, по меньшей мере, одна из двух деталей, предпочтительно обе детали, по существу состоит или состоит из термопластического материала.
В некоторых вариантах осуществления термопластический материал выбирают из группы полиамидов, полиимидов, в частности, простых полиэфиримидов, простых полиарилэфиркетонов, в частности, простых полиэфиркетонкетонов и простых полиэфирэфиркетонов, полиэтилентерефталатов, полиолефинов, в частности, полипропилена, полифениленсульфидов, полисульфонов, хлорированных полимеров, в частности, поливинилхлорида (PVC) и поливинилиденфторида (PVDF), акриловых или метакриловых полимеров, и он предпочтительно представляет собой простой полиарилэфиркетон, такой как простой полиэфиркетонкетон или простой полиэфирэфиркетон.
В некоторых вариантах осуществления, по меньшей мере, одна из двух деталей, предпочтительно обе детали, обладает многослойной структурой.
В некоторых вариантах осуществления слой, включающий свариваемую поверхность, по меньшей мере, одной из двух деталей, предпочтительно обеих деталей:
- содержит термопластический материал, характеризующийся температурой плавления, меньшей, чем температура плавления термопластического материала других слоев деталей; и/или
- содержит термопластический материал, характеризующийся меньшей вязкостью, чем вязкость термопластического материала других слоев деталей; и/или
- содержит величину объема термопластического материала, большую, чем величина объема термопластического материала других слоев деталей; и/или
- содержит армирующий материал, характеризующийся значительной плотностью в поперечном сечении, предпочтительно тканый углеродный материал; и/или
- содержит слой однонаправленного волокна, ориентированный в направлении сварки.
В некоторых вариантах осуществления способ не включает стадию добавления дополнительного термопластического материала, в частности, на поверхности раздела для свариваемых поверхностей.
В некоторых вариантах осуществления способа индукционной сварки вставка содержит материал индукционно-чувствительного металла. На вставку необязательно наносят полное или неполное функциональное покрытие, например, придающее противокоррозионные свойства (противокоррозионный материал) или облегчающее скольжение вставки между двумя деталями (материал, облегчающий скольжение вставки между двумя деталями).
В некоторых вариантах осуществления способа индукционной сварки вставка состоит из ферромагнитного материала, характеризующегося температурой Кюри Тс, которая могла бы облегчить контроль способа.
В некоторых вариантах осуществления способ, кроме того, включает формирование валика (или мениска) термопластического материала на конце поверхности раздела внутри сварного шва.
В некоторых вариантах осуществления детали являются деталями фюзеляжа летательного аппарата.
Изобретение, кроме того, относится к установке для сварки, по меньшей мере, двух деталей, в частности, двух жестких деталей, содержащих термопластический материал и имеющих соответствующие свариваемые поверхности, включающей:
- опору для удерживания двух свариваемых деталей;
- консоль, имеющую на своем концевом участке нагревающую вставку, сконфигурированную для вставления между свариваемыми поверхностями двух деталей;
при этом вставка, имеющую толщину, составляющую 5 мм и менее, выполнена с возможностью перемещения по отношению к свариваемым деталям по всему ходу сварки в направлении сварки.
В некоторых вариантах осуществления установка также включает устройство для генерирования тепла упомянутой вставки в результате использования индукции, в результате использования резистивного эффекта, в результате использования вибрации, в результате использования трения, в результате использования ультразвука, в результате использования лазера, в результате использования потока горячего газа или в результате использования проводимости от внешнего источника тепла.
В некоторых вариантах осуществления установки для индукционной сварки устройство для генерирования тепла представляет собой, по меньшей мере, одну катушку индуктивности, а упомянутая вставка содержит индукционно-чувствительный материал.
В некоторых вариантах осуществления вставку и катушку индуктивности конфигурируют для перемещения совместно друг с другом по отношению к свариваемым деталям по всему ходу сварки в направлении сварки.
В некоторых вариантах осуществления консоль, несущую вставку на своем концевом участке, прикрепляют к катушке индуктивности.
В некоторых вариантах осуществления установки для сварки в результате использования резистивного эффекта устройство для генерирования тепла является устройством для генерирования электрического тока.
В некоторых вариантах осуществления установка, кроме того, включает один или более уплотняющих валков и/или один или более прижимных валков.
В некоторых вариантах осуществления установка также включает, по меньшей мере, один теплорегулирующий блок.
В некоторых вариантах осуществления установки для индукционной сварки уплотняющие валки и/или прижимные валки прикрепляют к катушке индуктивности.
В некоторых вариантах осуществления уплотняющий валок (валки) выполнены с возможностью приложения к ним вибрации при адаптированной частоте. Данную вибрацию адаптируют для оптимизации явлений взаимопроникновения, требуемых для получения высокотехнологической сварки.
В некоторых вариантах осуществления установка включает камеру с регулируемым температурным режимом, предпочтительно включающую гибкое ограждение.
В некоторых вариантах осуществления вставка представляет собой пластину, имеющую толщину, составляющую 5 мм и менее, предпочтительно находящуюся в диапазоне от 0,3 до 5 мм, более предпочтительно от 0,3 до 3 мм, кроме того, предпочтительно от 0,5 до 1,5 мм.
В некоторых вариантах осуществления установки для индукционной сварки вставка содержит материал индукционно-чувствительного металла, и на нее необязательно наносят полное или неполное функциональное покрытие, например, придающее противокоррозионные свойства (противокоррозионный материал) или облегчающее скольжение вставки между двумя деталями (материал, облегчающий скольжение вставки между двумя деталями).
В некоторых вариантах осуществления установки для сварки в результате использования резистивного эффекта вставка содержит электропроводящий материал, и на нее необязательно наносят полное или неполное покрытие из изолирующего материала.
В некоторых вариантах осуществления установка, кроме того, включает вторую консоль, имеющую на своем концевом участке разделительный элемент, необязательно прикрепленный к вставке.
В некоторых вариантах осуществления опору конфигурируют для нагревания.
При использовании настоящего изобретения возможным является преодоление недостатков предшествующего уровня техники. Говоря более конкретно, в нем предлагается способ, который демонстрирует хорошие эксплуатационные характеристики, является эффективным и быстрым для сборки деталей из термопластических материалов, а, в частности, жестких деталей из термопластических материалов. В частности, в способе изобретения не требуется бессрочное вставление третьего тела в сварную сборную конструкцию при одновременном обеспечении локализованного нагревания предпочтительно на поверхности раздела свариваемых деталей. Локализованное нагревание предпочтительно в свариваемой области поверхности раздела обеспечивает возможность ограничения термических эффектов в других прослойках композитной детали и, тем самым, предотвращает любое ухудшение качества собираемых деталей в результате расслоения и/или разуплотнения. В общем случае качество элементарных деталей до сборки было проконтролировано и подтверждено; и поэтому большой интерес представляет наличие доступной технологии сварки, которая не будет ставить под угрозу качество деталей в соответствии с предложением в настоящем изобретении.
Достижения этого добиваются в результате использования вставки, подводящей тепло, которая находится в движении по отношению к свариваемым деталям в направлении сварки. Тепло может быть генерировано при использовании любых адаптированных средств, в частности, в результате использования индукции, в результате использования резистивного эффекта, в результате использования вибрации, в результате использования трения, в результате использования ультразвука, в результате использования лазера, в результате использования потока горячего газа или в результате использования проводимости от внешнего источника тепла; в частности, в результате использования индукции или резистивного эффекта. Например, магнитное поле, созданное при использовании катушки индуктивности, производит эффекты, которые концентрируются во вставке, индуцируя локализованное нагревание на данной вставке. Подобным образом, электрический ток генерирует тепло в ставке в результате использования резистивного эффекта. Вставка передвигается по отношению к свариваемым деталям в направлении сварки и поэтому не объединяется в конечной сборной конструкции в единое целое.
В дополнение к этому, изобретению свойственны одно или предпочтительно несколько из следующих далее преимуществ:
- способ изобретения обеспечивает возможность сварки жестких деталей;
- способ изобретения обеспечивает возможность сварки всех типов термопластических материалов, в том числе материалов, не содержащих проводящих элементов, (таких как углеродные волокна или другие волокна или проводящие наполнители);
- для индукционной сварки способ может обеспечивать возможность использования уменьшенной мощности индукции в сопоставлении со способами на основе нагревания углерода, содержащегося в свариваемых композитных деталях;
- способ может обеспечивать возможность лучшего контроля температуры сварки;
- способ может обеспечивать возможность сварки крупноразмерных деталей и/или деталей, обладающих сложной геометрией, таких как двойные колена;
- способ может обеспечивать возможность определенного допуска по отношению к взаимному соответствию, на что обращают внимание для свариваемых поверхностей;
- для индукционной сварки способ может обеспечивать возможность уменьшенного потребления энергии и материалов, поскольку нагревание локализуется на поверхностях, свариваемых при использовании материала, который является более индукционно-чувствительным, чем материалы свариваемых деталей;
- в связи, например, с выбором оптимизированного материала для одного из слоев сварного шва свариваемых деталей (то есть, одного из слоев на поверхности раздела внутри сварного шва) способ изобретения может обеспечивать возможность формирования валиков (или менисков) на конце поверхности раздела внутри сварного шва, что, тем самым, ограничивает эффекты, относящиеся к повреждению или зарождающимся трещинам.
Краткое описание фигур
Фигура 1 представляет изображение схематического вида в перспективе в отношении установки для индукционной сварки, соответствующей настоящему изобретению.
Фигура 2 представляет изображение схематического вида в поперечном разрезе в отношении установки для индукционной сварки, соответствующей настоящему изобретению.
Фигура 3 представляет изображение увеличенного вида в поперечном разрезе в отношении зоны А с фигуры 2.
Фигура 4 представляет изображение увеличенного вида в поперечном разрезе в отношении зоны В с фигуры 2.
Фигура 5 представляет изображение схематического вида в отношении двух деталей, сваренных в соответствии с одним вариантом осуществления способа изобретения.
Фигура 6 представляет изображение схематического вида в отношении двух деталей, сваренных в соответствии с одним вариантом осуществления способа изобретения.
Фигура 7 представляет изображение вида в поперечном разрезе в отношении вставки, демонстрирующей наличие «эффекта пружины», в первом состоянии сжатия, соответствующем одному варианту осуществления способа изобретения.
Фигура 8 представляет изображение вида в поперечном разрезе в отношении вставки, демонстрирующей наличие «эффекта пружины», с фигуры 7 во втором состоянии сжатия, соответствующем одному варианту осуществления способа изобретения.
Фигура 9 представляет изображение вида в поперечном разрезе в отношении вставки, демонстрирующей наличие «эффекта пружины», в первом состоянии сжатия, соответствующем одному варианту осуществления способа изобретения.
Фигура 10 представляет изображение вида в поперечном разрезе в отношении вставки, демонстрирующей наличие «эффекта пружины», с фигуры 9 во втором состоянии сжатия, соответствующем одному варианту осуществления способа изобретения.
Фигура 11 представляет изображение вида в поперечном разрезе в отношении вставки и сварных пластин, соответствующих одному варианту осуществления способа изобретения.
Фигура 12 представляет изображение схематического вида в перспективе в отношении одного варианта осуществления установки изобретения, включающей два уплотняющих валка, расположенных на любой стороне свариваемых деталей, и соответствующей одному варианту осуществления способа изобретения.
