ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Область техники, к которой относится изобретение
Изобретение относится к сварочной установке для свариваемых методом электросопротивления труб, в которой осуществляют сгибание металлической полосы в цилиндрическую форму, при перемещенииметаллической полосы, соединяют оба конца металлической полосы посредством возбуждения тока через металлическую полосу с индукционным нагревом или прямым возбуждением скользящих электродов, и изготовляет свариваемую методом электросопротивления трубу. Более конкретно, настоящее изобретение относится к сварочной установке для свариваемых методом электросопротивления труб, способной сваривать с высокой эффективностью благодаря эффективному исключению реактивной мощности.
Приоритет испрашивается по японской заявке на патент № 2009-214885 от 16 сентября 2009 года и японской заявке на патент № 2009-214887 от 16 сентября 2009 года, содержание которых включено в настоящее описание путем ссылки.
Описание предшествующего уровня техники
В качестве способов производства металлической трубы, существует способ производства бесшовной трубы с помощью непосредственного выполнения отверстия в металлической заготовке, или способ производства трубы посредством экструзии металла, дополнительно к способу производства свариваемых методом электросопротивления трубы, спиральной трубы или тому подобного, в котором металлическая полоса сгибается и сваривается в форму трубы.
Благодаря особенно высокой производительности и низкой стоимости, свариваемые методом электросопротивления трубы изготавливались в больших количествах. Такие свариваемые методом электросопротивления трубы формуются в цилиндрическую форму, причем металлическая полоса перемещается, и в заключение, поток тока высокой частоты прикладывается к обоим концам металлической полосы, подлежащим соединению, таким образом температура обоих концов увеличивается до температуры плавления, и обе концевые поверхности свариваются прессовой сваркой посредством валков, давая в результате форму трубы. При этом, в качестве способов подачи тока на оба конца металлической полосы, существует способ, в котором индукционная катушка обмотана таким образом, чтобы окружать внешнюю часть металла, и индукционный ток непосредственно создается в металле посредством протекания первичного тока через индукционную катушку. В качестве другого способа, существует способ, в котором металлические электроды, называемые "токоподводящим наконечником", подводятся к концам металлический полосы, и ток протекает непосредственно от источника питания к металлической полосе. При этом, во многих случаях, в качестве тока, который протекает через проводящую катушку или электроды, обычно используется ток высокой частоты в 100-400 кГц, и ферромагнитное тело, называемое «импидором» или сердечником, расположено на или выше внутренней поверхности трубы. Импидор используется для препятствования протеканию тока вокруг внутренней периферии металлической полосы, которая только что согнута в цилиндрическую форму.
Перечень ссылок
Патентные документы
[Патентный документ 1] нерассмотренная заявка на патент Японии, первая публикация NO.S53-44449
Непатентные документы
[Непатентный документ 1] "Fundamentals and Applications of High Frequency"/ Принципы и применения высокой частоты, (Страницы 79 и 80, Tokyo Denki University Press).
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Проблемы, подлежащие решению
ФИГ.1 и 2 представляют собой схематичные представления, объясняющие сварку свариваемой методом электросопротивления трубы. Металлическая полоса 1, которая представляет собой материал, подлежащий сварке, при подаче обрабатывается валками, при этом преобразуясь из плоской формы в цилиндрическую форму, в которой ее оба конца 2а и 2b обращены друг к другу. На последнем этапе, оба конца 2а и 2b прижимаются друг к другу посредством обжимных валков 7 и входят в контакт друг с другом в сварном соединении б. Для того чтобы расплавить и соединить оба конца 2а и 2b, которые обращены друг к другу, в месте, расположенном выше по ходу относительно обжимных валков 7, предусмотрена индукционная катушка 3 в установке индукционного нагрева ФИГ. 1, и предусмотрены электроды 4а и 4b в установке прямого пропускания тока ФИГ.2, в качестве средства подведения энергии. Посредством создания потока тока высокой частоты, используя индукционную катушку 3, или электроды 4а и 4b в установке прямого пропускания тока, ток 5а и 5b протекает через концы 2а и 2b металлической полосы, и создает джоулево тепло, поверхности концов 2а и 2b металлической полосы нагреваются и плавятся, и, следовательно, поверхности свариваются в сварное соединение 6. Ток 5а и 5b, который создается на поверхности металлической полосы 1 и протекает к концам 2а и 2b металлической пластины, является высокочастотным. Если металлическая полоса 1 не имеет щелевого отверстия, ток должен протекать в направлении, обратном первичному току, вдоль окружного направления металлической полосы 1 в месте, соответствующем индукционной катушке 3 или электродам 4а и 4b. Однако, в производстве свариваемой методом электросопротивления трубы, так как металлическая полоса имеет отверстие, ток протекает через поверхности концов 2а и 2b металлической полосы вследствие поверхностного эффекта и стремится протекать вдоль концов металлической пластины вследствие эффекта близости.
Если окружная длина внутренней окружной поверхности металлической полосы 1, которая согнута в цилиндрическую форму, в достаточной мере больше по сравнению с длиной, в которой ток 5а и 5b протекает к и возвращается от индукционной катушки 3 или электродов 4а и 4b в сварное соединение 6, так как импеданс в окружном направлении внутренней окружной поверхности больше по сравнению с импедансом между индукционной катушкой 3 или электродами 4а и 4b и сварным соединением 6, ток может протекать через сварное соединение вдоль концов металлической полосы, как описано выше. Однако, в случае, если внутренний диаметр цилиндрической металлической полосы меньше, и импеданс в окружном направлении внутренней окружной поверхности цилиндрического тела не является насколько большим, ток через сварное соединение уменьшается и стремится протекать через внутреннюю окружную поверхность трубы. Для препятствования этому току через внутреннюю окружную поверхность трубы, в предшествующем уровне техники, как показано на схематичном продольном разрезе ФИГ. 3, был обеспечен способ, в котором ферромагнитное тело, называемое "импидором 8", вставлено на или выше внутренней поверхности имеющей цилиндрическую форму металлической полосы 1, и протекание тока вокруг внутренней окружной поверхности подавляется посредством увеличения импеданса внутренней окружной поверхности.
В патентном документе 1, раскрыт способ, в котором импидор расположен на внешней окружной поверхности дополнительно к импидору внутренней поверхности. В способе, раскрытом в патентном документе 1, импидор расположен, очевидно, для того, чтобы подавить протекание тока вокруг внешней окружности согнутого цилиндрического тела. Однако авторы настоящего изобретения выполнили анализ электромагнитного поля на основе способа, описанного в патентном документе 1, и получили результат. В результате, как обозначено векторами тока ФИГ. 4, протекание тока вдоль окружного направления внешней окружной поверхности цилиндрического тела показано концентрирующимся на периферии непосредственно ниже индукционной катушки и на участке расположенной выше по ходу области на расстоянии от конца внутреннего импидора металлической полосы 1 в направлении выше по ходу относительно индукционной катушки. Стало очевидным, что ток вдоль внешней периферии крайне ослабевает в области от индукционной катушки до конца импидора. Импидор внешней поверхности имеет эффект прерывания части тока, протекающего вокруг внешней периферии. Однако, так как сам импидор представляет собой ферромагнитное тело, создается функция, которая переносит магнитный поток, созданный индукционной катушкой, на расстояние, и реактивный ток создается на поверхности цилиндрического металле. Стало очевидным, что эффективность сварки уменьшается вследствие вышеупомянутых эффектов.
На ФИГ. 1 показан способ производства свариваемой методом электросопротивления трубы, в котором плоская металлическая пластина сгибается посредством валков, при этом подаваясь и формируясь в форму, близкую к цилиндру, и оба конца металлической полосы нагреваются и плавятся с помощью индукционного тока посредством индукционной катушки 3, и концы входят в контакт друг с другом посредством обжимных валков 7 для формирования в трубу. В таком способе, в конструкции, расположенные рядом с индукционной катушкой 3, таких как обжимные валки 7, клети прокатного стана, содержат железо, которое является магнитным материалом. Здесь, так как железо имеет высокую относительную проницаемость и может легко воспринимать магнитный поток, железо нагревается магнитным потоком, созданным индукционной катушкой 3, и потребляется дополнительная мощность, вызывая проблему, заключающуюся в том, что уменьшается эффективность сварки. Кроме того, обжимные валки, конструкция и тому подобное, потребляют мощность, и их температура увеличивается, требуя охлаждения.
Кроме того, термопара была установлена на концах металлической полосы, и температура была измерена. В результате, было установлено, что не только концы металлической полосы у сварного соединения 6, но также концы металлической пластины, расположенные выше по ходу относительно индукционной катушки 3, нагреваются, когда ток протекает через индукционную катушку 3. В предшествующем уровне техники, как показано в непатентном документе 1, было объяснено, что ток протекает только в направлении от позиции непосредственно ниже индукционной катушки к участку сваривания. Однако авторы настоящего изобретения исследовали распределение тока и распределение магнитного поля посредством анализа электромагнитного поля свариваемой методом электросопротивления трубы, и установили, что распределение тока было не таким, как показано на ФИГ. 1 непатентного документа 1. То есть, было установлено, что ток от позиции непосредственно ниже индукционной катушки 3 протекал не только в направлении к сварному соединению 6, и существенное количество тока было разделено и протекает к участку, расположенному выше по ходу относительно индукционной катушки 3. Кроме того, магнитный поток также рассеивался на участках, расположенных на расстоянии от индукционной катушки 3, и индукционный ток, который не способствует сварке, также создавался на обжимных валках 7 или участках боковых поверхностей, отличных от концов металлической полосы. То есть, стало очевидным, что имеет место проблема, заключающаяся в том, что мощность, подаваемая индукционной v катушкой 3, эффективно не протекает через сварное соединение и потребляется как потерянная мощность.
Настоящее изобретение решает вышеописанные проблемы и повышает эффективность нагревания во время производства свариваемой методом электросопротивления трубы, и его цель заключается в обеспечении сварочной установки для свариваемых методом электросопротивления труб, способной повышать эффективность изготовления посредством простой установки.
Аспекты настоящего изобретения являются следующими.
(1) В соответствии с одним аспектом настоящего изобретения, сварочная установка для свариваемых методом электросопротивления труб, в которой после того, как металлическая полоса, которая перемещается, согнута в цилиндрическую форму посредством валков таким образом, что оба конца в направлении ширины металлической полосы обращены друг к другу, средство подведения энергии устройства индукционного нагрева или устройства нагрева пропусканием тока предусмотрена непосредственно рядом с металлической полосой, которая согнута в цилиндрическую форму, затем выполняется нагрев электрическим током обоих концов посредством энергии, подаваемой от средства подведения энергии, и оба конца свариваются, при этом прижимаясь и входя в контакт друг с другом, причем установка включает в себя: ферромагнитное тело, которое подвижно вставлено между обоими концами в положении выше по ходу, чем средство подведения энергии, если смотреть вдоль направления перемещения металлической полосы, при этом положение соответствует участку зазора между обоими концами, которые обращены друг к другу.
(2) В сварочной установке для свариваемых методом электросопротивления труб, описанной в (1), следующая конфигурация может быть применена. То есть, ферромагнитное тело подвижно вставлено на участке в области зазора между обоими концами, и включает форму, которая закрывает одну или обе из верхней угловой части и нижней угловой части каждого из противоположных обоих концов металлической полосы, если смотреть в разрезе, перпендикулярном относительно направления перемещения металлической полосы.
(3) В случае сварочной установки для свариваемых методом электросопротивления труб, описанной в (2), форма ферромагнитного тела может быть любой из Т-образной формы, перевернутой Т-образной формы и Н-образной формы, если смотреть в поперечном сечении.
