Область изобретения
[0001] Настоящее изобретение относится к устройству для лазерной обработки и к способу лазерного облучения, в котором магнитные домены регулируют путем воздействия лазерным лучом на лист электротехнической стали с ориентированной структурой, используемый для сердечников трансформаторов, и т.п.
Приоритет испрашивается по Японской патентной заявке № 2012-246305 от 8 ноября 2012 г., содержание которой включено в настоящее описание в виде ссылки.
Описание уровня техники
[0002] Лист электротехнической стали с ориентированной структурой обладает характеристикой, допускающей проникновение магнитных силовых линий относительно направления прокатки, в ходе изготовления стального листа (имеющего направление легкого намагничивания вдоль направления прокатки) (также называемого впредь листом электротехнической стали со структурой, ориентированной в одном направлении), и используется в качестве материала, составляющего железный сердечник электрических устройств, таких как трансформатор и ротатор. В листе электротехнической стали с направленной ориентацией, используемом для железных сердечников, существует запрос на снижение потерь энергии (потерь в сердечнике) в ходе намагничивания. В частности, за последнее время, в ответ на усиление глобального потепления, возник мировой спрос на энергосбережение в электрических устройствах. В результате, является желательным устойчивое производство листов электротехнической стали с направленной ориентацией, в которых потери в сердечнике снижены, насколько возможно.
[0003] Потери в сердечнике подразделяются на потери на вихревые токи и потери на гистерезис. Кроме того, потери на вихревые токи могут быть подразделены на классические потери на вихревые токи и аномальные потери на вихревые токи. Для снижения классических потерь на вихревые токи, был обеспечен тонкий лист электротехнической стали с ориентированной структурой, имеющий изоляционную пленку на поверхности листа. В качестве листа электротехнической стали с ориентированной структурой, имеющей сформированную на нем изоляционную пленку, например, как описано в Патентном документе 1, был предложен и введен в практическое применение стальной лист, имеющий двухслойную структуру, в котором поверхность базового стального листа (металлическая секция) покрыта стеклянной пленкой, а стеклянная пленка покрыта изоляционной пленкой.
[0004] В дополнение, для подавления аномальных потерь на вихревые токи, например, как описано в патентных документах 2 и 3, был предложен лазерный способ контроля магнитного домена, в котором лазерный луч фокусируется и испускается выше изоляционной пленки, а электротехнический стальной лист сканируют по существу в направлении ширины электротехнического стального листа лазерным лучом (то есть, в направлении, по существу перпендикулярном направлению прокатки), таким образом, чтобы была обеспечена область, периодически имеющая остаточное напряжение в направлении прокатки, со снижением, таким образом, размера магнитного домена. Согласно лазерному способу контроля магнитного домена, сканирование и облучение лазерным лучом обеспечивает изменение температуры во времени, имеющее сильный температурный градиент относительно направления толщины листа к области самого внешнего слоя стального листа, причем изменение температуры во времени генерирует поверхностное напряжение, поверхностное напряжение порождает замыкающие домены, замыкающие домены уменьшают расстояния между 180-градусными доменными границами, и, в частности, снижаются аномальные потери на вихревые токи.
[0005] Замыкающие домены, привносимые за счет лазерного контроля магнитных доменов, снижают расстояние между 180-градусными доменными границами и понижают аномальные потери на вихревые токи, но также вызывают повышение потерь на гистерезис. Поэтому с точки зрения снижения общих потерь в сердечнике, является эффективным сужение ширины замыкающих доменов. В качестве изобретения, следующего этой технической идее, имеется, например, Патентный документ 3, раскрывающий способ, в котором сильное напряжение создается в узкой области, с использованием лазерного луча с волной типа TEM00 (т.е. поперечной электромагнитной волной, TEM), обладающего исключительной фокусируемостью, и получаются узкие замыкающие домены, обладающие достаточной интенсивностью.
[0006] Тем не менее, на этапе лазерного облучения в лазерном способе контроля магнитного домена магнитные домены регулируют путем формирования изоляционной пленки на стеклянной пленке и излучения лазерного луча выше изоляционной пленки. Однако, в этом способе имели место случаи, в которых облучение лазерным лучом повышало температуру, и повышение температуры порождает трещины в изоляционной пленке и в стеклянной пленке. Здесь, трещины относятся к повреждениям пленки, таким как шелушение, подъем, изменение свойств и изменение цвета изоляционной пленки и стеклянной пленки. В случае, в котором трещины образуются в стеклянной пленке, металлическая секция ниже пленки оказывается обнаженной наружу, и возникает опасение, что может образоваться ржавчина. Поэтому в случае, когда трещины образуются в стеклянной пленке, необходимо нанести изоляционную пленку снова. В таком случае, добавление этапа повышает расходы на изготовление.
[0007] При изготовлении листа электротехнической стали с ориентированной структурой, осуществляют множество термических обработок, и, таким образом, возникают случаи, при которых структура поверхности раздела или толщина стеклянной пленки или изоляционной пленки становится неравномерной в направлении прокатки и в направление ширины металлической секции стального листа. В результате, имели место случаи, в которых, даже когда параметры лазерной обработки отрегулированы, становится сложным подавлять образование трещин в стеклянной пленке по всему стальному листу.
Список патентов
[0008] [Патентный документ 1] Японская нерассмотренная патентная заявка, первая публикация № 2007-119821
[Патентный документ 2] Японская нерассмотренная патентная заявка, первая публикация № S59-33802
[Патентный документ 3] Инструкция по Международной заявке № WО 2004/083465
[Патентный документ 4] Японская рассмотренная патентная заявка, вторая публикация № HI-51527
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Проблемы, решаемые изобретением
[0009] Как было описано выше, для эффективного изготовления листа электротехнической стали с ориентированной структурой, имеющего низкие потери в сердечнике, необходимо подавить образование трещин в стеклянной пленке и сформировать узкие замыкающие домены, обладающие достаточной интенсивностью в металлической секции стального листа. Однако подавление трещинообразования и образования замыкающих доменов являются конфликтующими концепциями. То есть для образования узких и глубоких замыкающих доменов, является эффективным повышение градиента распределения температур относительно направления толщины листа, который формируется вблизи самого внешнего слоя стального листа в ходе сканирования и облучения лазером. Однако, когда температурный градиент велик, температура на облученной лазерным лучом секции на стальной поверхности листа становится высокой, и, таким образом, риск образования трещин в стеклянной пленке возрастает. Таким образом, возникает спрос на оптимизацию условий лазерного облучения, принимая во внимание вышеописанное противоречие, но технологии, в достаточной мере пригодные для удовлетворения обоих требований, еще не были обнаружены.
[0010] Например, когда магнитные домены регулируют, с использованием лазерного луча с волной типа TEM00, раскрытого в Патентном документе 3, можно сформировать узкие замыкающие домены 10, обладающие достаточной интенсивностью, из-за высокой фокусируемости, которая характерна для волны типа TEM00, и распределением температур, при котором температура становится высокой в средней секции. Тем не менее, в этом способе, поскольку интенсивность луча высока вблизи центра, по сравнению со случаем, когда волна колебаний TEM00 еще не используется, возникает проблема, состоящая в том, что возникает вероятность появления трещин. В качестве способа для подавления образования вышеописанных трещин, например, Патентный документ 4 раскрывает способ, в котором лучу придана эллиптическая форма, длинная в направлении сканирования лазерного луча. Однако, согласно способу, в котором используется лазерный луч, имеющий вышеописанную эллиптическую форму, при подавлении трещинообразования, время нагрева становится длительным. Поэтому имеет место тенденция, при которой ширина замыкающих доменов становится большой, из-за влияния теплопроводности в направлении, перпендикулярном направлению сканирования лазерного луча, и возникает проблема, состоящая в том, что снижение потерь в сердечнике затрудняется.
[0011] Настоящее изобретение было создано, принимая во внимание вышеописанные проблемы. Задачей настоящего изобретения является обеспечение устройства для лазерной обработки и способа лазерного облучения, в котором возможно подавление трещинообразования в стеклянной пленке, при снижении потерь в сердечнике листа электротехнической стали с ориентированной структурой.
Способы для решения проблемы
[0012] (1) То есть согласно аспекту настоящего изобретения обеспечено устройство для лазерной обработки для снижения размера магнитного домена листа электротехнической стали с ориентированной структурой путем фокусирования лазерного луча на листе электротехнической стали с ориентированной структурой и сканирования листа электротехнической стали с ориентированной структурой в направлении сканирования лазерным лучом, включающая в себя лазерный генератор, испускающий лазерный луч; и блок лазерного облучения, наводящий лазерный луч, передаваемый из лазерного генератора, на лист электротехнической стали с ориентированной структурой, причем блок лазерного облучения обладает структурой, обеспечивающей распределение интенсивности лазерного луча, сфокусированного на листе электротехнической стали с ориентированной структурой, представленной на поперечном разрезе, в направлении, перпендикулярном направлению сканирования на листе электротехнической стали с ориентированной структурой, таким образом, чтобы удовлетворялось соотношение Ib/Ia≤2, где, когда интеграл распределения интенсивности рассчитывают из центроида распределения интенсивности в каждом из направлений, - в первом и во втором, оба из которых перпендикулярны направлению сканирования, Ra1 представляет собой расстояние между центроидом распределения интенсивности и позицией, при которой значение интегрирования интенсивности, полученное из центроида распределения интенсивности в первом направлении, составляет 43% от общего значения интегрирования интенсивности, Ra2 представляет собой расстояние между центроидом распределения интенсивности и позицией, при которой значение интегрирования интенсивности, полученное из центроида распределения интенсивности во втором направлении, составляет 43% от общего значения интегрирования интенсивности, интенсивность луча Ia1 представляет собой интенсивность, соответствующую Ra1, интенсивность луча Ia2 представляет собой интенсивность, соответствующую Ra2, Ia представляет собой среднее значение интенсивности луча Ia1 и интенсивность луча Ia2, а Ib представляет собой интенсивность лазерного луча в центроиде распределения интенсивности.
[0013] (2) В устройстве для лазерной обработки согласно (1), кроме того, структура блока лазерного облучения обеспечивает распределение интенсивности по направлению C лазерного луча, сфокусированного на листе электротехнической стали с ориентированной структурой, представленной на поперечном разрезе, в направлении сканирования на листе электротехнической стали с ориентированной структурой, таким образом, чтобы удовлетворялось соотношение 1,5≤Id/Ic≤10, где, когда интеграл распределения интенсивности по направлению C рассчитывают из центроида распределения интенсивности по направлению C по каждому из направлений, - по третьему и четвертому, оба из которых простираются вдоль направления сканирования, Rс1 представляет собой расстояние между центроидом распределения интенсивности по направлению C и позицией, при которой значение интегрирования интенсивности, полученное из центроида распределения интенсивности по направлению C, по третьему направлению, составляет 43% от общего значения интегрирования интенсивности по направлению C, Rс2 представляет собой расстояние между центроидом распределения интенсивности по направлению C и позицией, при которой значение интегрирования интенсивности, полученное из центроида распределения интенсивности по направлению C, по четвертому направлению, составляет 43% от общего значения интегрирования интенсивности по направлению C, интенсивность луча Ic1 представляет собой интенсивность, соответствующую Rс1, интенсивность луча Ic2 представляет собой интенсивность, соответствующую Rс2, Ic представляет собой среднее значение интенсивности луча Ic1 и интенсивности луча Iс2, а Id представляет собой интенсивность лазерного луча в центроиде распределения интенсивности по направлению C.
[0014] (3) В устройстве для лазерной обработки согласно (1) или (2), Ib/Ia может находиться в пределах диапазона 1,0-2,0.
[0015] (4) В устройстве для лазерной обработки по любому из п.п. (1)-(3), когда среднее значение от Ra1 и Ra2 представлено виде Ra, Ra может находиться в пределах диапазона 5-100 мкм.
[0016] (5) В устройстве для лазерной обработки согласно (4) Ra может находиться в пределах диапазона 5-60 мкм.
[0017] (6) В устройстве для лазерной обработки по любому из п.п. (1)-(5), когда длина волны лазерного луча отображается как λ в единицах мкм, произведение параметров луча для лазерного луча, сфокусированного на листе электротехнической стали с ориентированной структурой, может находиться в пределах диапазона λ/π - 10 мм⋅мрад.
[0018] (7) В устройстве для лазерной обработки по любому из п.п. (1)-(6), лазерный генератор может представлять собой волоконный лазер или дисковый лазер.
[0019] (8) В устройстве для лазерной обработки по любому из пп. (1)-(7) форма пятна лазерного луча, сфокусированного на листе электротехнической стали с ориентированной структурой, может представлять собой эллипс, а направление короткой оси эллипса может быть перпендикулярно направлению сканирования.