Фигура 13 представляет изображение схематического вида в перспективе в отношении прямолинейного относительного перемещения двух катушек индуктивности по отношению к направлению сварки.
Фигура 14 представляет изображение схематического вида в перспективе в отношении синусоидального относительного перемещения одной катушки индуктивности по отношению к направлению сварки.
Фигура 15 представляет изображение схематического вида в перспективе в отношении прямолинейного относительного перемещения четырех катушек индуктивности по отношению к направлению сварки, что обеспечивает возможность поверхностной сварки.
Фигура 16 представляет изображение схематического вида в перспективе в отношении «U-образной» вставки, соответствующей одному варианту осуществления способа сварки изобретения в результате использования резистивного эффекта.
Фигура 17 представляет изображение схематического вида в перспективе в отношении вставки, соответствующей одному варианту осуществления способа сварки изобретения в результате использования резистивного эффекта.
Фигура 18 представляет изображение схематического вида в перспективе в отношении вставки, соответствующей одному варианту осуществления способа сварки изобретения в результате использования резистивного эффекта.
Подробное описание изобретения
Теперь будет представлено более подробное неограничивающее описание изобретения.
Под термином «жесткая деталь» подразумевается деталь, которая не деформируется или только едва деформируется под воздействием своей собственной массы. Жесткость детали может быть охарактеризована в результате проведения испытания на деформирование образца для испытаний в виде свариваемой детали. При данном испытании получают образец для испытаний, отрезанный от участка подвергаемой испытанию детали и имеющий наименьшую толщину (для случая переменной толщины), при этом упомянутый образец для испытаний имеет в длину 12 см и в ширину 1 см. Жесткость оценивают в результате расположения и центрирования образца для испытаний на двух опорах, разнесенных друг от друга на 10 см. В стандартных условиях по температуре и давлению образец для испытаний демонстрирует максимальное отклонение по своему центру в 1 см, что соответствует относительной деформации по отношению к длине, составляющей не более, чем 10%.
Под термином «свариваемая деталь» подразумевается деталь, содержащая термопластический материал. Деталь может являться деталью, обладающей моноблочной структурой, (однослойной деталью) или деталью, обладающей многослойной структурой, (многослойной деталью).
Под термином «композитный материал» подразумевается материал, содержащий армирующие волокна в матрице из термопластического материала. Под термином «некомпозитный материал» подразумевается материал, лишенный армирующих волокон.
Выражения «композитный материал», «композитный слой», «прослойка» и «полуфабрикат» используются взаимозаменяемым образом. Полуфабрикаты могут представлять собой ленты в форме полотна из волокон в матрице из смолы. Предпочтительно ориентация армирующих волокон является по существу однонаправленной в полуфабрикатах. Полуфабрикаты также могут представлять собой волокнистые ткани или маты из однонаправленных армирующих волокон, также известные под наименованием мультиаксиальных тканей (NCF), которые импрегнируют полимерами. Полуфабрикаты также могут представлять собой изделия, содержащие термопластический полимер, не армированный непрерывными армирующими волокнами, с составлением рецептуры при использовании или без использования различных наполнителей.
Под термином «уплотненная деталь» подразумевается деталь, образованная из, по меньшей мере, двух перекрывающихся слоев, ламинированных совместно друг с другом и уплотненных.
Под термином «осажденная деталь» подразумевается деталь, образованная из, по меньшей мере, двух перекрывающихся слоев, ламинированных совместно друг с другом, без проведения уплотнения при использовании оборудования для приложения давления, относящегося к автоклавному или прессовому типу.
Под термином «сварное изделие» подразумевается изделие, включающее, по меньшей мере, две детали, такие как те, которые были определены выше, сваренные совместно друг с другом в соответствии со способом настоящего изобретения.
Если только не будет утверждаться другого, то все уровни процентного содержания, касающиеся указанных количеств, являются уровнями объемного процентного содержания.
Изобретение не ограничивается индукционной сваркой, но также и относится к способам сварки, включающим вставление теплоподводящей вставки. Тепло может быть генерировано в результате использования индукции, в результате использования резистивного эффекта, в результате использования вибрации, в результате использования трения, в результате использования ультразвука, в результате использования лазера, в результате использования потока горячего газа или в результате использования проводимости от внешнего источника тепла; предпочтительно в результате использования индукции или в результате использования резистивного эффекта; более предпочтительно в результате использования индукции или, в альтернативном варианте, в результате использования резистивного эффекта.
Как это можно сказать при обращении к фигурам от 1 до 4, установка 1 предназначена для воплощения индукционного способа сварки двух жестких деталей 2, 3, при этом каждая из них содержит термопластический материал и имеет соответствующие свариваемые поверхности 10, 11 и соответствующие свободные поверхности 17, 18. Однако, изобретение не ограничивается сваркой двух деталей и могло бы быть применено к сварке более, чем двух деталей, например, сварке одной детали с первой другой деталью и второй другой деталью, например, при их соположении друг с другом.
В частности, детали 2,3 могут быть жесткими в том смысле, что они не деформируются или только едва деформируются под воздействием их собственной массы. Их жесткость может быть охарактеризована в результате проведения испытания на деформирование образца для испытаний в виде свариваемой детали. При данном испытании на деформирование получают образец для испытаний, отрезанный от участка подвергаемого испытанию образца и имеющий наименьшую толщину (для случая переменной толщины), при этом упомянутый образец имеет в длину 12 см и в ширину 1 см. Жесткость оценивают в результате расположения и центрирования образца для испытаний на двух опорах, разнесенных друг от друга на 10 см. В стандартных условиях по температуре и давлению образец для испытаний демонстрирует максимальное отклонение по своему центру, составляющее не более, чем 1 см, что соответствует относительной деформации по отношению к длине, составляющей не более, чем 10%.
Говоря более конкретно, детали 2, 3 являются в равной мере жесткими в условиях нагревания при проведении операции сварки, то есть, они являются жесткими до, во время и после сварки.
Детали 2, 3 по отношению друг к другу могут содержать совместимые различные термопластические материалы или же один и тот же термопластический материал. Под термином «совместимые термопластические материалы» подразумеваются смешиваемые термопластические материалы, то есть, полимеры, смесь которых характеризуется температурой стеклования, промежуточной по положению между температурами стеклования полимеров. Примерами термопластических полимеров, подходящих для использования в изобретении, являются полиамиды, полисульфоны, полифениленсульфид (PPS), полиимиды, в частности, простые полиэфиримиды (PEI), простые полиарилэфиркетоны (PAEK), в частности, простые полиэфиркетонкетоны (РЕКК) и простые полиэфирэфиркетоны (РЕЕК), полиэтилентерефталат, полиолефины, такие как полипропилен, хлорированные полимеры, такие как поливинилхлорид (PVC) и поливинилиденфторид (PVDF), акриловые или метакриловые полимеры. Термопластический материал может быть аморфным, кристаллическим или полукристаллическим термопластическим материалом.
Полиамиды, в частности, могут представлять собой полифталамид (РРА), РА 11, РА 12, РА 6, РА 1010, РА 66, РА 46 или сополиамид.
Это также может представлять собой комбинацию из нескольких вышеупомянутых материалов.
В выгодном случае детали 2, 3 в качестве термопластического материала содержат PPS, PEI или РАЕК таким образом, как РЕЕК или РЕКК.
Детали 2, 3 могут содержать наполнители (в том числе армирующие волокна) и/или функциональные добавки. В числе функциональных добавок особенного упоминания могут заслуживать один или более представителей, выбираемых из поверхностно-активных веществ, УФ-стабилизаторов, термостабилизаторов, биоцидных веществ, модификаторов ударопрочности и/или вспенивающих веществ.
Наполнители могут включать волокна или неволокнистые наполнители. Неволокнистыми наполнителями являются минеральные наполнители, в частности, такие как оксид алюминия, диоксид кремния, карбонат кальция, диоксид титана, стеклянные бусы, технический углерод, графит, графен и углеродные нанотрубки.
Волокнистые наполнители могут представлять собой так называемые рубленые волокна или непрерывные армирующие волокна.
В частности, детали 2, 3 независимо могут содержать композитный материал, при этом упомянутый композитный материал содержит армирующие волокна в матрице из термопластического материала. Армирующие волокна, в частности, обеспечивают возможность придания деталям жесткости.
Армирующими волокнами, в частности, могут являться стеклянные волокна, кварцевые волокна, углеродные волокна, графитовые волокна, базальтовые волокна, кремнеземные волокна, металлические волокна, такие как стальные волокна, алюминиевые волокна или борные волокна, керамические волокна, такие как карбидокремниевые или бороуглеродные волокна, природные растительные волокна, синтетические органические волокна, такие как арамидные волокна или волокна из поли(п-фениленбензобисоксазола), лучше известного под обозначением РВО, или волокна из PARK или смеси из таких волокон. Предпочтительно они представляют собой углеродные волокна или стеклянные волокна, а, говоря более конкретно, углеродные волокна.
Примерами композитных материалов являются: углеродные волокна в матрице из РЕКК, стеклянные волокна в матрице из РЕКК, углеродные волокна в полиамидной матрице из, например, РА11, РА12, РА6 или РА1010, стеклянные волокна в полиамидной матрице из, например, РА11, РА12, РА6 или РА1010, углеродные волокна в полипропиленовой матрице, стеклянные волокна в полипропиленовой матрице, углеродные волокна в полиэтилентерефталатной матрице, стеклянные волокна в полиэтилентерефталатной матрице, углеродные волокна в матрице из РЕЕК, стеклянные волокна в матрице из РЕЕК, углеродные волокна в матрице из РЕI, стеклянные волокна в матрице из РЕI, углеродные волокна в матрице из РPS, стеклянные волокна в матрице из РPS.
Детали 2, 3 независимо могут содержать от 25 до 80% (об.), предпочтительно от 45 до 70% (об.), армирующих волокон, например, углеродных волокон и/или стеклянных волокон, по отношению к совокупному объему детали. В частности, детали 2, 3 независимо могут содержать армирующие волокна в количестве в диапазоне от 25 до 30% (об.) или от 30 до 35% (об.) или от 35 до 40% (об.) или от 40 до 45% (об.) или от 45 до 50% (об.) или от 50 до 55% (об.) или от 55 до 60% (об.) или от 60 до 65% (об.) или от 65 до 70% (об.) или от 70 до 75% (об.) или от 75 до 80% (об.), по отношению к совокупному объему детали. Диспергирование армирующих волокон при достаточном уровне объемного процентного содержания обеспечивает возможность придания жесткости свариваемым деталям или составляющим их слоям.
Детали 2, 3 могут содержать количество матрицы из термопластического материала в диапазоне от 20 до 75% (об.), предпочтительно от 30 до 55% (об.), по отношению к совокупному объему детали. В некоторых вариантах осуществления детали 2, 3 содержат количество матрицы из термопластического материала в диапазоне от 20 до 25% (об.) или от 25 до 30% (об.) или от 30 до 35% (об.) или от 35 до 40% (об.) или от 40 до 45% (об.) или от 45 до 50% (об.) или от 50 до 55% (об.) или от 55 до 60% (об.) или от 60 до 65% (об.) или от 65 до 70% (об.) или от 70 до 75% (об.), по отношению к совокупному объему детали.
В некоторых вариантах осуществления детали 2, 3 независимо могут быть по существу образованы или образованы из термопластического материала. Детали 2, 3 независимо могут быть образованы из материала, лишенного любого армирующего элемента, например, армирующих волокон (в частности, углеродных волокон и стеклянных волокон).
