Область техники, к которой относится изобретение
Настоящее изобретение, в общем, относится к процессам кузнечной сварки и, в частности, к управлению параметрами устройства кузнечной сварки в ответ на введенные значения ширины зоны термического влияния и температуры сварки для процесса кузнечной сварки.
Уровень техники
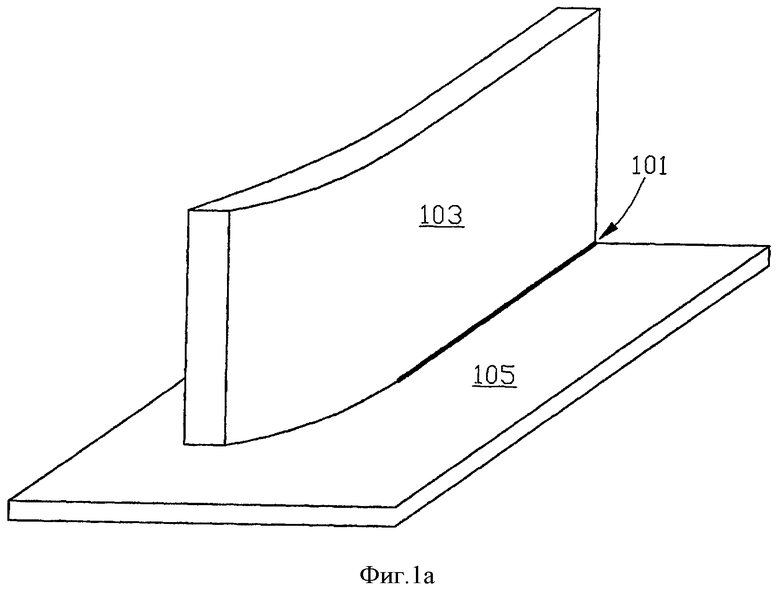
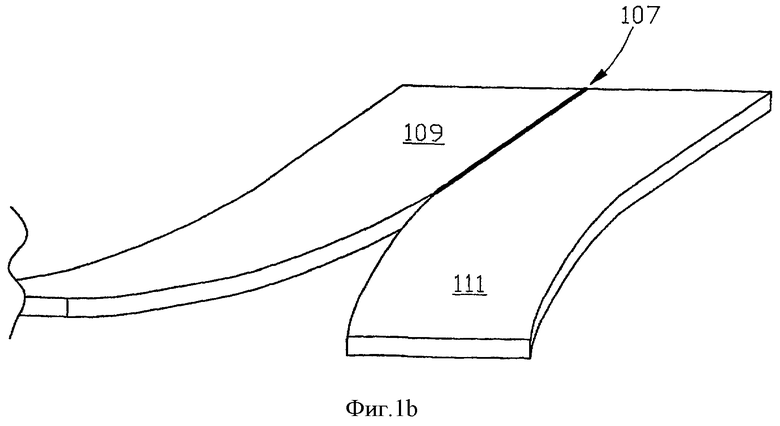
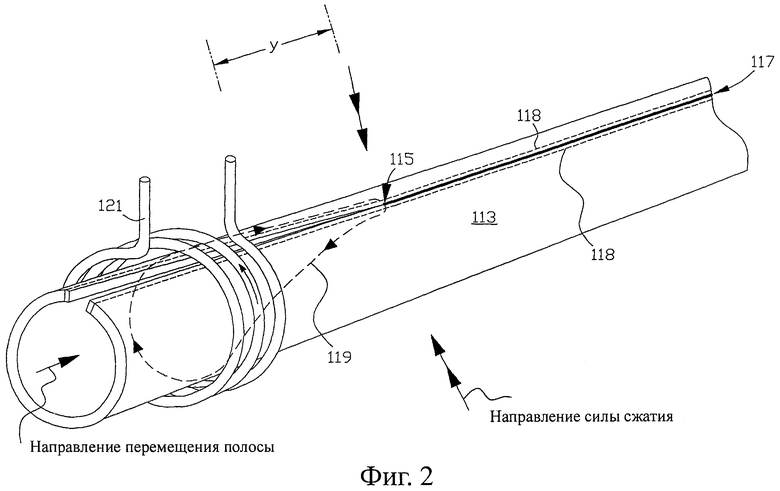
Кузнечная сварка включает в себя соединение вместе металлических частей, таких как пластины. Например, на фиг.1(a) иллюстрируется типичное частичное Т-образное соединение 101, полученное кузнечной сваркой, между кромкой пластины 103 и поверхностью пластины 105, а на фиг.1(b) иллюстрируется типичный частичный шов 107, полученный кузнечной сваркой, с прямым стыком между обращенными друг к другу кромками пластин 109 и 111. Кузнечная сварка также включает в себя соединение вместе участков кромки сложенного листа металла или полосы, в котором участки кромки сжимаются вместе в точке сварки по мере продольного перемещения полосы в направлении формируемого сварного шва. Например, на фиг.2 трубу 113 формируют из полосы металла, сжимаемой вместе в точке 115 сварки для формирования сварного шва 117 по мере перемещения полосы в направлении стрелки с одним наконечником, а давление прикладывают в направлениях, обозначенных стрелками с двумя наконечниками, для сжатия вместе участков кромки полосы.
В процессе кузнечной сварки высокое давление прикладывают в точке сварки, которую нагревают до температуры сварки для получения сварки. Обычно температура сварки ниже, но, по возможности, близка к точке плавления свариваемого металла. Нагрев металла до температуры сварки может осуществляться с использованием соответствующего источника энергии, такого как лазер, электронный луч, электрическое сопротивление или высокочастотная электрическая индукция.