(4) В сварочной установке для свариваемых методом электросопротивления труб, описанной в (1), форма ферромагнитного тела представляет собой I-образную форму, если смотреть в поперечном сечении, перпендикулярном относительно направления перемещения металлической полосы.
(5) В сварочной установке для свариваемых методом электросопротивления труб, описанной в (1), поверхность ферромагнитного тела покрыта материалом, который является немагнитным и непроводящим.
(6) В сварочной установке для свариваемых методом электросопротивления труб, описанной в (1), сварочная установка может дополнительно включать в себя перемещающий механизм, который перемещает ферромагнитное тело таким образом, чтобы исключить его повреждение на участке зазора между обоими концами, когда ферромагнитное тело входит в контакт с обоими концами.
(7) В сварочной установке для свариваемых методом электросопротивления труб, описанной в (6), перемещающий механизм может представлять собой проволочный материал, который подвешивает и поддерживает ферромагнитное тело.
(8) В сварочной установке для свариваемых методом электросопротивления труб, описанной в (6), следующая конфигурация может быть применена. То есть, форма ферромагнитного тела, если смотреть в поперечном сечении, перпендикулярном относительно направления перемещения металлической полосы, представляет собой Т-образную форму или Н-образную форму, которая включает горизонтальную часть, которая расположена в верхней части ферромагнитного тела, и вертикальную часть, которая является вертикально проходящей вниз от горизонтальной части, и перемещающий механизм представляет собой установочную пластину, которая включает участок выемки, в которую вставлена вертикальная часть, таким образом вертикальная часть расположена между обоими концами, и размещающую часть, которая обеспечена на периферии участка выемки и в которой размещена горизонтальная часть.
(9) В сварочной установке для свариваемых методом электросопротивления труб, описанной в (8), следующая конфигурация может быть применена. То есть, сварочная установка дополнительно включает в себя элемент, который выпускает охлаждающую среду на верхнюю часть ферромагнитного тела, и прокладку, которая расположена между горизонтальной частью и размещающей частью, когда горизонтальная часть ферромагнитного тела размещена на размещающей части установочной пластины, и пространство, через которое проходит охлаждающая среда, обеспечено в прокладке, таким образом охлаждающая среда перемещается вниз к вертикальной части ферромагнитного тела, когда охлаждающая среда выпускается на верхнюю часть ферромагнитного тела.
(10) В сварочной установке для свариваемых методом электросопротивления труб, описанной в (8), следующая конфигурация может быть применена. То есть, сварочная установка дополнительно включает в себя элемент, который выпускают охлаждающую среду на верхнюю часть ферромагнитного тела, при этом ферромагнитное тело включает в себя щели, которые пропускают охлаждающую среду, и охлаждающая среда проходит через щели и перемещается вниз к вертикальной части, когда охлаждающая среда выпускается на верхнюю часть ферромагнитного тела.
(11) В сварочной установке для свариваемых методом электросопротивления труб, описанной в (1), следующая конфигурация может быть применена. То есть, средство подведения энергии представляет собой индукционную катушку в устройстве индукционного нагрева, и дополнительно предусмотрено кольцеобразное ферромагнитное тело, расположенное на внешней окружности индукционной катушки.
(12) В сварочной установке для свариваемых методом электросопротивления труб, описанной в (11), кольцеобразное ферромагнитное тело может быть разделено на множество секций вдоль окружного направления индукционной катушки.
(13) В сварочной установке для свариваемых методом электросопротивления труб, описанной в (12), охлаждающий канал, к которому протекает охлаждающая среда, может быть предусмотрен между секциями кольцеобразного ферромагнитного тела, которые являются соседними.
(14) В сварочной установке для свариваемых методом электросопротивления труб, описанной в (1), следующая конфигурация может быть применена. То есть, средство подведения энергии представляет собой индукционную катушку, которая включена в устройство индукционного нагрева, и металлическая экранирующая пластина, которая экранирует магнитный поток, созданный индукционной катушкой, также обеспечена дальше на участке, расположенном ближе по ходу, чем ферромагнитное тело, в направлении перемещения.
В соответствии со сварочной установкой для свариваемых методом электросопротивления труб, описанной в (1), эффективность сварки свариваемой методом электросопротивления трубы, которая формирует металлическую полосу в цилиндрическую форму, при этом сгибая перемещающуюся металлическую полосу, и сваривает ее, может быть эффективно повышена посредством простой установки. Тем самым, потребление электроэнергии может быть уменьшено, и может быть достигнута экономия энергии.
В качестве альтернативы, в случае, где подается одна и та же мощность, так как линейная скорость может быть увеличена, может быть достигнуто увеличение производительности.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
ФИГ. 1 представляет собой схематичный вид в плане, показывающий распределение тока на основе идеи предшествующего уровня техники с использованием индукционной катушки.
ФИГ. 2 представляет собой схематичный вид в плане, показывающий распределение тока на основе принципа предшествующего уровня техники с использованием скользящих электродов.
ФИГ. 3 представляет собой схематичный продольный разрез установки для изготовления свариваемой методом электросопротивления трубы, показанной на ФИГ. 1.
ФИГ. 4 представляет собой схематичный вид в плане, показывающий распределение тока на основе анализа электромагнитного поля.
ФИГ. 5 представляет собой схематичный вид в плане, поясняющий распределение тока, при использовании установки для изготовления свариваемой методом электросопротивления трубы в соответствии с вариантом осуществления настоящего изобретения.
ФИГ. 6 представляет собой схематичный продольный разрез, поясняющий ту же самую установку для изготовления свариваемой методом электросопротивления трубы.
ФИГ. 7 представляет собой схематичный продольный разрез, поясняющий распределение тока, который протекает через концы металлической полосы.
ФИГ. 8 представляет собой схематичный поперечный разрез, показывающий пример, в котором Н-образный сердечник расположен между металлическими концами в установке для изготовления свариваемой методом электросопротивления трубы.
ФИГ. 9 представляет собой схематичный поперечный разрез, показывающий пример, в котором изогнутое Н-образное ферромагнитное тело расположено между металлическими концами в установке для изготовления свариваемой методом электросопротивления трубы.
ФИГ. 10 представляет собой схематичный поперечный разрез, показывающий пример, в котором Т-образное ферромагнитное тело расположено между металлическими концами в установке для изготовления свариваемой методом электросопротивления трубы.
ФИГ. 11 представляет собой схематичный поперечный разрез, показывающий пример, в котором I-образное ферромагнитное тело расположено между металлическими концами в установке для изготовления свариваемой методом электросопротивления трубы.
ФИГ. 12 представляет собой схематичный поперечный разрез, показывающий пример, в котором перевернутое Т-образное ферромагнитное тело расположено между металлическими концами в установке для изготовления свариваемой методом электросопротивления трубы.
ФИГ. 13 представляет собой схематичный вид спереди в поперечный разрезе, показывающий пример, в котором Т-образное ферромагнитное тело подвешено между металлическими концами посредством нити таким образом, чтобы быть свободно подвижным в установке для изготовления свариваемой методом электросопротивления трубы.
ФИГ. 14 представляет собой схематичный продольный разрез, показывающий пример, в котором Т-образное ферромагнитное тело подвешено между металлическими концами посредством нити таким образом, чтобы быть свободно подвижным в установке для изготовления свариваемой методом электросопротивления трубы.
ФИГ. 15 представляет собой схематичный вид в плане, поясняющий пример случая для ферромагнитного тела в соответствии с вариантом осуществления настоящего изобретения, в котором ферромагнитное тело может быть установлено таким образом, чтобы быть свободно подвижным.
ФИГ. 16 представляет собой схематичный вид спереди в поперечном разрезе, поясняющий конструкцию, которая может эффективно охлаждать ферромагнитное тело, если смотреть вдоль поперечного сечения А-А ФИГ. 15.
ФИГ. 17 представляет собой продольный разрез, поясняющий пример, в котором кольцеобразное ферромагнитное тело установлено на внешней поверхности индукционной катушки установки для изготовления свариваемой методом электросопротивления трубы в соответствии с вариантом осуществления настоящего изобретения, показанной на ФИГ 6.
ФИГ. 18 представляет собой вид спереди в поперечном разрезе, если смотреть по стрелке А1-А1 ФИГ. 17, в качестве вида, показывающего установку для изготовления свариваемой методом электросопротивления трубы.
ФИГ. 19 представляет собой схематичный поперечный вид индукционной катушки, включающей разделенные ферромагнитные тела и охлаждающий элемент, в установке для изготовления свариваемой методом электросопротивления трубы в соответствии с вариантом осуществления настоящего изобретения.
ФИГ. 20 представляет собой схематичный поперечный разрез, который включает индукционную катушку, имеющую ферромагнитное тело и охлаждающий элемент, которые частично удалены в окружном направлении индукционной катушки, в установке для изготовления свариваемой методом электросопротивления трубы в соответствии с вариантом осуществления настоящего изобретения.
ФИГ. 21 представляет собой схематичный вид спереди в поперечном разрезе, поясняющий пример, в котором охлаждающая конструкция обеспечена на внешней окружной части ферромагнитного тела, показанной на ФИГ. 18, в установке для изготовления свариваемой методом электросопротивления трубы в соответствии с вариантом осуществления настоящего изобретения.
ФИГ. 22 представляет собой продольный разрез, показывающий пример, в котором концы ферромагнитного тела, расположенного на внешней периферии индукционной катушки, обращены к металлической полосе в установке для изготовления свариваемой методом электросопротивления трубы в соответствии с вариантом осуществления настоящего изобретения.
ФИГ. 23 представляет собой продольный разрез, поясняющий пример, в котором экранирующая пластина установлена ближе по ходу относительно ферромагнитного тела, которое установлено ближе по ходу относительно проводящей катушки, в установке для изготовления свариваемой методом электросопротивления трубы, в соответствии с вариантом осуществления настоящего изобретения.
ФИГ. 24 представляет собой схематичный перспективный вид, показывающий пример ферромагнитного тела, в котором обеспечены щели, в установке для изготовления свариваемой методом электросопротивления трубы, в соответствии с вариантом осуществления настоящего изобретения.
ФИГ. 25 представляет собой схематичный перспективный вид, показывающий пример ферромагнитного тела, в котором обеспечены щели и периферийная стеновая часть, в установке для изготовления свариваемой методом электросопротивления трубы.
ФИГ. 26 представляет собой схематичный перспективный вид, показывающий пример ферромагнитного тела, в котором выступ обеспечен дополнительно к щелям и периферийной стеновой части, в установке для изготовления свариваемой методом электросопротивления трубы.
ФИГ. 27 представляет собой схематичный поперечный разрез, показывающий форму ферритового сердечника, который используется в качестве сравнительного примера.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В формировании свариваемой методом электросопротивления трубы, металлическая полоса разрезается вдоль таким образом, чтобы совпадать с шириной для изготовления трубы, и подается, сгибается посредством валков и формируется в цилиндрическую форму так, чтобы оба конца в направлении ширины металлической полосы были обращены друг к другу. Затем, ток протекает через металлическую полосу посредством индукционной катушки, которая представляет собой подводящую энергию часть в устройстве индукционного нагрева, или скользящих возбуждающих электродов, которые представляют собой подводящую энергию часть в устройстве нагрева пропусканием тока, и концы металлической полосы нагреваются и плавятся. Затем, дальше по ходу обработки, свариваемая методом электросопротивления труба получается посредством сжатия и прихватывания противоположных обоих концевых поверхностей металлической полосы посредством обжимных валков и соединения (сваривания) их. Здесь, "дальше по ходу", как описано в настоящем изобретении, относится к позиции дальше по ходу в направлении перемещения металлической полосы. В дальнейшем, "выше по ходу" и "дальше по ходу" обозначают "выше по ходу" и "дальше по ходу" в направлении перемещения металлической полосы.
