Настоящее изобретение относится к сварочной технике, предназначено для сварки плавлением и может быть использовано для сварки тугоплавких и жаропрочных материалов.
Известно устройство для электронно-лучевой сварки, содержащее катод и ускоряющий анод с отверстием, электромагнитную линзу, электромагнитную отклоняющую систему, высоковольтный источник постоянного тока. Выходящие из катода электроны фокусируются в пучок с помощью электрического поля между катодом и ускоряющим анодом. На пути от катода к ускоряющему аноду электроны приобретают достаточную для сварки изделия энергию. На пути от ускоряющего анода до свариваемого изделия пучок электронов фокусируется магнитным полем в электромагнитной линзе устройства для электронно-лучевой сварки. Перемещение луча по свариваемому изделию осуществляется с помощью электромагнитной отклоняющей системы. Кинетическая энергия электронов вследствие торможения в материале свариваемого изделия превращается в теплоту, нагревая материал до высоких температур. Электрическое питание устройства для электронно-лучевой сварки осуществляется от высоковольтного источника постоянного тока [O. K. Назаренко, А.А. Кайдалов, С.Н. Ковбасенко и др. Электронно-лучевая сварка. Под редакцией Б.Е. Патона. - Киев: Наукова думка, 1987, с. 23-25].
Наиболее близким по технической сущности и достигаемому результату (прототипом) к заявляемому изобретению является устройство для электронно-лучевой сварки, которое работает по принципу функционирования электровакуумного триода. Устройство для электронно-лучевой сварки содержит высоковольтный источник питания, вакуумную камеру, катод, сетку смещения электрического потенциала с отверстием, ускоряющий анод с отверстием, электромагнитные фокусирующие линзы и электромагнитную отклоняющую систему. Каждая электромагнитная фокусирующая линза выполнена в виде индуктирующей магнитное поле многовитковой катушки из изолированного провода. Выходящие из катода электроны фокусируются с помощью электрического поля между катодом, сеткой смещения электрического потенциала с отверстием и ускоряющим анодом в пучок с диаметром, сначала равным диаметру отверстия в сетке смещения потенциала, затем равным диаметру отверстия в аноде. Положительный потенциал ускоряющего анода достигает нескольких десятков тысяч вольт, поэтому электроны, испускаемые катодом, на пути к аноду приобретают значительную кинетическую энергию. Для увеличения плотности энергии в луче после выхода электронов из ускоряющего анода электроны фокусируются магнитным полем в электромагнитных линзах. Сфокусированные в плотный пучок летящие электроны ударяются с большой скоростью о малую площадку, равную пятну нагрева на свариваемом изделии, при этом кинетическая энергия электронов вследствие торможения в материале свариваемого изделия превращается в теплоту, нагревая металл до очень высоких температур. Для перемещения луча по свариваемому изделию на пути электронов помещена магнитная отклоняющая система, позволяющая устанавливать луч точно по линии сварки (см. книгу Сварка, резка, пайка металлов. М.: Аделант Арфа СВ, 1999, 192 с., с. 73-75).
Общими недостатками описанных устройств является, во-первых, слабая фокусировка пучка электронов, из-за невозможности максимально близко к пучку электронов расположить изолированные токопроводящие витки многовитковой электромагнитной фокусирующей линзы, приводящая к низкому качеству сварки; во-вторых, высокое энергопотребление из-за применения энергоемких многовитковых катушек электромагнитной фокусирующей линзы и электромагнитной отклоняющей системы, и, в третьих, большие габариты устройства вследствие значительных размеров электромагнитных фокусирующих линз и электромагнитной отклоняющей системы из-за необходимости изготавливать их в виде громоздких многовитковых катушек из изолированного провода.
Предлагаемым изобретением решается задача, во-первых, повышения качества сварки путем увеличения фокусировки электронного луча, во-вторых, уменьшения энергопотребления, в-третьих, значительного уменьшения габаритов устройства для электронно-лучевой сварки.