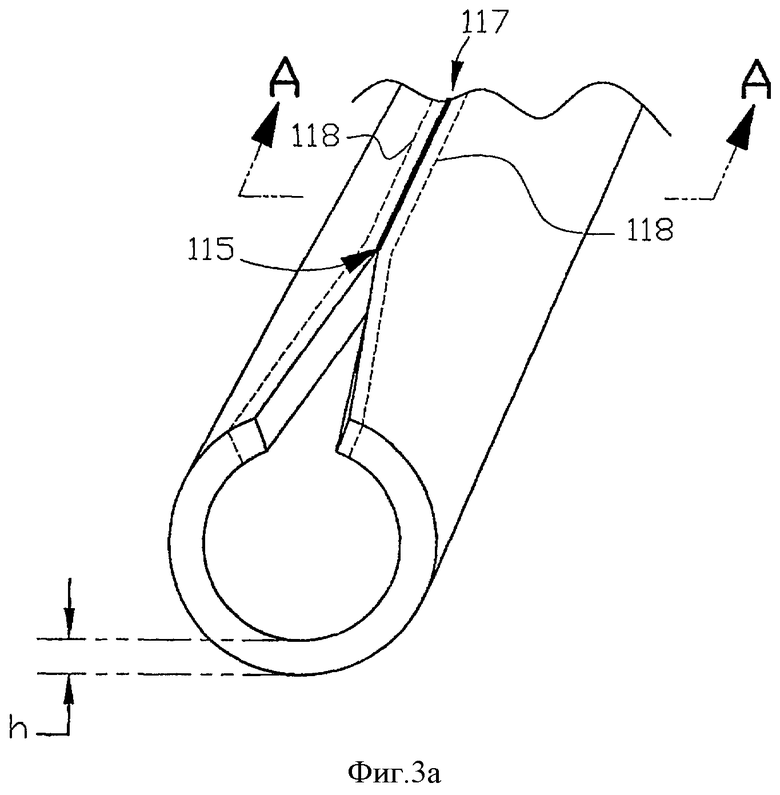
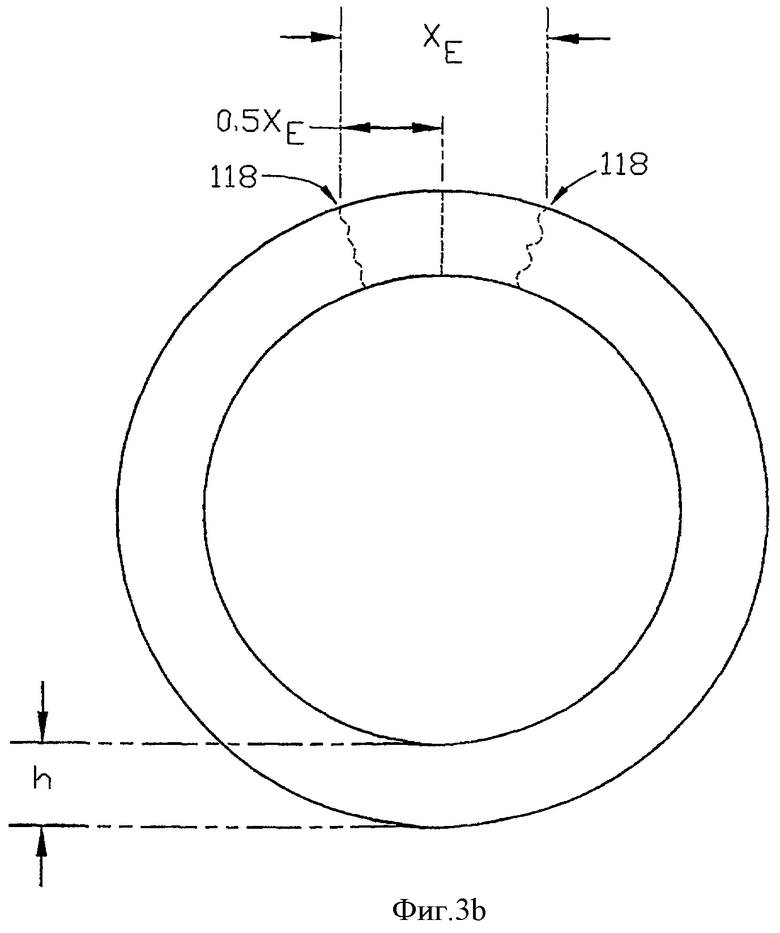
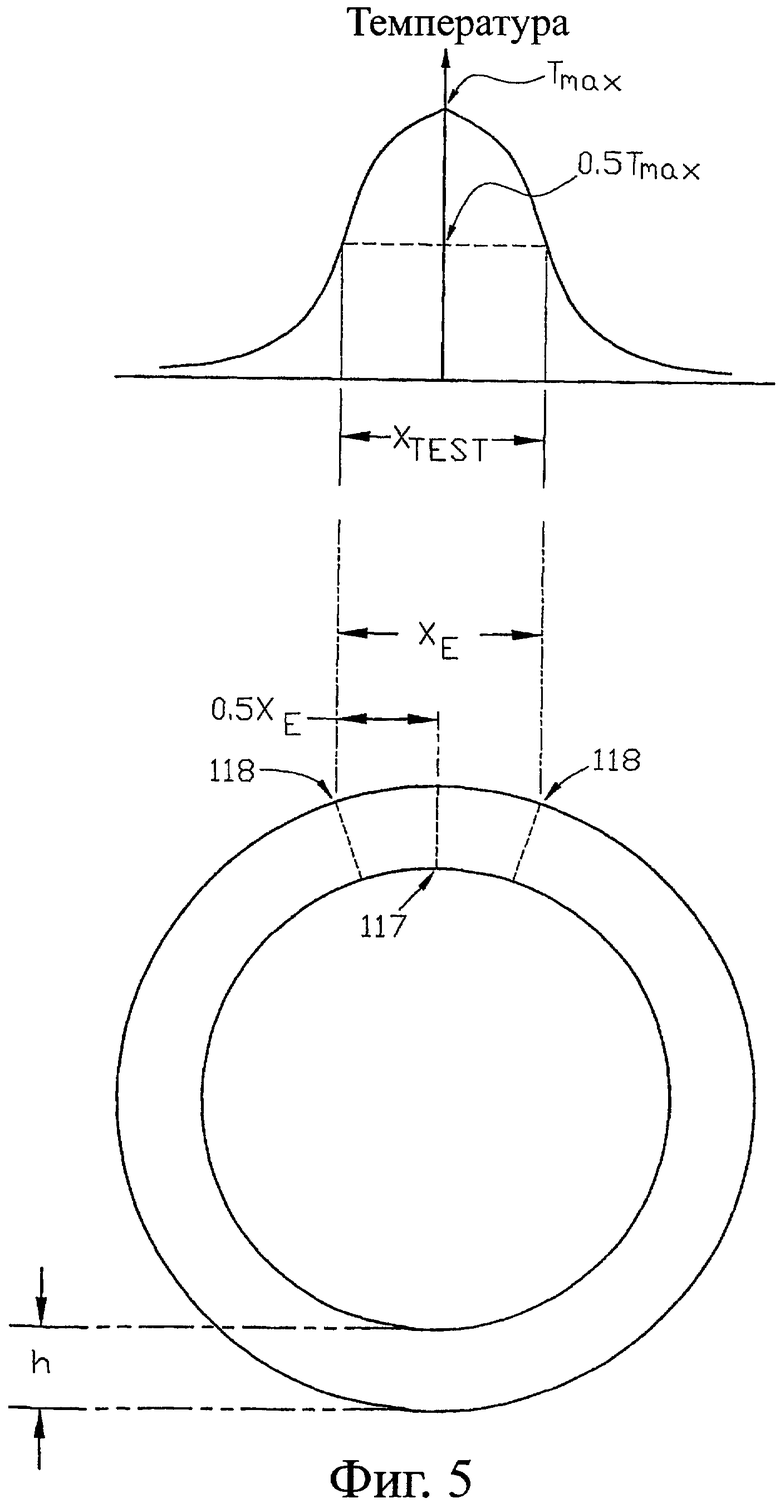
В результате процесса кузнечной сварки образуется зона термического влияния (HAZ, ЗВТ), которая представляет собой участок металла, который не расплавился во время процесса сварки, но микроструктура и механические свойства которого изменились под влиянием тепла, выделяемого в процессе. Например, на фиг.2 пунктирными линиями 118 обозначена обобщенная внешняя граница ЗВТ с обеих сторон сварного шва 117. Как более ясно показано на фиг.3(a) и фиг.3(b), ширина ЗВТ, XE, равна расстоянию между граничными линиями 118. Хотя на практике внешние границы ЗВТ могут не быть равномерно линейными вдоль всей длины сварки, ширину ЗВТ можно обычно аппроксимировать линейными границами. Уменьшение ширины ЗВТ обычно минимизирует количество металла, свойства которого отличаются от свойств не нагретой части металла. Предпочтительная или эффективная ширина ЗВТ представляет собой сложную функцию, учитывающую множество параметров сварки, включающих в себя, но не ограничиваясь этим, частоту при сварке, толщину стенки детали, структуру детали, длину нагрева сварного шва, а также угол и скорость детали в точке сварки.
