Изобретение относится к установкам электронно-лучевой сварки (ЭЛС), применяемым, в частности, для качественной вакуумной сварки узлов и деталей СВЧ-приборов различных классов, включая тонкостенные приборы миниатюрного исполнения. Установка может быть использована также для сварки разнородных материалов, например, приварки держателей из золотой проволоки к титановым корпусам заменителей сердечных клапанов, к которым предъявляются высокие требования долговечности и надежности в работе.
Известна установка А306.13 электронно-лучевой сварки различных изделий [1]. Установка содержит электронно-оптическую систему (ЭОС) с триодной электронной пушкой. ЭОС находится в вакуумной рабочей камере кубической формы и вертикально перемещается и поворачивается по радиусу в горизонтальной плоскости. Установки этого типа имеют вакуумную систему, выполненную с использованием масляных насосов. Недостатками этой установки являются:
- низкое качество сварки из-за попадания паров масла в вакуумную камеру, масло полимеризуется на электродах ЭОС в виде диэлектрической пленки, что приводит к расфокусировке электронного пучка;
- использование масляных насосов требует установки ловушки для паров масла, что значительно усложняет конструкцию;
- наблюдение ведется через иллюминатор рабочей камеры, поэтому трудно сфокусировать систему и определить точку отсчета начала сварки.
Известна также электронно-лучевая установка, принятая за прототип [2], содержащая технологический вакуумный корпус с откачным патрубком и координатным столом, над которым последовательно и осесимметрично размещены триодная электронная пушка с катодным узлом и анодным фланцем, аксиально-симметричная система транспортировки электронного пучка к координатному столу, выполненная в виде герметичного корпуса с расположенными вдоль него диафрагмами, центрирующей, фокусирующей и отклоняющей магнитными линзами, систему высоковольтного питания и управления линзами. В установку встроена пара Г-образных откачных патрубков с автономными откачными устройствами. Откачка камеры проводится форвакуумным насосом до давления от 10-2 до 10-3 мм рт.ст.
Недостатками этой установки являются:
- сложность конструкции, поскольку в установке выполнены три отдельные вакуумные системы;
- недостаточный вакуум в герметичном корпусе;
- триодная электронная пушка не обеспечивает стабильную работу установки и поддержание токовых параметров электронного пучка;
- отсутствует юстировка ЭОС относительно координатного стола;
- отсутствует возможность фиксирования места начала сварки.
Техническим результатом изобретения является обеспечение качественной, высоконадежной и высокопроизводительной сварки деталей СВЧ-приборов, в том числе и мелких, а также упрощение конструкции и эксплуатации установки.
Технический результат достигается тем, что установка для электронно-лучевой сварки содержит вакуумную камеру, в которой размещены координатный стол и над ним электронно-оптическая система с триодной электронной пушкой, и вакуумную систему. Электронно- оптическая система содержит второй анод и выполнена с возможностью вертикального и горизонтального перемещения относительно координатного стола. Между катодом и фокусирующим электродом пушки установлена съемная диафрагма, диаметр отверстия которой от 0,5 до 2,5 мм. На втором аноде пушки неподвижно закреплены герметичная видеокамера и система подсветки, внутри второго анода на держателе, имеющем отверстие для прохождения пучка электронов и выполненном с возможностью горизонтального перемещения, размещены оптические призмы, допускающие при настройке поворот от 2° до 5° и защищенные прозрачными экранами. На координатном столе установлены держатели деталей с возможностью наклона на угол от 0° до 90°, при этом стол выполнен с возможностью периодического поворота и вращения. Вакуумная система выполнена на безмасляных насосах. Вакуумная система установки может быть выполнена на безмасляном форвакуумном спирального типа насосе и на безмасляном турбомолекулярном насосе.
Система подсветки может быть выполнена в виде призмы, на которую направлен свет от диодной лампы.
Второй анод ЭОС позволяет стабилизировать электронный пучок и расположение фокального пятна на изделии.
Возможность вертикального и горизонтального перемещения ЭОС относительно координатного стола позволяет выполнять протяженные свариваемые швы на изделии.
Между катодом и фокусирующим электродом установлена съемная диафрагма, диаметр отверстия которой от 0,5 до 2,5 мм позволяет варьировать величинами тока электронного пучка.