[0020] (9) Согласно другому аспекту настоящего изобретения обеспечен способ лазерного облучения, включающий в себя этап лазерного облучения для снижения размера магнитного домена листа электротехнической стали с ориентированной структурой, путем фокусирования лазерного луча на листе электротехнической стали с ориентированной структурой и сканирования листа электротехнической стали с ориентированной структурой в направлении сканирования лазерным лучом, причем Ib/Ia равно 2,0 или менее, при распределении интенсивности лазерного луча, сфокусированного на листе электротехнической стали с ориентированной структурой, представленной на поперечном разрезе, в направлении, перпендикулярном направлению сканирования на листе электротехнической стали с ориентированной структурой, где, когда интеграл распределения интенсивности рассчитывают из центроида распределения интенсивности в каждом из направлений, - в первом и во втором, оба из которых перпендикулярны направлению сканирования, Ra1 представляет собой расстояние между центроидом распределения интенсивности и позицией, при которой значение интегрирования интенсивности, полученное из центроида распределения интенсивности в первом направлении, составляет 43% от общего значения интегрирования интенсивности, Ra2 представляет собой расстояние между центроидом распределения интенсивности и позицией, при которой значение интегрирования интенсивности, полученное из центроида распределения интенсивности во втором направлении, составляет 43% от общего значения интегрирования интенсивности, интенсивность луча Ia1 представляет собой интенсивность, соответствующую Ra1, интенсивность луча Ia2 представляет собой интенсивность, соответствующую Ra2, Ia представляет собой среднее значение интенсивности луча Ia1 и интенсивность луча Ia2, а Ib представляет собой интенсивность лазерного луча в центроиде распределения интенсивности.
[0021] (10) В способе лазерного облучения согласно (9), кроме того, Id/Ic попадает в диапазон 1,5-10 при распределении интенсивности по направлению C лазерного луча, сфокусированного на листе электротехнической стали с ориентированной структурой, представленной на поперечном разрезе, в направлении сканирования на листе электротехнической стали с ориентированной структурой, где, когда интеграл распределения интенсивности по направлению C рассчитывают из центроида распределения интенсивности по направлению C по каждому из направлений, - по третьему и четвертому, оба из которых простираются вдоль направления сканирования, Rс1 представляет собой расстояние между центроидом распределения интенсивности по направлению C и позицией, при которой значение интегрирования интенсивности, полученное из центроида распределения интенсивности по направлению C, по третьему направлению, составляет 43% от общего значения интегрирования интенсивности по направлению C, Rс2 представляет собой расстояние между центроидом распределения интенсивности по направлению C и позицией, при которой значение интегрирования интенсивности, полученное из центроида распределения интенсивности по направлению C, по четвертому направлению, составляет 43% от общего значения интегрирования интенсивности по направлению C, интенсивность луча Ic1 представляет собой интенсивность, соответствующую Rс1, интенсивность луча Iс2 представляет собой интенсивность, соответствующую Rс2, Ic представляет собой среднее значение интенсивности луча Ic1 и интенсивности луча IC2, а Id представляет собой интенсивность лазерного луча в центроиде распределения интенсивности по направлению C.
Эффекты изобретения
[0022] Согласно вышеописанным аспектам настоящего изобретения становится возможным подавлять трещинообразование в стеклянной пленке, при снижении потерь в сердечнике листа электротехнической стали с ориентированной структурой.
Краткое описание чертежей
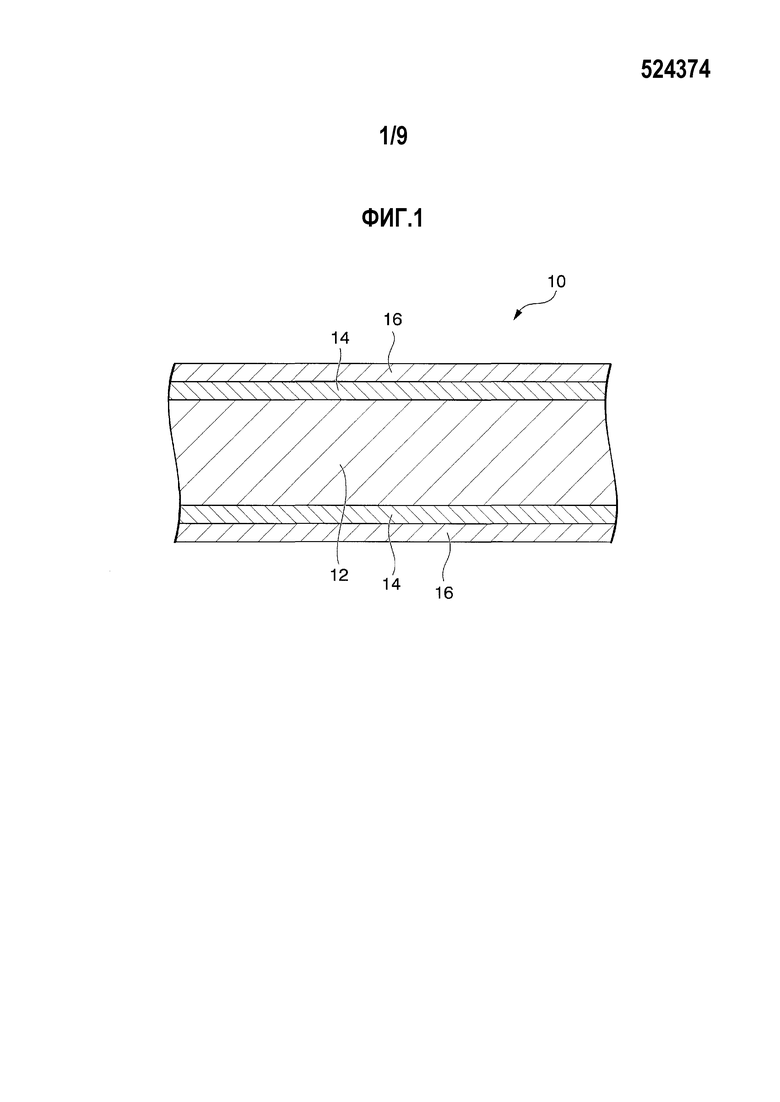
[0023] Фиг. 1 представляет собой поперечный разрез листа 10 электротехнической стали с ориентированной структурой согласно настоящему варианту реализации.
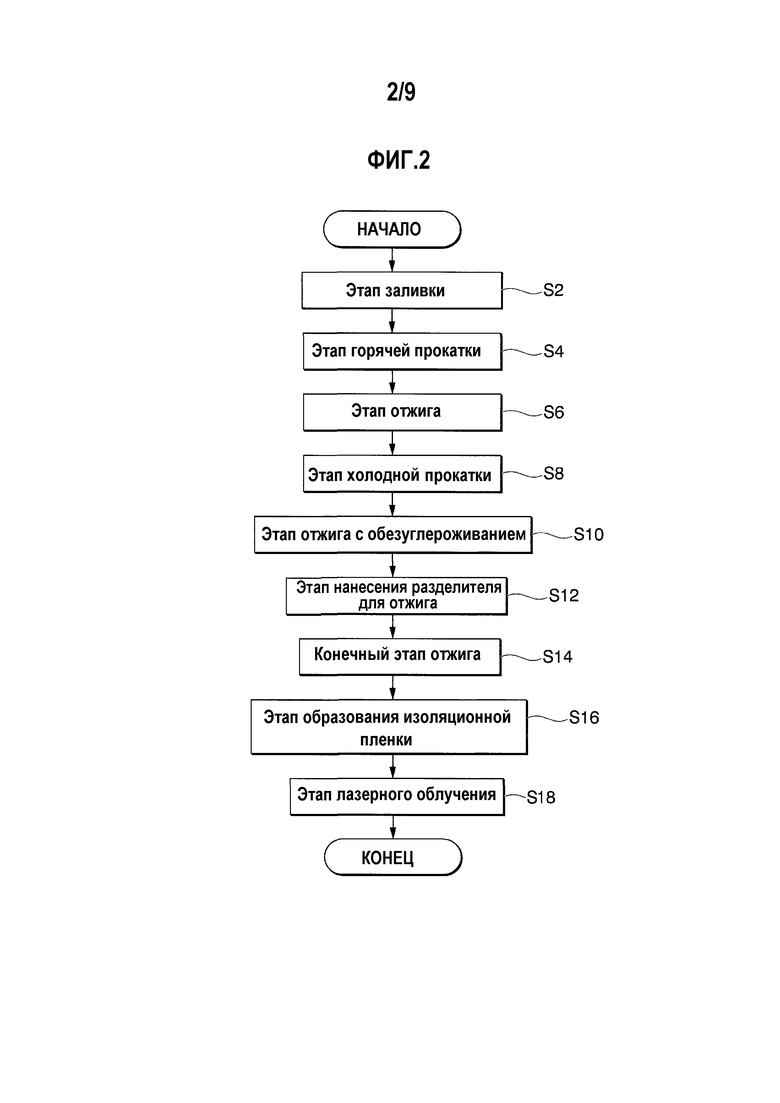
Фиг. 2 представляет собой блок-схему, показывающую пример этапа для изготовления листа 10 электротехнической стали с ориентированной структурой согласно настоящему варианту реализации.
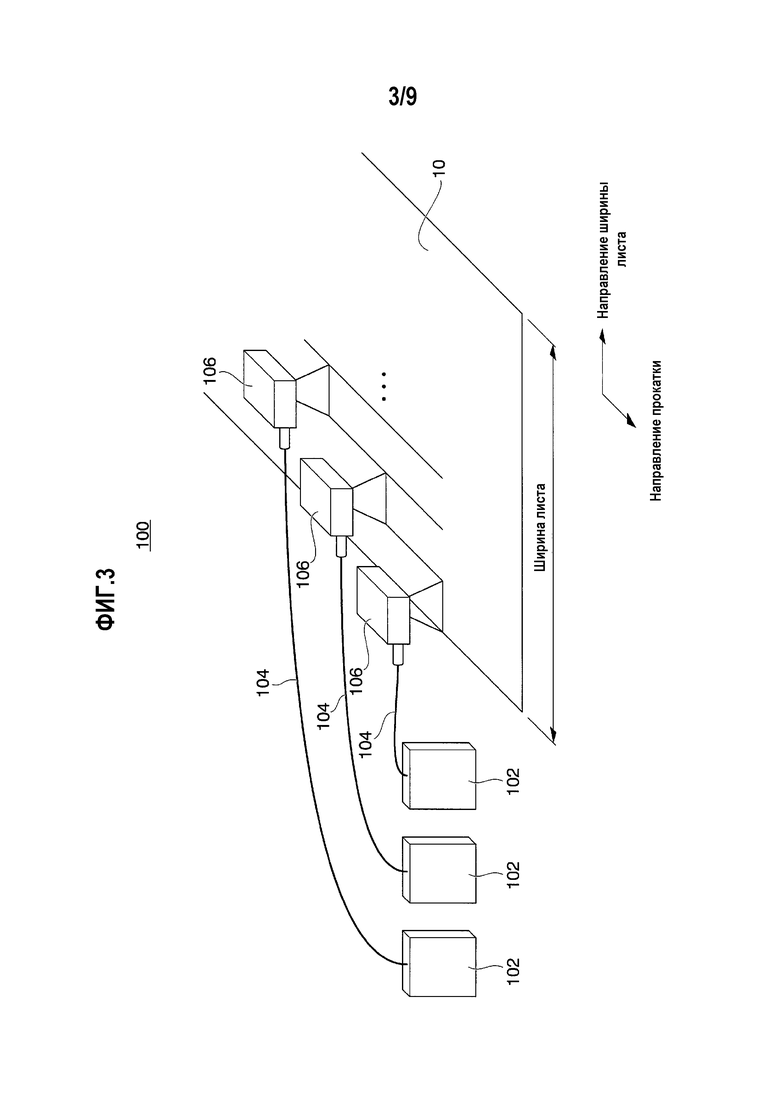
Фиг. 3 представляет собой схематическое изображение, показывающее состав примерной установки для лазерной обработки 100 согласно настоящему варианту реализации.