Один конкретный вариант воплощения кузнечной сварки, выполняемой с помощью индукции, представляет собой высокочастотную индукционную сварку труб и трубопроводов, при которой высокое давление прикладывают в течение очень коротких периодов времени, но при температуре, соответствующей точке плавления, к двум кромкам полосы, прижимаемым так, что образуется овальная форма с использованием машины, формирующей трубу, до того как примыкающие кромки полосы не достигнут точки сварки, как схематично показано на фиг.2, фиг.3(a) и фиг.3(b). При такой температуре скорость диффузии в твердой фазе является очень высокой, и в результате получается качественное соединение в течение очень короткого периода времени. В идеале весь расплавленный металл должен быть выдавлен из плоскости соединения во внутренний или наружный относительно диаметра наплавленный валик сварного шва, и само соединение не должно содержать расплавленный или отлитый металл. На фиг.2 показано, как индукционная энергия может быть подана от соответствующего источника питания переменного тока (не показан) в индукционную катушку 121, для индуцирования тока в металле вокруг “V”-образной области, сформированной сжимаемыми вместе кромками полосы. Индуцированный ток протекает через заднюю часть трубы и затем вдоль открытых “V”-образных кромок к точке 115 сварки, как представлено типичной линией 119 магнитной индукции (показанной пунктирной линией) на фиг.2. Длина у этой “V”-образной области приблизительно равна расстоянию между концом катушки, который расположен ближе всего к точке сварки, и точкой сварки. Обычно, поскольку эта длина связана с конкретным устройством для кузнечной сварки, другие определения этого расстояния можно использовать, если только определенное расстояние постоянно используется для определенного устройства кузнечной сварки. Длина «y» также может быть представлена как длина нагрева при сварке. Хотя на фиг.2 показана катушка в виде соленоида, можно использовать другие компоновки катушки.
Предпочтительная ширина ЗВТ представляет собой сложную функцию, учитывающую множество параметров сварки, включающих в себя, но без ограничений, частоту сварки, толщину стенки компонента, геометрическую структуру, длину нагрева сварного шва, а также угол, скорость соединения деталей и материал детали. Ниже иллюстрируется, как эти параметры можно применять математически.
Электрическую опорную глубину ξ, или глубину проникновения, которая определяет расстояние от кромки металлической детали, на котором индуцируемый ток уменьшается приблизительно до е-1 (0,368) от его значения на поверхности, когда процесс, представляющий собой процесс индукционной кузнечной сварки, можно рассчитать по уравнению (1):
где ρ - электрическое удельное сопротивление металлической детали, µ - относительная магнитная проницаемость металлической детали, f - частота источника питания электрической сварки, π - константа "пи" (3,14159).
Тепловая опорная глубина, δ, или глубина тепловой диффузии, которая представляет, насколько глубоко кромка нагревается в результате теплопроводности, может быть рассчитана по уравнению (2):
где ε - коэффициент теплопроводности металлической детали, y - длина “V”, которая также называется длиной нагрева при сварке, и v - скорость, при которой металлическая деталь (полоса) проходит через точку сварки, которая также называется скоростью сварки.
Существует функциональная взаимосвязь между электрической опорной глубиной и шириной ЗВТ, когда обе эти величины нормализованы по глубине тепловой диффузии.
Нормализованная электрическая опорная глубина, Zn может быть рассчитана по уравнению (3):
 .
.
Нормализованная ширина ЗВТ, Xn, может быть рассчитана из уравнения (4):
Xn=a 0+a 1Zn+a 2Zn 2+a 3Zn 3.
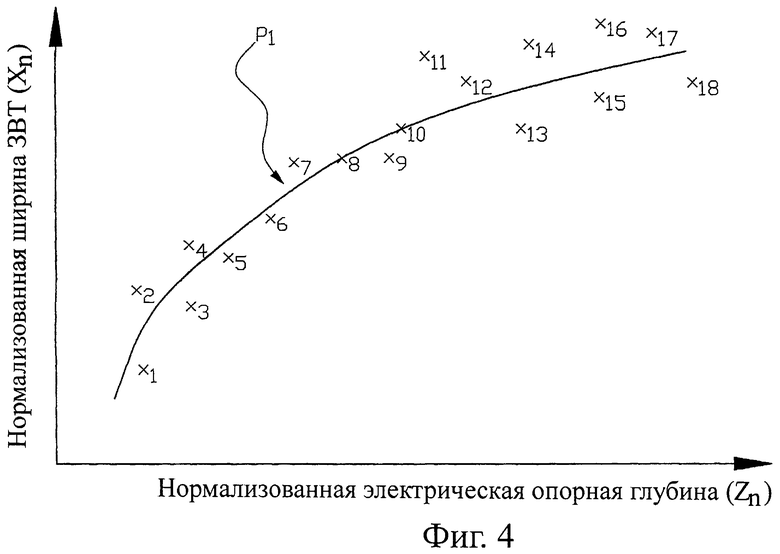
Уравнение (4) или нормализованная ширина многочлена ЗВТ может быть установлена с использованием экспериментальной кузнечной сварки определенных типов металлических материалов. Например, каждая из точек x1-x18 эмпирических данных на фиг.4 представляет нормализованную электрическую опорную глубину (Zn) и соответствующую нормализованную ширину ЗВТ (Xn). Любая соответствующая модель может использоваться для подгонки этих собранных эмпирических данных к кривой. В данном конкретном примере используется соответствующая нелинейная модель подгонки к кривой для подгонки точек данных к уравнению в форме многочлена, соответствующего уравнению (4), как схематично представлено кривой p1 многочлена на фиг.4. Многочлен обычно имеет форму Xn=f(Zn) и коэффициенты а 0, a 1, а 2 и а 3 в уравнении (4) представляют собой коэффициенты, полученные для определенного материала в ходе экспериментов или испытаний, в результате которых получают точки эмпирических данных.
Эффективная мощность сварки, PE, может быть рассчитана из уравнения (5):
PE=H·γ·XE·h·v
где H - энтальпия процесса кузнечной сварки; то есть изменение энтальпии (измеряемой в джоулях, при расчете PЕ в ваттах) металла в процессе кузнечной сварки, в котором температура металла повышается от его температуры до сварки до его температуры сварки;
γ - плотность металла (измеренная в килограммах на кубический метр);
XE - предпочтительная ширина зоны термического влияния (измеряемая в метрах);
h - толщина свариваемого вместе металла (измеряемая в метрах); и
v - скорость металла, свариваемого в точке сварки, или скорость сварки (измеряемая в метрах в секунду).
Одна цель настоящего изобретения состоит в осуществлении кузнечной сварки при использовании устройства кузнечной сварки путем определения предпочтительной ширины зоны термического влияния для сварки и предпочтительной температуры сварки при кузнечной сварке материалов, без знания требуемой рабочей частоты устройства кузнечной сварки или установки рабочей мощности.