ФИГ. 1 представляет собой схематичный вид в плане, показывающий внешний вид сварного соединения, при использовании устройства индукционного нагрева, и ФИГ. 2 представляет собой схематичный вид в плане, показывающий внешний вид сварного соединения, при использовании устройства нагрева пропусканием тока, в которых импидор 8 установлен во внутренней части согнутой металлической полосы 1.
В дальнейшем, для простоты объяснения, вариант осуществления настоящего изобретения будет объясняться со ссылкой на чертежи в случае использования индукционной катушки.
ФИГ. 5 представляет собой схематичный вид в плане, показывающий сварочную установку для свариваемых методом электросопротивления труб (установку для изготовления свариваемой методом электросопротивления трубы) по настоящему изобретению посредством использования устройства индукционного нагрева, и ФИГ. 6 представляет собой ее схематичное поперечное сечение. В объяснении ниже, описывается пример, в котором устройство индукционного нагрева используется в качестве устройства нагрева, и индукционная катушка 3 используется в качестве подводящей энергию части устройства индукционного нагрева. Индукционная катушка в целом относится к индукционным катушкам, которые обматываются вокруг, по меньшей мере, в один оборот, материала, подлежащего нагреванию, используя трубу, проволочный материал, пластину или тому подобное из хорошего проводника, например меди, и форма, окружающая материал, подлежащий нагреванию, может быть прямоугольной или круглой и конкретно не ограничена. Индукционная катушка 3 обеспечена в соответствующем месте, которое расположено непосредственно рядом с металлической полосой, которая согнута в цилиндрическую форму. Также, в случае использования устройства нагрева пропусканием тока, как показано на ФИГ. 2, в качестве устройства нагрева, изобретение может применяться аналогичным образом относительно случая использования устройства индукционного нагрева. В этом случае, индукционная катушка 3 в объяснении ниже может быть заменена электродами 4, которые представляют собой подводящую энергию часть устройства нагрева пропусканием тока.
Сварочная установка для свариваемых методом сопротивления труб в настоящем варианте осуществления отличается тем, что ферромагнитное тело 9, которое подвижно вставлено между обоими концами 2а и 2b, расположено в месте, которое относится к участку выше по ходу относительно индукционной катушки 3, подводящей энергию, если смотреть вдоль направления перемещения металлической полосы 1, и соответствует пространству (участку зазора) между двумя противолежащими концами 2а и 2b металлической полосы.
В дальнейшем, будут объясняться причины, почему ферромагнитное тело 9 расположено между концом 2а металлической полосы и концом 2b металлической полосы.
В предшествующем уровне техники, как описано в непатентном документе 1 или тому подобное и показано на ФИГ. 1 или ФИГ. 2, после того, как ток для свариваемой методом электросопротивления трубы протекает от индукционной катушки или электродов к сварному соединению 6, ток возвращается к индукционной катушке или электродам. Однако авторы настоящего изобретения присоединили термопару на концах металлической полосы выше по ходу относительно индукционной катушки и измерили температуру, в результате, было установлено, что область, расположенная выше по ходу относительно индукционной катушки 3, также нагревается. Следовательно, было очевидным, что ток протекает не только к сварному соединению 6, как показано на ФИГ. 1, но также к участку, расположенному выше по ходу относительно индукционной катушки. Авторы рассчитали распределение тока и распределение магнитного поля посредством выполнения анализа электромагнитного поля свариваемой методом электросопротивления трубы. В результате, было установлено, что индукционный ток, созданный в металлической полосе 1 индукционной катушкой 3, разделяется на ток, который возвращается к индукционной катушке 3 после прохождения к сварному соединению 6, которое сваривается, и ток (на другом конце, который является противоположным первому концу, ток наоборот возвращается), который протекает выше по ходу относительно индукционной катушки 3, как показано на ФИГ. 4.
Следовательно, для того, чтобы исключить протекание индукционного тока к участку, расположенному выше по ходу относительно индукционной катушки 3, предполагается, что является эффективным препятствование протеканию тока к концевой поверхности металлической пластины. Следовательно, в настоящем варианте осуществления, ферромагнитное тело 9 установлено в месте, соответствующем участку зазора (открывающейся части) между противоположными обоими концами 2а и 2b металлической полосы выше по ходу в направлении перемещения относительно индукционной катушки 3, которая представляет собой подводящую энергию часть. Тем самым, при сваривании свариваемой методом электросопротивления трубы посредством использования сварочной установки для свариваемых методом электросопротивления труб, как показано на ФИГ. 8, между концами 2а и 2b металлической пластины, которые обращены друг к другу, ферромагнитное тело 9 расположено таким образом, чтобы быть подвижно вставленным между обоими концами 2а и 2b. ФИГ. 8 представляет собой поперечный разрез по линии А-А на ФИГ. 5.
Если протекает ток, то поскольку ферромагнитное тело 9 работает таким образом, чтобы препятствовать току, импеданс увеличивается и ток, который протекает через участок, расположенный выше по ходу относительно индукционной катушки 3, подавляется. Тем самым, ток образует распределение, близкое к тому, что показано на ФИГ. 1 или ФИГ. 2. Следовательно, ток, созданный на внешней поверхности металлической полосы посредством индукции, может главным образом протекать к участку сваривания, и является возможным увеличить плотность тока. Кроме того, магнитный поток от индукционной катушки 3 может эффективно протекать через импидор 8 посредством ферромагнитного тела 9. То есть, магнитный поток, который создается индукционной катушкой 3, интенсивно протекает в ферромагнитное тело 9, имеющее небольшое магнитное сопротивление. Однако, так как ферромагнитное тело 9 расположено непосредственно над импидором 8, ток легче протекает через импидор 8, так как расстояние между ферромагнитным телом и импидором меньше. Кроме того, магнитный поток проходит через внутреннюю часть импидора 8 и выходит из импидора 8, расположенного дальше по ходу относительно индукционной катушки 3, в открывающуюся часть (участок зазора)_ металлической полосы. Следовательно, так как магнитное поле увеличивается, плотность тока, который протекает через участок сваривания, увеличивается, и эффективность сварки может быть дополнительно повышена. Соответственно, по сравнению со случаем, в котором ферромагнитное тело 9 не установлено, требуется подводить меньше энергии, может быть достигнута экономия энергии, или линейная скорость может быть увеличена даже с одинаковой подводимой мощностью. Когда линейная скорость увеличена, может быть повышена производительность.
ФИГ. 7 представляет собой схематичный вид поперечного разреза трубы с распределением тока, который протекает в концах металлической пластины. В концах металлической пластины, особенно большое количество тока протекает в верхней и нижней частях (угловых частях), и очевидно, что больше тока протекает в верхней угловой части 23а, чем в нижней угловой части 23b.
Тем самым, является более предпочтительным, чтобы ферромагнитное тело 9 было установлено таким образом, чтобы быть подвижно вставленным в обоих концах 2а и 2b в месте, соответствующем зазору между обоими концами 2а и 2b противоположной металлической полосы, и включало форму, которая закрывает одну или обе из каждой верхней угловой части 23а и каждой нижней угловой части 23b у противоположных обоих концов металлической полосы, если смотреть в разрезе, перпендикулярном относительно направления перемещения металлической полосы 1.
Случай, где ферромагнитное тело 9 имеет Н-образную форму, и Н-образная форма повернута вбок, как показано на ФИГ. 8, может проявить наибольший эффект подавления тока. То есть, так как распределение тока является подобным показанному на ФИГ. 7 в концах металлической пластины, ток протекает не только в концах, но также в небольшом количестве в областях верхней и нижней поверхности. Следовательно, для того, чтобы предотвратить протекание, является предпочтительным, чтобы форма охватывала не только концевые поверхности металлической пластины, но также верхнюю и нижнюю поверхности, при этом закрывая края металлической пластины, и ферромагнитное тело может быть образовано криволинейными поверхностями, как показано на ФИГ. 9.
Кроме того, помимо форм, показанных на ФИГ. 8 или ФИГ. 9, например, форма ферромагнитного тела 9 может включать Т-образную форму, показанную на ФИГ. 10, I-образную форму, показанную на ФИГ. 11, или перевернутую Т-образную форму, показанную на ФИГ. 12, и необязательно подлежит линейному выполнению.
Кроме того, хотя подробная иллюстрация опущена, на ФИГ. 8-12, корпус для защиты импидора 8 может быть обеспечен на периферии импидора 8, который образован в форме круглого стержня. Тем самым, например, даже если используется ферромагнитное тело, имеющее какую-либо из Н-образной формы, показанной на ФИГ. 8 и 9, Т-образной формы, показанной на ФИГ. 10, I-образной формы, показанной на ФИГ. 11, и перевернутой Т-образной формы, показанной на ФИГ. 12, нижний конец ферромагнитного тела 9 прилегает к корпусу импидора и служит в качестве упора.
Кроме того, пример, описанный в настоящем варианте осуществления, показывает только ферромагнитное тело, которое выполнено в виде одной части. Однако изобретение не ограничено на этом. Например, когда используется Т-образное ферромагнитное тело 9, показанное на ФИГ. 10, вогнутый размещающий элемент может быть расположен, приблизительно, снизу вертикальной части, то есть, на корпусе (не показан) для защиты импидора 8, и вертикальная часть ферромагнитного тела 9 может быть выполнена таким образом, чтобы вставляться и поддерживаться в вогнутой части размещающей части.
В качестве материала ферромагнитного тела 9 может использоваться магнитное тело, имеющее низкую проводимость, такое как феррит или электромагнитный стальной лист.
Кроме того, хотя место для установки ферромагнитного тела 9 может быть любым участком выше по ходу, чем индукционная катушка, место, ближе к индукционной катушке, является более эффективным для препятствования возникновению протекающего тока. Однако, если ферромагнитное тело расположено слишком близко к индукционной катушке, плотность магнитного потока становится высокой, и ферромагнитное тело легко нагревается. Следовательно, является предпочтительным надлежащим образом определить положение, в котором такое влияние не имеет места. Кроме того, длина и толщина ферромагнитного тела 9 отличаются в соответствии с условиями его использования и конкретно не ограничены. Однако, что касается длины, приблизительно, несколько десятков миллиметров являются достаточными, и что касается толщины, более хороший эффект может быть получен, если ферромагнитное тело проходит рядом с открывающейся частью, при этом не контактируя с металлической полосой.
Кроме того, в способе установки ферромагнитного тела 9, эффект подавления протекания тока на участке, расположенном выше по ходу относительно индукционной катушки 3, увеличивается, если ферромагнитное тело 9 установлено вместе с импидором 8, который подавляет ток вокруг внутренней окружной поверхности, таким образом ток не протекает вокруг внутренней окружной поверхности от концов металлической пластины к внутренней периферии. То есть, как показано на ФИГ. 6, является предпочтительным, чтобы ферромагнитное тело 9 было, таким образом, установлено над импидором 8 между участком расположенного выше по ходу конца импидора 8 и индукционной катушкой 3.
Кроме того, эффект подавления тока повышается, если зазор между ферромагнитным телом 9 и концами металлической пластины является настолько узким, насколько возможно, и эффект тем меньше, чем шире зазор. Следовательно, является предпочтительным, чтобы ферромагнитное тело и концы металлической полосы/пластины находились настолько близко друг к другу, насколько возможно.