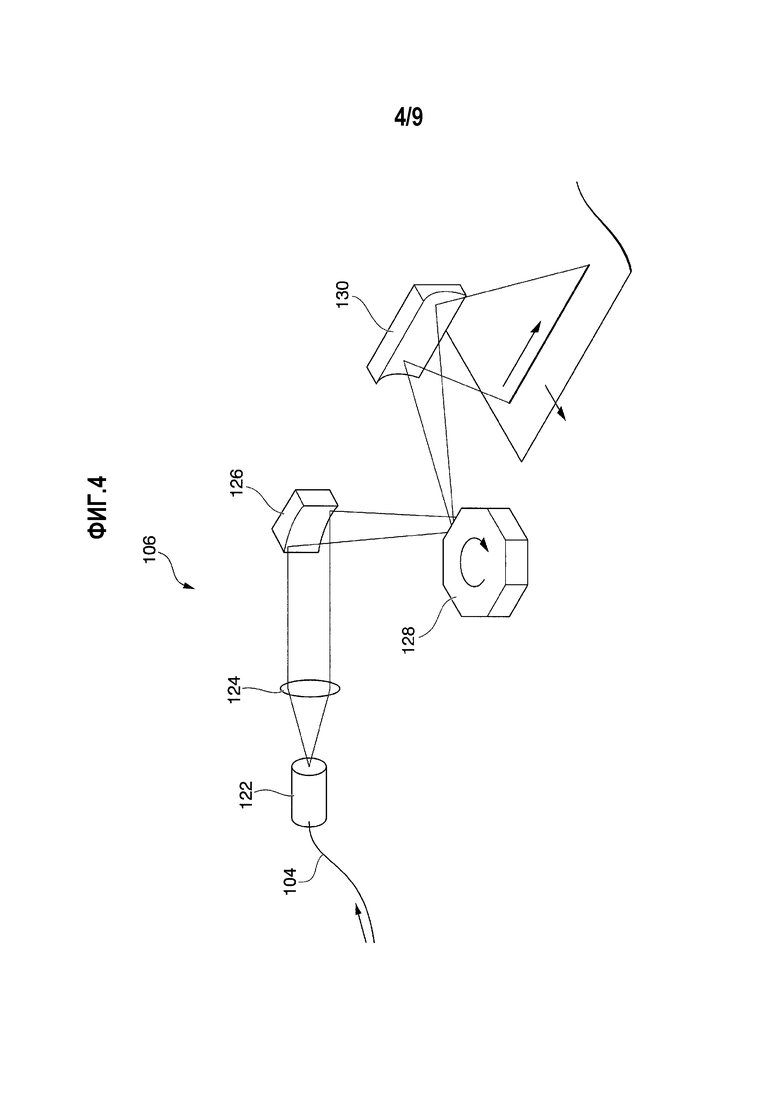
Фиг. 4 представляет собой схематическое изображение, показывающее состав примерного блока лазерного облучения 106 согласно настоящему варианту реализации.
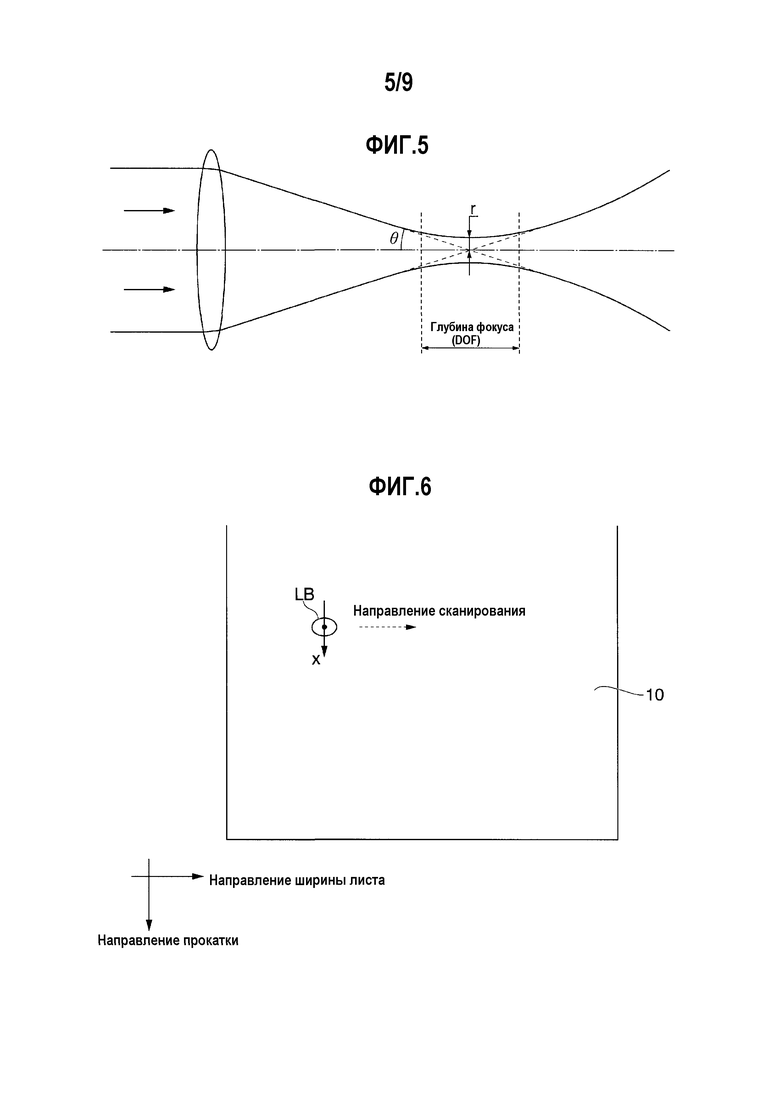
Фиг. 5 представляет собой схематическое изображение, показывающее произведение параметров луча (BPP).
Фиг. 6 представляет собой изображение, показывающее форму пятна лазерного луча на листе 10 электротехнической стали с ориентированной структурой.
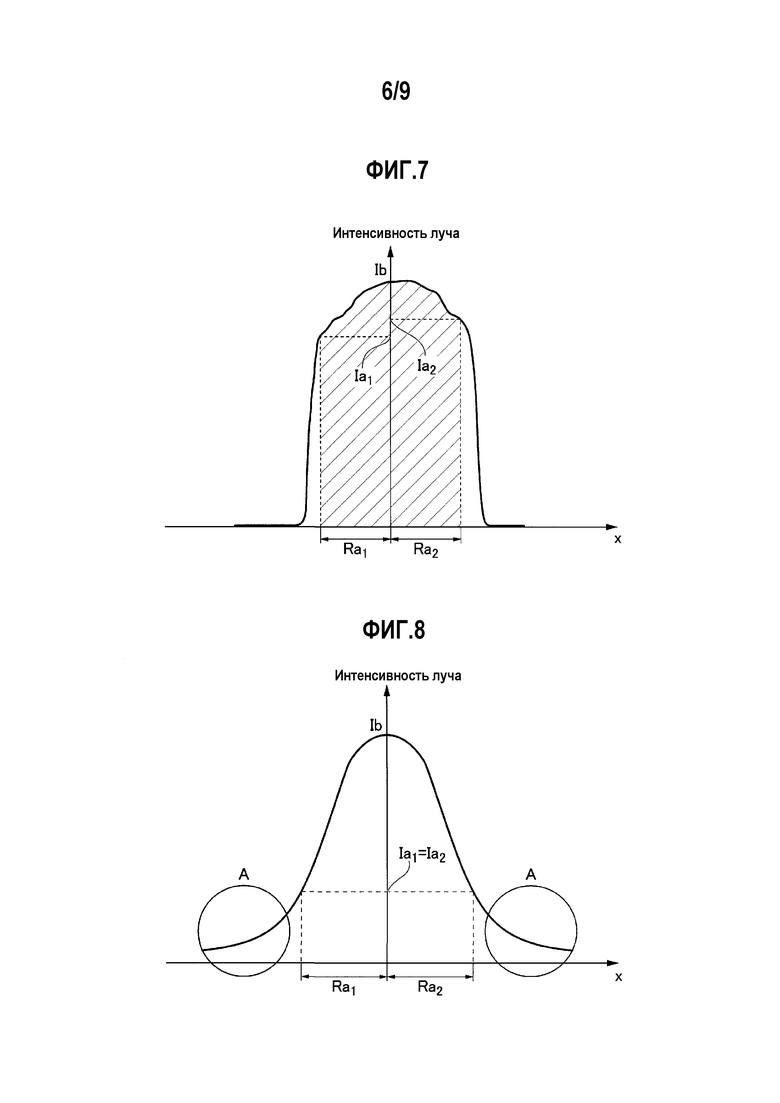
Фиг. 7 представляет собой изображение, показывающее распределение интенсивности лазерного луча согласно настоящему варианту реализации на поперечном разрезе, перпендикулярное направлению сканирования лазерным лучом.
Фиг. 8 представляет собой изображение, показывающее распределение интенсивности лазерного луча согласно сравнительному примеру на поперечном разрезе, перпендикулярном направлению сканирования лазерным лучом.
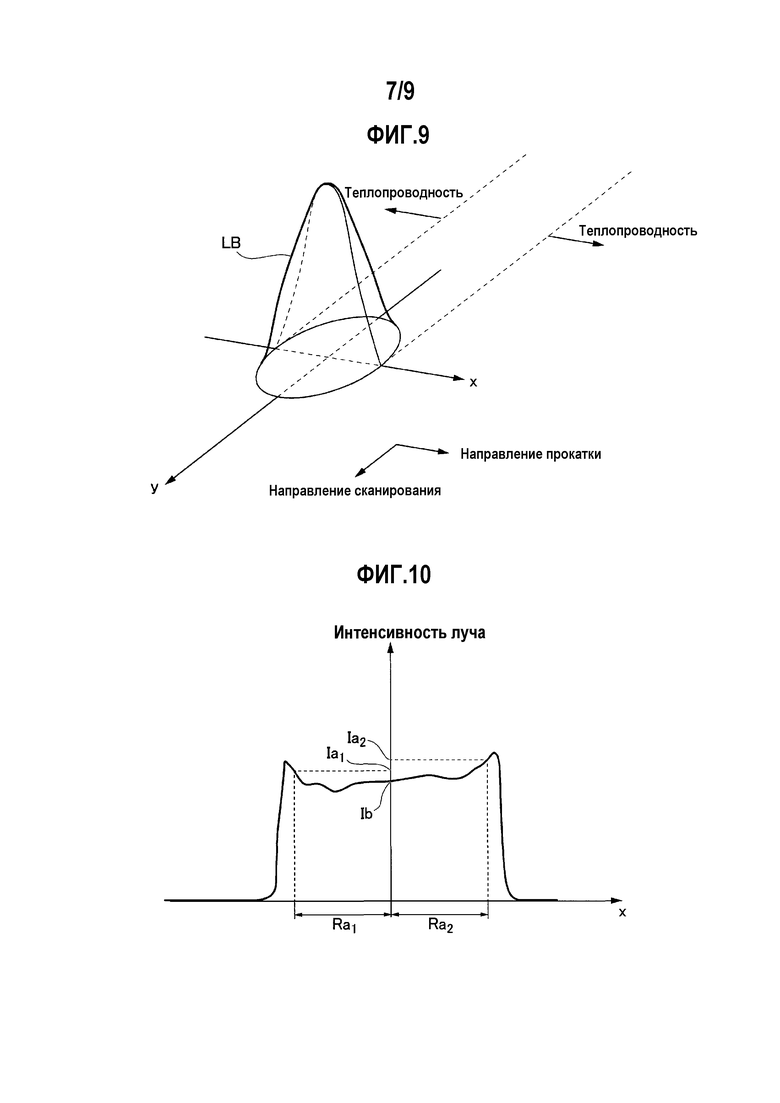
Фиг. 9 представляет собой схематическое изображение, показывающее теплопроводность, возникающую в направлении, ортогональном направлению сканирования, от каждой области крыла A согласно сравнительному примеру.
Фиг. 10 представляет собой изображение, показывающее модифицированный пример распределения интенсивности лазерного луча согласно настоящему варианту реализации.
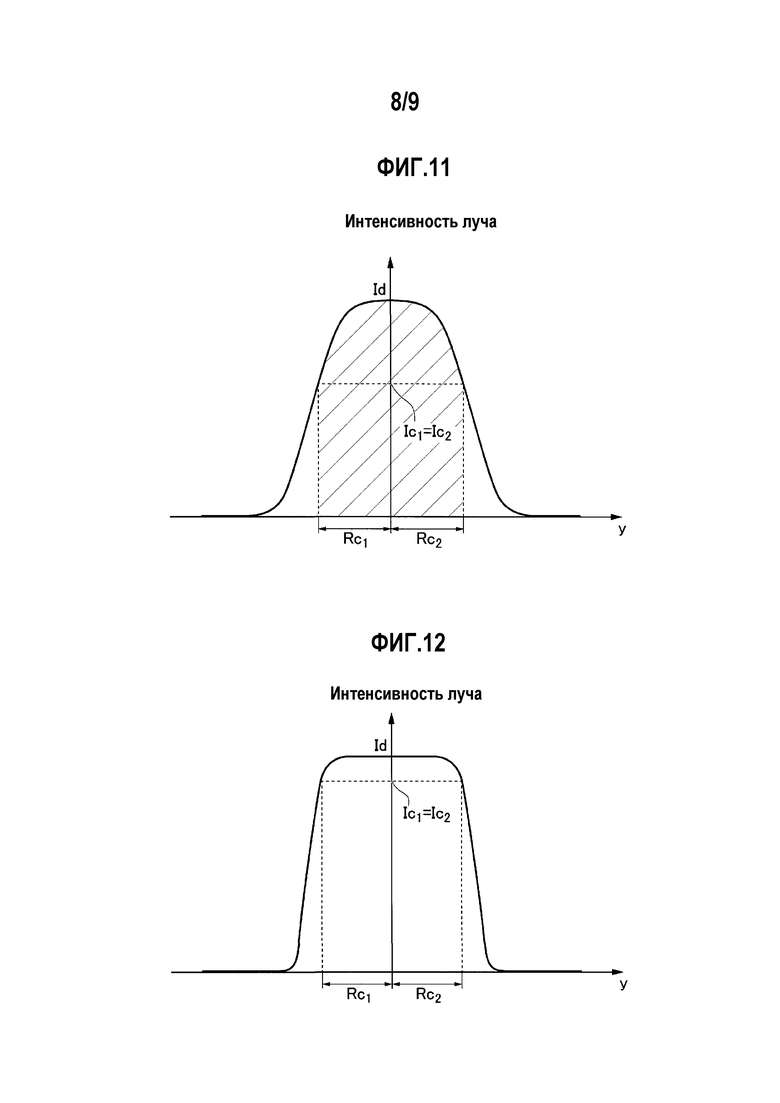
Фиг. 11 представляет собой изображение, показывающее распределение интенсивности лазерного луча согласно настоящему варианту реализации на поперечном разрезе, перпендикулярное направлению сканирования лазерным лучом.