Под термином «по существу образованный из термопластического материала» подразумевается содержание деталью исключительно термопластического материала и необязательно одной или нескольких функциональных добавок; в частности, деталь может содержать, по меньшей мере, 90% (об.) термопластического материала, предпочтительно, по меньшей мере, 95% или, по меньшей мере, 98% или, по меньшей мере, 99%, например, приблизительно 100%.
Детали 2, 3 независимо могут быть свободными от любого электропроводящего материала.
Детали 2, 3 независимо также могут содержать от 0 до 30% (об.) наполнителей и/или функциональных добавок, таких как те, которые были описаны выше.
Детали 2, 3 независимо могут обладать моноблочными структурами или, в альтернативном варианте, многослойными структурами.
При обладании, по меньшей мере, одной из деталей 2, 3 многослойной структурой слои могут быть идентичными или различными друг в сопоставлении с другом.
Вышеупомянутые характеристики в связи с деталями также применяются и к слоям индивидуально.
Предпочтительно детали 2, 3 включают нижеследующее (или состоят из него): несколько композитных слоев (или «полуфабрикатов»), таких как те, которые были описаны выше. Деталь 2, 3 может быть уплотненной деталью или осажденной деталью.
Поэтому количество композитных слоев в детали 2, 3 может варьироваться в диапазоне от 2 до 150, предпочтительно от 4 до 40, более предпочтительно от 6 до 30, в идеальном случае от 7 до 25.
Помимо деталей 2, 3 во время способа сварки какого-либо другого термопластического материала не добавляют. В частности, какого-либо другого термопластического материала не добавляют на поверхности раздела для свариваемых поверхностей 10, 11 либо по ходу технологического потока выше, либо по ходу технологического потока ниже вставки 4. Поэтому сварное соединение между двумя сварными деталями 2, 3 формируют при использовании матриц из термопластического материала самих деталей, в частности, в результате использования взаимопроникновения.
Сварное изделие обнаруживает удовлетворительные механические эксплуатационные характеристики после сборки. Данные механические эксплуатационные характеристики после сборки могут быть оценены, например, в результате измерения предельного напряжения при сдвиге. Предельным напряжением при сдвиге является механическое напряжение, приложенное параллельно поверхности сварного изделия, что вызывает разламывание материала на поверхности раздела внутри сварного шва. Например, в одной известной методике в соответствии со стандартами prEN 6060 или ISO4587 на каждой из двух поверхностей сварного изделия могут быть изготовлены канавки, перпендикулярные направлению сварки, что, тем самым, локализует сдвиговое усилие, генерированное, таким образом, на поверхности раздела внутри сварного шва. Предел прочности при сдвиге соответствует усилию, требуемому для разрушения сварного изделия, разделенного областью, сопротивляющейся сдвигу.
Предпочтительно ориентация армирующих волокон является по существу однонаправленной в каждом композитном слое. Более предпочтительно однонаправленная ориентация армирующих волокон различается при переходе от одного слоя к другому. Кроме того, предпочтительно два примыкающих слоя характеризуются однонаправленными ориентациями армирующих волокон, которые по существу характеризуются углом, составляющим приблизительно 90°, друг по отношению к другу; или которые по существу характеризуются углом, составляющим приблизительно 45°, друг по отношению к другу. В альтернативном варианте, армирующие волокна в, по меньшей мере, одном из композитных слоев, а, в частности, в каждом из композитных слоев, могут характеризоваться несколькими направлениями.
Термопластический материал может быть идентичным или различным при переходе от одного слоя к другому для многослойной детали 2, 3. Предпочтительно термопластический материал относится к идентичному типу (например, РЕКК или РЕЕК или PPS) во всех слоях детали 2, 3. Он необязательно может содержать различные марки при переходе от одного слоя к другому, например, характеризующиеся различной вязкостью, различной молекулярной массой или различной температурой плавления. В альтернативном варианте, марка термопластического материала является идентичной во всех слоях.
В некоторых вариантах осуществления при обладании, по меньшей мере, одной из деталей 2, 3 многослойной структурой слой, включающий свариваемую поверхность 10, 11, (в настоящем описании изобретения также называемый «первым слоем») содержит термопластический материал, характеризующийся меньшей температурой плавления, чем температура плавления термопластического материала (материалов) из других слоев детали 2, 3. Температура плавления термопластического материала из первого слоя может быть меньшей на величину в диапазоне от 10 до 100°С, предпочтительно меньшей на величину в диапазоне от 20 до 60°С, более предпочтительно меньшей на величину в диапазоне от 35 до 50°С, чем температура плавления термопластического материала (материалов) из других слоев детали 2, 3.
Слой, включающий свариваемую поверхность 10, 11, также может содержать термопластический материал, характеризующийся меньшей вязкостью, чем вязкость термопластического материала (материалов) из других слоев детали 2, 3.
В рамках одного примера для термопластических материалов, выбираемых из числа простых полиэфиркетонкетонов (РЕКК), вязкость термопластического материала из первого слоя может быть меньшей на величину в диапазоне от 3 до 30 см3/10 мин, предпочтительно меньшей на величину в диапазоне от 5 до 20 см3/10 мин, более предпочтительно меньшей на величину в диапазоне от 7 до 15 см3/10 мин, чем вязкость термопластического материала (материалов) из других слоев детали 2, 3. Указанные вязкости представляют собой значения объемного индекса расплава (ОИР) или значения объемной скорости расплава (ОСР), измеренные в соответствии со стандартами ISO/FDIS/1133_1 и ISO/FDIS/1133_2. Измерение проводят при 380°С под воздействием массы в 1 кг. Изделия перед измерением значения ОИР высушивают.
Слой, включающий свариваемую поверхность 10, 11, также может содержать и больший объем термопластического материала, чем другие слои детали 2, 3 или меньший объем армирующих волокон, чем другие слои детали 2, 3. Объем термопластического материала в первом слое может варьироваться в диапазоне от 30 до 100%, предпочтительно от 45 до 80%, более предпочтительно от 55 до 70%, по отношению к совокупному объему упомянутого слоя детали 2, 3. Слой, включающий свариваемую поверхность и обогащенный смолой в сопоставлении с другими слоями детали 2, 3, предпочтительно ориентируют под углом 0° к направлению сварки.
Например, детали 2, 3 на своих внешних участках могут характеризоваться сильным волоконным упрочнением при одновременном сохранении на свариваемых поверхностях количества термопластического материала, требуемого для хорошей сварки.
Присутствие слоя, включающего свариваемую поверхность 10, 11 и характеризующегося меньшей вязкостью и/или большей величиной объема термопластического материала, обеспечивает проведение упрощенной сварки и/или достижение ее лучших эксплуатационных характеристик, а, в частности, может обеспечивать возможность формирования валика (или мениска) термопластической пластмассы на поверхности раздела внутри сварного шва.
Слой, включающий свариваемую поверхность 10, 11, также может содержать армирующий материал, характеризующийся значительной плотностью в поперечном сечении, такой как тканый углеродный материал.
Слой, включающий свариваемую поверхность 10, 11, в качестве термопластического материала также может содержать смесь из двух и более термопластических веществ (например, смесь из простого полиэфиримида и РАЕК), при этом другие слои детали 2, 3 в качестве термопластического материала содержат только одно единственное термопластическое вещество.
Детали 2, 3 независимо могут иметь постоянную толщину или варьирующуюся толщину, например, варьирующуюся в направлении сварки D.
Одно преимущество способа индукционной сварки изобретения заключается в его относительно маленькой чувствительности к расстоянию между катушкой индуктивности и свариваемыми поверхностями 10, 11 деталей 2, 3.
Установка 1 включает опору для удерживания свариваемых деталей 2, 3 (не показано на фигуре 1). Опора также может удерживать детали 2, 3 во время проведения операций сварки, например, в результате зажимания. Данная опора предпочтительно включает плоскую поверхность, предназначенную для удерживания деталей 2, 3, но она также может иметь любой возможный профиль.
В выгодном случае, в частности, в случае теплопроводящих материалов, таких как композиционный углепластик, может оказаться подходящим для использования предварительное нагревание свариваемой области до температуры, которая всегда должна оставаться меньшей, чем температура плавления всех составляющих материалов свариваемой структуры, используя любые подходящие для использования средства. Также возможным является и нагревание опоры. Например, и, в частности, для РАЕК температура может быть меньшей на величину в диапазоне от 40 до 150°С, предпочтительно меньшей на величину в диапазоне от 50 до 120°С, более предпочтительно меньшей на величину в диапазоне от 70 до 90°С, чем температура плавления. Предварительное нагревание обеспечивает возможность ограничения разности температур между поверхностью раздела внутри сварного шва и остатком деталей 2, 3, что, тем самым, ограничивает поток тепла от поверхности раздела к деталям 2, 3. Нагревание также обеспечивает лучший контроль кристаллизации материалов, в частности, в области сварного шва. Нагревание может проходить локально, в окрестности свариваемых областей или перпендикулярно им.
В выгодном случае, в частности, в случае теплопроводящих материалов, таких как композиционный углепластик, также может оказаться подходящим для использования и сохранение нагревания сваренной области при температуре, которая должна оставаться меньшей, чем температура плавления всех составляющих материалов свариваемых структур, используя любые подходящие для использования средства, например, инфракрасные лампы или поток горячего воздуха. Сохраненное нагревание также обеспечивает возможность лучшего контроля температуры свариваемой поверхности раздела. Нагревание также обеспечивает лучший контроль кристаллизации материалов, в частности, в сваренной области. Нагревание может проходить локально, в окрестности сваренной области или перпендикулярно ей.
Установка 1 включает вставку 4. Вставка 4 является нагревающей вставкой в том смысле, что она способна осуществлять подвод тепла. Нагревание может быть обеспечено, используя любое подходящее для использования средство, в частности, в результате использования индукции, в результате использования резистивного эффекта, в результате использования вибрации, в результате использования трения, в результате использования ультразвука, в результате использования лазера, в результате использования потока горячего газа или в результате использования проводимости от внешнего источника тепла.
Для индукционной сварки вставка содержит материал, включающий индукционно-чувствительный материал, а тепло вставки генерируется в результате генерирования магнитного поля при использовании, по меньшей мере, одной катушки индуктивности 5.
Под термином «индукционно-чувствительный материал» подразумевается материал, способный нагреваться при воздействии магнитного поля, по меньшей мере, в определенных условиях. В частности, это может быть материал воспринимающего элемента или элемент, поглощающий магнитное поле. Предпочтительно вставка 4 содержит материал, который является более индукционно-чувствительным, чем составляющие материалы деталей 2, 3 (углеродные волокна, в частности, тогда, когда это применимо).
Предпочтительно индукционно-чувствительный материал является металлическим индукционно-чувствительным материалом. Металлический материал может быть выбран, например, из группы, сформированной из железа, стали (например, нержавеющей стали), алюминия, никеля-хрома, титана или их комбинации.
Вставка 4 в качестве индукционно-чувствительного материала может содержать нижеследующее или может состоять из него: ферромагнитный материал, характеризующийся температурой Кюри Тс. Это делает возможным лучший контроль температуры, до которой вставку 4 нагревают при воплощении способа сварки. В случае температуры ферромагнитного материала, меньшей, чем Тс, данный материал будет демонстрировать ферромагнитное поведение и будет чувствительным к индукции. При достижении температурой материала температуры Кюри Тс материал станет парамагнитным, и его индукционная чувствительность будет модифицирована; температура упомянутого материала может быть сохранена на уровне температуры Тс.