Когда ферромагнитное тело 9 установлено, на практике, концы 2а и 2b металлической пластины могут входить в контакт с ферромагнитным телом 9. В этом случае, например, если феррит используется как материал ферромагнитного тела, ферромагнитное тело легко растрескивается, если к нему прикладывается удар. Когда ферромагнитное тело, образованное из феррита, растрескивается, могут легко возникнуть проблемы с оборудованием, в которых, например, осколки врезаются в расположенные дальше по ходу обжимные валки или попадают в индукционную катушку. Следовательно, в настоящем изобретении, является предпочтительным снабжать покрытием внешнюю поверхность ферромагнитного тела 9, учитывая безопасность и производительность установки. То есть, является предпочтительным покрывать внешнюю поверхность ферромагнитного тела 9 стекловолокнистой лентой или тому подобным, предотвращающей рассыпание даже, когда удар прикладывается к ферромагнитному телу 9, и ферромагнитное тело растрескивается.
В качестве материалов, которые покрывают ферромагнитное тело 9, может использоваться любой немагнитный материал или непроводящий материал. Кроме стекловолокнистой ленты, может использоваться формованное изделие с виниловой лентой или резиной, имеющей высокую теплостойкость. Резина или тому подобное также может быть использована в качестве покрытия. Хотя покрытие ферромагнитного тела не является существенным, покрытие является более предпочтительным с точки зрения безопасной работы.
Кроме того, при установке ферромагнитного тела 9, например, когда положения концов металлической полосы/пластины искажаются и смещаются во время перемещения, если ферромагнитное тело 9 установлено в фиксированной конфигурации, имеет место существенный риск вхождения ферромагнитного тела в контакт с концами металлической пластины и растрескивания. Следовательно, другой вариант осуществления настоящего изобретения отличается тем, что перемещающий механизм выполнен с возможностью перемещения ферромагнитного тела 9 таким образом, чтобы исключить его повреждение в зазоре между обоими концами, когда ферромагнитное тело 9 входит в контакт с обоими концами металлической полосы, которая сгибается в цилиндрическую форму во время перемещения.
Например, ФИГ. 13 представляет пример, в котором ферромагнитное тело 9 подвешено и поддерживается на крепежной пластине 12 посредством нити 11, образованной из проволочного материала, такого как алюмооксидное волокно, и ФИГ. 14 представляет собой его продольный разрез, если смотреть спереди. В примерах, показанных на ФИГ. 13 и 14, так как ферромагнитное тело 9 подвешено посредством нити 11, ферромагнитное тело 9 подвешено таким образом, чтобы выходить из контакта с концом металлической пластины даже если концы металлической пластины входят в контакт с ферромагнитным телом 9. Следовательно, ферромагнитное тело не повреждается.
Кроме того, в качестве перемещающего механизма, когда ферромагнитное тело имеет Т-образную форму или Н-образную форму, может быть приспособлен следующий механизм. Две установочные пластины для ферромагнитного тела обеспечены горизонтально в месте между верхней горизонтальной частью ферромагнитного тела и металлической полосой, согнутой в цилиндрическую форму. Две установочные пластины являются противоположными друг другу, размещенными относительно друг друга и удаленными от вертикальной части ферромагнитного тела. Верхняя горизонтальная часть ферромагнитного тела расположена на установочных пластинах.
ФИГ. 15 и 16 представляют собой пример, в котором ферромагнитное тело 9 установлено через прокладки 17 на нижней пластине (установочной пластине) 16 установочного основания 13, в котором выемка 14 выполнена таким образом, что ферромагнитное тело 9 является свободно перемещаемым. Здесь, нижняя пластина 16 включает в себя выемку 14 и размещающую часть, обеспеченную на периферии выемки 14. Вертикальная часть ферромагнитного тела 9 вставлена в выемку 14 таким образом, что вертикальная часть располагается между обоими концами 2а и 2b. Горизонтальная часть располагается на размещающей части. В объясненной выше конфигурации, ферромагнитное тело 9 может свободно перемещаться в пространстве выемки 14. Ферромагнитное тело 9 перемещается не только в направлении перемещения или направлении ширины металлической полосы, но также может перемещаться вертикально, когда оно достигло участка сваривания, соединяющего металлическую полосу. В общем смысле, так как ферромагнитное тело 9 имеет соответствующую массу, ферромагнитное тело существенно не перемещается, пока не прикладывается большое усилие. Однако, для того, чтобы стабилизировать положение ферромагнитного тела 9, как показано на ФИГ. 15, например, установка по настоящему изобретению может быть выполнена, используя гибкую конструкцию 19, образованную из материалов, имеющих гибкость, таких как резина или пористый материал, для того, чтобы восстанавливать положение ферромагнитного тела 9 в плоской конфигурации. Установка также может быть выполнена таким образом, что задняя поверхность ферромагнитного тела 9 слегка прижимается резиной, полимером или тому подобным для того, чтобы предотвратить выскакивание ферромагнитного тела из корпуса.
ФИГ. 16 представляет собой поперечный разрез вдоль линии А-А на ФИГ. 15 и представляет собой пример, в котором установочное основание 13 обеспечено на закрепленных ножках 18. В показанном примере, прокладки 17 размещены между ферромагнитным телом 9 и нижней пластиной 16. Однако, прокладки являются необязательными. Однако, как описано выше, так как ферромагнитное тело 9 легко нагревается под действием сильного магнитного поля, является предпочтительным охлаждать ферромагнитное тело. Следовательно, использование указанной выше конфигурации является эффективным для охлаждения ферромагнитного тела. То есть охлаждающая среда, такая как вода, распыляется на ферромагнитное тело 9 из охлаждающего сопла (элемента, который выпускает охлаждающую среду) 20, обеспеченного над ферромагнитным телом 9, таким образом верхняя поверхность ферромагнитного тела 9 охлаждается. Кроме того, прокладки 17 обеспечены во множестве мест с интервалами, в нижней части ферромагнитного тела 9. Тем самым, зазор образован между ферромагнитным телом 9 и нижней пластиной 16, и охлаждающая среда перемещается вниз к нижней поверхности и вертикальной части ферромагнитного тела 9 и охлаждает их. Следовательно, является возможным эффективно охлаждать все ферромагнитное тело 9. При этом, если охлаждающая вода в достаточной мере подается в область, окруженную ограждением 15, большое количество охлаждающей воды может помимо ферромагнитного тела 9 подаваться на корпус импидора (не показан) из выемки. Следовательно, является возможным предотвратить осаждение отложений или тому подобное, которые приносятся металлической пластиной в корпус импидора.
Прокладки 17 могут быть обеспечены на крепежной плите (нижней пластине 16) или смонтированы на ферромагнитном теле 9. Кроме того, в качестве материала прокладок 17, является предпочтительным использовать материал, который не подвергается электрической индукции, например, полимер, такой как эпоксидная смола или Бакелит.
В объяснении варианта осуществления, описан случай, где металлическая полоса 1 сваривается посредством использования индукционной катушки 3. Однако, как показано на ФИГ. 2, такой же принцип также применим к случаю, если сварка выполняется посредством использования электродов 4, и ферромагнитное тело 9 является эффективным для препятствования протеканию тока к участку, расположенному выше по ходу относительно электродов. Дополнительно, в случае, где длина в окружном направлении на внутренней окружной поверхности металлической полосы, которая сгибается в цилиндрическую форму, гораздо больше, чем расстояние, которое между индукционной катушкой 3 и сварным соединением 6, и импеданс является большим, импидор может не использоваться. Также, в случае, где импидор не имеется, изобретение может предоставить эффект, который заключается в эффективном направлении тока к сварному соединению.
Для дополнительного улучшения эффективности сварки, в другом варианте осуществления настоящего изобретения, кольцеобразное ферромагнитное тело расположено рядом с внешней окружностью индукционной катушки, которая представляет собой подводящую энергию часть, при использовании устройства индукционного нагрева. ФИГ. 17 представляет собой схематичный продольный разрез, показывающий конфигурацию, и ФИГ. 18 представляет собой схематичный вид, показывающий поперечный разрез вдоль линии A1-A1 рядом с проводящей катушкой 3 ФИГ. 17. Как показано на ФИГ. 17 и 18, в настоящем варианте осуществления, кольцеобразное ферромагнитное тело 21 обеспечено вдоль внешней окружности индукционной катушки 3 рядом с внешней стороной индукционной катушки 3. В качестве материала ферромагнитного тела 21 могут использоваться феррит, многослойный электромагнитный стальной лист, аморфный сплав или тому подобное.
В случае, если ферромагнитное тело 21 не обеспечено, магнитный поток, созданный протеканием первичного тока в индукционной катушке 3, проходит через валки или конструкции, расположенные на периферии, и мощность бесполезно используется. Однако, когда кольцеобразное ферромагнитное тело 21 обеспечено рядом с индукционной катушкой 3, является возможным предотвратить потери мощности. Кроме того, в настоящем изобретении, в случае, если кольцеобразное ферромагнитное тело 21 расположено рядом с внешней периферией индукционной катушки 3, ферромагнитное тело 21 расположено таким образом, чтобы окружать индукционную катушку 3 на внешней периферии индукционной катушки 3, используя феррит, в форме толстого диска, тонкую электромагнитную сталь, выполненную слоями в прямоугольный параллелепипед или в форму крыла, аморфный сплав, или тому подобное.
Ферромагнитное тело 21 имеет характеристики, заключающиеся в том, что его проницаемость в несколько раз больше, чем проницаемость металлической полосы 1, валков или их конструкции. Благодаря этим характеристикам, ферромагнитное тело 21 предотвращает диффузию магнитного потока от индукционной катушки 3, вводит магнитный поток, созданный индукционной катушкой 3 в ферромагнитное тело 21, имеющее небольшое магнитное сопротивление, и концентрирует магнитный поток рядом с индукционной катушкой 3. Следовательно, если магнитный поток концентрируется рядом с индукционной катушкой 3, тем самым ток, созданный в металлической полосе 1, увеличивается, плотность тока, который протекает в конце металлической пластины, увеличивается, и эффективность нагрева повышается.
В частности, в случае, если ферромагнитное тело 9 расположено выше по ходу относительно индукционной катушки 3, магнитный поток смещается дальше по ходу относительно индукционной катушки 3. Следовательно, регулирование магнитного потока по направлению к обжимным валкам или тому подобное является важным для повышения эффективности сварки.
Если магнитный поток, созданный индукционной катушкой, концентрируется непосредственно ниже индукционной катушки, магнитный поток, проходящий через внутреннее пространство цилиндрического тела, образованного металлической полосой 1, увеличивается, и индукционный ток, образованный в металлической полосе 1, увеличивается. Следовательно, ток по направлению к сварному соединению 6, подлежащему свариванию, может быть увеличен. В настоящем варианте осуществления ферромагнитное тело 21, имеющее большую относительную проницаемость и небольшое магнитное сопротивление, расположено вдоль внешней окружности на внешней периферии индукционной катушки 3. Так как магнитный поток, созданный индукционной катушкой 3, выборочно проходит внутрь ферромагнитного тела 21, предотвращена диффузия магнитного потока, и магнитный поток может концентрироваться непосредственно ниже индукционной катушки 3. Тем самым, является возможным предотвратить протекание магнитного потока, созданного индукционной катушкой 3, в металлы, такие как обжимные валки или рама.