Фиг. 12 представляет собой изображение, показывающее распределение интенсивности лазерного луча согласно сравнительному примеру на поперечном разрезе, перпендикулярное направлению сканирования лазерным лучом.
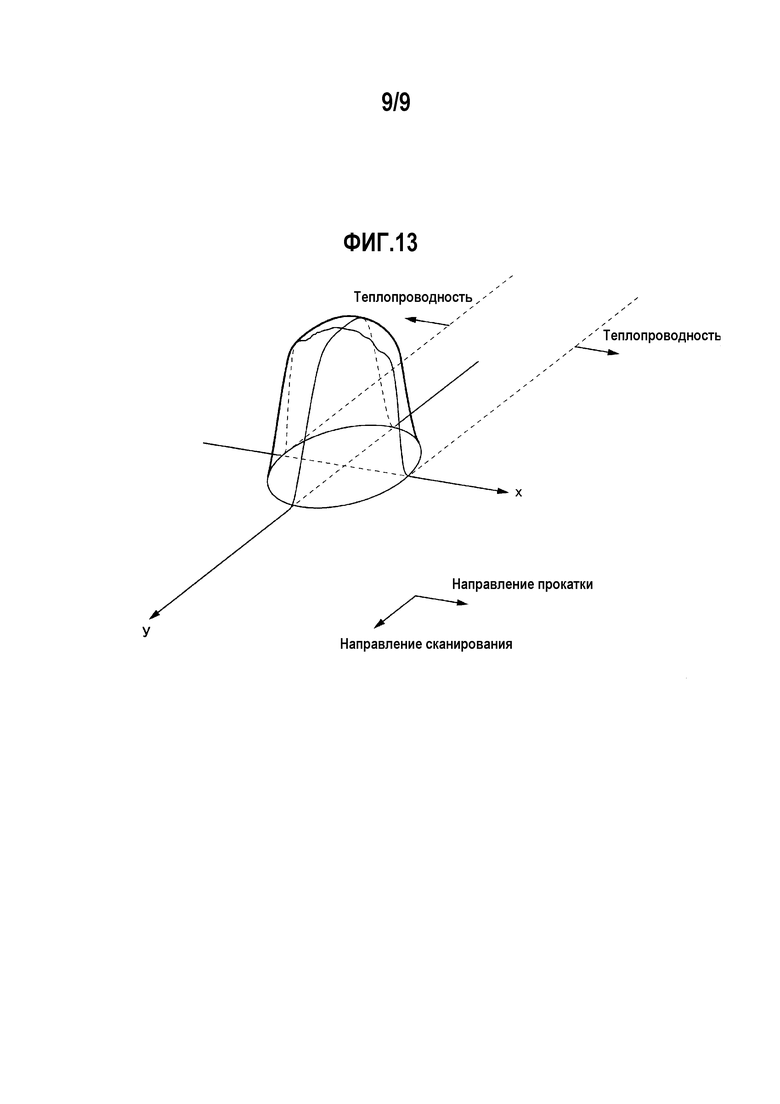
Фиг. 13 представляет собой схематическое изображение, показывающее распределение интенсивности лазерного луча согласно настоящему варианту реализации.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0024] Здесь и далее, вариант реализации настоящего изобретения будет подробно описан со ссылкой на прилагаемые чертежи. В настоящем описании и на чертежах компонентам, обладающим почти одинаковым составом и функцией, будут даны одинаковые ссылочные обозначения, и они не будут повторно описаны.
[0025] <Обзор по листу электротехнической стали с ориентированной структурой>
Лист электротехнической стали с ориентированной структурой относится к электротехническому стальному листу, в котором оси легкого намагничивания (по направлению <100> объемно-центрированного кубического кристалла) кристаллических граней в стальном листе по существу выравниваются вдоль направления прокатки на этапе изготовления. Лист электротехнической стали с ориентированной структурой обладает структурой, в которой магнитные домены, намагниченные в направлении прокатки, расположены в несколько рядов, с магнитной стенкой, вставленной между ними. Лист электротехнической стали с ориентированной структурой легко намагничивается в направлении прокатки, и, таким образом, является пригодным для материала сердечника трансформатора, в котором направления магнитных силовых линий почти постоянны.
[0026] Фиг. 1 представляет собой поперечный разрез листа 10 электротехнической стали с ориентированной структурой согласно настоящему варианту реализации. Как показано на фиг. 1, лист 10 электротехнической стали с ориентированной структурой включает в себя базовый стальной лист (металлическая секция) 12, стеклянные пленки 14, сформированные на обеих поверхностях базового стального листа 12, и изоляционные пленки 16, сформированные на стеклянных пленках 14. Трансформаторы приблизительно подразделяются на трансформаторы с пластинчатым сердечником и тороидальные трансформаторы. Для тороидальных трансформаторов стальному листу придают тороидальную форму путем деформации изгиба, для получения формы трансформатора, а затем отжигают для удаления напряжений, привнесенных из-за механической деформации (этап отжига со снятием напряжений). На этом этапе отжига снимаются даже напряжения, привнесенные за счет лазерного облучения, как описано выше, а эффект доводки магнитного домена утрачивается. Тем не менее, при изготовлении трансформаторов с пластинчатым сердечником, этап отжига со снятием напряжения не требуется. Поэтому лист 10 электротехнической стали с ориентированной структурой согласно настоящему варианту реализации является особо пригодным в качестве материала для трансформаторов с пластинчатым сердечником.
[0027] Базовый стальной лист 12 состоит из сплава железа, содержащего Si. Пример химического состава базового стального листа 12: Si: 2,5-4,0 масс.%, C: 0,02-0,10 масс.%, Mn: 0,05-0,20 масс.%, кислоторастворимый Al: 0,020-0,040 масс.%, N: 0,002-0,012 масс.%, S: 0,001-0,010 масс.% и P: 0,01-0,04 масс.%, с остатком Fe и примесей. Толщина базового стального листа 12 находится, например, в пределах диапазона 0,2-0,3 мм.
[0028] Стеклянная пленка 14 состоит из множественного оксида, например, форстерита (Mg2SiO4), шпинели (MgAl2O4) или кордиерита (Mg2Al4Si5O16). Толщина стеклянной пленки 14 составляет, например, 1 мкм.
[0029] Изоляционная пленка 16 образована, например, путем нанесения покрытия горячей сушкой раствора, включающего в себя в основном коллоидный кремнезем и фосфат (фосфат магния, фосфат алюминия, и т.п.) или нанесения в виде покрытия раствора, который представляет собой смесь золя глинозема и борной кислоты. Толщина изоляционной пленки 16 находится, например, в пределах диапазона 2-3 мкм.
[0030] На листе 10 электротехнической стали с ориентированной структурой с вышеописанным составом фокусируют лазерный луч, испускаемый выше изоляционной пленки 16, и лист электротехнической стали с ориентированной структурой подвергают сканированию фактически в направлении ширины (в направлении, по существу ортогональном к направлению прокатки) листа электротехнической стали с ориентированной структурой, транспортируемого в направлении прокатки (в направлении транспортировки) лазерным лучом. Температурные градиенты в направлении толщины листа и направлении ширины листа, вызванные облучением лазерным лучом, привносят остаточное напряжение в линейные области, почти ортогональные к направлению прокатки. Линейные области, в которые привносится остаточное напряжение, создают в течение заданных периодов времени, в направлении прокатки, а в областях, установленных между двумя линейными областями и намагничиваемых в направлении прокатки, ширина магнитных доменов в направлении, почти ортогональном к направлению прокатки, снижается.
Здесь и далее, в некоторых случаях, вышеописанный лист электротехнической стали с ориентированной структурой будет называться листом электротехнической стали с ориентированной структурой согласно настоящему варианту реализации.
[0031] <Способ для изготовления листа электротехнической стали с ориентированной структурой>
Способ для изготовления листа 10 электротехнической стали с ориентированной структурой согласно настоящему варианту реализации будет описан со ссылкой на фиг. 2. Фиг. 2 представляет собой блок-схему, показывающую пример этапа для изготовления листа 10 электротехнической стали с ориентированной структурой согласно настоящему варианту реализации.
[0032] Этап для изготовления листа 10 электротехнической стали с ориентированной структурой, как показано на фиг. 2, включает в себя этап S2 заливки, этап S4 горячей прокатки, этап S6 отжига, этап S8 холодной прокатки, этап S10 отжига с обезуглероживанием, этап S12 нанесения разделительного покрытия для отжига, конечный этап S14 отжига, этап S16 образования изоляционной пленки и этап лазерного облучения.
[0033] На этапе S2 заливки расплавленную сталь, отрегулированную таким образом, чтобы она имела предварительно заданный состав, подают в машину непрерывного литья заготовок, где непрерывно образуется сляб. На этапе горячей прокатки S4, сляб нагревают до предварительно заданной температуре (например, 1150-1400°C) и подвергают горячей прокатке. В результате получается горячекатаный лист, имеющий предварительно заданную толщину (например, 1,8-3,5 мм).
[0034] На этапе S6 отжига термообработку (отжиг) осуществляют на горячекатаном листе при условиях, например, температуры нагрева в пределах диапазона 750-1200°C и времени нагрева в пределах диапазона от 30 секунд до 10 минут. На этапе S8 холодной прокатки поверхность горячекатаного листа протравливают, а затем осуществляют холодную прокатку. В результате, получают холоднокатаный лист, обладающий предварительно заданной толщиной (например, 0,15-0,35 мм).
[0035] На этапе S10 отжига с обезуглероживанием, термообработку (отжиг с обезуглероживанием) осуществляют на холоднокатаном листе при условиях, например, температуры нагрева в пределах диапазона 700-900°C и времени нагрева в пределах диапазона 1-3 минуты, с получением, таким образом, базового стального листа 12. Согласно этапу отжига с обезуглероживанием на поверхности базового стального листа 12 образуется оксидный слой, включающий в себя в основном кремнезем (SiO2). На этапе S12 нанесения разделительного покрытия для отжига на поверхность оксидного слоя на поверхности базового стального листа 12 наносят разделитель для отжига, включающий в себя в основном магнезию (MgO).
[0036] На конечном этапе S14 отжига базовый стальной лист 12, на который был нанесен разделитель для отжига, сматывают в форму катушки, помещают в печь периодического действия и осуществляют термообработку (конечный отжиг). Условия термообработки представляют собой, например, температуру нагрева в пределах диапазона 1100-1300°C и время нагрева в пределах диапазона 20-24 часов. На данном этапе, преимущественно растут так называемые грани Госса, которые имеют оси легкого намагничивания в направлении перемещения (в направлении прокатки) базового стального листа 12. В результате, после конечного отжига получают лист электротехнической стали с ориентированной структурой, обладающий высокой кристаллической ориентацией (ориентированной упаковкой кристалла). В дополнение, на конечном этапе S14 отжига оксидный слой и разделитель для отжига реагируют друг с другом, а на поверхности базового стального листа 12 образуется стеклянная пленка 14, изготовленная из форстерита (Mg2SiO4).
[0037] На этапе образования изоляционной пленки S16 базовый стальной лист 12, который был смотан в форме катушки, разматывают, растягивают в форме листа и транспортируют. В дополнение, на стеклянные пленки 14, образованные на обеих поверхностях базового стального листа 12 наносят изоляционный материал и отжигают, с образованием, таким образом, изоляционных пленок 16. Базовый стальной лист 12, на котором были сформированы изоляционные пленки 16, сматывают в форме катушки.