На вставку 4, в частности, в случае содержания ею ферромагнитного материала в качестве индукционно-чувствительного материала может быть нанесено полное или неполное функциональное покрытие, например, придающее противокоррозионные свойства (противокоррозионный материал) или облегчающее скольжение вставки между двумя деталями (материал, облегчающий скольжение вставки 4 между деталями 2, 3).
Для сварки при использовании резистивного эффекта вставка 4 содержит электропроводящий материал, и тепло вставки генерируется в результате использования резистивного эффекта (или эффекта Джоуля). Резистивный эффект генерируется в результате подвода электрического тока. На вставку необязательно может быть нанесено полное или неполное покрытие из изолирующего материала.
Профиль вставки 4 может быть адаптирован к нагреванию в результате использования резистивного эффекта. На фигуре 16 иллюстрируется «U-образная» вставка 47, расположенная на концевом участке двух консолей 81 и 82. На фигуре 17 иллюстрируется вставка 48, расположенная на концевом участке двух консолей 83 и 84.
Предпочтительно резистивный проводящий материал может быть выбран из числа никелевых сплавов, свинцовых сплавов, титановых сплавов, марганцевых сплавов, никель-хромовых сплавов, железо-хром-алюминиевых сплавов и никель-медных сплавов.
Вставка 4 может включать различные зоны, содержащие различные материалы, для локализации зоны нагревания на свариваемых поверхностях. Данные материалы могут быть собраны, например, в результате использования высокотемпературной пайки. Подобным образом, как это проиллюстрировано на фигуре 18, вставка может включать, например, последовательность из резистивных зон 49, смонтированных параллельно для гомогенизации температуры вдоль вставке.
Для сварки при использовании лазера вставка 4 может быть нагрета непосредственно при использовании, по меньшей мере, одного лазера. В альтернативном варианте, вставка 4 может включать сеть из оптических волокон, что обеспечивает возможность направления энергии от нагревания под воздействием лазера на свариваемые поверхности.
Для сварки при использовании потока горячего газа вставка 4 может быть непосредственно нагрета при использовании потока горячего газа, например, в результате использования введения в контакт. В альтернативном варианте, вставка 4 может включать, по меньшей мере, один канал, обеспечивающий возможность циркуляции потока горячего газа внутри вставки.
Для сварки при использовании проводимости вставка 4 может быть нагрета, используя любой подходящий для использования внешний источник тепла.
Вставка 4 в выгодном случае представляет собой пластину. Вставка 4 имеет толщину, составляющую 5 мм и менее, предпочтительно находящуюся в диапазоне от 0,3 до 5 мм, более предпочтительно от 0,3 до 3 мм, кроме того, предпочтительно от 0,5 до 1,5 мм, кроме того еще, предпочтительно от 0,5 до 1 мм. В некоторых вариантах осуществления вставка 4 имеет толщину, составляющую 0,1 мм и менее или находящуюся в диапазоне от 0,1 до 0,2 мм или от 0,2 до 0,3 мм или от 0,3 до 0,5 мм или от 0,5 до 1 мм или от 1 до 1,5 мм или от 1,5 до 2 мм или от 2 до 2,5 мм или от 2,5 до 3 мм или от 3 до 3,5 мм или от 3,5 до 4 мм или от 4 до 4,5 мм или от 4,5 до 5 мм. Под термином «толщина» подразумевается размер между поверхностями вставки 4 в контакте со свариваемыми поверхностями. Для случая неплоских поверхностей вставки 4 и их параллельности друг другу толщина соответствует максимальному размеру между двумя поверхностями. Такие толщины обеспечивают жесткость вставки, хорошую теплопередачу и едва ли механическую деформацию жестких деталей 2, 3 во время вставления вставки 4 и делают возможной сварку жестких деталей. Для эффективной сварки между двумя свариваемыми деталями температура свариваемых поверхностей, формирующих поверхность раздела внутри сварного шва, должна быть большей, чем температура плавления термопластического полимера при приложении давления к свариваемой области при использовании уплотняющего валка (валков) 6. Как это проиллюстрировано на фигуре 11, предпочтительным является ограничение расстояния «d» между концом вставки 4 и точкой контакта свариваемых поверхностей деталей 2, 3. Это подразумевает ограничение толщины вставки 4 для предотвращения воздействия напряжений на свариваемые детали 2, 3 или одну из них за пределами их предела эластичности. Поэтому толщина вставки 4 должна быть миниатюризирована, адаптирована и оптимизирована соответствующим образом при принятии во внимание жесткости свариваемых деталей 2, 3 и обычно должна соответствовать толщине, составляющей 5 мм и менее.
Вставка 4 может иметь размеры (например, длину, ширину, толщину), профиль и/или свойства (например, эффект пружины), адаптированные для свариваемых деталей и для способа сварки (например, скоростного режима).
Вставка 4 может иметь ширину (перпендикулярно направлению сварки), по меньшей мере, равную ширине области расположения внахлестку свариваемых деталей 2, 3.
В альтернативном варианте, вставка 4 может иметь ширину, меньшую, чем ширина области расположения внахлестку свариваемых деталей 2, 3, что, тем самым, формирует сварной шов исключительно на части ширины области расположения внахлестку. Вставка 4 может иметь плоский профиль, то есть, каждая из двух ее поверхностей является плоской. Плоские поверхности могут быть параллельными друг другу (нулевой угол). Для оптимизации нагревания свариваемых поверхностей в контакте со вставкой 4 поверхности вставки 4 могут формировать ненулевой угол профиля скошенной кромки, например, вставка, имеющая плоскую скошенную кромку, или вставка, имеющая неплоскую скошенную кромку. Поверхности вставки могут обладать конкретными геометриями, адаптированными к профилю свариваемых деталей 2, 3. Вставка может иметь оптимизированный профиль для промотирования теплопередачи в результате использования контакта с подложками, как это проиллюстрировано на фигуре 11. Например, геометрия воспринимающего элемента может быть разработана таким образом, чтобы она была бы способной адаптироваться к переменным расстояниям между подложками.
В других вариантах осуществления вставка 4 может иметь любой другой адаптированный профиль, в частности, неплоский профиль. Использование такой вставки, обладающей конкретной геометрией, обеспечивает возможность сварки деталей, имеющих неплоские свариваемых поверхности 10, 11. Один пример иллюстрируется на фигуре 6. Вставку 4 располагают на концевом участке консоли 8 и предпочтительно прикрепляют к консоли 8.
На фигурах 7 и 8 иллюстрируется вставка 41, демонстрирующая наличие «эффекта пружины», в двух различных состояниях сжатия. Еще одна вставка 42, демонстрирующая наличие «эффекта пружины», в двух различных состояниях сжатия иллюстрируется на фигурах 9 и 10. Как это может случиться, свариваемые поверхности характеризуются переменным разделением между собой до сварки исходя из производственных допусков для деталей 2, 3.
Способ индукционной сварки изобретения включает вставление вставки 4 между свариваемыми поверхностями 10, 11 двух деталей 2, 3. Во время сварки вставка 4 передвигается по отношению к свариваемым деталям 2, 3 в направлении сварки D.
Данное относительное передвижение может быть получено в результате перемещения свариваемых деталей 2, 3, при этом вставка 4 остается фиксированной по отношению к опоре. В альтернативном варианте, и предпочтительно оно может быть получено в результате перемещения вставки 4 по отношению к опоре, при этом свариваемые детали 2, 3 остаются фиксированными по отношению к опоре.
Например, вставка 4 может передвигаться по отношению к свариваемым деталям 2, 3 в направлении сварки D при скорости в диапазоне от 50 до 1000 мм/мин, предпочтительно от 100 до 500 мм/мин.
Во время относительного перемещения вставки 4 по отношению к свариваемым деталям 2, 3 в направлении сварки D траектория перемещения вставки (и свариваемых деталей) может быть прямолинейной. В альтернативном варианте, в частности, при ширине вставки, меньшей, чем ширина области расположения внахлестку свариваемых деталей 2, 3, траектория перемещения вставки может быть непрямолинейной. Например, вставка также может передвигаться поперечно, синусоидально или пошагово или другим образом.
Для индукционной сварки установка 1 также включает, по меньшей мере, одну катушку индуктивности 5. При воплощении способа индукционной сварки изобретения катушка индуктивности 5 генерирует магнитное поле. Катушка индуктивности обладает оптимизированной геометрией по отношению к приложенному магнитному полю: она может быть, а может и не быть образована из обмоток. В случае включения в ее геометрию обмоток это может быть катушка индуктивности, имеющая одну обмотку или более обмоток, при этом данные обмотки, возможно, являются смещенными от центра и/или ориентированными в зависимости от свариваемых материалов.
В одном варианте осуществления, как это проиллюстрировано на фигурах 1, 2, 3, 13 и 15, установка может включать одну единственную катушку индуктивности 5, 53. В еще одном варианте осуществления, как это проиллюстрировано на фигуре 13, установка может включать, по меньшей мере, две катушки индуктивности 51 и 52, образующие раздельные области сварки. В еще одном варианте осуществления, как это проиллюстрировано на фигуре 15, установка может включать последовательность из, по меньшей мере, двух катушек индуктивности, например, последовательность из четырех катушек индуктивности 54, что обеспечивает возможность поверхностной сварки двух свариваемых деталей 2, 3.
Катушка индуктивности 5 может быть фиксирована по отношению к деталям 2, 3. Поэтому катушка индуктивности 5 может иметь большой размер для обеспечения возможности нагревания вставки 4 по мере ее перемещения; также может быть предложено и множество фиксированных катушек индуктивности 5 вдоль направления сварки D. Но предпочтительно катушка индуктивности является подвижной по отношению к деталям 2, 3.
Во время относительного перемещения вставки 4 по отношению к свариваемым деталям 2, 3 в направлении сварки D траектория перемещения катушки индуктивности может быть прямолинейной, или она может быть непрямолинейной. Как это проиллюстрировано на фигуре 13, катушки индуктивности 51 и 52 могут характеризоваться прямолинейной траекторией перемещения. Как это проиллюстрировано на фигуре 15, последовательность катушек индуктивности 54 также может характеризоваться прямолинейной траекторией перемещения. Как это проиллюстрировано на фигуре 14, катушка индуктивности 53 также может характеризоваться синусоидальной траекторией перемещения.
В выгодном случае, при воплощении способа сварки изобретения вставка 4 и катушка индуктивности 5 передвигаются совместно друг с другом по отношению к свариваемым деталям 2, 3 во время сварки в направлении сварки D.
Под выражением «передвигаются совместно» подразумевается их передвижение в одно и то же время в одном и том же направлении (в данном случае в направлении сварки D) и при одной и той же скорости.
Предпочтительно к катушке индуктивности 5 прикрепляют консоль 8, имеющую вставку 4 на своем концевом участке.
Способ сварки изобретения может включать стадию введения в контакт свариваемых поверхностей 10, 11 двух свариваемых деталей 2, 3 в результате приложения давления к, по меньшей мере, одной из двух деталей 2, 3 по ходу технологического потока выше (то есть, спереди от) и/или по ходу технологического потока ниже (то есть, позади) положения вставки 4 по отношению к направлению сварки D.