Другая цель настоящего изобретения состоит в установке рабочей частоты и установке рабочей мощности устройства для кузнечной сварки в процессе кузнечной сварки, для получения требуемой сварки без ввода установок частоты и мощности оператором устройства кузнечной сварки.
Сущность изобретения
В одном аспекте настоящее изобретение представляет собой систему управления кузнечной сваркой. Система содержит устройство для кузнечной сварки, связанный с ним компьютер и одно или более компьютерных запоминающих устройств, при этом компьютер запрограммирован с возможностью осуществления процесса самостоятельной настройки для расчета рабочей частоты и рабочей мощности устройства кузнечной сварки при введении в компьютер параметров сварки в виде предпочтительной ширины зоны термического влияния и предпочтительной температуры сварки с учетом исходных параметров свариваемых материалов и/или параметров устройства кузнечной сварки.
В другом аспекте настоящее изобретение представляет собой способ управления кузнечной сваркой. Способ включает введение в компьютер, связанный с устройством для кузнечной сварки, значений предпочтительной ширины зоны термического влияния и предпочтительной температуры сварки, а также исходных параметров свариваемых материалов и/или параметров устройства кузнечной сварки, и определение рабочей частоты и рабочей мощности устройства кузнечной сварки, при этом регулируют рабочую частоту и рабочую мощность устройства кузнечной сварки путем сравнения полученных значений ширины зоны термического влияния и температуры сварки с введенными предпочтительными их значениями.
Параметры устройства кузнечной сварки, такие как скорость сварки и длина нагрева сварки, а также параметры свариваемых материалов, такие как толщина, плотность и энтальпия, являются справочными для расчета значений рабочей частоты и рабочей мощности.
Другие аспекты изобретения представлены в данном описании и в приложенной формуле изобретения.
Краткое описание чертежей
С целью иллюстрации изобретения на чертежах показана форма, которая в настоящее время является предпочтительной; однако при этом следует понимать, что настоящее изобретение не ограничивается представленными точными схемами и средствами.
На фиг.1(a) иллюстрируется типичная частичная кузнечная сварка с Т-образным соединением, и на фиг.1(b) иллюстрируется типичная кузнечная сварка с соединением встык.
На фиг.2 иллюстрируется типичное формирование трубы с использованием кузнечной сварки противоположных продольных кромок металлической пластины или полосы.
На фиг.3(a) дополнительно иллюстрируются параметры, связанные с кузнечной сваркой противоположных продольных кромок металлической пластины или полосы для формирования трубы.
На фиг.3(b) показан вид в разрезе по линии А-А, обозначенной на фиг.3(a), с иллюстрацией параметров трубы, сформированной с помощью кузнечной сварки.
На фиг.4 представлена типичная графическая иллюстрация нормализованной ширины многочлена ЗВТ, полученного по точкам эмпирических данных.
На фиг.5 иллюстрируется типичная кривая распределения температуры, используемая для расчета ширины ЗВТ.
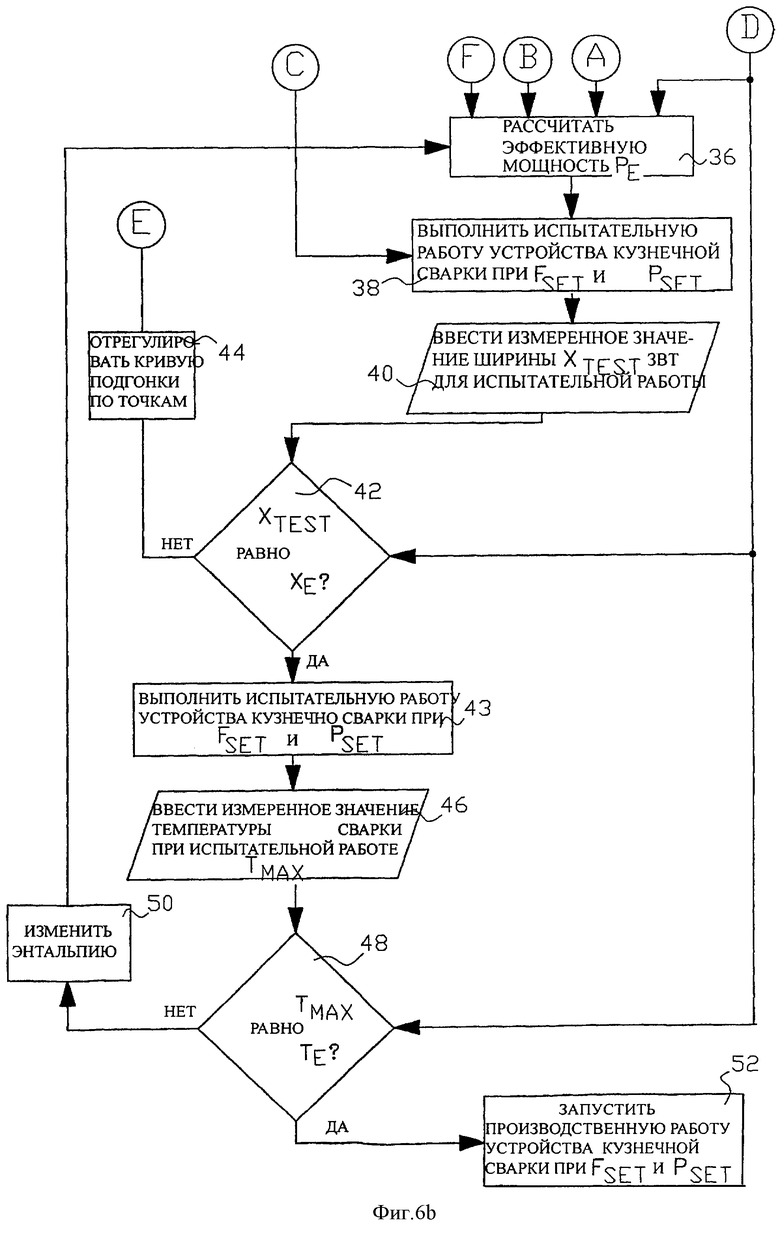
На фиг.6(a) и фиг.6(b) показаны схемы, иллюстрирующие способ определения установок рабочей частоты и рабочей мощности для устройства кузнечной сварки в процессе кузнечной сварки, который основан на введенных значениях ширины ЗВТ и температуры сварки.
Подробное описание изобретения
Фиг.6(a) и фиг.6(b) иллюстрируют неограничивающий пример системы и способа управления рабочих параметров устройства кузнечной сварки в соответствии с настоящим изобретением. Хотя эти система и способ касаются индукционной кузнечной сварки продольных кромок металлической полосы или пластины, при соответствующих модификациях специалист в данной области техники может применить эту систему или способ к любому процессу кузнечной сварки, в котором создается ЗВТ. Процедуры, представленные на чертежах, могут быть воплощены в виде компьютерного программного кода, который подготовлен специалистом в данной области техники и который выполняется на соответствующих вычислительных аппаратных средствах, включая, но без ограничений, процессоры, запоминающие устройства, и устройства ввода и вывода. Термин "металл", используется для простоты описания части или частей материала, свариваемых вместе с помощью кузнечной сварки, включая, но без ограничений, металлические полосы и пластины. Термин "кузнечный сварочный аппарат" или "устройство кузнечной сварки" используется для простоты, для общего описания используемых устройств для кузнечной сварки металла, включающих в себя, но без ограничений, формовочное устройство. Термин "источник питания кузнечной сварки" используется для простоты, для описания в обобщенной форме источника энергии, который нагревает металл для кузнечной сварки, включающего в себя, но без ограничений, электрический индукционный источник питания.