[0038] На этапе S18 лазерного облучения разматывают базовый стальной лист 12, который был смотан в форме катушки, растягивают его в форме листа и транспортируют. В дополнение, лазерный луч фокусируется, а одиночная поверхность базового стального листа 12 облучается лазерным лучом, с использованием блока лазерного облучения согласно настоящему варианту реализации, описанному ниже, а лист электротехнической стали с ориентированной структурой сканируется лазерным лучом по существу в направлении ширины (в направлении, фактически ортогональном направлению прокатки) листа электротехнической стали с ориентированной структурой, транспортируемого в направлении прокатки (в направлении транспортировки). Поэтому линейное напряжение, почти ортогональное направлению прокатки, формируется на поверхности базового стального листа 12 при предварительно заданных интервалах в направлении прокатки. Фокусирование и сканирование лазерным лучом можно осуществлять только на передней или задней поверхности базового стального листа 12, или же на обеих, - на передней и на задней поверхности. В дополнение, в вышеприведенном описании было описано, что базовый стальной лист 12, на котором формируют изоляционные пленки 16, сматывают в форме катушки, а затем отправляют на этап лазерного облучения S18, но также можно осуществлять лазерное облучение непосредственно после образования изоляционных пленок, с последующим сматыванием базового стального листа в форме катушки.
[0039] Как было описано выше, стеклянные пленки 14 и изоляционные пленки 16 формируют на поверхностях базового стального листа 12 и облучают лазерным лучом, с изготовлением, таким образом, листа 10 электротехнической стали с ориентированной структурой, в котором регулируют магнитные домены.
[0040] <Состав устройства для лазерной обработки>
Далее, со ссылкой на фиг. 3 и 4, будет описан состав примерного устройства 100 для лазерной обработки (здесь и далее, в некоторых случаях, называемой устройством для лазерной обработки согласно настоящему варианту реализации), которая облучает лист 10 электротехнической стали с ориентированной структурой лазерным лучом согласно настоящему варианту реализации, для придания остаточного напряжения. Устройство 100 для лазерной обработки согласно настоящему варианту реализации используют для облучения лазерным лучом листа 10 электротехнической стали с ориентированной структурой на этапе лазерного облучения SI8. Фиг. 3 представляет собой схематическое изображение, показывающее состав примерного устройства 100 для лазерной обработки согласно настоящему варианту реализации.
[0041] Устройство 100 для лазерной обработки испускает лазерный луч выше изоляционной пленки 16 на листе 10 электротехнической стали с ориентированной структурой, транспортируемом в направлении прокатки при определенной скорости, с приданием, таким образом, линейного напряжения, почти ортогонального направлению прокатки. Устройство 100 для лазерной обработки, как показано на фиг. 3, включает в себя множество лазерных генераторов 102, множество передаточных волокон 104 и множество блоков 106 лазерного облучения. На фиг. 3 показаны три лазерных генератора 102, три передаточных волокна 104 и три блока 106 лазерного облучения, а соответствующие составы те же самые. В настоящем варианте реализации будет описан случай, в котором обеспечены три лазерных генератора, три передаточных волокна и три блока лазерного облучения, но количество блоков не ограничено, до тех пор, пока стальной лист можно подвергать сканированию лазерным лучом по всей ширине листа.
Фиг. 4 представляет собой схематическое изображение, показывающее состав примерного блока 106 лазерного облучения.
[0042] Лазерный генератор 102 испускает, например, лазерный луч с высокой выходной мощностью. Передаточное волокно 104 представляет собой оптическое волокно, которое передает лазерный луч, испускаемый из лазерного генератора 102 на блок 106 лазерного облучения.
[0043] Рассматривая тип лазерного генератора 102, с точки зрения исключительной фокусируемости и способности к формированию узких замыкающих доменов, волоконный лазер или дисковый лазер является предпочтительным. Волоконный лазер или дисковый лазер обладает длиной волны в диапазоне от ближней области ультрафиолетового излучения до ближней области инфракрасного излучения (например, зоны в 1 мкм), и, таким образом, способен перемещать лазерный луч, с использованием оптического волокна. При передаче лазерного луча, с использованием оптического волокна, может быть реализовано более компактное устройство 100 для лазерной обработки. В дополнение, при передаче лазерного луча от волоконного лазера или дискового лазера, с использованием оптического волокна, по сравнению с лазером на основе CO2 или с лазером на алюмоиттриевом гранате, неспособным передавать лазерный луч, с использованием оптического волокна, становится легче контролировать распределение интенсивности луча в позиции пятна, описанного ниже, что является предпочтительным. В дополнение, лазерный генератор 102 может представлять собой лазер, работающий в непрерывном режиме, или импульсный лазер.
[0044] На участке, который облучается лазерным лучом на листе 10 электротехнической стали с ориентированной структурой, необходимо обеспечить глубину фокуса для надлежащего формирования магнитных доменов в случае генерирование вибрации, и т.п. стальной поверхности листа в направлении, перпендикулярном стальной поверхность листа. Для обеспечения глубины фокуса, как описано ниже, является предпочтительным, чтобы произведение параметров луча для лазерного луча составляло 10 (мм⋅мрад) или менее. Когда волоконный лазер или дисковый лазер используется в качестве лазерного генератора 102, становится возможным устанавливать величину произведения параметров луча в пределах вышеописанного диапазона.
[0045] Будет описан способ для количественной оценки параметров луча. Радиус пятна лазерного луча и глубина фокуса лазерного луча зависят от параметров луча. Параметры луча обычно количественно определяют, с использованием произведение параметров луча (beam parameter product, BPP).
[0046] Фиг. 5 представляет собой схематическое изображение, показывающее произведение параметров луча (beam parameter product, BPP). На фиг. 5, лазерный луч, который прошел через линзу, фокусируется до диаметра луча, с радиусом r, а затем расширяется снова. В дополнение, лазерный луч фокусируется под углом θ. В этом случае, произведение параметров луча (beam parameter product, BPP) выражается уравнением (1), описанным ниже, в единицах мм⋅мрад.
BPP=rxθ (1)
[0047] В дополнение, в этом случае глубина фокуса (DOF) выражается уравнением (2), описанным ниже с использованием BPP, в единицах мм.
DOF=2000xr2/BPP (2)
Здесь обнаружено, что когда BPP задано на уровне 10 (мм⋅мрад) или менее, даже в случае, когда r задано на уровне 0,06 мм, возможно получение меньшей ширины замыкающего домена, для обеспечения DOF 0,7 мм или более. Когда обеспечена DOF 0,7 мм или более, даже в случае, когда лист 10 электротехнической стали с ориентированной структурой вибрирует в направлении, перпендикулярном к поверхности листа, является эффективным надлежащее снижение размера магнитного домена. Значение нижнего предела BPP составляет λ/π (мм⋅мрад), когда длина волны лазерного луча составляет λ (мкм).
[0048] Описание будет продолжено со ссылкой снова на фиг. 3. Блок 106 лазерного облучения фокусирует лазерный луч, передаваемый от лазерного генератора 102, с использованием передаточного волокна 104, на лист 10 электротехнической стали с ориентированной структурой и сканирует лист 10 электротехнической стали с ориентированной структурой с помощью сфокусированного лазерного луча. Ширина, сканируемая лазерным лучом, испускаемым блоком 106 лазерного облучения, может быть меньшей, чем ширина листа 10 электротехнической стали с ориентированной структурой. Когда блоки 106 лазерного облучения расположены в несколько рядов в направлении ширины листа, как показано на фиг. 3, лазерным лучом можно сканировать всю ширину листа 10 электротехнической стали с ориентированной структурой.
[0049] Блок 106 лазерного облучения, как показано на фиг. 4, включает в себя лазерную головку 122, коллиматорную линзу 124, металлическое зеркало 126, многоугольное зеркало 128 и параболоидное зеркало 130.
[0050] Лазерная головка 122 испускает лазерный луч, передаваемый с использованием передаточного волокна 104 при предварительно заданном угле расхождения. Коллиматорная линза 124 преобразует лазерный луч, испускаемый из лазерной головки 122, в коллимированный луч.
[0051] Металлическое зеркало 126 представляет собой зеркало для снижения и настройки диаметра луча для падающего лазерного луча в направлении ширины листа (см. фиг. 3) для листа 10 электротехнической стали с ориентированной структурой. В качестве металлического зеркала 126 можно использовать, например, колончатое зеркало или параболоидное зеркало, которое имеет кривизну по направлению одной оси. Лазерный луч, отраженный от металлического зеркала 126, падает на многоугольное зеркало 128, вращающееся с предварительно заданной скорости вращения.
[0052] Многоугольное зеркало 128 представляет собой вращающийся полиэдр и смещает лазерный луч в направлении ширины листа 10 электротехнической стали с ориентированной структурой за счет вращения. Тогда как лазерный луч падает на одну поверхность полиэдра многоугольное зеркало 128, линейную область сканируют лазерным лучом по существу в направлении ширины листа по листу 10 электротехнической стали с ориентированной структурой в соответствии с вращением поверхности. В результате, линейной области придается остаточное напряжение. В соответствии с вращением многоугольного зеркала 128, сканирование лазерным лучом повторяется, и одновременно лист 10 электротехнической стали с ориентированной структурой транспортируется в направлении прокатки. В результате, на листе 10 электротехнической стали с ориентированной структурой в направлении прокатки периодически формируются области, обладающие линейным остаточным напряжением. Тем не менее, период образование линейных областей в направлении прокатки регулируют, с использованием скорости транспортировки листа 10 электротехнической стали с ориентированной структурой и скорости вращения многоугольное зеркало 128.
[0053] Параболоидное зеркало 130 представляет собой зеркало для снижения и регулирования диаметра луча для лазерного луча, отраженного от многоугольного зеркала 128, в направлении прокатки. Лазерный луч, отраженный параболоидным зеркалом 130, фокусируется на поверхности листа 10 электротехнической стали с ориентированной структурой.
[0054] Фиг. 6 представляет собой изображение, показывающее форму пятна лазерного луча на листе 10 электротехнической стали с ориентированной структурой. В настоящем варианте реализации форма пятна лазерного луча имеет эллиптическую форму, как показано на фиг. 6, и имеет длинную ось вдоль направления сканирования лазерного луча Ib (длинная ось и направление сканирования лазерного луча Ib почти параллельны друг другу), а короткая ось по существу ортогональна направлению сканирования (то есть, почти 90°, и также включают в себя случаи не точно 90°). Когда форма пятна задана как эллиптическая форма, как было описано выше, время нагрева путем облучения лазерным лучом в одной точке на стальном листе становится длительным. В результате, температуры на глубоких позициях внутри листа 10 электротехнической стали с ориентированной структурой могут быть повышены, а потери в сердечнике могут быть эффективно снижены. Что касается формы пятна лазерного луча, эллиптическое пятно может быть получено путем снижения диаметра луча в направлении сканирования лазерного луча Ib, с использованием металлического зеркала 126 и снижения диаметра луча в направлении, ортогональном направлению сканирования, с использованием параболоидного зеркала 130. В случае, когда лист 10 электротехнической стали с ориентированной структурой сканируют лазерным лучом Ib в направлении ширины, при транспортировке листа электротехнической стали с ориентированной структурой в направлении прокатки, направление сканирования, если смотреть стороны блока 106 лазерного облучения, и направление сканирования, если смотреть со стороны листа 10 электротехнической стали с ориентированной структурой, будут отличны друг от друга. Направление сканирования лазерного луча Ib в настоящем варианте реализации относится к направлению сканирования, если смотреть со стороны листа 10 электротехнической стали с ориентированной структурой.
[0055] В вышеприведенном описании форма пятна лазерного луча на листе 10 электротехнической стали с ориентированной структурой задана как эллиптическая форма, но она не ограничена ею. Например, форма пятна лазерного луча может представлять собой точную форму круга.
[0056] В дополнение, в вышеприведенном описании лазерный генератор 102 представляет собой волоконный лазер или дисковый лазер, но он не ограничен ими. Например, лазерный генератор 102 может представлять собой лазер на основе CO2. В этом случае лазерный луч передается от лазерного генератора 102 к блоку 106 лазерного облучения, с использованием зеркала, и т.п., вместо оптического волокна.
[0057] <Рассмотрение доводки магнитного домена и трещин в стеклянных пленках>
Тем не менее, лист 10 электротехнической стали с ориентированной структурой, к которому прикладывают магнитное поле в направлении прокатки, как описано выше, обладает структурой, при которой магнитные домены, намагничиваемые в направлении прокатки, расположены в несколько рядов. Здесь, для дальнейшего снижения потерь в сердечнике листа 10 электротехнической стали с ориентированной структурой, является эффективным снижение размера магнитного домена (узких магнитных доменов) за счет облучения лазерным лучом. Для снижения размера магнитного домена, в частности, является эффективным для формирования более узких замыкающих доменов, обладающих достаточной интенсивностью при придании большого температурного градиента относительно направления толщины листа крайне узкой области вдоль направления прокатки вблизи самого внешнего слоя листа 10 электротехнической стали с ориентированной структурой.
