Предмет изобретения
Изобретение относится к способу усовершенствования фиксирующей конструкции ножа рубительной машины, к указанной рубительной машине, содержащей по существу цилиндрический ножевой диск, одна торцевая поверхность которого снабжена одним или несколькими ножами, выступающими по существу радиально по отношению к ножевому диску, и изнашивающийся сегмент, расположенный для его поддержки, верхняя поверхность которого снабжена покрытием для сопротивления напряжению, вызываемому бревнами, рубящимися в рубительной машине. Изобретение также относится к устройству, реализующему способ.
Известный уровень техники
Деревянная щепа, используемая для потребностей целлюлозно-бумажной промышленности, производится, как правило, с использованием дисковых рубительных машин. Рубительная машина имеет ножевой диск, который установлен на подшипниках в корпусе машины с возможностью вращения вокруг его вала, и множество ножей, установленных в нем, слегка отклоняясь от направления радиуса лезвия. Ножи приспособлены для прохождения на расстоянии от контрножа, соответствующем желаемому зазору между ножами при вращении диска. При рубке дерева на щепу, ножи ножевого диска, ударяют рубящееся бревно, при этом бревно в свою очередь опирается противоположной стороной на контрнож.
С помощью рубительной машины, деревянные бревна, введенные в нее, рубятся для образования деревянной щепы желаемого размера для дальнейшей обработки. Во время работы, ножевой диск и его части подвергаются сильным напряжениям, вызывающим износ, как механический, так и химический, а также другим напряжениям. Особенно это относится к ножевому диску и частям, приспособленным для его фиксирования и поддержки. Обычно используется в так называемой конструкции вставленным ножом, при котором ножевой диск, вставленный в нож, поддерживается особенно в радиальном направлении частью в виде изнашивающегося сегмента. Одна из верхней стороны ножа и верхней стороны части трущегося сегмента образует непрерывную поверхность или плоскость, или по меньшей мере большая ее часть, способом, определяемым для каждого конкретного случая. Эта поверхность простирается до следующей подножевой щели. В этой патентной заявке, поверхность между ножом и следующей подножевой щелью в направлении прохождения дерева обычно называется изнашивающейся поверхностью. Дерево, в основном бревно, рубящееся ножом, обычно проходит устройство по этой изнашивающейся поверхности и проходит далее в сторону следующего ножа. Часть в виде изнашивающегося сегмента сформирована из одной массивной детали, изготовленной из основного материала, как правило из конструкционной стали высокой прочности.
Для упрочнения верхней поверхности части в виде изнашивающегося сегмента и для повышения ее износоустойчивости, на нее поверхностно напыляют твердое покрытие. Формирование такого рода изнашиваемых покрытий известного уровня техники требует спекания. Поэтому, покрытие формируется на поверхности основного материала посредством повышения температуры основного материала до значений приблизительно 1000°С. Как правило, нагревание производится в печи.
Однако этот способ приводит к нескольким недостаткам в связи с основным материалом обрабатываемого компонента. Во-первых, основной материал размягчается в результате спекания. Результирующий недостаток заключается в том, что материал становится менее прочным к нагрузкам, и, таким образом, не обеспечивает желаемую поддержку ножу. Недостающие прочностные характеристики части в виде изнашивающегося сегмента должны быть скомпенсированы массивностью занимающими много места габаритами изнашивающегося сегмента. Масса изнашивающегося сегмента, как правило, находится в пределах 200 кг. Также, износоустойчивость изнашивающегося сегмента является недостаточной. Кроме того, вследствие прочностных качеств, нож сам по себе должен быть в некоторых случаях сформирован излишне толстым.
Еще один примечательный недостаток заключается в том, что когда такого рода большую деталь спекают, ее размеры неизбежно изменяются - выгибание является типичным явлением. Из-за деформаций детали, происходящих в связи со спеканием, в большинстве случаев обычно требуется повторная обработка после выполнения нанесения покрытия. Это вызывает дополнительные требования к технологии производства и повышает производственные расходы. Аналогично, доработка самой детали и ее размеров в целях применения становится заметно более сложной, когда одновременно принимаются во внимание размерные допуски, установленные для частей машины, и их взаимные расположения.