На втором аноде неподвижно закреплена герметичная видеокамера, которая обеспечивает передачу изображения места сварки на монитор, расположенный вне установки.
На втором аноде неподвижно закреплена система подсветки, которая обеспечивает яркость освещения места сварки.
Внутри второго анода на держателе, имеющем отверстие для прохождения пучка электронов и выполненном с возможностью горизонтального перемещения, размещены оптические призмы, допускающие при настройке поворот от 2° до 5°, что обеспечивает фокусировку оптического пучка от системы подсветки на место сварки.
Оптические призмы защищены прозрачными экранами, которые предотвращают их запыление во время работы установки.
Координатный стол выполнен с возможностью периодического поворота и вращения. На координатном столе установлены держатели для изделий с возможностью наклона на угол от 0° до 90°, что позволяет проводить сварку на боковых поверхностях изделия.
Вакуумная система выполнена на безмасляных насосах, что обеспечивает отсутствие углеводородных соединений в вакуумной камере и получение качественных и долговечных швов.
Установка для электронно-лучевой сварки поясняется чертежами.
На фиг.1 представлена схема предлагаемой установки, где:
вакуумная камера - 1,
координатный стол - 2,
электронно-оптическая система - 3,
вакуумная система - 4,
триодная электронная пушка - 5,
катод - 6,
фокусирующий электрод - 7
съемная диафрагма - 8,
второй анод пушки - 9,
герметичная видеокамера - 10,
система подсветки - 11,
держатель - 12,
оптические призмы - 13,
безмасляный форвакуумный насос - 14,
безмасляный турбомолекулярный насос - 15,
держатель детали - 16.
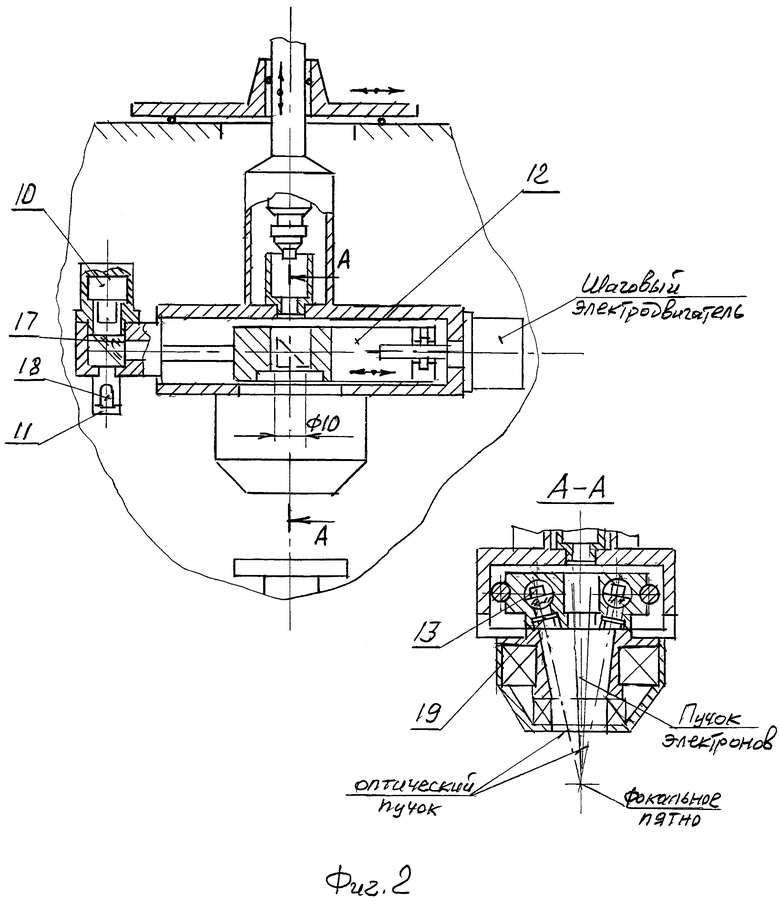
На фиг.2 представлена схема видеонаблюдения установки, где:
герметичная видеокамера - 10,
система подсветки - 11,
держатель - 12,
оптические призмы - 13,
призма подсветки - 17,
диодная лампа - 18,
защитный экран - 19.