Поэтому установка 1 также может включать один или более элементов для приложения давления. Данные элементы для приложения давления могут быть расположены позади и/или спереди от вставки по отношению к направлению сварки D. Элементы для приложения давления обеспечивают возможность приложения давления к деталям 2, 3 таким образом, чтобы они были бы спрессованы друг по отношению к другу. Предпочтительно при включении в установку 1 нескольких элементов для приложения давления давления, прикладываемые каждым из данных элементов для приложения давления, не зависят друг от друга.
Например, они могут представлять собой один или более уплотняющих валков 6, расположенных позади вставки по отношению к направлению сварки D. Уплотняющий валок (валки) 6 промотируют взаимопроникновение материалов, размягченных под воздействием температуры вставки 4. Они также могут представлять собой несколько уплотняющих валков 6, необязательно окруженных непрерывной лентой из звеньев гусеницы 16 для обеспечения наличия определенного времени сохраняемого уплотняющего давления. В данных вариантах осуществления каждый из уплотняющих валков 6 может прикладывать давление и/или демонстрировать кинематические характеристики, которые сопрягаются между валками или же не зависят друг от друга. Элементы для приложения давления могут включать средства охлаждения. Они также могут быть независимо подвергаемы воздействию вибрации при адаптированной частоте, например, ультразвуковой, для облегчения сварки в результате промотирования взаимопроникновения и макромолекулярного диффундирования материалов, размягченных под воздействием температуры вставки 4. При использовании вибратора 12 могут быть индуцированы вибрации. В случае включения в устройство, по меньшей мере, двух уплотняющих валков они могут иметь идентичные или различные диаметры. Данные валки также могут быть снабжены непрерывной лентой гусеницы. Как это проиллюстрировано на фигуре 12 (катушка индуктивности не проиллюстрирована), два фиксированных уплотняющих валка 61 и 62 могут быть расположены на любой стороне подвижных деталей 2, 3, будучи расположенными друг напротив друга.
Элементы для приложения давления также могут состоять из одного или нескольких прижимных валков, расположенных спереди от вставки по отношению к направлению сварки D. Данный валок или данные валки обеспечивают достаточное спрессовывание деталей 2, 3 совместно друг с другом. Расположение элементов для приложения давления спереди от вставки является в особенности хорошо подходящим для использования, поскольку передвижение вставки между деталями 2, 3 вызывает отведение двух деталей друг от друга и может уменьшить поверхности контакта со вставкой и уменьшить эффективность сварки.
Предпочтительно элементы для приложения давления, например, уплотняющий валок (валки) 6, уплотняющие валки, окруженные непрерывной лентой гусеницы 16, и/или прижимной валок (валки), могут независимо передвигаться совместно с перемещением вставки 4 по отношению к свариваемым деталям 2, 3 во время сварки и в направлении сварки D. При индукционной сварке они могут быть независимо прикреплены к катушке индуктивности 5. Они могут быть независимо прикреплены к консоли 8, которая составляет вставку 4.
Способ сварки изобретения может включать стадию охлаждения сварных деталей в результате наложения теплорегулирующего блока (не проиллюстрирован) на, по меньшей мере, одну из двух деталей 2, 3 позади положения вставки 4 по отношению к направлению сварки D или спереди от элементов для приложения давления в случае наличия таковых.
Теплорегулирующий блок уменьшает температуру свободных поверхностей сварной детали по отношению к температуре сварки при одновременном сохранении свариваемых поверхностей и, таким образом, поверхности раздела внутри сварного шва при температуре, большей, чем температура плавления термопластического полимера.
Данная стадия охлаждения обеспечивает контроль температурного градиента внутри сварной детали и ограничивает и даже предотвращает разуплотнение.
Теплорегулирующий блок образован из материала, характеризующегося подходящей для использования теплопроводностью, и может быть отрегулирован по температуре, например, в результате использования циркуляции текучей среды. В случае нагревания вставки при использовании индукции составляющий материал теплорегулирующего блока в выгодном случае может быть теплопроводящим и электроизолирующим.
Установка 1 также может включать камеру 14 с регулируемым температурным режимом. Данную камеру 14 предпочтительно располагают позади вставки по отношению к направлению сварки D. Камера может быть также или в альтернативном варианте расположена спереди от вставки по отношению к направлению сварки D. В выгодном случае во время сварки она может передвигаться совместно с перемещением вставки 4 по отношению к свариваемым деталям 2, 3 в направлении сварки D. В некоторых вариантах осуществления камеру 14 прикрепляют к консоли 8, включающей вставку 4. При индукционной сварке камеру 14 также или в альтернативном варианте прикрепляют к консоли 8, включающей катушку индуктивности 5. Данная камера 14 с регулируемым температурным режимом обеспечивает возможность выдерживания одной зоны деталей 2, 3 при конкретной температуре, например, для сохранения одной зоны деталей 2, 3, которая была размягчена в результате нагревания, например, при использовании индукции, при температуре перекристаллизации для обеспечения возможности перекристаллизации в оптимальных условиях и предотвращения последующего отверждения деталей после сварки. Это также может обеспечивать возможность внешнего охлаждения деталей вне области сварки (и, в частности, вне камеры). В дополнение к этому, при проведении нагревания свариваемых поверхностей 10, 11 в результате использования конвекции присутствие упомянутой камеры 14 может ограничить пертурбацию конвекционных потоков.
Камера 14 с регулируемым температурным режимом может быть доведена до желательной температуры в результате вдувания текучей среды внутрь камеры 14, предпочтительно горячего воздуха, при использовании, по меньшей мере, одной продувочной трубы 15.
Область, расположенная вне камеры 14 с регулируемым температурным режимом, может быть доведена до другой температуры и, например, может быть охлаждена, в частности, в результате вдувания текучей среды, предпочтительно холодного воздуха, при использовании, по меньшей мере, одной продувочной трубы.
Камера 14 с регулируемым температурным режимом может быть оконтурена при использовании гибкого ограждения, например, из эластомерного материала. Гибкое ограждение может быть закреплено, например, на периферии верхней пластины. При использовании данной конфигурации возможным является сохранение по существу закрытой камеры несмотря на любые вариации по высоте верхней пластины по отношению к деталям 2, 3, а, в частности, она может адаптироваться к деталям 2, 3, имеющим любой профиль.
Установка 1 также может включать вторую консоль 9, имеющую на своем концевом участке разделительный элемент 7, необязательно прикрепленный к вставке 4. Разделительный элемент 7 вставляют между свариваемыми поверхностями 10, 11 деталей 2, 3. В частности, он обеспечивает ограничение трения между вставкой 4 и деталями 2, 3.
Разделительный элемент 7 предпочтительно располагают спереди от вставки 4 по отношению к направлению сварки D. Во время сварки он в выгодном случае может передвигаться совместно с перемещением вставки 4 по отношению к свариваемым деталям 2, 3 между свариваемыми поверхностями 10, 11 в направлении сварки D. Консоль 9, включающая разделительный элемент 7, может быть прикреплена к консоли 8, которая включает вставку 4. При индукционной сварке консоль 9, включающая разделительный элемент 7, может быть также или в альтернативном варианте прикреплена к консоли 8, которая включает катушку индуктивности 5.
Разделительный элемент может иметь двояко-выпуклый профиль (видимый на фигуре 3) в том смысле, что каждая из его поверхностей является выпуклой.
Разделительный элемент также может иметь смешанный профиль в том смысле, что одна поверхность является выпуклой, а другая - плоской.
При воплощении способа сварки изобретения вставка 4 может находиться в контакте с каждой из свариваемых поверхностей 10, 11 двух деталей 2, 3. В альтернативном варианте, возможной является и вставка, которая может не находиться в контакте с, по меньшей мере, одной из свариваемых поверхностей 10, 11 двух деталей 2, 3, в частности, она может не находиться в контакте с любой из свариваемых поверхностей 10, 11 двух деталей 2, 3.
Поэтому нагревание свариваемых поверхностей 10, 11 может быть получено в результате использования проводимости и/или в результате использования конвекции и/или в результате использования излучения от вставки 4.
Установка 1 также может включать, по меньшей мере, один пирометр (не проиллюстрирован). При воплощении способа сварки изобретения пирометр непрерывно или в определенные моменты времени измеряет температуру свариваемых деталей в области сварного шва. Пирометр предпочтительно располагают на вставке 4 по отношению к направлению сварки D.
Пирометр предпочтительно располагают на одной из кромок свариваемых деталей 2, 3, или, в альтернативном варианте, пирометр располагают на каждой из кромок свариваемых деталей 2, 3, в частности, при ширине вставки, равной, по меньшей мере, ширине области расположения внахлестку свариваемых деталей 2, 3. Способ изобретения обеспечивает возможность контролируемого гомогенного разогревания свариваемых деталей 2, 3 в области сварного шва. Измерение температуры на одной из кромок или на обеих кромках является достаточным и обеспечивает возможность экстраполирования температуры по всей области сварного шва.
В альтернативном варианте или в дополнительном варианте, пирометр может быть расположен на свободной поверхности одной из двух деталей в любой точке области сварного шва, в частности, в случае представления шириной вставки только участка ширины области расположения внахлестку свариваемых деталей 2, 3.
Пирометр также может измерять температуру вставки 4 на кромке свариваемых деталей.
Предпочтительно вставка 4 и пирометр во время сварки передвигаются совместно друг с другом по отношению к свариваемым деталям 2, 3 в направлении сварки D. Это может быть прикреплено к консоли 8, включающей вставку 4.
Установка может включать мультисварочное устройство.
В одном варианте осуществления мультисварочное устройство может обеспечивать возможность одновременной сварки, по меньшей мере, трех свариваемых деталей. Упомянутое устройство, в частности, может включать, по меньшей мере, две вставки, расположенные на одном и том же уровне или при смещении по отношению к направлению сварки. Данные множественные вставки, соответственно, обеспечивают возможность сварки первой детали и второй детали, сварки второй детали и третьей детали и так далее и их соположение. В еще одном варианте осуществления мультисварочное устройство может обеспечивать возможность сварки двух деталей в двух отдельных точках области расположения внахлестку. Упомянутое устройство может, в частности, включать, по меньшей мере, две вставки, расположенные на одном и том же уровне по отношению к направлению сварки и при определенном разделении между ними. Каждая вставка обеспечивает возможность сварки одного участка первой детали и второй детали. После сварки только некоторые участки области расположения внахлестку двух деталей будут сварены друг с другом, при этом другие участки не свариваются. При индукционной сварке тот же самый результат может быть получен при расположении широкой вставки по всей поверхности свариваемых деталей и при подводе тепла в результате использования нескольких катушек индуктивности, обеспечивающих локализованное нагревание, которые перемещаются над свариваемой деталью.
Способ сварки изобретения может включать формирование валика (мениска) 13 термопластического материала на конце поверхности раздела внутри сварного шва (видимом на фигуре 5). Формирование данного валика (мениска) становится возможным, поскольку способ изобретения обеспечивает возможность нагревания свариваемых поверхностей 10, 11 и, таким образом, размягчения термопластического материала деталей 2, 3 вплоть до концевого участка данных свариваемых поверхностей 10, 11 (в частности, в результате адаптации размеров вставки 4 к свариваемым поверхностям 10, 11, поэтому при этом вставка 4 способна простираться вдоль до одного или нескольких концов свариваемых поверхностей 10, 11, даже простираться за пределы одного или нескольких концов свариваемых поверхностей 10, 11). Присутствие валика (мениска) 13 на конце поверхности раздела внутри сварного шва обеспечивает возможность ограничения риска формирования зарождающейся трещины. В способе индукционной сварки на основе нагревания углеродных волокон свариваемых композитных деталей создание замкнутых токов поблизости от концевых участков поверхности раздела внутри сварного шва не является возможным, что в общем случае в результате приводит к получению сварных швов, характеризующихся меньшей механической прочностью в данных точках.