Деформации, вызванные спеканием, оказывают негативное влияние на конечную толщину фактического покрытия, особенно на его равномерность. Деформации вызывают изменения толщины покрытия, так как повторная обработка поверхности с нанесенным покрытием невозможна после спекания. Толщина покрытия, как правило, находится в пределах 1 мм, так что допуск к толщине покрытия очень мал.
Кроме того, на других поверхностях спекаемой детали должен быть оставлен припуск на механическую обработку, так чтобы положение покрытия в машине могло быть организовано в правильном месте посредством адекватной механической обработки. Доработка и подбор размеров такого рода делают изготовление сложным и требуют точности для получения покрытой изнашивающейся поверхности точно на правильном уровне и в правильном направлении.
В дополнение к упомянутому выше нагреванию в печи, во время спекания, площадь, на которую необходимо нанести покрытие, может также нагреваться посредством пламени. В то время как нагревание в печи производит более равномерное нагревание с одной стороны и ослабленные характеристики материала с другой стороны, нагревание пламенем позволяет фокусировать тепло более точно на площади, на которую необходимо нанести покрытие, но с одновременным недостатком, заключающимся в повышении выпучивания детали вследствие неоднородного, большей частью одностороннего воздействия тепла, и, таким образом, одностороннего распространения тепла и возникающих в итоге проблем того же рода, что и обсуждавшиеся выше.
Были предприняты попытки решить эти проблемы посредством использования устройства, в котором нож поддерживается поддерживающей деталью, расположенной позади ножа, обычно пластинчатой поддерживающей деталью, с хорошими упругими характеристиками. Таким образом, требования, устанавливаемые для материала фактической части в виде изнашивающегося сегмента, могут быть понижены, так как поддерживающая деталь обеспечивает ножу повышение контр-поддержки против сил напряжения, вызванных бревнами, большей частью в направлении их движения.
Кроме того, поверхность изнашивающегося сегмента в направлении движения бревен после поддерживающей детали, снабжена износоустойчивым покрытием, в основном посредством упомянутого выше способа спекания. Тем не менее, это устройство имеет недостаток, заключающийся в том, что граница покрытия, расположенная в передней части ножа, должна быть оставлена на некотором расстоянии от ножа и от поддерживающей детали. Это связано с тем, что в противном случае покрытие не выдержит без разрушений небольшие упругие движения ножа, сопровождаемые нагрузкой, которые происходят в изнашивающемся сегменте в области его выступающего края, расположенного напротив поддерживающей детали. Поддерживающая деталь сама по себе также изнашивается, так как она не может снабжаться покрытием против износа посредством спекания.
Это приводит к еще одной проблеме, т.к. эта полоса без покрытия и поддерживающая деталь начинают изнашиваться в процессе работы и образуют «дыру» в изнашивающемся сегменте между ножом и покрытием. Со временем, край покрытия сам по себе полностью открывается изнашивающему воздействию, и связывание края покрытия уменьшается, и покрытие в итоге начнет отслаиваться от основного материала.
Назначение и решение согласно изобретению
Целью изобретения является предоставление решения, позволяющего уменьшить или полностью избежать вышеупомянутых проблем известного уровня техники. Назначением настоящего изобретения является решение вышеупомянутых проблем, посредством чего создана, следующая за ножом, изнашивающаяся поверхность для сопротивления напряжениям, которым она подвергается. Для решения этой задачи раскрывается способ, отличающийся тем, что представлено в отличительной части пункта 1 формулы изобретения. Отличительные признаки способа, реализованные в устройстве согласно изобретению, раскрыты в свою очередь в отличительной части пункта 6 формулы изобретения. Кроме того, некоторые предпочтительные варианты осуществления изобретения становятся известными из зависимых пунктов формулы изобретения.
Основная идея изобретения состоит в том, чтобы обеспечить функциональную поддерживающую конструкцию для ножа, которая одновременно оказывает сопротивления изнашивающему воздействию бревен. Хорошая прочная поддержка позволяет делать нож тоньше и с меньшими расходами. В то же время, поддерживающее средство расположено так, что хорошую износоустойчивость изнашивающейся поверхности поддерживающего средства получают без вышеописанных вредных воздействий на свойства основного материала. Одновременно, целью является простая и недорогая конструкция остальной части изнашивающегося сегмента.