В процедуре 12 параметры материала металла вводят с помощью любого подходящего средства. Например, оператор устройства кузнечной сварки может ввести значение каждого параметра с использованием подходящего устройства ввода, такого как клавиатура, или оператор может ввести код, представляющий определенный материал, для которого значения требуемых параметров сохранены в соответствующем запоминающем устройстве, при этом к этим данным обращается система или процесс в соответствии с настоящим изобретением. Параметры материала могут включать в себя толщину (h) металла; электрическое удельное сопротивление (ρ) металла; относительную магнитную проницаемость (µ) металла; коэффициент (ε) теплопроводности металла; энтальпию (H) металла и плотность (γ) металла.
В процедуре 14 параметры устройства кузнечной сварки вводят с помощью любых подходящих средств. Например, оператор устройства кузнечной сварки может вводить значение для каждого параметра с помощью подходящего устройства ввода, или значения для одного или больше параметров могут вводиться из справочной таблицы значений, сохраненной в соответствующем запоминающем устройстве. Сохраненные значения могут быть основаны на введенных параметрах материала и/или на рабочих параметрах определенного устройства кузнечной сварки, причем к этим данным обращается система или процесс в соответствии с настоящим изобретением. Параметры устройства кузнечной сварки могут включать в себя длину нагрева при сварке и скорость сварки.
В процедуре 16 параметры кузнечной сварки вводят с помощью любого подходящего средства. Например, оператор устройства кузнечной сварки может вводить каждый параметр с помощью подходящего устройства ввода, или один или больше параметров могут быть введены из справочной таблицы значений, сохраненных в соответствующем запоминающем устройстве, после ввода параметров материала и/или рабочих параметрах конкретного устройства сварки. Введенные параметры сварки могут включать в себя предпочтительную ширину ЗВТ (XE) и температуру (TE) точки сварки.
В процедуре 18 значение тепловой опорной глубины для испытания может быть рассчитано из уравнения (2), приведенного выше в данном неограничивающем примере изобретения. В процедуре 20 вводится исходная частота F0 электрической сварки для испытания. Например, если устройство кузнечной сварки, с которым используется данный процесс, имеет рабочий диапазон частот питания от 10 кГц до 100 кГц, то может быть задана исходная частота для испытания и сохранена в соответствующем запоминающем устройстве, например 10 кГц, и она может выводиться из запоминающего устройства. В качестве альтернативы, оператор устройства кузнечной сварки может вручную ввести исходную частоту для испытания через соответствующее устройство ввода. В любом случае, поскольку определение рабочей частоты для выбранной предпочтительной ширины ЗВТ, XE, осуществляется с использованием итеративного процесса, как дополнительно описано ниже, выбор конкретной исходной частоты для испытания не является критическим. В процедуре 22 электрическая опорная глубина для испытания может быть рассчитана из уравнения (1), приведенного выше для этого неограничивающего примера изобретения.
В процедуре 24 нормализованная электрическая глубина Zn для испытания рассчитывается из уравнения (3), приведенного выше в этом неограничивающем примере изобретения. Это значение нормализованной электрической опорной глубины для испытания вводят в процедуре 26, которая рассчитывает соответствующую нормализованную ширину ЗВТ, Xn, для испытания по нормализованной ширине из уравнения ЗВТ (4), приведенного выше в этом
неограничивающем примере изобретения.
В процедуре 28 нормализованное значение ширины ЗВТ, Xn, для испытания преобразуют в рассчитанную ширину ЗВТ, Хс, путем умножения Xn на тепловую опорную глубину для испытания, которая была рассчитана в процедуре 18.
В процедуре 30 рассчитанную ширину ЗВТ сравнивают с ранее введенной предпочтительной шириной, XE. Если Хс не равно XE в пределах какого-либо разрешенного допуска, частоту, F0 для испытания изменяют на новое значение в процедуре 32. Например, если Хс>XE+Δε, где Δε представляет собой значение разрешенного допуска, новое значение F0 для испытания может представлять собой старое значение F0 для испытания плюс выбранное значение исходного приращения при изменении частоты ΔF. И, наоборот, если Xc<XE-Δε, тогда новое значение F0 для испытания будет равно старому значению для испытания или значению F0 минус выбранное исходное значение частоты ΔF. При последующих итерациях величина изменения ΔF частоты при последовательном приращении уменьшается, например, наполовину, в результате чего итеративный процесс в конечном итоге приводит к рассчитанному значению Xc=XE±ε, где ε представляет собой разрешенное значение допуска, если оно используется, для требуемой предпочтительной ширины ЗВТ. Значение F0 для испытания, для которого Xc=XE±ε, устанавливают равным установленной частоте, FSET, в процедуре 34. Любой альтернативный тип подходящего итерационного способа можно использовать для приближения к установленной частоте.
В некоторых примерах изобретения система и способ управления рабочими параметрами устройства кузнечной сварки могут включать в себя определение рабочей частоты устройства кузнечной сварки. В других примерах изобретения система и способ дополнительно включают в себя управление рабочей мощностью устройства кузнечной сварки.
Когда Xc=XE±ε установлено для установленной частоты, FSET, в процедуре 34, эффективную мощность, РЕ, можно рассчитать из уравнения (5), приведенного выше в этом неограничивающем примере изобретения, в процедуре 36, и значение эффективной мощности можно установить равным установленной рабочей мощности PSET. Процедура 38 выполняет испытательную кузнечную сварку при рабочей частоте FSET и рабочей мощности PSET. Фактическую ширину ЗВТ, XTEST, измеренную по результатам испытаний, вводят в процедуре 40 из соответствующего измерительного устройства, такого как камера формирования теплового изображения. Анализ теплового изображения позволяет сформировать графическое отображение величины температуры в зависимости от ширины поперечного сечения металла. Например, на фиг.5, максимальная температура, Tmax, возникает в точке сварки и вытягивается от точки сварки в виде, в общем, колокообразной кривой. Для XTEST может быть установлено типичное значение, например, 0,5Tmax, как показано на чертеже. В качестве альтернативы, ширина ЗВТ может быть определена по металлургическим образцам, вырезанным из свариваемой трубы. Форма температурной кривой на фиг.5 и выбор 0,5Tmax в качестве точки температуры границы ширины ЗВТ представляет собой неограничивающий выбор. Для определенного устройства кузнечной сварки и процесса кузнечной сварки могут применяться другие кривые температуры и значения температуры на границе ширины ЗВТ. То есть температурная кривая и граничная температура связаны с процессом кузнечной сварки.