То есть, по сравнению с обжимными валками или рамой, выполненными из железа, имеющего относительную проницаемость, приблизительно, несколько сотен, ферромагнитное тело 21, выполненное из ферромагнитного материала, такого как ферритовый сердечник, электромагнитная сталь или аморфный сплав, имеет в несколько раз бόльшую относительную проницаемость. Ферромагнитное тело 21 расположено вдоль внешней окружности индукционной катушки и рядом с индукционной катушкой 3, таким образом, магнитный поток, созданный в индукционной катушке 3, выборочно проходит внутрь ферромагнитного тела 21. Тем самым, предотвращена диффузия магнитного потока, и магнитный поток может концентрироваться непосредственно ниже индукционной катушки 3. Если магнитный поток концентрируется непосредственно ниже индукционной катушки 3, ток, который протекает вокруг металлической полосы непосредственно ниже индукционной катушки 3, увеличивается, плотность тока, который протекает вокруг поверхности концов металлической полосы и перемещается к сварному соединению, увеличивается, и может с повышенной эффективностью выполняться сварка. При этом, является предпочтительным, чтобы провод от индукционной катушки к источнику питания проходил к участку, расположенному выше по ходу в направлении перемещения цилиндрического тела.
Кроме того, если настоящий вариант осуществления принимает конфигурацию, в которой ферромагнитное тело расположено таким образом, чтобы разделяться на множество секций в окружном направлении индукционной катушки, например, когда сердечник из магнитного материала (ферромагнитное тело 21), в котором фольга, такая как электромагнитная сталь или аморфный сплав, является слоистой, изготовлен, как показано на поперечном разрезе ФИГ. 19, если ферромагнитные тела не являются слоистыми таким образом, чтобы быть, приблизительно, перпендикулярными относительно индукционной катушки, магнитный поток проникает в поверхность сердечника из магнитного материала и нагревает ее. Следовательно, возникает не только такая потеря мощности, но также существует проблема, заключающаяся в том, что функция в качестве сердечника из магнитного материала потеряна. Тем самым, как показано на ФИГ. 19, является необходимым, чтобы направление наслаивания материала, создающего сердечник из магнитного материала, было, приблизительно, перпендикулярным относительно индукционной катушки. Однако, является трудным непрерывно наслаивать материал, создающий сердечник из магнитного материала в окружном направлении, так как при наслаивании создается разница между внутренней окружностью и внешней окружностью. Следовательно, проще использовать обычный сердечник из магнитного материала, наслоенного с прямоугольной формой поперечного сечения, и разделить его в окружном направлении для расположения. Кроме того, когда сердечник из магнитного материала разделен в окружном направлении и расположен, его функция может сохраняться на протяжении продолжительного периода, так как нагретый сердечник из магнитного материала легко охлаждается. Кроме того, так как магнитный поток, который протекает наружу сердечника из магнитного материала, по существу, может быть предотвращен, когда охлаждающая пластина выполнена из меди или тому подобного, преимущества, такие как предотвращение нагрева периферийного оборудования или тому подобное, также могут быть получены.
Ферромагнитное тело 21 легко нагревается, так как ферромагнитное тело расположено рядом с индукционной катушкой 3 и подвергается действию сильного магнитного поля. Следовательно, в настоящем варианте осуществления, является более предпочтительным, чтобы ферромагнитное тело 21, расположенное вокруг индукционной катушки 3, было расположено таким образом, чтобы разделяться рядом с индукционной катушкой 3, и был обеспечен элемент для охлаждения ферромагнитного тела 3. ФИГ. 19 представляет собой поперечный разрез, показывающий соответствующий пример, и следующая конструкция может быть обеспечена. То есть, охлаждающие пластины 21b, образованные из медной пластины или тому подобного, обеспечены между ферромагнитными телами 21, которые разделены на множество секций вдоль окружного направления и расположены рядом друг с другом, и охлаждающие каналы 21а, через которые охлаждающая среда протекает, обеспечены посредством выполнения отверстий в охлаждающих пластинах 21b. При этом является предпочтительным, чтобы охлаждающие пластины 21b приклеивались к ферромагнитным телам 21 посредством адгезивов, имеющих хорошую теплопроводность и изолирующую способность, или тому подобное. Таким образом, если охлаждающие пластины 21b обеспечены таким образом, чтобы приклеиваться к ферромагнитным телам 21, тепло, которое образуется, когда ферромагнитные тела 21 нагреваются магнитным потоком, созданным посредством тока высокой частоты, может эффективно отводиться охлаждающей средой, проходящей через охлаждающие каналы 21а, магнитные характеристики ферромагнитных тел не ухудшаются, и ферромагнитные тела могут стабильно использоваться без проблем, таких как прогорание.
Кроме того, является предпочтительным, чтобы ферромагнитные тела 21 располагались вокруг катушки таким образом, чтобы закрывать всю индукционную катушку 3. Однако, когда препятствия, такие как участок электропроводки к источнику питания или рама, расположены рядом с ферромагнитными телами, или тому подобное, для исключения взаимодействия, как показано на ФИГ. 20, ферромагнитные тела могут быть расположены таким образом, чтобы утончаться (частично удаляться) в середине окружности. В разделенной конструкции, показанной на ФИГ. 20, сердечник из магнитного материала (ферромагнитные тела 21) расположен на внешней периферии открывающейся части, нежели чем в открывающейся части металлической полосы. В этом случае, магнитный поток, созданный индукционной катушкой, интенсивно непосредственно не входит в импидор 8 непосредственно ниже открывающейся части металлической полосы 1. Соответственно, прогорание импидора 8 может быть предотвращено. То есть, магнитный поток, созданный индукционной катушкой 3, расположенной на открывающейся части металлической полосы 1, протекает к ферромагнитным телам 21 благодаря расположению ферромагнитных тел 21, имеющих небольшое магнитное сопротивление, снаружи обоих концов открывающейся части металлической полосы 1. Следовательно, доля магнитного потока, которая непосредственно протекает к импидору 8, может быть уменьшена, и прогорание импидора 8 может быть предотвращено.
Кроме того, когда ферромагнитные тела 21 для интенсивного действия расположены только на периферии открывающейся части по обоим концам открывающейся части металлической полосы 1 (например, когда ферромагнитные тела 21 расположены только в части верхней половины индукционной катушки 3 в вертикальном направлении, при этом имея длину, равную или меньшую, чем полукруг), так как магнитный поток, созданный индукционной катушкой, проходит через ферромагнитные тела 21 и интенсивно протекает в импидор 8, прогорание импидора 8 легко возникает. Тем самым, является предпочтительным, чтобы ферромагнитные тела 21 располагались на нижней половине индукционной катушки 3 в вертикальном направлении.
ФИГ. 21 представляет собой вариант осуществления, показывающий другую охлаждающую конструкцию, и следующая конструкция может быть обеспечена. То есть, охлаждающая пластина 21b, имеющая низкое сопротивление и высокую теплопроводность, например медная пластина, может быть обернута и приклеена на кольцеобразное ферромагнитное тело 21 с конфигурацией ФИГ. 18. Охлаждающие трубы 21с, например медная труба, через которые проходит охлаждающая среда, могут быть смонтированы на охлаждающих пластинах 21b посредством пайки или тому подобного.
Ширина в продольном направлении ферромагнитного тела 21 может быть меньше, чем ширина индукционной катушки 3. Однако, как показано на ФИГ. 17, является предпочтительным, чтобы ширина ферромагнитного тела была незначительно дальше выступающей в направлении выше по ходу и в направлении дальше по ходу, чем ширина индукционной катушки 3 (около 10-20 мм). Если ширина в продольном направлении ферромагнитного тела 21 гораздо больше, чем ширина индукционной катушки 3, возникают недостатки, такие как структура, в которой магнитный поток подается на другие устройства, такие как обжимные валки 6, и тому подобное. Следовательно, как показано на ФИГ. 22, концевые поверхности на небольшом участке ферромагнитного тела 21 могут быть выполнены таким образом, чтобы быть обращенными к металлической полосе 1. Однако следует предпринять меры предосторожности, направленные на то, что если поверхности ферромагнитного тела 21 расположены слизком близко к металлической полосе 1, так как воздействие магнитного потока, проникающего в направлении толщины металлической полосы 1, является слишком большим, замкнутый контур образуется непосредственно ниже ферромагнитного тела 21, и ток, проходящий через сварное соединение 6, может уменьшаться. Кроме того, при условии, что толщина ферромагнитного тела 21 установлена, таким образом ферромагнитное тело не достигает насыщения магнитного потока. Толщина может быть надлежащим образом задана, в соответствии с плотностью магнитного потока насыщения использующегося материала, частотой, мощностью или тому подобным.
Кроме того, расстояние между индукционной катушкой и ферромагнитным телом конкретно не задано. Однако, так как является необходимым разместить изолятор между индукционной катушкой и ферромагнитным телом, является необходимым, чтобы имелся зазор приблизительно, несколько миллиметров. Однако, если расстояние между индукционной катушкой и ферромагнитным телом является слишком большим, так как уменьшен эффект концентрации магнитного потока, является предпочтительным, чтобы индукционная катушка и ферромагнитное тело располагались в пределах от 20 до 30 мм или меньше.
Более того, для предотвращения протекания тока выше по ходу относительно индукционной катушки 3, в качестве еще одного другого варианта осуществления в соответствии с настоящим изобретением, является эффективным установка экранирующей пластины 22 выше по ходу, чем ферромагнитное тело 9, как показано на ФИГ. 23. То есть, когда ток, который не был остановлен ферромагнитным телом 9, протекает дальше вверх, чем ферромагнитное тело 9, магнитный поток также проходит дальше. Соответственно, магнитный поток может прерываться благодаря установке экранирующей пластины 22, за счет которой является возможным предотвратить протекание тока выше по ходу, чем экранирующая пластина 22. Следовательно, является возможным предотвратить повреждение валков или тому подобного.
В качестве экранирующей пластины 20, могут использоваться материалы, которые имеют эффект экранирования, как металлы, имеющие низкое сопротивление, такие как медная пластина или алюминиевая пластина. Что касается формы экранирующей пластины, является предпочтительным обеспечить выемку, не слишком большую, при этом имея зазор в такой мере, что нет контакта с металлической полосой 1. Кроме того, внешняя форма экранирующей пластины 20 конкретно не задана и может быть круглой или четырехугольной. Однако является предпочтительным обеспечить внешнюю форму, которая имеет, по меньшей мере, бόльшую площадь, чем внешний диаметр индукционной катушки 3, и является больше, чем внешняя форма валка или закрывающего элемента, подлежащего защите.
В вышеприведенном описании, случай, где используется индукционная катушка, объяснен в качестве примера. Однако эффект установки экранирующей пластины 20 является эффективным даже в конфигурации, которая непосредственно возбуждается от электродов. То есть, даже в случае прямого пропускания тока, который протекает в направлении выше по ходу относительно электродов, так как импеданс становится ниже, когда ток протекает в обеих концевых поверхностях металлической полосы во взаимно противоположных направлениях, ток интенсивно протекает в обеих концевых поверхностях металлической полосы. Следовательно, как описано выше, благодаря обеспечению ферромагнитного тела между обеими концевыми поверхностями металлической полосы, может быть предотвращено протекание тока к участку, расположенному выше по ходу, чем электроды, и протекание тока к участку сваривания может быть эффективно увеличено.
Далее, еще один другой вариант осуществления настоящего изобретения будет объясняться ниже со ссылкой на ФИГ. 24-26.