Пример
Установка для электронно-лучевой сварки содержит корпус с вакуумной системой 4, на котором закреплена вакуумная рабочая камера 1. В камере 1 расположены: электронно-оптическая система 3 и координатный стол 2. В триодной электронной пушке 5 между катодом 6 и фокусирующим электродом 7 расположена съемная диафрагма 8 с отверстием диаметром 1,5 мм. На втором аноде 9 неподвижно закреплены герметичная видеокамера 10 типа KTSC КРС-ЕХ20 ВН и система подсветки 11, выполненная в виде оптической призмы и диодной лампы 19 на основе светодиода ARL5013UWC. Внутри второго анода 9 установлен держатель 12, имеющий отверстие диаметром 10 мм. На держателе 12 размещены 2 оптические призмы 13 с защитным экраном 19, выполненным из оптического стекла ЛК-6. Поворот призм 13 осуществляют упорными винтами. На координатном столе 2 установлены 8 держателей деталей 16, выполненных в виде цанг. Координатный стол 2 осуществляет периодический поворот и вращение шаговыми двигателями типа ДШИ-200-1-1, чтобы поместить свариваемую деталь под ЭОС 3.
Вакуумная система включает форвакуумный насос 14 (спиральный) типа ISP-500-TH, турбомолекулярный насос 15 типа TM32203LM. Снаружи на установке размещен видеомонитор, на котором ведется наблюдение за процессом сварки.
Установка работает следующим образом.
Свариваемую деталь устанавливают в держатель деталей 16 на координатном столе 2. Поворачивают стол 2 до совмещения держателя 16 с осью ЭОС 3. Производят настройку освещения места сварки светом диодной лампы 18 системы подсветки 11 оптическими призмами 13 и добиваются четкого изображения места сварки с помощью видеокамеры 10 на экране видеомонитора. Видеокамеру 10 и систему подсветки 11 включают на время не более 20 мин, чтобы не произошел их перегрев (время фиксируется таймером). Перемещают держатель 12 в рабочее положение до совмещения его отверстия с осью ЭОС 3. Перемещают ЭОС 3 к зоне сварки по вертикали и горизонтали относительно координатного стола 2 до получения четкого изображения зоны сварки на экране видеомонитора. Выключают видеокамеру 10 и подсветку 11. Затем закрывают камеру 1. Вакуумную камеру 1 и турбомолекулярный насос 15 откачивают сначала на форвакуум форвакуумным насосом 14 до давления 5×10-2 мм рт.ст., а затем на высокий вакуум до давления 5×10-6 мм рт.ст. с помощью турбомолекулярного насоса 15, открыв шиберный затвор. Предварительно перед включением турбомолекулярного насоса 15 в рубашку его корпуса вводят охлаждающую воду, чтобы не было перегрева. Степень разрежения в камере 1 определяют вакуумметром. Включают источник высокого напряжения (25 кВ) и производят сварку детали. Поворачивая координатный стол 2, перемещают очередную деталь на место сварки и производят сварку всех установленных на нем деталей. Выключают питание ЭОС 3. После остывания деталей (не менее 5 мин) закрывают шиберный затвор и в рабочую камеру 1 напускают воздух до атмосферного давления, открывают камеру 1 и извлекают сваренные детали.
После завершения сварочных работ для подготовки к следующему циклу сварки рабочую камеру 1 закрывают и снова откачивают до давления 5×0-2 мм рт.ст. От камеры Отсоединяют форвакуумный насос 14 и выключают оба насоса. Подачу воды прекращают и отключают электропитание блока.
С помощью предлагаемой установки была произведена сварка деталей узлов электронных приборов СВЧ, в частности клистронов. Полученные вакуумно-плотные швы на катодных ножках и отражательных узлах прошли испытания на герметичность с помощью масс-спектрометра и течеискателя. Приборы отличаются высокой степенью надежности. Установка найдет широкое применение в электронной промышленности при сварке деталей самой разнообразной конструкции. Возможность работы на установке как в ручном, так и в автоматическом режимах, используя при необходимости импульсный или моноимпульсный режимы, расширяет ее применение.