Для достижения указанного результата в устройстве для электронно-лучевой сварки, содержащем высоковольтный источник питания, вакуумную камеру, катод, сетку смещения электрического потенциала с отверстием, ускоряющий анод с отверстием, электромагнитные фокусирующие линзы и электромагнитную отклоняющую систему, каждая электромагнитная фокусирующая линза выполнена в виде индуктирующей магнитное поле кольцеобразной трубки из сверхпроводящего материала, имеющей пазовое разделение торцов с образованием зазора между ними.
Увеличение фокусировки электронного луча в устройстве для электронно-лучевой сварки обеспечивается созданием сильного магнитного поля, индуктированного малогабаритными электромагнитными фокусирующими линзами, каждая из которых выполнена в виде индуктирующей магнитное поле кольцеобразной трубки из сверхпроводящего материала, имеющей пазовое разделение торцов с образованием зазора между ними.
Снижение энергопотребления устройства для электронно-лучевой сварки обусловлено использованием неэнергоемких одновитковых малогабаритных электромагнитных фокусирующих линз.
Уменьшение габаритов устройства для электронно-лучевой сварки обусловлено применением электромагнитных линз для фокусировки пучка электронов, каждая из которых выполнена в виде индуктирующей магнитное поле кольцеобразной трубки из сверхпроводящего материала, имеющей пазовое разделение торцов с образованием зазора между ними.
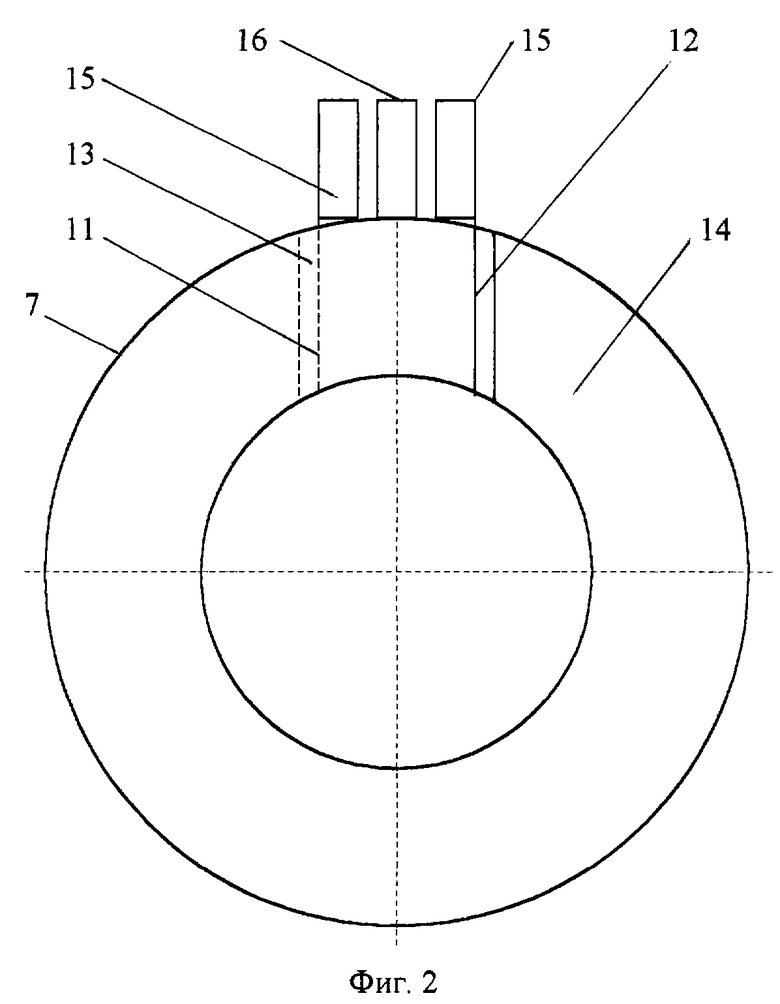
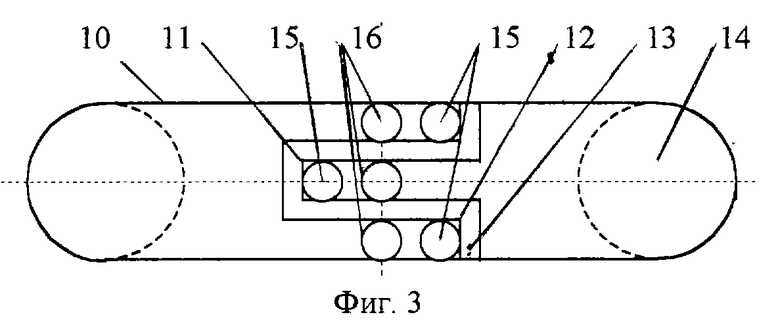
Изобретение поясняется чертежом, где на фиг.1 изображен общий вид устройства для электронно-лучевой сварки, а на фиг.2 представлен общий вид электромагнитной фокусирующей линзы; на фиг.3 - ее вид сверху.