Сначала, на ФИГ. 24 показан пример, в котором зазоры 91а обеспечены на верхней части вертикальной части Т-образного ферромагнитного тела 91. Как показано на ФИГ. 1, причина того, что зазоры обеспечены на верхней части вертикальной части ферромагнитного тела, заключается в том, что стабильно предотвращается протекание тока в течение длительного периода времени на участке, расположенном выше по ходу относительно индукционной катушки, благодаря предотвращению нагреву сердечника из магнитного материала, расположенного на участке зазора металлической полосы. То есть, так как ферромагнитное тело настоящего изобретения подвижно вставлено между концами металлической полосы, ток, который имеет направление, обратное току высокой частоты, протекающему в концах металлической полосы, протекает во внутреннюю часть ферромагнитного тела для того, чтобы препятствовать протеканию тока высокой частоты в концах металлической полосы. В результате, ферромагнитное тело нагревается. Таким образом, если ферромагнитное тело нагревается и имеет высокую температуру, магнетизм постепенно теряется, и ферромагнитное тело становится неспособным препятствовать протеканию тока в участке, расположенному выше по ходу относительно индукционной катушки. Тем самым, в примере, показанном на ФИГ. 24, щели 91а обеспечены для эффективного охлаждения ферромагнитного тела 91, которое нагревается, ферромагнитное тело 91 охлаждается по образу прямой ячейки, посредством прохождения охлаждающей среды через щели 91а. В качестве охлаждающей среды, которая используется при этом могут надлежащим образом применяться, например, охлаждающая вода, вода со взвешенным маслом, газ, такой как воздух, туман или тому подобное. В этом случае, например, когда вышеописанная охлаждающая среда выпускается на верхнюю часть ферромагнитного тела 91 из элемента, который выпускает охлаждающую среду, обеспеченного на верхней части ферромагнитного тела 91, охлаждающая среда проходит через щели 91а и перемещается вниз к вертикальной части.
Ферромагнитное тело 92, показанное на ФИГ. 25, представляет собой конфигурацию, в которой периферийная стеновая часть 92b дополнительно обеспечена на магнитном материале горизонтальной части (верхней части Т-образной формы). Так как ферромагнитное тело 92, показанное на ФИГ. 25, временно хранит охлаждающую среду, подаваемую из верхней части во внутреннее пространство, окруженное периферийной стеновой частью, также является возможным эффективно охлаждать горизонтальную часть.
Кроме того, на ФИГ. 24 и 25 показан пример так называемой Т-образной формы, в которой вертикальная часть ферромагнитного тела расположена в нижней части горизонтальной части. Однако, подобно ферромагнитному телу 93, показанному на ФИГ. 26, может быть применена конфигурация, включающая в себя выступ 93с, в которой вертикальная часть выступает вверх от горизонтальной части, то есть, конфигурация, подобная форме, в которой Т-образная форма и перевернутая Т-образная форма объединены друг с другом.
Как описано выше, в сварочной установке для свариваемых методом электросопротивления труб в соответствии с настоящим изобретением по сравнению с предшествующим уровнем техники, так как потребление мощности может быть уменьшено, является возможной экономия энергии. Кроме того, является возможным изготовление, в котором линейная скорость может быть увеличена при той же самой мощности. Увеличение линейной скорости улучшает не только производительность, но также стабилизирует качество сварки.
Кроме того, может быть предотвращено повреждение валков вследствие тока, который протекает через участок, расположенный выше по ходу относительно индукционной катушки или электродов. Кроме того, также может быть предотвращен нагрев конструкций, расположенных на периферии индукционной катушки, вследствие утекающего магнитного потока. И, следовательно, обеспечена усовершенствованная сварочная установка для свариваемых методом электросопротивления труб, включающая в себя характеристики, способные выполнять безопасную работу оборудования или тому подобное.
В дальнейшем, изобретение будет объясняться на основании испытаний. Однако, изобретение не ограничено только на нижеследующих примерах.
(Испытания)
(Эксперимент 1)
Для подтверждения эффектов настоящего изобретения, подтверждающие испытания были проведены, как описано ниже.
В эксперименте 1, параллельная открывающаяся часть, имеющая ширину 10 мм, была образована в стальной трубе для газовой трубы, имеющей внешний диаметр 38 мм и толщину 3 мм. Затем, наклонная часть вплоть до сварного соединения 6 обрабатывается лазером так, чтобы иметь угол 3°, таким образом сварное соединение 6 имитирует участок сваривания. С установкой, показанной на ФИГ. 5, было подтверждено, как скорость нагрева концов стальной трубы изменяется в соответствии с тем, присутствовало или нет ферромагнитное тело и формой ферромагнитного тела.
В испытаниях эксперимента 1 соответственно использовались, в качестве ферромагнитного тела 9, показанного на ФИГ. 8: эксперимент 1 в соответствии с настоящим изобретением, в котором форма ферритового сердечника была образована в форму, где Н-образная форма повернута вбок, и был обеспечен ферритовый сердечник, пример 2 настоящего изобретения, в котором использовался ферритовый сердечник, имеющий Т-образную форму, как показано на ФИГ. 10, и пример 3 настоящего изобретения, в котором использовался ферритовый сердечник, имеющий I-образную форму, как показано на ФИГ. 11. Кроме того, в испытаниях, в качестве сравнительных примеров, использовались сравнительный пример 1, в котором ферритовый сердечник не был обеспечен, и сравнительный пример 2, в котором была использована только горизонтальная часть в ферромагнитном теле (ферритовом сердечнике), показанном на ФИГ. 8 или ФИГ. 10, и был использован ферритовый сердечник с формой, как показано на ФИГ. 27, и средние скорости нагрева в сварном соединении 6 от комнатной температуры до 1000°С были измерены относительно сравнительного примера 1 и сравнительного примера 2, соответственно.
Феррит, использовавшийся в испытаниях, был общим в изобретательских примерах и сравнительных примерах, горизонтальная часть имела ширину 48 мм, высоту 16 мм и длину 60 мм в продольном направлении, и феррит, проходящий между открывающимися металлическими концами, имел ширину 8 мм, высоту 16 мм, длину 60 мм. Сердечник нижней горизонтальной части, показанный на ФИГ. 8, имел ширину 16 мм, высоту 8 мм и длину 60 мм.
В качестве индукционной катушки использовалась, охлаждаемая водой медная труба с диаметром 10 мм, обмотанная в два оборота, таким образом, чтобы быть удаленной на 150 мм от сварного соединения с зазором 5 мм от стальной трубы. Кроме того, мощность в 15 кВт подавалась источником питания в 200 кГц в состоянии покоя, и время, пока самая высокая температура не составит 1000°С, было измерено. Температуры при этом были измерены посредством приваривания 50 мкм термопары типа К к концам стальной трубы. Кроме того, сердечник, выполненный из феррита, имеющий диаметр 16 мм и длину 300 мм, был использован в качестве импидора, в котором в центре образовано отверстие в 6 мм.
Результаты показаны в таблице 1.
Улучшение в процентах скорости нагрева, показанное в таблице 1, представляет собой отношение в процентах значения, полученного вычитанием скорости нагрева в сравнительном примере 1 от скорости нагрева в каждом примере по изобретению, и затем делением значения разности на скорость нагрева в сравнительном примере 1. Было замечено, что пример 1 по изобретению, в котором ферромагнитное тело имеет форму, которая окружает концы стальной трубы, имел самую высокую нагрева температуры, с улучшением на 21% в скорости по сравнению со сравнительным примером 1. Кроме того, в примере 2 по изобретению, в котором ферромагнитное тело было образовано таким образом, чтобы окружать только сверху концы стальной трубы, улучшение скорости составило 17%, что незначительно меньше, чем улучшение скорости в примере 1 по изобретению. В примере 3 по изобретению, в котором сердечник (ферромагнитное тело) был вставлен между концами стальной трубы, улучшение скорости нагрева составило 9%. С другой стороны, в сравнительном примере 2, в котором сердечник был расположен на верхней части концевых поверхностей стальной трубы, эффект улучшения скорости нагрева не наблюдался. Кроме того, при сравнении температур термопары, которая была установлена в месте, которое расположено на 30 мм выше по ходу относительно индукционной катушки, нагрев около 350°С наблюдался в сравнительных примерах. Однако, было замечено, что нагрев может эффективно сдерживаться согласно изобретению.
(Эксперимент 2)
Для подтверждения эффекта, когда ферромагнитное тело было расположено на периферии индукционной катушки, как ферромагнитное тело 21, ферритовый сердечник, имеющий толщину 20 мм, был расположен на внешней периферии индукционной катушки с зазором 5 мм относительно индукционной катушки, и те же самые испытания на нагрев, как и в вышеописанном эксперименте 1, были проведены. В результате, эффект улучшения скорости нагрева на 7-9% наблюдался в примерах 1-3 по изобретению по сравнению с экспериментом 1. Кроме того, даже в случае сравнительного примера 1, в котором ферритовый сердечник не был обеспечен в качестве ферромагнитного тела между концевыми поверхностями стальной трубы участка, расположенного выше по ходу, чем индукционная катушка, было замечено, что эффект улучшения скорости нагрева составил 11%.
(Эксперимент 3)
В случае примера 3 по изобретению эксперимента 1, в котором нагрев выше по ходу относительно индукционной катушки составил 65°С, нагрев в месте, которое расположено на 50 мм выше по ходу, чем расположенный выше по ходу конец ферритового сердечника (ферромагнитного тела 9), составил 36°С. В эксперименте 3, кроме того, экранирующая пластина 22, выполненная из медной пластины, имеющая толщину 5 мм и отверстие 50 мм в диаметре такое, что стальная труба проходит насквозь, была установлена в месте, которое удалено на 30 мм от расположенного выше по ходу конца ферромагнитного тела 9, и те же самые испытания на нагрев, как и в эксперименте 1, были проведены. В результате, нагрев в месте, которое расположено на 50 мм выше по ходу относительно расположенного выше по ходу конца ферромагнитного тела 9, составил 0°С, и было замечено, что ток по направлению выше по ходу может быть полностью заблокирован.
(Эксперимент 4)
На реальной производственной линии, термопара типа К была прикреплена к ферритовому сердечнику, использовавшемуся в примере 2 по изобретению эксперимента 1, в качестве ферромагнитного тела 9 и обмотанному стекловолокнистой лентой, и ферромагнитное тело 9 было установлено в корпус ферромагнитного тела, имеющий конструкцию, показанную на ФИГ. 16. Кроме того, при производстве стальной трубы с диаметром 49 мм, ферромагнитное тело 9 было установлено в состоянии, где вода подавалась из охлаждающего сопла 20, температура ферритового сердечника ферромагнитного тела 9 увеличивается до 62°С в течение 30 минут, было замечено, что показатель экономии энергии упал на 4%. Кроме того, было установлено, что большое количество отложений осело на внешней периферии на одной стороне ферритового сердечника, которая обращена к концевым поверхностям стальной трубы, таким образом отложения входили в контакт с концевыми поверхностями стальной трубы. Однако, повреждение самого феррита не наблюдалось. Далее, охлаждающая вода выпускалась на ферромагнитное тело 9 с расходом 10 л/мин из охлаждающего сопла 20, обеспеченного над ферритовым сердечником, и аналогичная операция была проведена. В результате, температура ферритового сердечника совсем не увеличилась, и уменьшение показателя экономии энергии не наблюдалось. Кроме того, отложения, осевшие, когда охлаждающая вода не выпускалась, по существу, не наблюдались, и повреждения, такие как растрескивание, не происходили.