В некоторых вариантах осуществления деталь 3, наиболее удаленная от катушки индуктивности 5, обладает многослойной структурой, включающей проводящий элемент в качестве внешнего слоя или в качестве части внешнего слоя, (то есть, слоя, наиболее удаленного от свариваемой поверхности 11). Проводящий элемент, в частности, может представлять собой металлическую сетку, например, из меди или бронзы. Присутствие данного проводящего элемента является в особенности выгодным для изготовления фюзеляжей в секторе авиации и воздухоплавания, при этом данный элемент придает летательному аппарату защиту от поражения молнией. Способу изобретения свойственно преимущество, заключающееся в его способности использовать локализованное нагревание на поверхности раздела между двумя свариваемыми деталями. Например, для нагревания в результате использования индукции возможной является сварка деталей 2, 3 без достаточного достижения магнитным полем проводящего элемента для индуцирования значительного нагревания данного элемента, что предотвращает локальное разложение детали в результате перегревания данного проводящего элемента. В дополнение к этому, способ изобретения предотвращает улавливание проводящим элементом большой части эффекта от магнитного поля, что в противном случае в результате приводило бы к недостаточному нагреванию свариваемых поверхностей.
Передвижение вставки 4 и/или катушки индуктивности 5 (для индукционной сварки) и/или элементов для приложения давления и/или камеры 14 с регулируемым температурным режимом и/или разделительного элемента 7 может быть получено в автоматическом режиме в результате использования одного или нескольких роботов или же в ручном режиме оператором. В частности, для индукционной сварки вставка 4 и катушка индуктивности 5 могут передвигаться совместно друг с другом при использовании одного и того же робота.
Температура сварного шва находится в зависимости от температуры вставки 4.
Для индукции сама температура вставки 4 зависит от мощности и частоты магнитного поля, доставляемого от катушки индуктивности 5, от скорости перемещения вставки 4 (например, совместно с катушкой индуктивности 5) и от расстояния между катушкой индуктивности 5 и вставкой 4.
В некоторых вариантах осуществления катушка индуктивности 5 генерирует магнитное поле, характеризующееся частотой в диапазоне от 10 Гц до 2 МГц, предпочтительно от 80 Гц до 300 кГц, более предпочтительно от 100 Гц до 200 кГц.
В некоторых вариантах осуществления индукционной сварки расстояние между катушкой индуктивности 5 и вставкой 4 остается постоянным по всему ходу сварки. В других вариантах осуществления данное расстояние может варьироваться, в частности, в случае демонстрации, по меньшей мере, одной из свариваемых деталей 2, 3 варьирующейся толщины.
В некоторых вариантах осуществления способ изобретения включает стадию контроля температуры вставки 4 (при использовании термопары или любого другого подходящего для использования датчика температуры) и стадию мгновенного регулирования данной температуры, в частности, в результате подстраивания скорости перемещения вставки 4 и/или мощности магнитного поля, доставляемого от катушки индуктивности 5, или электрической мощности в случае резистивного нагревания и/или любого другого уместного параметра, например, в результате использования обыкновенного контура обратной связи.
Терморегулированию вставки свойственно преимущество обеспечения возможности доведения свариваемых поверхностей до требуемой температуры с адаптацией к сборке при использовании сварки. Может быть использовано несколько режимов регулирования.
Например, один режим регулирования может обеспечить получение терморегулирования в результате измерения температуры вставки 4 при использовании устройства, относящегося к типу лазерного пирометра. После предшествующего количественного определения разницы температур между областью контроля, доступной во время сварки, (кромкой вставки 4 в окрестности деталей 2, 3) и поверхностями вставки 4 в контакте со свариваемыми поверхностями (недоступными во время фазы сварки) при использовании температуры вставки 4, которая является доступной во время обыкновенной фазы сварки, может быть подвергнута серворегулированию мощность устройства для нагревания, такого как генератор индукции для нагревания в результате использования магнитного поля или генератор тока для резистивного нагревания.
Еще один режим регулирования способа индукционной сварки может заключаться в использовании для выработки вставки 4 материала, характеризующегося температурой Кюри. Точка Кюри материала значительно модифицирует его чувствительность к магнитному полю и к явлениям индукции. В данном режиме, в частности, могут быть использованы две конфигурации. Одна конфигурация заключается в способности материала перестать нагреваться при использовании индукции за пределами данной конкретной точки (остановка явлений в виде индуцированного тока и магнитных диполей). В данном случае терморегулирование вставки физически обеспечивается сразу после перехода через точку Кюри. Однако, в случае все еще прохождения нагревания в результате индукции и за пределами данной точки (например, остаточный индуцированный ток) данное значительное изменение чувствительности к магнитному полю материала в точке Кюри (например, магнитной проницаемости) может быть детектировано при использовании датчика, адаптированного и расположенного в окружающей среде устройства для сварки; данный датчик обеспечивает указание на достижение точки Кюри, что обеспечивает возможность инициирования электронного регулирования нагревания, обеспечивая серворегулирование мощности генератора. Параметр, детектированный в окружающей среде устройства для сварки, может представлять собой интенсивность окружающего магнитного поля (например, датчик эффекта Холла), на что оказывают воздействие резкие изменения характеристик материала вставки 4 по отношению к магнитным явлениям. Детектирование параметра окружающей среды могло бы также повлечь за собой и варьирование импеданса вставки 4, сочлененной с катушкой индуктивности.
Упомянутые варианты осуществления являются в особенности выгодными для сборки деталей фюзеляжа в секторе авиации и воздухоплавания, поскольку для сертификации технологического процесса в авиации и воздухоплавании требуется контроль температуры сварки.
Еще один режим регулирования способа сварки в результате использования резистивного эффекта может включать измерение удельного электрического сопротивления вставки. Измерение удельного электрического сопротивления в зависимости от температуры будет обеспечивать возможность серворегулирования значения тока, проходящего через вставку 4.
Способ изобретения также может включать стадию регистрирования значений температуры вставки 4 и/или скоростей перемещения вставки 4 и/или магнитной мощности, доставляемой от катушки индуктивности 5, и/или давления, приложенного к свариваемым деталям 2, 3, и/или любого другого параметра. Это является в особенности выгодным для производства фюзеляжей в секторе авиации и воздухоплавания, для которого при сертификации технологического процесса в авиации и воздухоплавании требуется регистрация этих данных.
Сварные детали 2, 3 изобретения могут представлять собой, в частности, детали фюзеляжа летательного аппарата, такие как детали обшивки фюзеляжа, силовые шпангоуты или стрингеры.
В альтернативном варианте, данные детали могут представлять собой авиационно-космические или автомобильные детали или детали для спортивного оборудования.
Способ изобретения также может быть использован для сварки непромокаемого брезента, либо в несущей, либо в ненесущей конструкции, в частности, в сфере гражданского строительства и водных видов спорта (крепление непромокаемых брезентов, шлюпочных парусов ...).
Примеры
Следующие далее примеры иллюстрируют изобретение, но являются неограничивающими.
В примерах от 1 до 4 при производстве, по меньшей мере, одной из свариваемых деталей при использовании технологии АУЛ (автоматической укладки лент) первый осажденный слой является слоем однонаправленной ленты, композиция которого отличается от композиции других составляющих слоев композитной детали.
Пример 1
Композиция первого слоя представляет собой 50% (масс.) РЕКК продукта Kepstan® 7002 и 50% (масс.) углеродных волокон. Композиция других слоев представляет собой 34% (масс.) РЕКК продукта Kepstan® 7002 (представленного на рынке компанией Arkema) и 66% (масс.) углеродных волокон.
В данном примере более высокий уровень процентного содержания термопластического материала в первом слое облегчает сварку без изменения способа производства деталей и придает данному первому слою ползучесть при воздействии уплотняющего давления, что обеспечивает возможность получения мениска на концевом участке поверхности раздела внутри сварного шва. В дополнение к этому, упомянутый первый слой может компенсировать определенные дефекты в свариваемых поверхностях.
Пример 2
Композиция первого слоя представляет собой 34% (масс.) РЕКК продукта Kepstan® 6002 (характеризующегося температурой плавления 303°С) и 66% (масс.) углеродных волокон. Композиция других слоев представляет собой 34% (масс.) РЕКК продукта Kepstan® 7002 (представленного на рынке компанией Arkema) (характеризующегося температурой плавления 333°С) и 66% (масс.) углеродных волокон.
Параметры способа могут быть адаптированы таким образом, чтобы температура вставки обеспечивала бы возможность плавления термопластического материала первого слоя без плавления термопластического материала других слоев.
В альтернативном варианте, составляющий материал вставки включает ферромагнитный материал, характеризующийся точкой Кюри, такой чтобы «предельная» температура вставки (и ее окружающей среды в способе) гарантировала бы плавление исключительно первого слоя.
Пример 3
Композиция первого слоя детали представляет собой 50% (масс.) полиамида и 50% (масс.) стеклянных волокон. Композиция других слоев представляет собой 34% (масс.) полиамида и 66% (масс.) стеклянных волокон.
Пример 4
Композиция первого слоя представляет собой 34% (масс.) первого полиамида, характеризующегося конкретной температурой плавления, и 66% (масс.) стеклянных волокон. Композиция других слоев представляет собой 34% (масс.) второго полиамида, характеризующегося большей температурой плавления, чем у первого полиамида, и 66% (масс.) стеклянных волокон.
Пример 5
В данных первых испытаниях на подтверждение технических возможностей в качестве вставки использовали фольгу при толщине 0,8 мм. Свариваемые подложки были образованы из матрицы из PPS, включающей тканый углеродный материал, и толщина подложки составляла 1,5 мм. Прослойку тканого стеклянного материала в матрице из PPS располагали на поверхности раздела внутри сварного шва для обеспечения наличия непроводящего материала на поверхности раздела.
Сварку проводили в соответствии со способом изобретения. Сварка была эффективной, и согласно наблюдениям полученная сборная конструкция является когезионно-прочной.
Данный пример обеспечил возможность проверки действительного получения сварки изобретения в результате нагревания вставки, а не исключительно за счет присутствия проводящих волокон в свариваемых деталях.
Поверхности раздела внутри сварного шва полностью взаимопроникали, и после анализа сварного соединения наблюдали когезионное разрушение термопластической матрицы.
Пример 6 - Свариваемость в результате использования индукции для электрически-непроводящих подложек.
Свариваемые детали представляли собой полуфабрикаты, представленные на рынке под торговым наименованием PolystrandTM IE 7034B в компании PolyOne и соответствующие полипропиленовой однонаправленной термопластической ленте. Данные полуфабрикаты содержат 70% (масс.) стеклянных волокон, имеют толщину 0,25 мм/полуфабрикат и грамм-массу 354 г/м2. Толщина свариваемых деталей составляла 3 мм.
Две детали сваривали при использовании промышленного робота, представленного на рынке компанией Kuka, и генератора тока для катушки индуктивности, представленного на рынке компанией CEIA.