Источники информации
1. Демин Е.П. и др. «Оборудование для импульсной электроннолучевой сварки». Автоматическая сварка, №8(197), Киев, 1969 г.
2. Патент РФ №2296038, МПК В23К 15/06, H01J 37/315.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОННО-ЛУЧЕВАЯ УСТАНОВКА | 2005 |
|
RU2296038C2 |
| ЭЛЕКТРОННО-ЛУЧЕВАЯ УСТАНОВКА | 2000 |
|
RU2192687C2 |
| ИНЖЕКТОР ЭЛЕКТРОНОВ С ВЫВОДОМ ЭЛЕКТРОННОГО ПУЧКА В СРЕДУ С ПОВЫШЕННЫМ ДАВЛЕНИЕМ И ЭЛЕКТРОННО-ЛУЧЕВАЯ УСТАНОВКА НА ЕГО ОСНОВЕ | 2007 |
|
RU2348086C1 |
| СПОСОБ ОТКАЧКИ И НАПОЛНЕНИЯ ПРИБОРА ГАЗОМ | 2012 |
|
RU2505883C1 |
| НАНОТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС | 2010 |
|
RU2522776C2 |
| УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ КОНТРОЛЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ | 2013 |
|
RU2524792C1 |
| УСТРОЙСТВО ДЛЯ ИЗЛУЧЕНИЯ ЗАРЯЖЕННЫХ ЧАСТИЦ, ИЗЛУЧАТЕЛЬ ЗАРЯЖЕННЫХ ЧАСТИЦ, СВАРОЧНЫЙ АППАРАТ, УЗЕЛ ДЛЯ ПРОХОЖДЕНИЯ ЗАРЯЖЕННЫХ ЧАСТИЦ, УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПУЧКА ЗАРЯЖЕННЫХ ЧАСТИЦ | 1998 |
|
RU2201006C2 |
| ВЫСОКОВАКУУМНЫЙ ПОСТ ДЛЯ ОТКАЧКИ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ | 2012 |
|
RU2515937C1 |
| Криогенно-вакуумная установка | 2018 |
|
RU2678923C1 |
| Электронно-лучевая установка | 1986 |
|
SU1333508A1 |
Изобретение относится к установкам для электронно-лучевой сварки (ЭЛС), применяемым, в частности, для качественной вакуумной сварки узлов и деталей СВЧ-приборов различных классов. Установка содержит вакуумную камеру с вакуумной системой. В вакуумной камере размещены координатный стол и над ним электронно-оптическая система с триодной электронной пушкой. Электронно-оптическая система выполнена с возможностью вертикального и горизонтального перемещения относительно стола. Между катодом и фокусирующим электродом пушки установлена съемная диафрагма. На втором аноде пушки неподвижно закреплены герметичная видеокамера и система подсветки, внутри второго анода на держателе, имеющем отверстие для прохождения пучка электронов и выполненном с возможностью горизонтального перемещения, размещены оптические призмы. На координатном столе установлены держатели деталей с возможностью наклона на угол от 0° до 90°, при этом стол выполнен с возможностью периодического поворота. Вакуумная система выполнена на безмасляных насосах. Изобретение обеспечивает качественную, высоконадежную и высокопроизводительную сварку деталей СВЧ-приборов, в том числе мелких. 2 з.п. ф-лы, 2 ил.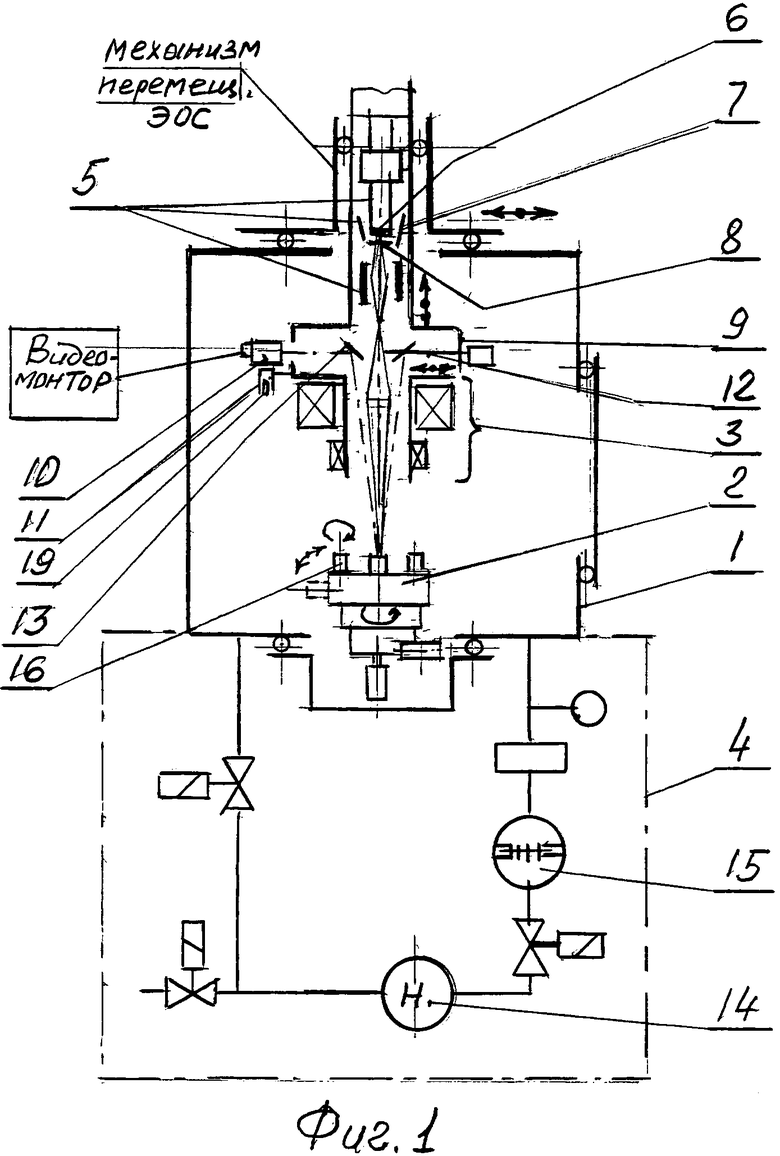