[0058] Для повышения температурного градиента, необходимо повысить температуру поверхности листа 10 электротехнической стали с ориентированной структурой. Однако, при повышении температуры поверхности, возникают случаи, когда повышение температуры вызывает образование трещин, например, отслаивание пленок в изоляционной пленке 16 или в стеклянной пленке 14. В частности, в случае, когда трещины образуются в стеклянной пленке 14, базовый стальной лист 12 обнажается наружу, и возникает опасение, что может возникнуть ржавчина, что является нежелательным.
[0059] Поэтому в настоящем варианте реализации, для реализации, как снижения потерь в сердечнике листа 10 электротехнической стали с ориентированной структурой, так и предотвращения трещинообразования в стеклянной пленке 14, как описано ниже, распределение интенсивности лазерного луча на поверхности листа 10 электротехнической стали с ориентированной структурой задают таким образом, чтобы удовлетворились предварительно заданные условия.
[0060] <Распределение интенсивности лазерного луча на поверхности листа электротехнической стали с ориентированной структурой>
Установление распределения интенсивности лазерного луча на поверхности листа 10 электротехнической стали с ориентированной структурой согласно настоящему варианту реализации будет описано в сопоставлении со сравнительными примерами.
[0061] Фиг. 7 представляет собой изображение, показывающее распределение интенсивности лазерного луча согласно настоящему варианту реализации. Фиг. 8 представляет собой изображение, показывающее распределение интенсивности лазерного луча согласно сравнительному примеру. Как фиг. 7, так фиг. 8 показывают распределения интенсивности луча I (выходной мощности лазерного луча на единицу площади) на поперечном разрезе, перпендикулярно направлению сканирования лазерного луча, проходящего через центроид лазерного луча относительно направления сканирования. Горизонтальная ось на фиг. 7 и 8 указывает на расстояние x от центроида распределения интенсивности (определение оси x показано на фиг. 6). Здесь, центроид распределения интенсивности относительно направления сканирования задается таким образом, чтобы когда направление сканирования лазерного луча задано как ось y, позиция центроида по оси y для значения интегрирования интенсивности (это значение интегрирования служит в качестве функции y) была получена путем интегрирования распределения интенсивности лазерного луча, которое служит в качестве функций x и y, вдоль оси x относительно отдельных значений y. Тем не менее, сравнительный пример, показанный на фиг. 8, представляет собой распределение интенсивности в случае, когда лазерный луч с так называемой волной TEM00 фокусируется на листе 10 электротехнической стали с ориентированной структурой. Волна TEM00 относится к волне, демонстрирующей распределение Гаусса, в котором максимальная интенсивность луча присутствует на центральном участке распределения интенсивности, как показано на фиг. 8.
[0062] В случае сравнительного примера, как показано на фиг. 8, интенсивность луча распределяется в широком диапазоне, в направлении, ортогональном направлению сканирования (в направлении оси x), а области крыла A присутствуют по обеим сторонам распределения интенсивности (то есть, обе стороны распределения интенсивности простираются гладко). В случае, когда области крыла A присутствуют, как было описано выше, от областей крыла A в направлении, ортогональном направлению сканирования лазерного луча, легко возникает теплопроводность.
[0063] Фиг. 9 представляет собой схематическое изображение, показывающее теплопроводность, возникающую в направлении, ортогональном к направлению сканирования от области крыла A при распределении интенсивности лазерного луча согласно сравнительному примеру. Когда лазерный луч Ib движется в направлении сканирования, как показано на фиг. 9, теплопроводность возникает в направлении, ортогональном к направлению сканирования от области крыла A. Поэтому области, в которых температура возрастает, растягиваются в широком диапазоне в направлении, ортогональном к направлению сканирования, и ширина замыкающих доменов, вероятно, расширена. В результате, для снижения потерь в сердечнике листа 10 электротехнической стали с ориентированной структурой возникает препятствие.
[0064] Напротив, в случае распределения интенсивности лазерного луча согласно настоящему варианту реализации, как показано на фиг. 7, ширина областей крыла A при распределении интенсивности является узкой, а интенсивность луча распределяется в узком диапазоне, в направлении, ортогональном к направлению сканирования. Поэтому возникновение теплопроводности в направлении, ортогональном к направлению сканирования от области крыла A, подавляется, а ширина замыкающих доменов становится узкой. В результате, по сравнению со сравнительным примером, становится возможным дополнительно снизить потери в сердечнике листа 10 электротехнической стали с ориентированной структурой.
[0065] При распределениях интенсивности лазерного луча, показанных на фиг. 7 и 8, расстояния Ra1 и Ra2, интенсивность луча Ia1, интенсивность луча Ia2 и интенсивность луча Ib задаются, как было описано ниже. Расстояние Ra1 представляет собой расстояние от центроида распределения интенсивности до позиции по оси x, при которой значение интегрирования интенсивности, полученное путем интегрирования распределения интенсивности из центроида распределения интенсивности в направлении -x (первое направление, направление влево на листе бумаги на фиг. 7), составляет 43% от общего значения интегрирования интенсивности. В дополнение, расстояние Ra2 представляет собой расстояние от центроида распределения интенсивности до позиции по оси x, при которой значение интегрирования интенсивности, полученное путем интегрирования распределения интенсивности из центроида распределения интенсивности по направлению +x (второе направление, направление вправо на листе бумаги на фиг. 7), составляет 43% от общего значения интегрирования интенсивности. То есть, на фиг. 7, поверхность заштрихованной области, обозначенной Ra1 и Ra2, составляет 86% (43%+43%) от значения, полученного путем интегрирования всего распределения интенсивности на фиг. 7 (это определение также применимо и к фиг. 8). В дополнение, интенсивность луча Ia1 представляет собой интенсивность луча на позиции на расстоянии Ra1, а интенсивность луча Ia2 представляет собой интенсивность луча в позиции на расстоянии Ra2. Среднее значение от Ia1 и Ia2 представлено как Ia. Тем не менее, в случае, когда лазерный луч является двусторонне симметричным, Ra1 и Ra2, а также Ia1 и Ia2 становятся равными. Интенсивность луча Ib представляет собой интенсивность луча в центроиде распределения интенсивности.
[0066] При распределении интенсивности лазерного луча согласно сравнительному примеру, показанному на фиг. 8, Ib/Ia составляет 2,8. Напротив, при распределении интенсивности лазерного луча согласно настоящему варианту реализации, показанной на фиг. 7, для подавления максимальной интенсивности и подавления теплопроводности в направлении, ортогональном к направлению сканирования, Ib/Ia задают равным 2,0 или менее, предпочтительно, в пределах диапазона 1,0-2,0. Когда распределение интенсивности лазерного луча на поверхности листа 10 электротехнической стали с ориентированной структурой задано таким образом, чтобы Ib/Ia попадало в диапазон 1,0-2,0, возникновение теплопроводности подавляется, и становится возможным значительно снизить потери в сердечнике.
Ib/Ia можно подходящим образом отрегулировать через, - в устройстве для лазерной обработки, например, изменение типа лазерного луча и/или выбор металлического зеркала 126 или параболоидного зеркала 130, обладающего подходящей кривизной (фокусным расстоянием).
[0067] В дополнение, в настоящем варианте реализации, когда среднее значение от Ra1 и Ra2 представлено Ra, распределение интенсивности лазерного луча задано таким образом, чтобы Ra составляло 100 мкм (0,1 мм) или менее. Поэтому более узкие замыкающие домены образуются тогда, когда расстояние для теплопроводности в направлении, ортогональном к направлению сканирования, еще больше уменьшается, и, таким образом, становится возможным более существенно снизить потери в сердечнике. Для надежного снижения потерь в сердечнике, более желательным является установление Ra на уровне 60 мкм или менее. Когда Ra достигает менее 5 мкм, глубина фокуса становится слишком мелкой, что нежелательно.
[0068] Что касается лазерного луча, имеющего распределение интенсивности лазерного луча согласно настоящему варианту реализации, то можно подавить трещинообразование в стеклянной пленке 14. В случае, когда распределение интенсивности лазерного луча представляет собой распределение Гаусса, как показано на фиг. 8, высокая интенсивность луча (интенсивность луча Ib, показанная на фиг. 8), возникает на центральном участке распределения интенсивности. В таком случае, интенсивность луча, становящаяся слишком высокой на центральном участке распределения интенсивности, локально повышает температуру на поверхности листа 10 электротехнической стали с ориентированной структурой, и возникает опасение, что в стеклянной пленке 14 могут образоваться трещины.
[0069] Напротив, в случае, когда распределение интенсивности лазерного луча представляет собой распределение интенсивности, как показано на фиг. 7, распределение интенсивности луча возникает по существу в виде прямоугольной формы, и таким образом, по сравнению со сравнительным примером, интенсивность луча (интенсивность луча Ib, показанная на фиг. 7) не становится слишком высокой на центральном участке. Поэтому можно снизить локальное повышение температуры на поверхности листа 10 электротехнической стали с ориентированной структурой, и, таким образом, можно подавить трещинообразование в стеклянной пленке 14.
[0070] В вышеприведенном описании распределение интенсивности лазерного луча согласно настоящему варианту реализации описано выглядящим как распределение, показанное на фиг. 7, но распределение интенсивности лазерного луча не ограничено этим. Например, фиг. 10 представляет собой изображение, показывающее модифицированный пример распределения интенсивности лазерного луча согласно настоящему варианту реализации. При распределении интенсивности, как показано на фиг. 10, интенсивности луча на обоих концевых участках распределения слегка более высокие, чем интенсивность луча на центральном участке. Поэтому Ib/Ia становится меньшим, чем 1, и поэтому 2,0 или менее. Это распределение интенсивности, показанное на фиг. 10, является таким же, что и распределение интенсивности, показанное на фиг. 7, в том, что ни на одной из сторон распределения интенсивности никакие области крыла A не присутствуют. Поэтому аналогично распределению интенсивности, показанному на фиг. 7, расстояние теплопроводности в направлении, ортогональном к направлению сканирования, понижается, и становится возможным значительно снизить потери в сердечнике. То есть, когда Ib/Ia составляет 2,0 или менее, расстояние теплопроводности в направлении, ортогональном к направлению сканирования, понижается, и становится возможным значительно снизить потери в сердечнике. В случае, когда центр распределения интенсивности находится ниже, чем краевые участки, а Ib/Ia достигает значения менее 1,0, температуры на краевых участках легко повышаются, и, таким образом, возникает тенденция, состоящая в том, что расстояние для теплопроводности в направлении, ортогональном к направлению сканирования, становится крупным. С этой точки зрения, является желательным, чтобы Ib/Ia составляло 1,0 или более.
[0071] В дополнение, фиг. 7-9, показанные выше, демонстрируют случаи, в которых форма пятна лазерного луча является эллиптической, но форма пятна не ограничена этим. Например, даже в случае, когда форма пятна лазерного луча представляет собой точную форму круга, когда Ib/Ia задано как равное 2,0 или менее, становится возможным снизить потери в сердечнике и подавить трещинообразование в стеклянной пленке 14.
[0072] В случае, когда лазерный луч, фокусирующийся и движущийся в настоящем варианте реализации, наблюдается на поперечном разрезе в направлении сканирования лазерного луча, проходящем через центроид лазерного луча относительно направления, ортогонального к направлению сканирования, распределение интенсивности лазерного луча (распределение интенсивности по направлению C) возникает в виде формы, показанной на фиг. 11. Фиг. 11 представляет собой изображение, в котором, в случае, когда направление сканирования лазерного луча обозначено вдоль оси y, интенсивность луча I обозначено вдоль вертикальной оси, а расстояние y от центроида распределения интенсивности обозначено вдоль горизонтальной оси. В данном случае, центроид лазерного луча относительно направления, ортогонального к направлению сканирования, задан в виде позиции x центроида для значения интегрирования интенсивности (это значение интегрирования служит в качестве функции y), полученного путем интегрирования распределения интенсивности лазерного луча, которое служит в качестве функций x и y, вдоль оси y относительно отдельных значений x.
При распределении интенсивности лазерного луча на фиг. 11, расстояние из центроида распределения интенсивности до позиции на оси y, при которой значение интегрирования интенсивности, полученное путем интегрирования распределения интенсивности из центроида распределения интенсивности в направлении -y (третье направление, направление влево на листе бумаги на фиг. 11), составляет 43% от общего значения интегрирования интенсивности, что представлено как Rс1, - расстояние от центроида распределения интенсивности до позиции на оси y, при которой значение интегрирования интенсивности, полученное путем интегрирования распределения интенсивности от центроида распределения интенсивности в направлении +y (четвертое направление, направление вправо на листе бумаги на фиг. 11), составляет 43% от общего значения интегрирования интенсивности, что представлено как Rс2 (то есть, на фиг. 11, поверхность заштрихованной области составляет 86% от значения, полученного путем интегрирования всего распределения интенсивности на фиг. 11), причем интенсивность луча в позиции на расстоянии Rс1 представлена как Ic1, интенсивность луча в позиции на расстоянии Rс2 представлена как Ic2, среднее значение от Ic1 и Ic2 представлено как Ic, а интенсивность луча в центроиде распределения интенсивности представлена как Id, причем Ic и Id удовлетворяют соотношению Id/Ic≥1,5.