Использованные параметры сварки представляли собой нижеследующее:
Частота: 200 кГц;
Материал вставки 4: сталь;
Pmax при ограничении до 20% для 12,5 кВт;
Расстояние между катушкой индуктивности и подложкой: 5 мм;
Температура сварки: приблизительно 200°С;
Скорость перемещения вставки по отношению к свариваемым деталям: 3,3 мм.сек- 1.
Напряжение сдвига (τ) для сварного изделия составляло 11,8 МПа, а именно, 97% от эталонного напряжения сдвига (детали в отсутствие сварного шва) в соответствии со стандартом prEN 6060, при этом эталонное значение (100%) реализовали в соответствии с тем же самым стандартом в отношении 5 образцов для испытаний.
Пример 7 - Свариваемость при использовании индукции для подложки из РЕКК и углеродных волокон.
Свариваемые детали представляли собой полуфабрикаты, содержащие материал РЕКК, характеризующийся температурой плавления 333°С, и углеродные волокна. Данные материалы претерпевали воздействие стадии уплотнения в автоклаве и укладки следующим далее образом:
Последовательность ориентации (ориентация в каждом слое волокна): + 45°, 0°, - 45°, 90°, при повторении 6 раз c плоскостью симметрии на третьем повторении;
Объемный процент волокон (ОПВ) в свариваемых подложках: 60% +/- 2%;
Объемный процент волокон (ОПВ) в добавленном материале поверхности раздела: 35%; 150 мкм.
Добавленный материал поверхности раздела представлял собой однонаправленное полотно, расположенное на свариваемой поверхности, таким образом, чтобы волокна были бы ориентированы при 0° по отношению к направлению сварки. Толщина свариваемых деталей составляла 4,4 мм.
Две детали сваривали при использовании промышленного робота, представленного на рынке компанией Kuka, и генератора тока для катушки индуктивности, представленного на рынке компанией CEIA.
Использованные параметры сварки представляли собой нижеследующее:
Частота: 200 кГц;
Материал вставки 4: сталь;
Pmax при ограничении до 30% для 12,5 кВт;
Расстояние между катушкой индуктивности и подложкой: 5 мм;
Температура сварки: 465°С;
Скорость перемещения вставки по отношению к свариваемым деталям: 3,3 мм.сек- 1.
Напряжение сдвига (τ) для сварного изделия составляло 35 МПа, что соответствует напряжению сдвига, близкому к напряжению сдвига материала деталей 2, 3.
Пример 8 - Управление температурой (или режим терморегулирования) в области сварного шва в результате измерения и регулирования (отличающегося от управления, предусматриваемого в отношении характеризующегося точкой Кюри материала вставки 4).
Температуру в области сварного шва подвергали испытаниям при использовании пирометра эталона SH15/SLE от компании CEIA.
При первом испытании в середине свободной поверхности одной из двух свариваемых деталей в направлении сварки изготавливали прямолинейную канавку. В данной канавке располагали первый пирометр, а на кромке свариваемых деталей в продолжение вставки располагали второй побочный пирометр. Пирометры передвигали совместно со вставкой. Как это продемонстрировало данное испытание, температуры сварки, измеренные, соответственно, при использовании первого пирометра, расположенного в канавке, и второго пирометра, являются согласованными (постоянная разница).
При втором испытании пирометр располагали исключительно на кромке свариваемых деталей в продолжение вставки. Пирометр передвигали совместно со вставкой.
Как это демонстрируют данные испытания, использование одного единственного пирометра, расположенного на кромке свариваемых деталей и на вставке, является достаточным для контроля температуры области сварного шва и управления данной температурой. Они также продемонстрировали потребность в режиме терморегулирования для статического воспринимающего элемента (до введения робота в эксплуатацию), которое является динамическим, независимым и адаптированным.
Пример 9 - Измерение температуры вставки.
Материалы и условия были теми же самыми, что и в примере 7.
В испытании с канавкой наблюдали температуру на кромке вставки 490°С для температуры в центре канавки 465°С.
После этого проводили операции сварки (при отсутствии канавок) при температуре на кромке вставки 4 490°С.
Пример 10 - Различное расстояние между подложкой и катушкой индуктивности.
Свариваемые детали представляли собой полуфабрикаты, представленные на рынке под торговым наименованием PolystrandTM IE 7034B в компании PolyOne и соответствующие однонаправленной термопластической ленте на полипропиленовой основе. Данные полуфабрикаты содержат 70% (масс.) стеклянных волокон, имеют толщину 0,25 мм/полуфабрикат и грамм-массу 354 г/м2. Толщина свариваемых деталей составляла 2 мм.
Две детали сваривали (сравните с устройствами в примере 6).
Использованные параметры сварки и контроля представляли собой нижеследующее:
Частота: 200 кГц;
Материал вставки 4: сталь;
Pmax при ограничении до 25% для 12,5 кВт;
Расстояние между катушкой индуктивности и подложкой: 5 мм, 10 мм и 15 мм;
Температура сварки: приблизительно 180°С.
Как это демонстрируют данные испытания, возможным является сохранение постоянной регулируемой температуры воспринимающего элемента вне зависимости от расстояния катушка индуктивности/подложка. Эффективная мощность генератора адаптируется и увеличивается по мере увеличения рассматриваемого расстояния.
Как, кроме того, демонстрируют данные испытания, для подвергнутого испытанию материала температура внешней поверхности (свободной верхней поверхности) находится в диапазоне от 110 до 120°С в стационарных условиях, таким образом, значительно ниже температуры плавления полипропиленовой матрицы, вне зависимости от расстояния между катушкой индуктивности и подложкой.
Данные испытания были повторены два раза в отношении тканых композитов углерод/PPS толщиной в 1,8 мм (эталон СЕТЕХ ТС1100 от компании Tencate): заключения были одними и теми же при расстояниях катушка индуктивности/подложка в 10, 12 и 15 мм. Отрегулированная температура составляла 300°С; температура поверхности стабилизировалась при 245°С.
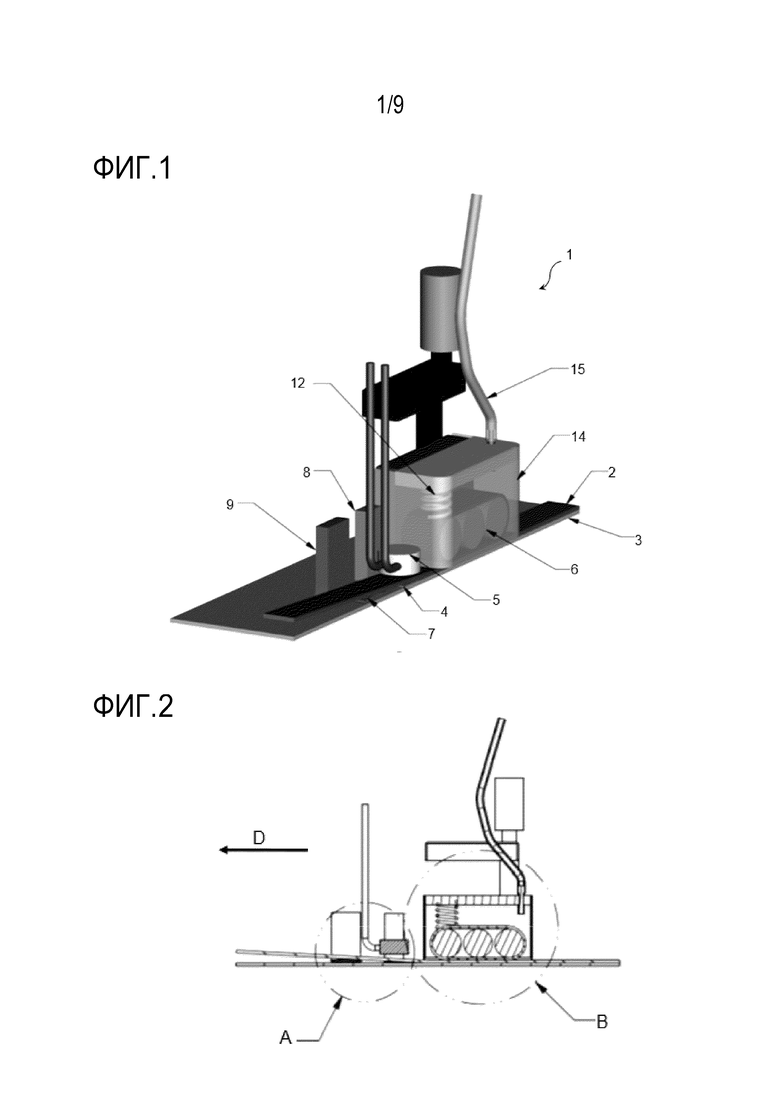

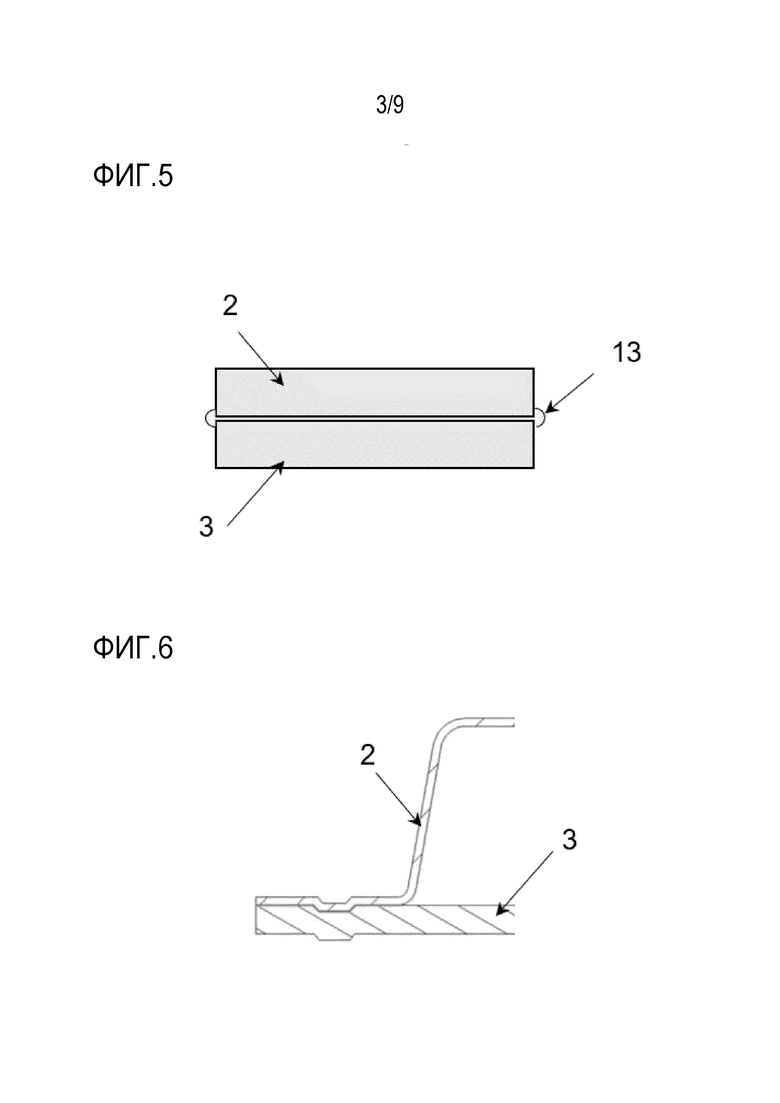



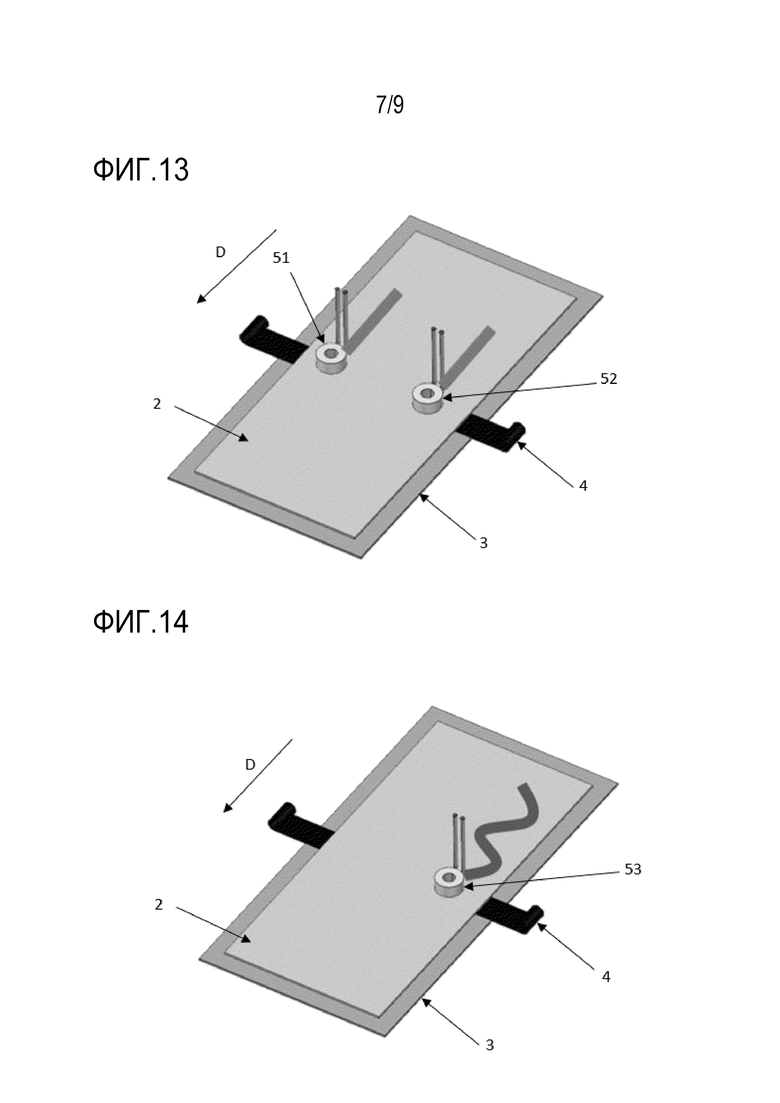

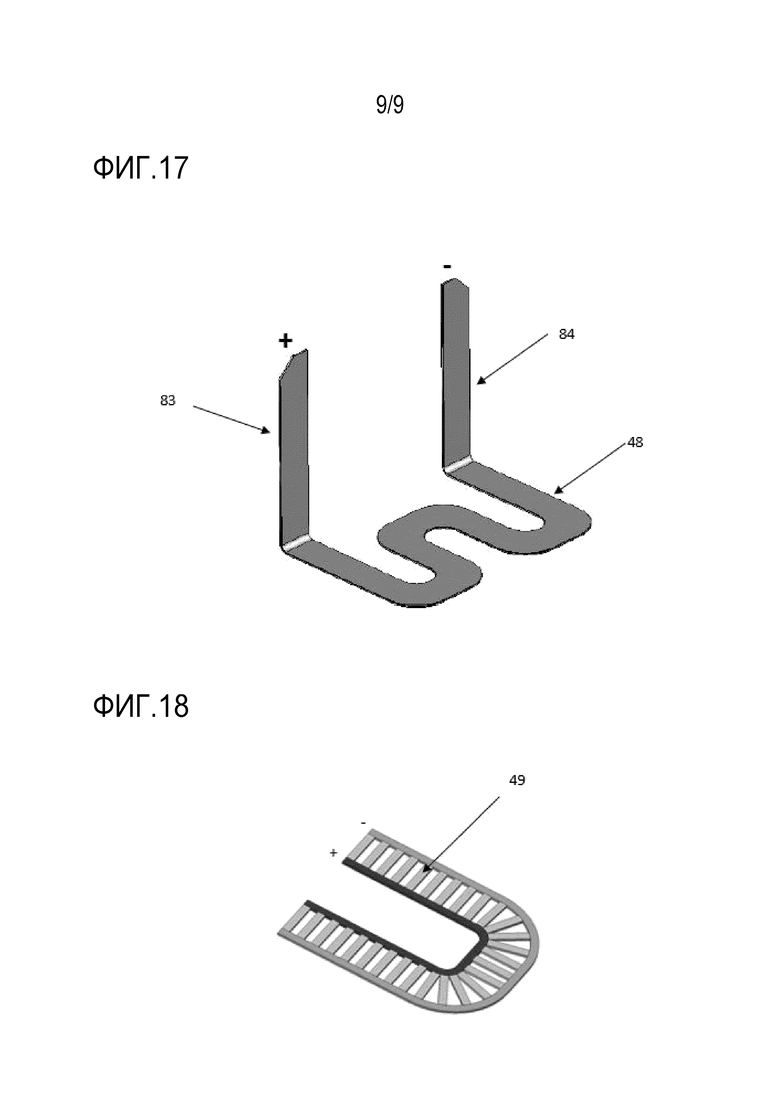