Процедура 42 сравнивает полученное в результате испытания значение ширины ЗВТ, XTEST, с введенной предпочтительной шириной ЗВТ, XE. Если XTEST не равно XE в пределах какого-либо разрешенного допуска, ширину эмпирически подогнанной кривой ЗВТ изменяют с помощью процедуры 44, в которой точка, определенная по Zn и Xn, получается из установленной частоты, FSET, и установленной мощности, PSET, и используют во время испытаний, добавляют к установленным точкам, используемым для генерирования подгонки кривой, и выполняют новый анализ подгонки кривой.
Процедуры 26-42 итеративно повторяют до тех пор, пока полученная в результате испытаний ширина ЗВТ, XTEST, не будет равна введенному значению ширины ЗВТ, XE, в пределах какого-либо разрешенного допуска. Затем процедура 43 продолжает выполнение испытания, и фактическую температуру TMAX точки сварки, полученную в результате испытаний, сравнивают с введенным значением предпочтительной температуры, TE, в точке сварки в процедуре 48. Фактическую температуру точки сварки, полученную в результате испытаний, вводят в процедуре 46, используя подходящий датчик, такой как пирометр. Если TMAX не равна предпочтительной температуре, TE, точки сварки в пределах разрешенного допуска, значение энтальпии (Н) для материала изменяют на новое значение в процедуре 50, и это новое значение эффективной мощности, PE, рассчитывают в процедуре 36. Например, если TMAX>TE+Δε, где Δε представляет собой разрешенное значение допуска, тогда новое значение энтальпии (Н) будет равно старому значению минус выбранное последовательное изменение, ΔН. И, наоборот, если TMAX>TE-Δε, тогда новое значение энтальпии (Н) будет равно старому значению энтальпии (Н) плюс выбранное последовательное изменение, ΔН. При последующих итерациях последовательное изменение энтальпии, ΔН, уменьшается, например, наполовину, в связи с чем итеративный процесс, в конечном итоге, получает расчетное значение TMAX>TE+Δε, где ε представляет собой разрешенное значение допуска, если оно используется для требуемой предпочтительной ширины ЗВТ. Процедуры 36-48 итеративно выполняют до тех пор, пока TMAX=TE±ε, где ε представляет собой разрешенное значение допуска для требуемых предпочтительных значений температуры в точке сварки. Когда это условие удовлетворяется, процедура 52 устанавливает производственный цикл с рабочей частотой сварного кузнечного устройства, FSET, и рабочей мощностью, PSET.
В патентах США №5,902,506 и №5,954,985 раскрыты устройство и способы регулировки частоты и величины мощности источника питания индукционного устройства кузнечной сварки, который можно использовать в процессе настоящего изобретения.
Таким образом, в одном примере системы и способа управления рабочими параметрами устройства кузнечной сварки в соответствии с настоящим изобретением компьютерная программа может использоваться для расчета установок рабочей частоты и рабочей мощности устройства кузнечной сварки в соответствии с введенными значениями ширины зоны термического влияния и введенными значениями температуры сварки. Расчет может быть основан на данных устройства кузнечной сварки и данных параметров свариваемых материалов в процессе кузнечной сварки. Приведенные выше примеры изобретения иллюстрируют некоторые неограничивающие данные устройства кузнечной сварки и данные в отношении параметров одного или больше материалов, которые могут использоваться в системе или способе в соответствии с настоящим изобретением.
Приведенные выше примеры не ограничивают объем раскрытого изобретения. Объем раскрытого изобретения представлен в приложенной формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ импульсно-дуговой сварки плавящимся электродом | 1980 |
|
SU935226A1 |
| Способ сварки плавлением | 1977 |
|
SU721281A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2003 |
|
RU2238828C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2018 |
|
RU2691824C1 |
| Способ электронно-лучевой сварки трудносвариваемых сплавов | 1987 |
|
SU1496958A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2021 |
|
RU2791542C2 |
| Способ электронно-лучевой сварки | 1990 |
|
SU1812031A1 |
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
Изобретения могут быть использованы для кузнечной сварки, в частности, с индукционным источником нагрева. Система управления содержит связанный с устройством для кузнечной сварки компьютер с одним или более компьютерными запоминающими устройствами, который запрограммирован с возможностью осуществления процесса самостоятельной настройки для расчета рабочей частоты и рабочей мощности устройства для кузнечной сварки при введении в компьютер параметров сварки в виде предпочтительной ширины зоны термического влияния и предпочтительной температуры сварки с учетом исходных параметров свариваемых материалов и/или параметров устройства кузнечной сварки. В качестве исходных параметров устройства кузнечной сварки вводят скорость сварки и длину нагрева при сварке, а в качестве параметров свариваемых материалов - толщину, плотность, энтальпию, теплопроводность, удельное электрическое сопротивление и относительную магнитную проницаемость. В соответствии со способом регулируют рабочую частоту и рабочую мощность устройства для кузнечной сварки путем сравнения полученных значений ширины зоны термического влияния и температуры сварки с введенными предпочтительными их значениями. Ширину зоны термического влияния рассчитывают с учетом определения тепловой опорной глубины и электрической опорной глубины. Изобретение обеспечивает регулирование рабочей мощности и частоты устройства для кузнечной сварки в процессе сварки. 4 н. и 19 з.п. ф-лы, 6 ил.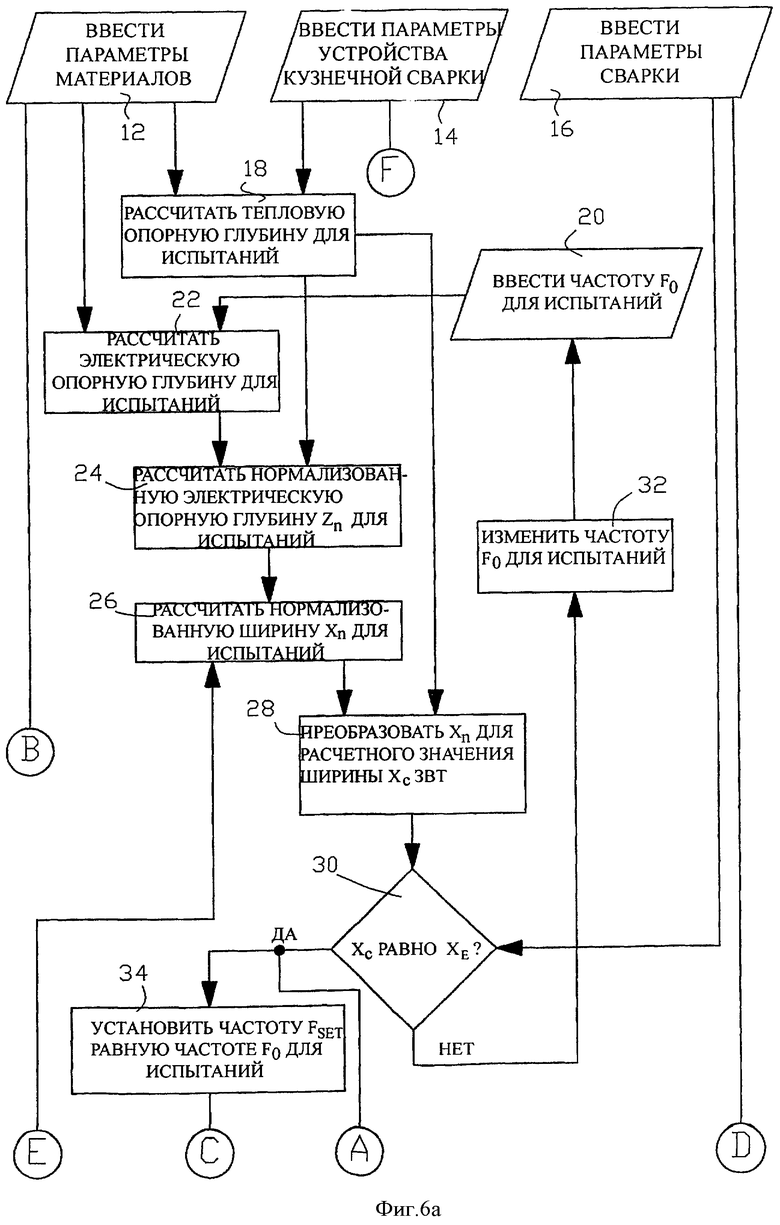
1. Система управления кузнечной сваркой, содержащая связанный с устройством для кузнечной сварки компьютер с одним или более компьютерными запоминающими устройствами, который запрограммирован с возможностью осуществления процесса самостоятельной настройки для расчета рабочей частоты и рабочей мощности устройства для кузнечной сварки при введении в компьютер параметров сварки в виде предпочтительной ширины зоны термического влияния и предпочтительной температуры сварки с учетом исходных параметров свариваемых материалов и/или параметров устройства кузнечной сварки.