Сравнительный пример, показанный на фиг. 12, представляет собой распределение интенсивности в случае, когда распределение интенсивности луча близко к так называемому верхнему плосковершинному распределению. В таком случае, Id/Ic составляет менее 1,5. При распределении интенсивности типа верхнего плосковершинного распределения, резкое повышение температуры на поверхности листа электротехнической стали с ориентированной структурой возникает в ответ на резкий скачок пространственного распределения интенсивности, а в пленках возникает вероятность появления трещин, из-за термического удара.
Когда Id/Ic составляет 1,5 или более, распределение интенсивности возрастает плавно, а резкое повышение температуры на поверхности листа электротехнической стали с ориентированной структурой подавляется, и, таким образом, трещины в пленках так легко не возникают, что является предпочтительным.
Когда соотношение Id/Ic становится слишком большим, интенсивность на участке центроида становится слишком высоким, и поэтому является желательным установить Id/Ic равным 10 или менее.
[0073] Фиг. 13 представляет собой схематическое изображение, показывающее интенсивность лазерного луча, в котором распределение интенсивности I луча на поперечном разрезе, перпендикулярное направлению сканирования лазерного луча, является таким же, что на фиг. 7, а распределение интенсивности I луча на поперечном разрезе в направлении сканирования лазерного луча, является таким же, что на фиг. 11.
[0074] <Примеры>
Настоящие примеры и сравнительные примеры будут описаны для подтверждения эффективности примеров согласно настоящему варианту реализации, описанному выше.
[0075] Сначала был приготовлен сляб, обладающий химическим составом: Si: 3,0 мас.%, C: 0,05 мас.%, Mn: 0,1 мас.%, кислотнорастворимый Al: 0,02 мас.%, N: 0,01 мас.%, S: 0,01 мас.% и P: 0,02 мас.%, с добавкой Fe и примесей. Горячая прокатка была осуществлена на этом слябе при 1280°C, с получением, таким образом, горячекатаного листа толщиной 2,3 мм. Затем, термообработка была осуществлена на полученном горячекатаном листе при условиях 1000°C × 1 минуту (температура нагрева 1000°C и время выдержки 1 минута). После термообработки, была осуществлена кислотная очистка горячекатаного листа, и была осуществлена холодная прокатка, с получением, таким образом, холоднокатаный лист толщиной 0,23 мм. Отжиг с обезуглероживанием был осуществлен на этом холоднокатаном листе при 800°C в течение 2 минут. Затем, разделитель для отжига, включающий в себя в основном магнезию, был нанесен на обе поверхности холоднокатаного листа, который был подвергнут отжигу с обезуглероживанием. В дополнение, холоднокатаный лист, на который был нанесен разделитель для отжига, был смотан в форме катушки, помещен печь периодического действия, и конечный отжиг был осуществлен при 1200°C в течение 20 часов. Таким образом, был изготовлен стальной лист (базовый стальной лист 12), имеющий стеклянные пленки, образованные на обеих поверхностях. Затем, изоляционный материал, изготовленный из фосфата алюминия, был нанесен на стеклянные пленки 14, а затем был осуществлен отжиг (850°C × 1 минута), с образованием, таким образом, изоляционных пленок 16.
[0076] В дополнение, базовый стальной лист 12, на котором были сформированы изоляционные пленки 16 и стеклянные пленки 14, был облучен лазерным лучом, а поверхности базового стального листа 12 было придано напряжение.
[0077] Блок 106 лазерного облучения показанный на фиг. 3 был использован в качестве блока лазерного облучения, форма пятна лазерного луча на стальной поверхности листа была задана как эллиптическая форма, и длинная ось эллипса была выровнена в направлении сканирования лазерного луча на стальной поверхности листа. В дополнение, для сопоставления настоящего примера и сравнительного примера, были проведены испытания при различных условиях, при которых Ib/Ia, Ra и Id/Ic, заданные, как было описано выше, были различными применительно к распределениям интенсивности лучей на поперечном разрезе в направлении сканирования лазерного луча и на поперечном разрезе в направлении, перпендикулярном к направлению сканирования, путем изменения различных условий, таких как тип волоконного лазера, который был использован в качестве лазерного генератора 102, диаметр сердечника оптического волокна, фокусное расстояние коллиматорной линзы, фокусные расстояния металлического зеркала 126 и параболоидного зеркала 130 и расстояния от этих оптических элементов до стальной поверхности листа. Что касается условий облучения, скорость сканирования Vc была задана на уровне 160 м/с, шаг облучения PL был задан на уровне 5 мм, а длина волны λ лазерного луча была задана на уровне 1,08 мкм.
[0078] Ib/Ia было экспериментально получено, как будет описано ниже. Сначала, распределение интенсивности луча на позиции стальной поверхности листа позиция было измерено с использованием серийно выпускаемого измерительного инструмента для измерения сфокусированного лазерного луча. Затем, было получено распределение интенсивности луча по коротким осям эллипсов для измеренных эллиптических пятен лазерного луча, то есть поперечный разрез, перпендикулярный направлению сканирования лазерного луча, проходящего через центроид лазерного луча относительно направления сканирования лазерного луча. Наконец, были получены Ra1, Ra2, Ra, который представляет собой среднее значение от Ra1 и Ra2, и Ia, и было рассчитано Ib/Ia. Одновременно, было получено распределение интенсивности луча по длинным осям эллипсов измеренных эллиптических пятен лазерного луча, то есть поперечный разрез в направлении сканирования лазерного луча, проходящего через центроид лазерного луча относительно направления, ортогонального к направлению сканирования лазерного луча, - Ra1, Ra2, Ra, которое представляет собой среднее значение от Ra1 и Ra2, и Ic, и был рассчитан Id/Ic.
Тем не менее, в лазерном луче, используемом в настоящем примере, Ra1 было равно Rс2, а Ra1 было равно Rс2.
[0079] Часть стального листа, подвергнутого лазерной обработке, и не подвергнутый лазерной обработке участок стального листа, отобранного из одной и той же катушки, были помещены в тестер одиночного листа (single sheet tester, SST), и были оценены потери в сердечнике W17/50 (Вт/кг). W17/50 представляет собой потери в сердечнике при частоте 50 Гц и максимальной магнитной индукции 1,7 Тл. В качестве испытательных проб для измерения SST, были использованы прямоугольные пробы, разрезанные до размеров, соответствующих длине стального листа в направлении ширины, равных 100 мм, и длине стального листа в направлении прокатки, равной 500 мм. Показатель улучшения уровня потерь в сердечнике (%) стального листа, подвергнутого лазерной обработке, задают, исходя из потерь в сердечнике для не подвергнутого лазерной обработке участка стального листа, отобранного из той же катушки.
[0080] В дополнение, ржавчина, независимо от того, образовалась ли она за счет трещинообразования в стеклянной камере 14, была определена через испытание во влажной камере. Испытание во влажной камере было осуществлено, в соответствии с JIS K2246-5,34, а условия испытания были заданы в виде температуры 50°C, влажности 98% и времени испытания 72 часов. После этого, была визуально оценена ржавчина, независимо от того, образовалась ли она на участке, облученном лазером. Для отдельных условий, были отрезаны 10 прямоугольных проб, обладающих размерами, соответствующими размерам ширины стального листа в направлении длины, равные 100 мм, и длины стального листа в направлении прокатки, равной 500 мм, и была осуществлена оценка, исходя из количества проб, на которых образовалась ржавчина.
[0081] Результаты испытания описаны в таблице 1. В примерах 1-5, в которых Ib/Ia составляло 2,0 или менее, был получен достаточный показатель улучшения уровня потерь в сердечнике, - 12% или более. В дополнение, не было никакой пробы, на которой бы образовывалась ржавчина, а трещинообразование в стеклянной пленке 14, вызываемое действием лазерного облучения, было подавлено.
Пример 6 представляет собой пример, в котором стальная поверхность листа была задан на уровне точки фокуса металлического зеркала 126. В этом случае, распределение интенсивности по направлению C становится близким к плосковершинному распределению, и Id/Ic составляло 1,3. При сопоставлении примера 6 с примерами 3 и 4, имеющими то же соотношение Ib/Ia, показатели улучшения уровня потерь в сердечнике были улучшены до той же степени, но не было никаких двух образцов, на которых образовывалась бы ржавчина. Исходя из вышеописанных результатов, было обнаружено, что является желательным установить Id/Ic на уровне 1,5 или более, поскольку трещины в пленках так легко не возникают.
В дополнение, при сопоставлении друг с другом примера 1 и примеров 2-6, было обнаружено, что является желательным, чтобы Id/Ic было задано на уровне большем, чем Ib/Ia, поскольку показатели улучшения уровня потерь в сердечнике еще больше увеличиваются.
[0082] Сравнительный пример 1 представляет собой пример, в котором был использован лазер (лазерный луч) с волной TEM00. В сравнительном примере 1, Ib/Ia составляло 2,8, а показатель улучшения уровня потерь в сердечнике составлял 10,2%. Тогда как для удовлетворения качества целевого продукта требуется показатель улучшения уровня потерь в сердечнике до 12% или более, сравнительный пример 1 не годился для достижения цели, с точки зрения улучшения уровня потерь в сердечнике. Кроме того, в сравнительном примере 1, ржавчина возникала в стеклянной пленке 14 в двух пробах из десяти.
[0083] Сравнительный пример 2 также представляет собой пример, в котором был использован лазер (лазерный луч) с волной TEM00. Когда Ra (Ra1 и Ra2) было понижено, с использованием хорошей фокусируемости волны TEM00, как и в сравнительном примере 2, было получено повышение показателя уровня потерь в сердечнике, составляющего 12% или более. Однако, в случае, когда лазер с волной TEM00 был использован со сниженным Ra, было обнаружено, что ржавчина возникала во всех 10 образцах, а в стеклянных пленках 14 под действием лазерного облучения в значительной степени возникали трещины. В случае использования лазера при условиях согласно сравнительному примеру 2, становится необходимым повторное нанесение изоляционных пленок 16, и, таким образом, расходы на изготовление значительно возрастают.
[0084]
[0085] Из вышеописанных результатов испытания было обнаружено, что, когда Ib/Ia задано на уровне 2,0 или менее, как в настоящем примере, получается не только эффект достаточного улучшения уровня потерь в сердечнике, но также и эффект подавления трещинообразования в стеклянной пленке 14. В дополнение, было обнаружено, что, когда Id/Ic задано на уровне 1,5 или более, трещинообразование может быть еще больше подавлено.
[0086] Как было описано выше, при распределении интенсивности на поперечном разрезе в направлении, перпендикулярном направлению сканирования лазерного луча, когда расстояния от центроида распределения интенсивности до позиции, на которой значение интегрирования интенсивности, полученное из центроида распределения интенсивности, составляет 43% от общего значения интегрирования интенсивности, представлены величинами Ra1 и Ra2, интенсивности лазерного луча, соответствующие Ra1 и Ra2, соответствующим образом отображаются величинами Ia1 и Ia2, среднее значение от Ia1 и Ia2 отображается величиной Ia, и, кроме того, интенсивность лазерного луча в центроиде распределения интенсивности отображается величиной Ib, причем установка для лазерной обработки 100 согласно настоящему варианту реализации скомпонована таким образом, чтобы Ib/Ia составляло 2,0 или менее. Поэтому становится возможным придать распределению интенсивности лазерного луча на поверхности листа 10 электротехнической стали с ориентированной структурой оптимальную форму. В результате, становится возможным снизить теплопроводность в направлении, ортогональном к направлению сканирования, при движении лазерного луча в направлении сканирования. Поэтому даже в случае, когда форму пятна делают эллиптической, для образования замыкающих доменов, обладающих достаточной интенсивностью, а, следовательно, время облучения лазерным лучом в одной точке на листе 10 электротехнической стали с ориентированной структурой становится длительным, становится возможным ограничить повышение ширины замыкающего домена, вызванной теплопроводностью. В результате, становится возможным еще больше снизить потери в сердечнике листа 10 электротехнической стали с ориентированной структурой.
[0087] В дополнение, при распределении интенсивности лазерного луча согласно настоящему варианту реализации, становится возможным ограничить возможность возникновения слишком высокой интенсивности луча Ib в центроиде распределения интенсивности, и, таким образом, становится возможным ограничить локальное повышение температуры на поверхности листа 10 электротехнической стали с ориентированной структурой, а следовательно, становится возможным затормозить трещинообразование в стеклянных пленках 14.