Устройство для электронно-лучевой сварки содержит высоковольтный источник 1 питания, вакуумную камеру 2, катод 3, сетку 4 смещения электрического потенциала с отверстием, ускоряющий анод 5 с отверстием, электромагнитные фокусирующие линзы 6, 7 и электромагнитную отклоняющую систему 8. Устройство предназначено для сварки изделия 9. Катод 3 выполнен из монокристалла гексаборида лантана и обеспечивает электрический ток в 1 А. Каждая электромагнитная фокусирующая линза 6, 7 выполнена в виде одновитковой индуктирующей кольцеобразной трубки 10 из сверхпроводящего материала, имеющей пазовое разделение торцов 11, 12 с образованием зазора 13 между ними. В индуктирующей кольцеобразной трубке 10 имеется полость 14 между торцами 11 и 12. Образованный торцами 11 и 12 индуктирующей кольцеобразной трубки 10 зазор 13 служит для пазового разделения торцов 11, 12 друг от друга по току. Каждая фокусирующая линза 6, 7 содержит токоподводящие шины 15 для электрического тока и патрубки 16 для охлаждающей жидкости. Для формирования фокусирующего магнитного поля и качественной фокусировки электронного луча индуктирующую кольцеобразную трубку 10 изготавливают из сверхпроводника круглого или эллипсовидного сечения. Токоподводящие шины 15 присоединяются к торцам 11 и 12 индуктирующей кольцеобразной трубки 10 каждой электромагнитной фокусирующей линзы 6 и 7 по линиям раздела торцов 11 и 12 со сложным зазором 13. Присоединение токоподводящих шин 15 к концам индуктирующей кольцеобразной трубки 10 обеспечивает протекание электрического тока по полному витку индуктирующей кольцеобразной трубки 10. Токоподводящие шины 15 противоположными концами подсоединяются к электрическому источнику 1 питания. Вдоль индуктирующей кольцеобразной трубки 10 протекает постоянный по направлению электрический ток, формирующий магнитное поле для фокусировки электронов. Пазовое разделение торцов 11 и 12 индуктирующей кольцеобразной трубки 10 каждой электромагнитной линзы 6 и 7 обеспечивают однородное распределение индукции вокруг фокусируемого электронного луча и высокую фокусировку электронного луча. Охлаждение сверхпроводящей индуктирующей кольцеобразной трубки 10 осуществляется подводимым к патрубкам 16 и далее циркулирующим вдоль полости 14 индуктирующей кольцеобразной трубки 10 охлаждающим агентом.
Предлагаемое устройство для электронно-лучевой сварки работает следующим образом.
