Изобретение относится к области электротехники и может быть использовано для диагностики и контроля работы электрических машин при проведении профилактических испытаний и ремонта. Преимущественной областью применения способа является диагностика и контроль замыканий листов активной стали сердечника электрических машин. Периодический контроль замыканий листов активной стали сердечника электрических машин особенно актуален для электрических машин, находящихся в эксплуатации более 15 лет.
Федеральный закон "Об энергосбережении и о повышении энергетической эффективности и о внесении изменений в отдельные законодательные акты Российской Федерации" (от 23.11.2009 №261-ФЗ), Распоряжение Правительства РФ №1830 "План мероприятий по энергосбережению и повышению энергетической эффективности в Российской Федерации, направленных на реализацию ФЗ №261-ФЗ") регламентируют мероприятия по энергосбережению системы электроснабжения и электропотребления, основными элементами которой являются электрические машины. Энергосбережение в электрических системах непосредственно связано с диагностикой и контролем неисправностей и повреждений электрических машин, одной из таких неисправностей является замыкание листов активной стали сердечника, которое может создавать дополнительные потери электрической энергии в электрических машинах, условия небезопасной эксплуатации электрических машин - все это увеличивает вероятность возникновения аварийного выхода из строя дорогостоящего электрооборудования.
В настоящее время выявление замыканий листов активной стали сердечника электрических машинах производится при ремонте визуальным осмотром отдельных частей электрических машин.
Известен способ, предназначенный для ремонта опорной шейки ротора турбогенератора [1]. Согласно изобретению осуществляют базирование инструментального узла относительно оси ротора посредством сканирования шейки ротора с помощью лазерных сканеров путем ввода в них результата полученной погрешности. В способе используется принцип сканирования с помощью лазерных сканеров одного из элементов электрической машины (шейки ротора). Этот способ выбран в качестве аналога.
В способе [1] предварительно инструментальный узел взвешивают относительно плоскости разъема собственных подшипников ротора, дефектную шейку разделяют, по меньшей мере, на два участка по длине и осуществляют замеры некруглости шейки с фиксацией полученных результатов, по замерам некруглости двух крайних участков определяют погрешность биения шейки ротора от номинального размера диаметра и осуществляют базирование инструментального узла относительно оси ротора посредством сканирования шейки ротора с помощью лазерных сканеров путем ввода в них результата полученной погрешности, затем "встраивают" ось продольной подачи инструментального узла в ось ротора, жестко фиксируют инструментальный узел и осуществляют механическую обработку. Технический результат от использования данного изобретения состоит в упрощении технологии и повышении качества ремонта с одновременным снижением трудозатрат путем обеспечения ремонта шеек ротора без его демонтажа из опорных подшипников.
Недостаток аналога - его непригодность для диагностики и контроля замыканий листов активной стали сердечника электрических машин.
Известен способ диагностики и контроля замыкания листов активной стали сердечников электрических машин, основанный на создании кольцевого потока с малой индукцией и измерении его искажений путем сканирования всей поверхности расточки с помощью электромагнитного индуктивного датчика, при этом измеряют сдвиг фаз между напряжением в измерительном датчике и напряжением, наводимым кольцевым магнитным потоком в опорном датчике (RU Заявка на изобретение №94029969/07, 09.08.1994) [2]. Этот способ выбран в качестве прототипа.
Недостаток прототипа - недостаточная чувствительность и точность сканирования всей поверхности сердечника с помощью электромагнитного индуктивного датчика [2].
Отсутствие способов диагностики и контроля замыканий листов активной стали сердечника электрических машин, приводит к повышению потери электрической энергии, к появлению условий небезопасной эксплуатации электрических машин и увеличивает вероятность возникновения аварийного выхода из строя дорогостоящего электрооборудования.
Задача предлагаемого технического решения - устранение указанного недостатка.
Технический результат- повышение достоверности диагностики и контроля замыканий листов активной стали сердечника электрических машин при проведении профилактических испытаний и ремонта.
Технический результат достигается тем, что способ диагностики и контроля замыкания листов активной стали сердечников электрических машин путем сканирования согласно изобретения производится путем лазерного сканирования в диапазоне длинных волн 300-1500 нм, контроль состояния листов электротехнической стали осуществляется с помощью анализатора колебаний интенсивности рассеянного в сердечнике лазерного излучения, диагностическим признаком является изменение амплитуды колебаний интенсивности излучения, рассеянного в диагностируемом участке сердечника, контроль повреждения состояния листов электротехнической стали осуществляется путем измерения амплитуды колебаний интенсивности излучения, рассеянного в сердечнике, а диагностика степени повреждения состояния листов электротехнической стали осуществляется путем сравнительного анализа результата полученной погрешности измерения амплитуды колебаний интенсивности излучения, рассеянного в исправном сердечнике, и амплитуды колебаний интенсивности излучения, рассеянного в испытуемом сердечнике.
На чертеже представлена функциональная схема способа диагностики и контроля замыкания листов активной стали сердечников электрических машин, где обозначено: испытуемый сердечник электрической машины 1, лазерный сканер 2, анализатор колебаний интенсивности рассеянного в сердечнике лазерного излучения 3.
Осуществление способа.
Лазерный сканер 2 обеспечивает диагностику замыкания листов активной стали сердечников электрической машины путем лазерного сканирования сердечника в диапазоне длинных волн 300-1500 нм.