[0088] Согласно устройству 100 для лазерной обработки по настоящему варианту реализации, поскольку потери в сердечнике снижены, а также понижено трещинообразование в стеклянных пленках, становится возможным закрепить изготовление листа 10 электротехнической стали с ориентированной структурой, обладающего низкими потерями в сердечнике, с подходящим выходом. В результате, появляется не только возможность поставлять лист 10 электротехнической стали с ориентированной структурой, обладающий низкими потерями в сердечнике при более низкой цене, но также становится возможным снизить энергопотребление за счет широкого распространения листов 10 электротехнической стали с ориентированной структурой, обладающих низкими потерями в сердечнике, по всему миру. Поэтому демонстрируются значительные экономические эффекты.
[0089] До сих пор, предпочтительный вариант реализации и примеры настоящего изобретения были подробно описаны со ссылкой на прилагаемые чертежи, но настоящее изобретение не ограничено этим. Само собой разумеется, что специалист в данной области техники может постичь различные модифицированные примеры и исправленные примеры в пределах объема технических идей, описанных в формуле изобретения, и эти примеры также, несомненно, следует интерпретировать как включенные в технический объем настоящего изобретения.
Промышленное применение
[0090] Согласно настоящему изобретению становится возможным подавлять трещинообразование в стеклянных пленках, при снижении потерь в сердечнике листа электротехнической стали с ориентированной структурой.
Список ссылочных обозначений
[0091] 10: лист электротехнической стали с ориентированной структурой
12: базовый стальной лист
14: стеклянная пленка
16: изоляционная пленка
100: установка для лазерной обработки
102: лазерный генератор
104: передаточное волокно
106: блок лазерного облучения
122: лазерная головка
124: коллиматорная линза
126: металлическое зеркало
128: многоугольное зеркало
130: параболоидное зеркало
Изобретение относится к устройству и способу лазерной обработки листа электротехнической стали с ориентированной структурой для снижения размера магнитного домена. Блок лазерного облучения устройства выполнен с возможностью обеспечения распределения интенсивности лазерного луча, сфокусированного на обрабатываемом листе, таким образом, чтобы удовлетворялось соотношение Ib/Ia≤2, где Ra1 и Ra2 - расстояния между центроидом распределения интенсивности и позициями, при которых значение интегрирования интенсивности, полученное из центроида распределения интенсивности, составляет 43% от общего значения интегрирования интенсивности, Ia1 и Ia2 - интенсивности лазерного луча, соответствующие соответственно Ra1 и Ra2, при этом Ia представляет собой среднее значение от Ia1 и Ia2, а Ib представляет собой интенсивность луча в центроиде распределения интенсивности. 2 н. и 13 з.п. ф–лы, 13 ил., 1 табл.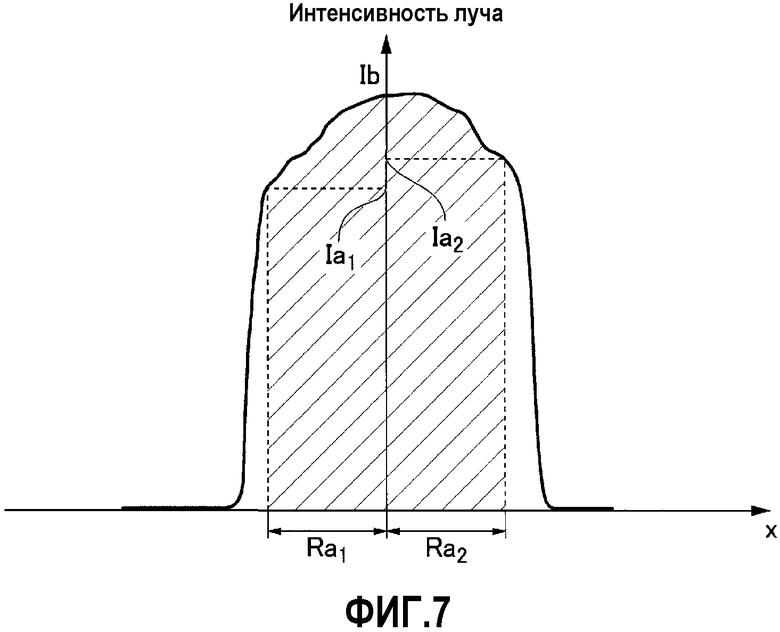
1. Устройство для лазерной обработки листа электротехнической стали с ориентированной структурой для снижения размера магнитного домена путем фокусирования лазерного луча и сканирования указанного листа, содержащее:
- лазерный генератор, испускающий лазерный луч; и
- блок лазерного облучения, наводящий лазерный луч, передаваемый от лазерного генератора на лист электротехнической стали с ориентированной структурой,
причем блок лазерного облучения выполнен с возможностью обеспечения распределения интенсивности лазерного луча, сфокусированного на листе электротехнической стали с ориентированной структурой, представленной на поперечном разрезе, в направлении, перпендикулярном направлению сканирования на листе электротехнической стали с ориентированной структурой, таким образом, чтобы удовлетворялось соотношение Ib/Ia≤2, где Ia - среднее значение интенсивности луча Ia1 и интенсивности луча Ia2, a Ib - интенсивность лазерного луча в центроиде распределения интенсивности, интенсивность луча Ia1 - интенсивность, соответствующая Ra1, интенсивность луча Ia2 - интенсивность, соответствующая Ra2, при этом интеграл распределения интенсивности рассчитан из центроида распределения интенсивности в каждом из первого и второго направлений, оба из которых перпендикулярны направлению сканирования, a Ra1 - расстояние между центроидом распределения интенсивности и положением, в котором значение интегрирования интенсивности, полученное из центроида распределения интенсивности в первом направлении, составляет 43% от общего значения интегрирования интенсивности, Ra2 - расстояние между центроидом распределения интенсивности и положением, в котором значение интегрирования интенсивности, полученное из центроида распределения интенсивности во втором направлении, составляет 43% от общего значения интегрирования интенсивности.
2. Устройство для лазерной обработки по п. 1, в котором блок лазерного облучения выполнен с возможностью обеспечения распределения интенсивности по направлению С для лазерного луча, сфокусированного на листе электротехнической стали с ориентированной структурой, на поперечном разрезе в направлении сканирования на листе электротехнической стали с ориентированной структурой, таким образом, чтобы удовлетворялось соотношение 1,5≤Id/Ic≤10, при этом интеграл распределения интенсивности по направлению С рассчитан из центроида распределения интенсивности по направлению С по каждому из третьего и четвертого направлений, оба из которых проходят вдоль направления сканирования, где Ic - среднее значение от интенсивности луча Iс1 и интенсивности луча Ic2, a Id - интенсивность лазерного луча в центроиде распределения интенсивности по направлению С, Rc1 - расстояние между центроидом распределения интенсивности по направлению С и позицией, при которой значение интегрирования интенсивности, полученное из центроида распределения интенсивности по направлению С, по третьему направлению составляет 43% от общего значения интегрирования интенсивности по направлению С, Rc2 - расстояние между центроидом распределения интенсивности по направлению С и позицией, при которой значение интегрирования интенсивности, полученное из центроида распределения интенсивности по направлению С, по четвертому направлению, составляет 43% от общего значения интегрирования интенсивности по направлению С, а интенсивность луча Ic1 - интенсивность, соответствующая Rc1, интенсивность луча Ic2 - интенсивность, соответствующая Rc2.
3. Устройство для лазерной обработки по п. 1 или 2, в котором Ib/Ia находится в диапазоне 1,0-2,0.
4. Устройство для лазерной обработки по п. 1 или 2, в котором Ra находится в диапазоне 5-100 мкм, где Ra - среднее значение между Ra1 и Ra2.
5. Устройство для лазерной обработки по п. 4, в котором Ra находится в диапазоне 5-60 мкм.
6. Устройство для лазерной обработки по п. 1 или 2, в котором произведение параметров луча для лазерного луча, сфокусированного на листе электротехнической стали с ориентированной структурой, находится в диапазоне от λ/π до 10 мм⋅мрад, где λ - длина волны лазерного луча в мкм.
7. Устройство для лазерной обработки по п. 1 или 2, в котором лазерный генератор представляет собой волоконный лазер или дисковый лазер.
8. Устройство для лазерной обработки п. 1 или 2, в котором формой пятна лазерного луча, сфокусированного на листе электротехнической стали с ориентированной структурой, является эллипс, и направление короткой оси эллипса перпендикулярно направлению сканирования.
9. Устройство для лазерной обработки по п. 1 или 2, в котором блок лазерного облучения включает в себя зеркало, регулирующее соотношение Ia/Ib таким образом, чтобы удовлетворялось соотношение Ia/Ib≤2.
10. Способ лазерной обработки листа электротехнической стали с ориентированной структурой, включающий лазерное облучение для снижения размера магнитного домена листа электротехнической стали с ориентированной структурой, при этом осуществляют фокусирование лазерного луча на листе электротехнической стали с ориентированной структурой и сканирование листа лазерным лучом с интенсивностью лазерного луча, удовлетворяющей соотношению Ib/Ia≤2, при распределении интенсивности лазерного луча, сфокусированного на листе электротехнической стали с ориентированной структурой, на поперечном разрезе в направлении, перпендикулярном направлению сканирования на листе электротехнической стали с ориентированной структурой, при этом интеграл распределения интенсивности рассчитывают из центроида распределения интенсивности в каждом из первого и второго направлений, оба из которых перпендикулярны направлению сканирования, где Ia - среднее значение интенсивности луча Ia1 и интенсивности луча Ia2, Ib - интенсивность лазерного луча в центроиде распределения интенсивности, Ia1 - интенсивность, соответствующая Ra1, Ia2 - интенсивность, соответствующая Ra2, Ra1 - расстояние между центроидом распределения интенсивности и положением, в котором значение интегрирования интенсивности, полученное из центроида распределения интенсивности в первом направлении составляет 43% от общего значения интегрирования интенсивности, Ra2 - расстояние между центроидом распределения интенсивности и позицией, при которой значение интегрирования интенсивности, полученное из центроида распределения интенсивности во втором направлении составляет 43% от общего значения интегрирования интенсивности.
11. Способ лазерной обработки по п. 10, в котором Id/Ic попадает в диапазон 1,5-10 при распределении интенсивности по направлению С лазерного луча, сфокусированного на листе электротехнической стали с ориентированной структурой, на поперечном разрезе в направлении сканирования на листе электротехнической стали с ориентированной структурой, при этом интеграл распределения интенсивности по направлению С рассчитывают из центроида распределения интенсивности по направлению С по каждому из третьего и четвертого направлений, оба из которых простираются вдоль направления сканирования, причем Ic - среднее значение интенсивности луча Ic1 и интенсивности луча Ic2, a Id - интенсивность лазерного луча в центроиде распределения интенсивности по направлению С, интенсивность луча Ic1 - интенсивность, соответствующая Rc1, интенсивность луча Ic2 - интенсивность, соответствующая Rc2, Rc1 - расстояние между центроидом распределения интенсивности по направлению С и позицией, при которой значение интегрирования интенсивности, полученное из центроида распределения интенсивности по направлению С по третьему направлению, составляет 43% от общего значения интегрирования интенсивности по направлению С, Rc2 - расстояние между центроидом распределения интенсивности по направлению С и положением, в котором значение интегрирования интенсивности, полученное из центроида распределения интенсивности по направлению С по четвертому направлению, составляет 43% от общего значения интегрирования интенсивности по направлению С.
12. Способ лазерной обработки по п. 10 или 11, в котором Ia/Ib находится в диапазоне 1,0-2.0.
13. Способ лазерной обработки по п. 10 или 11, в котором Ra находится в диапазоне 5-100 мкм, где Ra представляет среднее значение от Ra1 и Ra2.
14. Способ лазерной обработки по п. 13, в котором Ra находится в диапазоне 5-60 мкм.
15. Способ лазерной обработки по п. 10 или 11, в котором форма пятна лазерного луча, сфокусированного на листе электротехнической стали с ориентированной структурой, представляет собой эллипс, и направление короткой оси эллипса перпендикулярно направлению сканирования.
| ДВУХТАКТНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО ГОРЕНИЯ | 1926 |
|
SU6423A1 |
| WO 199724466 A1, 10.01.1997 | |||
| ЛАЗЕРНОЕ УСТРОЙСТВО ОДНОМОДОВОГО МОДУЛИРОВАННОГО ИЗЛУЧЕНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1993 |
|
RU2044066C1 |
| RU 2004129402 C1, 10.03.2006 | |||
| ТВЕРДОТЕЛЬНЫЙ ЛАЗЕР (ВАРИАНТЫ) | 2002 |
|
RU2243072C2 |
| JP 10204533 A, 04.08.1998. | |||