Высоковольтный источник 1 питания обеспечивает электрической энергией функционирование всех узлов устройства для электронно-лучевой сварки, в том числе обеспечивает нагрев расположенного в вакуумной камере 2 катода 3. Катод 3 позволяет непрерывно работать до 30 ч. Из него происходит эмиссия электронов. Выходящие из катода 3 электроны сначала формируются в направленный поток электронов. Затем с помощью электрического поля между катодом 3, сеткой 4 смещения электрического потенциала с отверстием и ускоряющим анодом 5 электроны фокусируются в пучок с диаметром, сначала равным диаметру отверстия в сетке 4 смещения потенциала, затем в пучок, равным диаметру отверстия в аноде 5. Разность потенциалов между ускоряющим анодом 5 и катодом 3 достигает нескольких десятков тысяч вольт, поэтому испускаемые катодом 3 электроны на пути к аноду 5 приобретают высокую кинетическую энергию. Далее, для увеличения плотности энергии в электронном луче, после выхода электронов из отверстия ускоряющего анода 5 электроны направляются в электромагнитную фокусирующую линзу 6. Для формирования фокусирующего магнитного поля электрический ток пропускается по витку индуктирующей кольцеобразной трубки 10 электромагнитной линзы 6. Разность потенциалов подается на концы индуктирующей кольцеобразной трубки 10 электромагнитной фокусирующей линзы 6. Распределение индукции по радиусу электромагнитной фокусирующей линзы 6 таково, что получают в центре витка индуктирующей кольцеобразной трубки 10 фокусирующее магнитное поле и зону фокусировки электронов. В центре витка индуктирующей трубки 10 с помощью магнитного поля осуществляется фокусировка луча электронов. При пропускании постоянного электрического тока через индуктирующую трубку 10 вокруг индуктирующей трубки 10 возникает магнитное поле, напряженность которого не изменяется по величине и по направлению в пространстве. Напряженность магнитного поля и плотность магнитного потока получаются наибольшими внутри витка вблизи индуктирующей трубки 10. У направленного электронного луча внутрь витка индуктирующей трубки 10 постоянный магнитный поток осуществляет еще большую фокусировку. Магнитное поле фокусирующей линзы 6 особенно активно воздействует на электроны в поверхностных слоях потока электронов, что и приводит к фокусировке электронного луча. Глубина фокусировки, профиль магнитного поля и параметры электронного луча зависят от формы индуктирующей трубки 10 и конструкции торцов 11 и 12. Пазовое разделение торцов 11 и 12 индуктирующей трубки 10 обеспечивает протекание постоянного электрического тока по полному витку индуктирующей трубки 10 и однородную индукцию магнитного поля вокруг фокусируемого электронного луча. Магнитный поток приводит к действию силы Лоренца на все пролетающие электроны.
После электромагнитной линзы 6 электроны следуют в такую же электромагнитную линзу 7, где происходят аналогичные процессы, далее в электромагнитную отклоняющую систему 8 и затем к свариваемому изделию 9. Свариваемое изделие 9 размещено по ходу электронов после электромагнитной отклоняющей системы 8. Перемещение луча по свариваемому изделию 9 осуществляется с помощью электромагнитной отклоняющей системы 8, позволяющей устанавливать луч точно по линии сварки на свариваемом изделии 9.
Предлагаемое изобретение по сравнению с известными техническими решениями в этой области повышает фокусировку пучка электронов, происходящую при усилении фокусировки электронного луча, которая обеспечивается созданием сильного магнитного поля, индуктированного каждой малогабаритной электромагнитной линзой, выполненной в виде витка индуктирующей трубки. Изобретение снижает энергопотребление устройства для электронно-лучевой сварки, обусловленное использованием одновитковых, малогабаритных, электромагнитных фокусирующих линз и уменьшает габариты устройства для электронно-лучевой сварки из-за применения малогабаритных электромагнитных линз для фокусировки пучка электронов.