(Эксперимент 5)
В эксперименте 5, параллельный зазор, имеющий ширину 10 мм, как показано на ФИГ. 1, была образован в стальной трубе для применения в качестве газовой трубы, имеющей внешний диаметр 38 мм и толщину 3 мм. Затем, наклонная часть вплоть до сварного соединения 6 обрабатывается лазером так, чтобы иметь угол 3°, таким образом сварное соединение 6 имитирует участок сваривания. И испытания были проведены с размещением индукционной катушки 3, ферромагнитного тела 21 и сварного соединения 6, как показано на ФИГ. 17. Кроме того, настоящие испытания были проведены в состоянии, где ферромагнитное тело 9, показанное на ФИГ. 17, не было обеспечено. Кроме того, в испытаниях, использовалась индукционная катушка 3, имеющая внешний диаметр 78 мм, и кольцеобразный сердечник, выполненный из феррита, в котором вся окружность была непрерывной, внешний диаметр был 100 мм и внутренний диаметр был 90 мм, как показано на ФИГ. 19 и 21, использовался в качестве ферромагнитного тела 21.
В примере 4 по изобретению, использовалась установка, как показана на ФИГ. 21, и конструкция была подобной следующей. Использовался кольцеобразный сердечник, выполненный из феррита, имеющий внешний диаметр 100 мм и внутренний диаметр 90 мм, медная пластина, имеющая толщину 3 мм, к которой охлаждающаяся водой медная труба, имеющая диаметр 10 мм, была припаяна на внешней окружности, была обмотана и приклеена посредством изолирующих адгезивов. Кроме того, охлаждающая вода проходила через медную трубу.
В примере 5 по изобретению и примере 6 по изобретению, использовалась установка, как показана на ФИГ. 19. Конструкция была как объясняется в дальнейшем. Эпоксидная труба, имеющая толщину 3 мм, была наложена на индукционную катушку 3, разделенные ферритовые сердечники, которые имеются в количестве 16 штук и имеют ширину 10 мм, высоту 25 мм и длину 70 мм, были расположены на внешней окружности, охлаждающиеся водой медные трубы, имеющие диаметр 10 мм, были расположены между соседними ферритовыми сердечниками, и медные трубы были приклеены к ферритовым сердечникам посредством изолирующих адгезивов. Здесь, пример 5 по изобретению представляет собой случай без охлаждающей воды в медной трубе, и пример 6 по изобретению представляет собой случай с охлаждающей водой в медной трубе.
Кроме того, во всех установках, использовавшихся в любом из примерах 4-6 по изобретению, сердечник был непрерывным на всем окружном направлении, и его часть была частично выполнена с выемкой в 30 мм, чтобы провести через него участок электропроводки к источнику питания индукционной катушки.
Кроме того, случай, где ферромагнитное тело, показанное на ФИГ. 3, не было расположено на внешней окружности индукционной катушки, был установлен для сравнительного примера 3.
Анализ электромагнитного поля был проведен относительно каждого из примеров 4-6 по изобретению и сравнительного примера 3, и было замечено, что магнитный поток непосредственно ниже индукционной катушки 3 увеличился, и индукционный ток, созданный на поверхности металлической полосы непосредственно ниже индукционной катушки, увеличился в примерах 4-6 по изобретению по сравнению со сравнительным примером 3. Сопровождающий увеличение индукционного тока, ток в направлении сварного соединения 6, подлежащего свариванию, также увеличивается.
В настоящих испытаниях, скорость нагрева от комнатной температуры до 800°С в сварном соединении 6 и нагрев у термопары, прикрепленной к концу (часть В на ФИГ. 17 и часть С на ФИГ. 19 и 21) ферритового сердечника, были измерены.
Касательно подробной конструкции рядом с индукционной катушкой, была использована индукционная катушка, в которой охлаждающаяся водой медная труба, имеющая диаметр 10 мм, была удалена на 10 мм от стальной трубы и которая была обмотана в два оборота и имела внешний диаметр 78 мм и ширину в продольном направлении 50 мм. Индукционная катушка была расположена таким образом, чтобы быть удаленной на 150 мм выше по ходу относительно сварного соединения. Кроме того, мощность в 30 кВт подавалась в состоянии покоя, используя источник питания в 200 кГц. Время, пока температура сварного соединения 6 не была повышена от комнатной температуры до 1000°С, было измерено, и средние скорости нагрева были получены. Здесь, температуры были измерены посредством приваривания 50 мкм термопары типа К к краям концов медной трубы. Кроме того, импидор 8 был расположен во внутренней части стальной трубы. Сердечник, выполненный из феррита, имеющий диаметр 16 мм и длину 300 мм, был использован в качестве импидора 8, в котором в центре образовано отверстие в 6 мм.
Результаты показаны в таблице 2.
В таблице 2 улучшение скорости нагрева в сварном соединении 6 показано в процентном соотношении со скоростью нагрева в сравнительном примере 3, принятой за 1. Пример 4 по изобретению, имеющий форму, в которой вся индукционная катушка была окружена ферромагнитным телом 21, образованным из ферритового сердечника из ферромагнитного материала, имел наибольший нагрев. Было замечено, что пример 4 по изобретению показал улучшение скорости на 15% по сравнению со сравнительным примером 3. Кроме того, скорости нагрева примеров 5 и 6 по изобретению, в которых ферритовые сердечники из ферромагнитного материала, разделенные на 16 секций, использовались в качестве ферромагнитного тела 21, также были незначительно ниже по сравнению с примером 4 по изобретению. Однако примеры 5 и 6 по изобретению имели улучшение скорости нагрева на 8% по сравнению со сравнительным примером 3. С другой стороны, касательно нагрева ферритового сердечника, температура рядом с углами сердечника легко увеличивалась. Нагрев на 2°С наблюдался в примере 4 по изобретению, и нагрев на 5°С наблюдался в примере 5 по изобретению. Однако нагрев совсем не наблюдался в примере 6 по изобретению, в котором применялась водяное охлаждение.
В вышеописанных экспериментах, эффекты улучшения скорости нагрева, при нагреве свариваемой методом электросопротивления трубы в настоящем изобретении посредством подачи той же самой мощности, были подтверждены. Из вышеприведенных результатов, стало очевидным, что эффективность сварки свариваемой методом электросопротивления трубы была эффективно повышена посредством простой установки. Кроме того, когда сварка выполнялась при той же самой скорости нагрева, как и скорость нагрева в сравнительных примерах, также стало очевидным, что потребление мощности может быть меньше. Кроме того, по сравнению со сравнительными примерами предшествующего уровня техники, когда подавалась та же самая мощность, также стало очевидным, что линейная скорость может быть увеличена.
(Эксперимент 6)
Эксперимент 5 представлял собой испытание на нагрев в состоянии покоя для экономии энергии. Однако, для подтверждения воздействий нагрева более подробно, были проведены испытания на непрерывный нагрев, в которых сварка выполнялась с высокой производительностью, при наличии стальной пластины, и эффекты были подтверждены. В настоящих испытаниях, случай, где вода протекала к ферритовому сердечнику, использовавшемуся в примере 4 по изобретению эксперимента 5 и испытывавшемуся, был установлен для примера 7 по изобретению в соответствии с настоящим изобретением; случай, где вода не протекала, был установлен для примера 8 по изобретению; случай, который использовал охлаждающийся ферритовый сердечник конструкции, в которой нижняя часть феррита соединена в конструкции, показанной на ФИГ. 20, вследствие того факта, что феррит и охлаждающаяся водой конструкция, расположенные в месте, соответствующем верхней части открывающейся части стальной пластины, были удалены от феррита, включая охлаждающую конструкцию, как использовалась в примере 5 по изобретению и примере 6 по изобретению, был установлен для примера 9 по изобретению; случай, где индукционная катушка независимо использовалась, был установлен для сравнительного примера 4. Кроме того, в настоящих испытаниях, были сравнены увеличение температуры ферритового сердечника после выполнения нагрева в течение 30 минут, независимо от того имели место или нет нарушения феррита, условия прогорания импидора и тому подобное.
В настоящих испытаниях, стальная пластина, имеющая толщину 3 мм, была отлита так, чтобы иметь внешнюю форму 38,1 мм, и затем сварена. Для импидора, многослойное тело из электромагнитной стальной листовой фольги, имеющей сечение 100 мм2, катушка, выполненная из охлаждающейся водой медной трубы, которая была обернута в два оборота и имела внутренний диаметр 60 мм, внешний диаметр 90 мм и ширину 50 мм, была сварена посредством создания тока высокой частоты в 180 кГц в катушке. При этом мощность сварки была постоянной - 450 кВт. Кроме того, температура феррита была измерена посредством термопары типа К контактного типа после испытаний.
Результаты показаны в таблице 3.
°С
Как показано в таблице 3, хотя температура незначительно увеличилась в примере 7 по изобретению и примере 9 по изобретению, они могут по-прежнему стабильно использоваться. Однако, в примере 8 по изобретению, который представляет собой такую же конструкцию, что и конструкция в примере 7 по изобретению, трещины феррита начинались в течение короткого периода времени после начала возбуждения, и испытания были остановлены. Тем самым, было подтверждено, что при условии выдачи высокой мощности, установка может стабильно использоваться посредством обеспечения охлаждающейся водой конструкции. Кроме того, форма импидора была проверена после испытаний. В сравнительном примере 4 и примере 7 по изобретению, небольшая величина вымывания возникала между слоями многослойных частей в импидоре непосредственно ниже индукционной катушки, и также было подтверждено, что импидор был деформирован. Однако, в примере 8 по изобретению, абсолютно никакого нарушения не было обнаружено в импидоре, и было замечено, что импидор не был поврежден. Следовательно, было подтверждено, что магнитный поток, который протекает от открывающейся части стальной пластины в импидор, уменьшился.
Промышленная применимость
В соответствии со сварочной установкой для свариваемых методом электросопротивления труб по настоящему изобретению, эффективность сварки свариваемой методом электросопротивления трубы, которая переводит металлическую полосу в цилиндрическую форму, при этом сгибая перемещающуюся металлическую полосу, и сваривает ее, может быть эффективно повышена посредством простой установки. Тем самым потребление электроэнергии может быть уменьшено, экономия энергии может быть достигнута. С другой стороны, в случае, где подается одна и та же мощность, так как линейная скорость может быть увеличена, увеличение производительности может быть осуществлено, и, следовательно, промышленные преимущества являются существенными.