Контроль состояния листов электротехнической стали осуществляется с помощью анализатора 3 колебаний интенсивности рассеянного в сердечнике лазерного излучения путем измерения амплитуды колебаний интенсивности излучения, рассеянного в сердечнике электрической машины 1, а диагностика степени повреждения состояния листов электротехнической стали осуществляется путем сравнительного анализа результата полученной погрешности измерения амплитуды колебаний интенсивности излучения, рассеянного в исправном сердечнике электрической машины 1, и амплитуды колебаний интенсивности излучения, рассеянного в испытуемом сердечнике.
Использование способа для диагностики замыканий листов активной стали сердечника электрических машин путем лазерного сканирования, обладающего совокупностью указанных признаков, позволяет оперативно производить диагностику и контроль замыканий листов активной стали сердечника электрических машин. Эти диагностические признаки отражают состояние листов активной стали сердечника электрических машин более достоверно, чем аналогичные устройства, а возрастание амплитуды колебаний интенсивности излучения позволяет своевременно обнаруживать появление их дефектов и предотвратить выход из строя дорогостоящего электрооборудования.
Литература
1. Заявка на изобретение №2000106422/09 РФ, МПК Н02К 15/00, Н02К 15/16. Способ ремонта опорной шейки ротора турбоагрегата / Бычков Н.Г. (RU), Лепешкин А.Р. (RU), Першин А.В. (RU).
2. Заявка на изобретение №94029969 РФ, МПК Н02К 15/02. Способ контроля замыкания листов стали сердечников электрических машин и устройство для его осуществления / Бережанский В.Б., Моисеев А.В., Ростик Г.В. // Б.И., 2000.
Изобретение относится к области электротехники и может быть использовано для диагностики и контроля работы электрических машин при проведении профилактических испытаний и ремонта. Технический результат: повышение достоверности диагностики и контроля замыканий листов активной стали сердечника электрических машин при проведении профилактических испытаний и ремонта. Способ диагностики и контроля замыкания листов активной стали сердечников электрических машин путем сканирования согласно изобретения производится путем лазерного сканирования в диапазоне длинных волн 300-1500 нм, контроль состояния листов электротехнической стали осуществляется с помощью анализатора колебаний интенсивности рассеянного в сердечнике лазерного излучения, диагностическим признаком является изменение амплитуды колебаний интенсивности излучения, рассеянного в диагностируемом участке сердечника, контроль повреждения состояния листов электротехнической стали осуществляется путем измерения амплитуды колебаний интенсивности излучения, рассеянного в сердечнике, а диагностика степени повреждения состояния листов электротехнической стали осуществляется путем сравнительного анализа результата полученной погрешности измерения амплитуды колебаний интенсивности излучения, рассеянного в исправном сердечнике, и амплитуды колебаний интенсивности излучения, рассеянного в испытуемом сердечнике. 1 ил.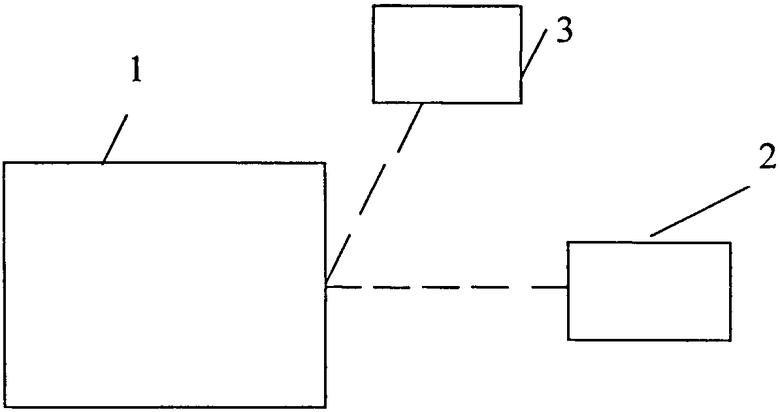
Способ диагностики и контроля замыкания листов активной стали сердечников электрических машин путем сканирования, отличающийся тем, что диагностика сердечника производится путем лазерного сканирования в диапазоне длинных волн 300-1500 нм, контроль состояния листов электротехнической стали осуществляется с помощью анализатора колебаний интенсивности рассеянного в сердечнике лазерного излучения, диагностическим признаком является изменение амплитуды колебаний интенсивности излучения, рассеянного в диагностируемом участке сердечника, контроль повреждения состояния листов электротехнической стали осуществляется путем измерения амплитуды колебаний интенсивности излучения, рассеянного в сердечнике, а диагностика степени повреждения состояния листов электротехнической стали осуществляется путем сравнительного анализа результата полученной погрешности измерения амплитуды колебаний интенсивности излучения, рассеянного в исправном сердечнике, и амплитуды колебаний интенсивности излучения, рассеянного в испытуемом сердечнике.
| СПОСОБ КОНТРОЛЯ ЗАМЫКАНИЯ ЛИСТОВ АКТИВНОЙ СТАЛИ СЕРДЕЧНИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2082274C1 |
| СПОСОБ РЕМОНТА ОПОРНОЙ ШЕЙКИ РОТОРА ТУРБОАГРЕГАТА | 2000 |
|
RU2171528C1 |
| US 4300078 А, 10.11.1981 | |||
| КОМБИНИРОВАННЫЙ ЗАХВАТ ДЛЯ ТРЕНАЖЕРА | 2006 |
|
RU2407577C2 |