Изобретение касается способа сварки, в частности способа индукционной сварки, и установки для воплощения данного способа. Способ осуществляют путем сварки двух жестких деталей, содержащих термопластический материал и имеющих соответствующие свариваемые поверхности, который включает: вставление вставки между свариваемыми поверхностями двух деталей, при этом упомянутая вставка имеет толщину, составляющую от 0,3 до 5 мм, подвод тепла посредством вставки, где вставку перемещают по отношению к свариваемым деталям во время сварки в направлении сварки. Причем вставка содержит индукционно-чувствительный материал, и тепло вставки подводят посредством генерирования магнитного поля посредством по меньшей мере одной катушки индуктивности. Установка содержит термопластический материал и имеющие соответствующие свариваемые поверхности, которая включает: опору для удерживания двух свариваемых деталей, консоль, имеющую на своем концевом участке нагревающую вставку, имеющую толщину от 0,3 до 5 мм и сконфигурированную для вставления между свариваемыми поверхностями двух деталей и устройство для генерирования тепла вставки. Причем вставка выполнена с возможностью перемещения по отношению к свариваемым деталям во время сварки в направлении сварки и при этом устройство для генерирования тепла представляет собой по меньшей мере одну катушку индуктивности, и вставка содержит индукционно-чувствительный материал. Техническим результатом заявленного изобретения является создание способа сварки, который демонстрирует хорошие эксплуатационные характеристики и предотвращает любое ухудшение качества собираемых деталей в результате расслоения и/или разуплотнения, а также обеспечивает сварку жестких деталей и всех типов термопластических материалов, возможность использования уменьшенной мощности индукции, контроля температуры сварки, сварки крупноразмерных деталей и/или деталей, обладающих сложной геометрией и уменьшенного потребления энергии и материалов. 2 н. и 10 з.п. ф-лы, 18 ил., 10 пр.
1. Способ сварки двух жестких деталей (2, 3), содержащих термопластический материал и имеющих соответствующие свариваемые поверхности (10, 11), включающий:
- вставление вставки (4) между свариваемыми поверхностями (10, 11) двух деталей (2, 3), при этом упомянутая вставка (4) имеет толщину, составляющую от 0,3 до 5 мм;
- подвод тепла посредством вставки (4);
где вставку перемещают по отношению к свариваемым деталям (2, 3) во время сварки в направлении сварки, и
причем вставка содержит индукционно-чувствительный материал, и тепло вставки подводят посредством генерирования магнитного поля посредством по меньшей мере одной катушки индуктивности.
2. Способ по п.1, дополнительно включающий введение в контакт свариваемых поверхностей (10, 11) двух свариваемых деталей (2, 3) за счет приложения давления к по меньшей мере одной из двух деталей (2, 3) по ходу технологического потока выше и/или по ходу технологического потока ниже положения вставки (4) по отношению к направлению сварки.
3. Способ по п.1 или 2, где вставка (4) находится в контакте с каждой из свариваемых поверхностей (10, 11) двух деталей (2, 3).
4. Способ по любому из предшествующих пунктов, где по меньшей мере одна из двух деталей (2, 3), предпочтительно обе детали (2, 3), образована из композитного материала, содержащего армирующие волокна в матрице из термопластического материала; предпочтительно из композитного материала, содержащего армирующие волокна, выбранные из числа углеродных волокон и/или стеклянных волокон, в матрице из термопластического материала.
5. Способ по любому из предшествующих пунктов, где термопластический материал выбран из группы полиамидов, полиимидов, в частности, простых полиэфиримидов, простых полиарилэфиркетонов, в частности, простых полиэфиркетонкетонов и простых полиэфирэфиркетонов, полиэтилентерефталатов, полиолефинов, в частности, полипропилена, полифениленсульфида, полисульфонов, хлорированных полимеров, в частности, поливинилхлорида (PVC) и поливинилиденфторида (PVDF), акриловых или метакриловых полимеров, и термопластический материал предпочтительно представляет собой простой полиарилэфиркетон, такой как простой полиэфиркетонкетон или простой полиэфирэфиркетон.
6. Способ по любому из предшествующих пунктов, где по меньшей мере одна из двух деталей (2, 3), предпочтительно обе детали, обладает многослойной структурой (2, 3).
7. Способ по любому из предшествующих пунктов, где детали (2, 3) являются деталями фюзеляжа летательного аппарата.
8. Установка для сварки двух жестких деталей (2, 3), содержащих термопластический материал и имеющих соответствующие свариваемые поверхности (10, 11), включающая:
опору для удерживания двух свариваемых деталей (2, 3);
консоль (8), имеющую на своем концевом участке нагревающую вставку (4), имеющую толщину от 0,3 до 5 мм и сконфигурированную для вставления между свариваемыми поверхностями (10, 11) двух деталей (2, 3);
устройство для генерирования тепла вставки;
при этом вставка (4) выполнена с возможностью перемещения по отношению к свариваемым деталям (2, 3) во время сварки в направлении сварки, и причем устройство для генерирования тепла представляет собой по меньшей мере одну катушку индуктивности, и вставка содержит индукционно-чувствительный материал.
9. Установка по п.8, дополнительно включающая один или более уплотняющих валков (6) и/или один или более прижимных валков.
10. Установка по п.9, где уплотняющий валок (валки) (6) выполнен с возможностью приложения к ним вибрации при адаптированной частоте.
11. Установка по любому из пп.8-10, включающая камеру (14) с регулируемым температурным режимом, которая предпочтительно включает гибкое ограждение.
12. Установка по любому из пп.8-11, где опора выполнена с возможностью нагревания.
| US 4175998 A1, 27.11.1979 | |||
| US 5001319 A1, 19.03.1991 | |||
| WO 2004037651 A1, 06.05.2004 | |||
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ ИНДУКЦИОННОЙ СВАРКИ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1999 |
|
RU2158663C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ С ВСТАВКОЙ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ И КЕРАМИЧЕСКИМИ ВОЛОКНАМИ | 2006 |
|
RU2414524C2 |