Кроме того, при использовании предлагаемого устройства для электронно-лучевой сварки уменьшаются материальные и финансовые затраты на изготовление и эксплуатацию устройства, т. к. оно не требует применения громоздких и энергоемких электромагнитов линзы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2242345C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2217282C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2217280C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2186666C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2186665C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2238179C2 |
| ЭЛЕКТРОННО-ЛУЧЕВОЙ ПРИБОР | 1991 |
|
RU2103762C1 |
| Газоразрядная электронная пушка для термообработки | 1990 |
|
SU1810926A1 |
| ЭЛЕКТРОННО-ЛУЧЕВАЯ ПУШКА С ПОВЫШЕННЫМ РЕСУРСОМ ЭКСПЛУАТАЦИИ | 2018 |
|
RU2709793C1 |
| Электронно-лучевой прибор | 1981 |
|
SU978233A1 |
Изобретение относится к устройствам для электронно-лучевой сварки и может быть использовано для сварки тугоплавких и жаропрочных материалов в различных отраслях машиностроения. Устройство содержит высоковольтный источник питания, вакуумную камеру, катод, сетку смещения электрического потенциала с отверстием, ускоряющий анод с отверстием, электромагнитные фокусирующие линзы и электромагнитную отклоняющую систему. Каждая электромагнитная фокусирующая линза выполнена в виде индуктирующей магнитное поле кольцеобразной трубки из сверхпроводящего материала, имеющей пазовое разделение торцов с образованием зазора между ними. Такая конструкция устройства позволяет повысить качество сварки путем увеличения фокусировки электронного луча, уменьшить энергопотребление и габариты устройства. 3 ил.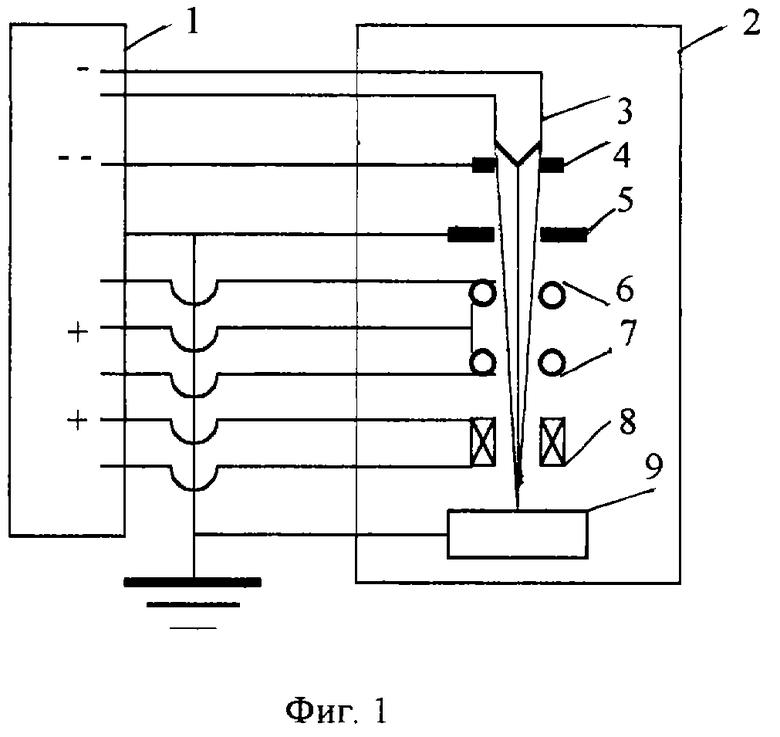
Устройство для электронно-лучевой сварки, содержащее высоковольтный источник питания, вакуумную камеру, катод, сетку смещения электрического потенциала с отверстием, ускоряющий анод с отверстием, электромагнитные фокусирующие линзы и электромагнитную отклоняющую систему, отличающееся тем, что каждая электромагнитная фокусирующая линза выполнена в виде индуктирующей магнитное поле кольцеобразной трубки из сверхпроводящего материала, имеющей пазовое разделение торцов с образованием зазора между ними.
| Сварка, резка, пайка металлов | |||
| - М.: Аделант Арфа СВ, 1999, с.73-75 | |||
| ЭЛЕКТРОННАЯ ПУШКА ЦВЕТНОЙ ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ (ВАРИАНТЫ) | 1994 |
|
RU2095878C1 |
| ЭЛЕКТРОННО-ОПТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 1996 |
|
RU2094897C1 |
| ЭЛЕКТРОСТАТИЧЕСКАЯ ФОКУСИРУЮЩАЯ СИСТЕМА | 0 |
|
SU408393A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕПЛОВОГО СОПРОТИВЛЕНИЯ ПЕРЕХОД-КОРПУС ПОЛУПРОВОДНИКОВЫХ ДИОДОВ | 2001 |
|
RU2178893C1 |
| US 6028317, 22.02.2000. | |||