[Перечень ссылочных позиций]
1: металлическая полоса
2а, 2b: концы металлической пластины
3: индукционная катушка
4а и 4b: электрод
5а и 5b: ток
6: сварное соединение
7: валок
8: импидор
9, 91, 92 и 93: ферромагнитное тело
91а, 92а и 93а: щель
92b и 93b: периферийная стеновая часть
93с: выступ
10: распределение тока
11: нить
12: крепежная пластина
13: установочное основание
14: открывающаяся часть/выемка
15: ограждение
16: нижняя пластина
17: прокладка
18: ножка
19: гибкая конструкция
20: охлаждающаяся водой головка (охлаждающее сопло)
21: ферромагнитное тело
21a: охлаждающий канал
21b: охлаждающая пластина
21с: охлаждающая труба
22: экранирующая пластина
23: угловая часть
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНОЕ УСТРОЙСТВО ДЛЯ ТРУБЫ, СВАРИВАЕМОЙ МЕТОДОМ ЭЛЕКТРИЧЕСКОГО СОПРОТИВЛЕНИЯ | 2010 |
|
RU2508972C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСВАРКИ УПАКОВОЧНОГО МАТЕРИАЛА | 2002 |
|
RU2301730C2 |
| Способ высокочастотной сварки труб | 1976 |
|
SU599940A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1994 |
|
RU2113303C1 |
| ИНДУКЦИОННОЕ НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2015 |
|
RU2674250C2 |
| Устройство для высокочастотной сварки труб с двумя продольными швами | 1975 |
|
SU574293A1 |
| Индукционный скважинный нагреватель | 2016 |
|
RU2620820C1 |
| СИСТЕМА ИНДУКЦИОННОГО НАГРЕВА (ВАРИАНТЫ) И СПОСОБ ИНДУКЦИОННОГО НАГРЕВА МЕТАЛЛИЧЕСКОГО ЛИСТА | 2008 |
|
RU2418075C1 |
| Индукционный скважинный нагреватель | 2019 |
|
RU2721549C1 |
| СКВАЖИННЫЙ ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ | 2001 |
|
RU2200228C2 |





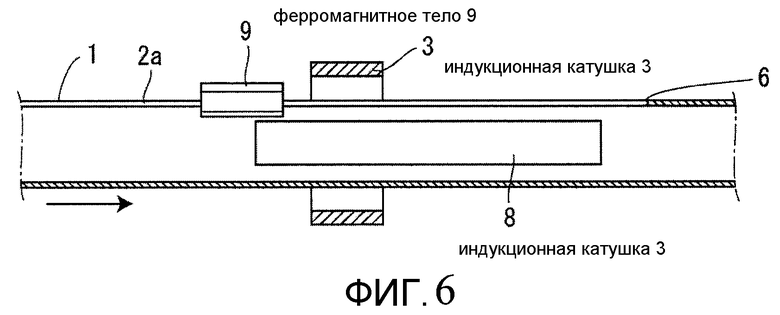









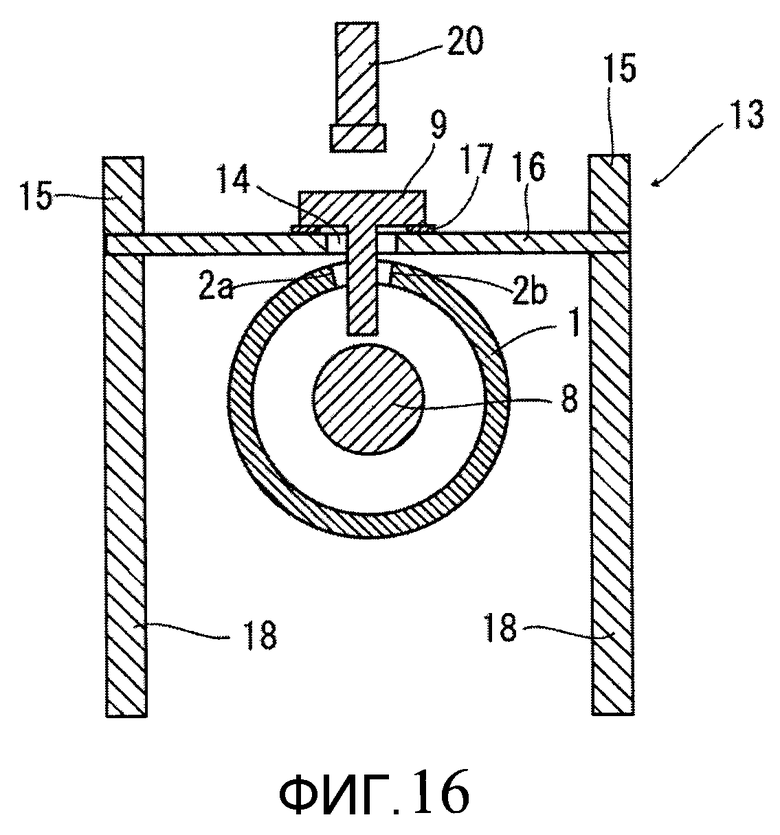





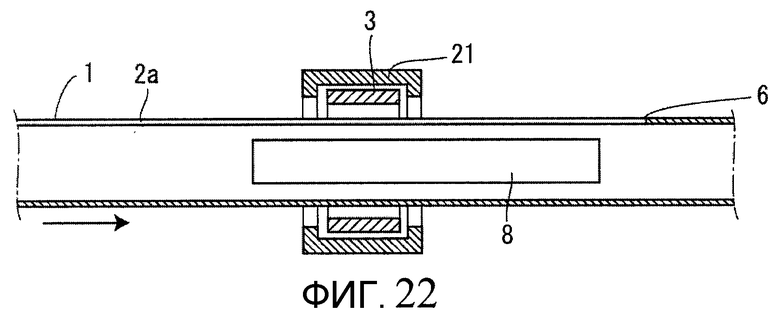


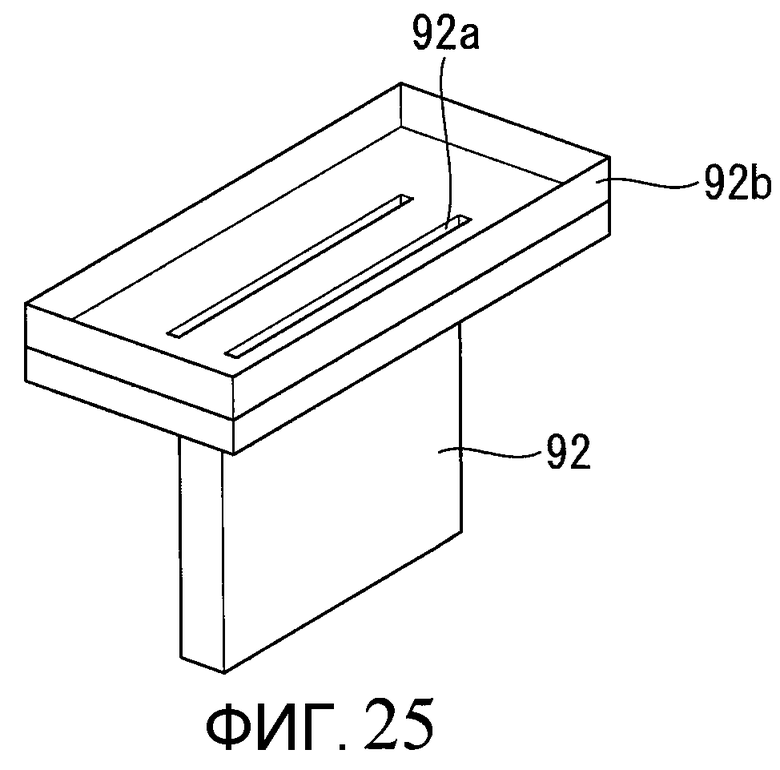

Изобретение относится к производству сварных труб методом электросопротивления. Перемещаемую металлическую полосу сгибают посредством валков до получения цилиндрической формы с обращенными друг к другу концами металлической полосы в направлении ее ширины и соединяют посредством сварочной установки. Средство подведения энергии сварочной установки расположено непосредственно рядом с согнутой металлической полосой и выполнено в виде устройства индукционного нагрева или устройства нагрева пропусканием тока для нагрева обоих концов металлической полосы. Обжимные валки обеспечивают сварку нагретых концов полосы путем введения их в контакт и прижатия друг к другу. Между обращенными друг к другу концами металлической полосы подвижно вставлено ферромагнитное тело, размещенное на участке зазора вдоль направления перемещения металлической полосы, выше по ходу ее перемещения, чем средство подведения энергии. Установка обеспечивает повышение эффективности нагрева свариваемой электросопротивлением трубы за счет увеличения магнитного поля и плотности тока, протекающего через свариваемый участок трубы. 13 з.п. ф-лы, 27 ил., 3 табл., 9 пр.
1. Сварочная установка для сварки методом электросопротивления труб из перемещаемой металлической полосы, согнутой посредством валков до получения цилиндрической формы с обращенными друг к другу концами металлической полосы в направлении ее ширины, содержащая
средство подведения энергии для нагрева обоих концов металлической полосы, выполненное в виде расположенного непосредственно рядом с согнутой металлической полосой устройства индукционного нагрева или устройства нагрева пропусканием тока,
обжимные валки, обеспечивающие сварку нагретых концов полосы путем введения их в контакт и прижатия друг к другу, и
ферромагнитное тело, которое подвижно вставлено между обращенными друг к другу концами металлической полосы на участке зазора вдоль направления перемещения металлической полосы, выше по ходу ее перемещения, чем средство подведения энергии.
2. Сварочная установка по п.1, в которой ферромагнитное тело имеет форму, которая закрывает одну или обе из верхней угловой части и нижней угловой части каждого из противоположных концов металлической полосы.
3. Сварочная установка по п.2, в которой ферромагнитное тело в сечении, перпендикулярном относительно направления перемещения металлической полосы, имеет Т-образную форму, или перевернутую Т-образную форму, или Н-образную форму.
4. Сварочная установка по п.1, в которой ферромагнитное тело в сечении, перпендикулярном относительно направления перемещения металлической полосы, имеет I-образную форму.
5. Сварочная установка по п.1, в которой поверхность ферромагнитного тела покрыта немагнитным и непроводящим материалом.
6. Сварочная установка по п.1, которая дополнительно содержит перемещающий механизм для перемещения ферромагнитного тела, обеспечивая исключение его повреждения в зазоре между обоими концами при вхождении ферромагнитного тела в контакт с ними.
7. Сварочная установка по п.6, в которой перемещающий механизм выполнен из проволочного материала и обеспечивает подвешивание и поддерживание ферромагнитного тела.
8. Сварочная установка по п.6, в которой ферромагнитное тело имеет Т-образную или Н-образную форму в сечении, перпендикулярном относительно направления перемещения металлической полосы, и включает горизонтальную часть, которая расположена в верхней части ферромагнитного тела, и вертикальную часть, проходящую вертикально вниз от горизонтальной части, а перемещающий механизм содержит установочную пластину с прорезью для размещения в ней вертикальной части ферромагнитного тела с расположением ее между обращенными друг к другу концами металлической полосы, при этом установочная пластина имеет размещающую часть на периферии прорези для размещения на ней горизонтальной части ферромагнитного тела.
9. Сварочная установка по п.8, которая дополнительно содержит элемент для выпуска охлаждающей среды на верхнюю часть ферромагнитного тела и прокладку, которая расположена между горизонтальной частью ферромагнитного тела и размещающей частью установочной пластины, при этом прокладка имеет пространство, выполненное с возможностью прохождения через него охлаждающей среды и перемещения ее вниз к вертикальной части ферромагнитного тела при подаче охлаждающей среды на верхнюю часть ферромагнитного тела.
10. Сварочная установка по п.8, которая дополнительно содержит элемент для выпуска охлаждающей среды на верхнюю часть ферромагнитного тела, при этом ферромагнитное тело имеет щели, которые пропускают охлаждающую среду, с возможностью ее прохождения через щели и перемещения вниз к вертикальной части при подаче охлаждающей среды на верхнюю часть ферромагнитного тела.
11. Сварочная установка по п.1, в которой средство подведения энергии выполнено в виде индукционной катушки в устройстве индукционного нагрева, на внешней окружности которой расположено кольцеобразное ферромагнитное тело.
12. Сварочная установка по п.11, в которой кольцеобразное ферромагнитное тело разделено на множество секций вдоль окружного направления индукционной катушки.
13. Сварочная установка по п.12, в которой между секциями кольцеобразного ферромагнитного тела, которые являются соседними, выполнен охлаждающий канал, к которому протекает охлаждающая среда.
14. Сварочная установка по п.1, в которой средство подведения энергии выполнено в виде индукционной катушки в устройстве индукционного нагрева, при этом на участке, расположенном выше по направлению перемещения полосы, чем ферромагнитное тело, установлена металлическая экранирующая пластина, для экранирования магнитного потока, созданного индукционной катушкой.
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ высокочастотной сварки труб | 1976 |
|
SU599940A1 |