2. Система по п.1, в которой одно или более запоминающих устройств выполнено с возможностью сохранения параметров устройства для кузнечной сварки и параметров свариваемых материалов.
3. Система по п.2, в которой параметры устройства для кузнечной сварки содержат скорость сварки и длину нагрева при сварке, а параметры свариваемых материалов - толщину, плотность и энтальпию упомянутых материалов.
4. Система по любому из пп.1-3, в которой для программирования компьютера с возможностью самостоятельной настройки компьютерной программы в нее введены данные измеренной в процессе кузнечной сварки ширины зоны термического влияния и измеренной температуры сварки.
5. Способ управления кузнечной сваркой, включающий введение в связанный с устройством для кузнечной сварки компьютер с одним или более запоминающими устройствами значений предпочтительной ширины зоны термического влияния и предпочтительной температуры сварки, а также исходных параметров свариваемых материалов и/или параметров устройства для кузнечной сварки, и определение рабочей частоты и рабочей мощности устройства для кузнечной сварки, при этом регулируют рабочую частоту и рабочую мощность устройства для кузнечной сварки путем сравнения полученных значений ширины зоны термического влияния и температуры сварки с введенными предпочтительными их значениями.
6. Способ по п.5, в котором параметры устройства для кузнечной сварки содержат скорость сварки, длину нагрева при сварке, а параметры свариваемых материалов - толщину, плотность и энтальпию.
7. Способ по п.5, в котором измеряют ширину зоны термического влияния при кузнечной сварке, измеряют температуру сварки при кузнечной сварке и регулируют рассчитанную рабочую частоту или рабочую мощность в соответствии с измеренной шириной зоны термического влияния и измеренной температурой сварки при сравнении с введенными значениями предпочтительной ширины зоны термического влияния и предпочтительной температуры сварки.
8. Способ по п.5, в котором используют данные о скорости сварки, длине нагрева при сварке, толщине, плотности и энтальпии свариваемых материалов, а также измеряют ширину зоны термического влияния при кузнечной сварке, измеряют температуру сварки при кузнечной сварке и регулируют рассчитанную рабочую частоту или рабочую мощность в соответствии с измеренной шириной зоны термического влияния и измеренной температурой сварки при сравнении с введенным значением предпочтительной ширины зоны термического влияния и введенной предпочтительной температурой сварки.
9. Способ по п.5, в котором используют исходные параметры устройства для кузнечной сварки и исходные параметры свариваемых материалов, данные о скорости сварки, длине нагрева при сварке, толщине, плотности и энтальпии свариваемых материалов, а также измеряют ширину зоны термического влияния при кузнечной сварке, измеряют температуру сварки при кузнечной сварке и регулируют рассчитанную рабочую частоту или рабочую мощность в соответствии с измеренной шириной зоны термического влияния и измеренной температурой сварки при сравнении с введенным значением предпочтительной ширины зоны термического влияния и введенной предпочтительной температурой сварки.
10. Способ управления кузнечной сваркой, включающий определение рабочей частоты устройства для кузнечной сварки, связанного с компьютером и одним или более компьютерными запоминающими устройствами, содержащий этапы, на которых:
(a) вводят исходные параметры материалов, предназначенных для кузнечной сварки;
(b) вводят исходные параметры устройства для кузнечной сварки;
(c) вводят предпочтительную ширину зоны термического влияния;
(d) рассчитывают тепловую опорную глубину при испытании;
(e) вводят рабочую частоту при испытании;
(f) рассчитывают электрическую опорную глубину при испытании;
(g) рассчитывают нормализованную электрическую опорную глубину;
(h) рассчитывают по параметрическому уравнению нормализованную ширину зоны термического влияния при испытании;
(i) преобразуют нормализованную ширину зоны термического влияния при испытании в рассчитанную ширину зоны термического влияния и
(j) сравнивают рассчитанную ширину зоны термического влияния с предпочтительной шириной зоны термического влияния, и если рассчитанная ширина зоны термического влияния равна в пределах разрешенного допуска предпочтительной ширине зоны термического влияния, устанавливают рабочую частоту устройства для кузнечной сварки, равной рабочей частоте при испытании, в противном случае изменяют значение частоты при испытании и выполняют этапы (e)-(j).
11. Способ по п.10, в котором исходные параметры свариваемых материалов содержат теплопроводность, удельное электрическое сопротивление и относительную магнитную проницаемость, а исходные параметры устройства для кузнечной сварки содержат длину нагрева при сварке и скорость сварки.
12. Способ по п.10 или 11, в котором параметрическое уравнение содержит многочлен в виде функции нормализованной ширины зоны термического влияния от нормализованной электрической опорной глубины.
13. Способ по п.10 или 11, который дополнительно содержит этапы, на которых:
(k) рассчитывают эффективную мощность при испытании;
(l) управляют устройством для кузнечной сварки при испытательной работе с указанными рабочей частотой и эффективной мощностью при испытании;
(m) измеряют ширину зоны термического влияния при испытании по результатам испытательной работы;
(n) вводят ширину зоны термического влияния при испытании;
(o) сравнивают ширину зоны термического влияния при испытании с предпочтительной шириной зоны термического влияния, и если ширина зоны термического влияния при испытании равна в пределах разрешенного допуска предпочтительной ширине зоны термического влияния, устанавливают рабочую мощность устройства для кузнечной сварки, равную эффективной мощности при испытании, в противном случае генерируют модифицированное параметрическое уравнение и итеративно выполняют этапы (h)-(o);
(p) управляют устройством для кузнечной сварки при испытательной работе с указанной рабочей частотой и указанной рабочей мощностью;
(q) вводят предпочтительную температуру сварки и
(r) измеряют температуру сварки во время испытательной работы, и если она равна в пределах разрешенного допуска предпочтительной температуре сварки, запускают работу устройства для кузнечной сварки в режиме производства при указанных рабочей частоте и рабочей мощности, в противном случае изменяют значение энтальпии одного или больше материалов и итеративно выполняют этапы (k)-(r).