1. Установка для электронно-лучевой сварки, содержащая вакуумную камеру с размещенными в ней координатным столом и расположенной над ним электронно-оптической системой с триодной электронной пушкой с анодом, между катодом и фокусирующим электродом которой установлена диафрагма, и вакуумную систему, отличающаяся тем, что электронно-оптическая система снабжена вторым анодом, а установка снабжена герметичной видеокамерой, системой подсветки и держателями деталей, установленными на координатном столе с возможностью наклона на угол от 0° до 90°, при этом стол выполнен с возможностью периодического поворота, электронно-оптическая система выполнена с возможностью вертикального и горизонтального перемещения относительно стола, диафрагма выполнена съемной с отверстием диаметром от 0,5 до 2,5 мм, герметичная видеокамера и система подсветки неподвижно закреплены на втором аноде, причем система подсветки включает оптические призмы с защитными прозрачными экранами, установленные с возможностью поворота при настройке на угол от 2° до 5° на держателе, расположенном внутри второго анода с возможностью горизонтального перемещения и имеющем отверстие для прохождения пучка электронов, а вакуумная система выполнена на безмасляных насосах.
2. Установка для электронно-лучевой сварки по п.1, отличающаяся тем, что вакуумная система выполнена на безмасляных форвакуумном спирального типа и турбомолекулярном насосах.
3. Установка для электронно-лучевой сварки по п.1, отличающаяся тем, что система подсветки содержит диодную лампу с возможностью направления света от нее на оптические призмы.
| ЭЛЕКТРОННО-ЛУЧЕВАЯ УСТАНОВКА | 2005 |
|
RU2296038C2 |
| СПОСОБ ЗАЩИТЫ ЭЛЕМЕНТОВ ОПТИЧЕСКИХ СИСТЕМ ОТ НАПЫЛЕНИЯ ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ | 2008 |
|
RU2391190C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2217281C2 |
| DE 102009052464 A1, 12.05.2011 | |||
| US 5229570 A, 20.07.1993 | |||