14. Способ по п.13, в котором исходные параметры материала содержат теплопроводность, электрическое удельное сопротивление, относительную магнитную проницаемость, толщину и энтальпию одного или больше материалов, а исходные параметры устройства для кузнечной сварки содержат длину нагрева при сварке и скорость сварки.
15. Способ по п.14, в котором параметрическое уравнение содержит многочлен в виде функции нормализованной ширины зоны термического влияния от нормализованной электрической опорной глубины.
16. Способ по п.14 или 15, в котором модифицированное параметрическое уравнение формируют путем добавления точки, определенной с помощью нормализованной электрической опорной глубины при испытании и нормализованной ширины зоны термического влияния при испытании, к набору эмпирических точек, используемых для формирования параметрического уравнения по модели подгонки кривой по точкам.
17. Способ по п.10, в котором параметрическое уравнение содержит многочлен в виде функции нормализованной ширины зоны термического влияния от нормализованной электрической опорной глубины, причем способ дополнительно содержит этапы, на которых:
(k) рассчитывают эффективную мощность при испытании;
(l) управляют устройством для кузнечной сварки при испытательной работе с указанными рабочей частотой и эффективной мощностью при испытании;
(m) измеряют ширину зоны термического влияния при испытании по результатам испытательной работы;
(n) вводят ширину зоны термического влияния при испытании;
(o) сравнивают ширину зоны термического влияния при испытании с предпочтительной шириной зоны термического влияния, и если ширина зоны термического влияния при испытании равна в пределах разрешенного допуска предпочтительной ширине зоны термического влияния, устанавливают рабочую мощность устройства для кузнечной сварки, равную эффективной мощности при испытании, в противном случае генерируют модифицированное параметрическое уравнение и итеративно выполняют этапы (h)-(o);
(p) управляют устройством для кузнечной сварки при испытательной работе с указанной рабочей частотой и указанной рабочей мощностью;
(q) вводят предпочтительную температуру сварки и
(r) измеряют температуру сварки во время испытательной работы, и если она равна в пределах разрешенного допуска предпочтительной температуре сварки, запускают работу устройства для кузнечной сварки в режиме производства при указанных рабочей частоте и рабочей мощности, в противном случае изменяют значение энтальпии одного или больше материалов и итеративно выполняют этапы (k)-(r).
18. Способ управления кузнечной сваркой, включающий определение рабочей частоты устройства для кузнечной сварки, связанного с компьютером и одним или более компьютерными запоминающими устройствами, содержащий этапы, на которых:
(a) вводят исходные параметры материалов, предназначенных для кузнечной сварки;
(b) вводят исходные параметры устройства для кузнечной сварки;
(c) вводят предпочтительную ширину зоны термического влияния;
(d) рассчитывают тепловую опорную глубину при испытании;
(e) вводят рабочую частоту при испытании;
(f) рассчитывают электрическую опорную глубину при испытании;
(g) рассчитывают нормализованную электрическую опорную глубину при испытании;
(h) рассчитывают по параметрическому уравнению нормализованную ширину зоны термического влияния при испытании;
(i) преобразуют нормализованную ширину зоны термического влияния при испытании в расчетную ширину зоны термического влияния;
(j) сравнивают расчетную ширину зоны термического влияния с предпочтительной шириной зоны термического влияния, и если расчетная ширина зоны термического влияния равна в пределах разрешенного допуска предпочтительной ширине зоны термического влияния, устанавливают рабочую частоту устройства для кузнечной сварки, равную рабочей частоте при испытании, в противном случае изменяют значение рабочей частоты при испытании и выполняют этапы (e)-(j);
(k) рассчитывают эффективную мощность при испытании;
(l) управляют устройством для кузнечной сварки во время испытательной работы при указанной рабочей частоте и указанной эффективной мощности при испытании;
(m) измеряют ширину зоны термического влияния при испытании по результатам испытательной работы;
(n) вводят значение ширины зоны термического влияния при испытании;
(o) сравнивают ширину зоны термического влияния при испытании с предпочтительной шириной зоны термического влияния, и если ширина зоны термического влияния при испытании равна в пределах разрешенного допуска предпочтительному значению ширины зоны термического влияния, устанавливают рабочую мощность устройства для кузнечной сварки равной указанной эффективной мощности при испытании, в противном случае формируют модифицированное параметрическое уравнение и итеративно выполняют этапы (h)-(o);
(p) управляют устройством для кузнечной сварки при работе во время испытаний при указанной рабочей частоте и указанной рабочей мощности;
(q) вводят предпочтительное значение температуры сварки и
(r) измеряют температуру сварки при работе во время испытаний, и если она равно в пределах разрешенного допуска предпочтительному значению температуры, запускают работу устройства для кузнечной сварки в режиме производства при указанных рабочей частоте и рабочей мощности, в противном случае изменяют значение энтальпии одного или больше материалов и итеративно выполняют этапы (k)-(r).
19. Способ по п.18, в котором исходные параметры материала содержат теплопроводность, электрическое удельное сопротивление, относительную магнитную проницаемость, толщину и энтальпию одного или больше материалов, а параметры устройства для кузнечной сварки содержат длину нагрева при сварке и скорость сварки.
20. Способ по п.18 или 19, в котором параметрическое уравнение содержит многочлен в виде функции нормализованной ширины зоны термического влияния от нормализованной электрической опорной глубины.
21. Способ п.18 или 19, в котором модифицированное параметрическое уравнение формируют путем добавления точки с нормализованной электрической опорной глубиной при испытании и нормализованной шириной зоны термического влияния при испытании к набору эмпирических точек, используемых для формирования параметрического уравнения по модели подгонки кривой по точкам.
22. Способ по п.18, в котором параметрическое уравнение содержит многочлен в виде функции нормализованной ширины зоны термического влияния от нормализованной электрической опорной глубины, а модифицированное параметрическое уравнение формируют путем добавления точки с нормализованной электрической опорной глубиной при испытании и нормализованной шириной зоны термического влияния при испытании к набору эмпирических точек, используемых для формирования параметрического уравнения по модели подгонки кривой по точкам.
23. Способ по п.18, в котором исходные параметры свариваемых материалов содержат теплопроводность, электрическое удельное сопротивление, относительную магнитную проницаемость, толщину и энтальпию, исходные параметры устройства для кузнечной сварки содержат длину нагрева при сварке и скорость сварки, при этом параметрическое уравнение содержит многочлен в виде функции нормализованной ширины зоны термического влияния от нормализованной электрической опорной глубины, а модифицированное параметрическое уравнение формируют путем добавления точки с нормализованной электрической опорной глубиной при испытании и нормализованной шириной зоны термического влияния при испытании к набору эмпирических точек, используемых для формирования параметрического уравнения по модели подгонки кривой по точкам.
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1981 |
|
SU988496A1 |
| Способ автоматического управления процессом высокочастотной сварки | 1980 |
|
SU893463A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1984 |
|
SU1186434A1 |
| US 5889262 A, 30.03.1999 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