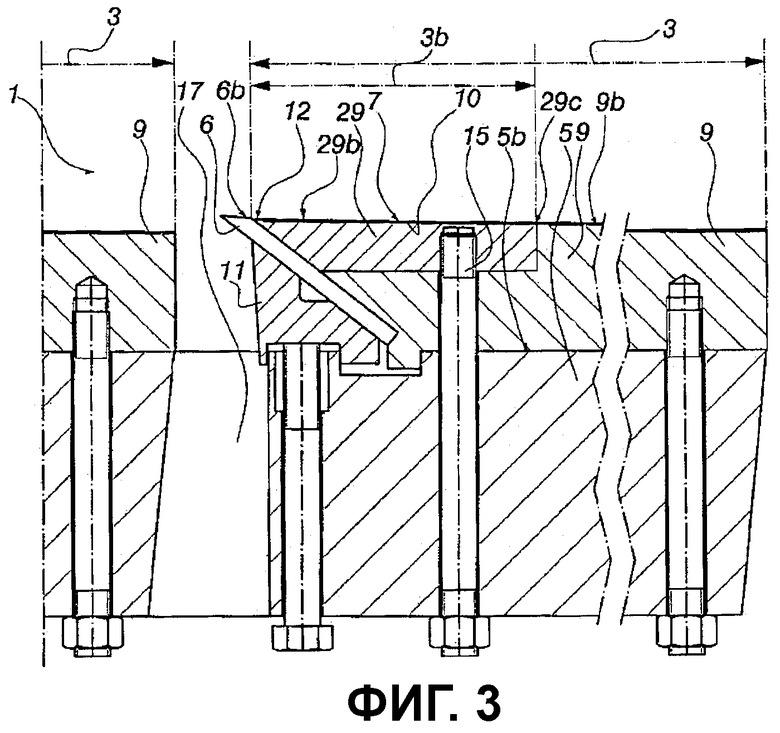
В основном решении по изобретению используется конструкция модульного типа, где изнашивающийся сегмент по-прежнему формируется из массивной основной детали. В отличие от прежних решений, устойчивая к коррозии и прочная часть, отделенная от изнашивающегося сегмента, здесь расположена за ножом для поддерживания ножа, часть которого здесь называется ножевым сегментом. Эта деталь, расположенная непосредственно позади ножа для его поддержки, является деталью балочного типа, например, с трапециевидным поперечным сечением, как показано на Фиг.3. Ножевой сегмент расположен для поддержки ножа, в то время как он сам опирается либо напрямую, либо через промежуточную деталь на часть изнашивающегося сегмента, либо на ножевой диск. Поперечное сечение ножевого сегмента предпочтительно уменьшается до желаемого предела по направлению к центральной оси ножевого диска. Таким образом, если смотреть на ножевой диск в аксиальном направлении, то его форма является более или менее секторальной. С другой стороны, также возможно использовать подбор сечений одинакового размера для поперечного сечения. В этом случае поперечное сечение остается по существу постоянным по всей длине ножевого сегмента, т.е. в его протяженности в направлении радиуса ножевого диска.
Что касается покрытия, то способ HVOF (High Velosity Oxigen Fuel Spray, высокоскоростное газоплазменное напыление) может применяться в соответствии с предпочтительным вариантом осуществления изобретения, в котором покрытие наносят на поверхность основного материала посредством высокоскоростного напыления. Нагревание основной детали не требуется, что позволяет избежать описанных выше вредных эффектов, вызванных способом спекания. Получается хорошо пристающее, устойчивое покрытие, имеющее равномерную толщину и являющееся сразу готовым. В данной заявке покрытие относится к покрытию, наносимому на поверхность основного материала подходящим способом, и к поверхностной структуре, полученной подходящим способом и обладающей свойствами, отличающимися от свойств основного материала
Преимущества, полученные с изобретением
С использованием ножевого сегмента в соответствии с изобретением, который предпочтительно расположен в области верхней части ножа между изнашивающимся сегментом и ножом, и одновременно формирует часть прежнего полного объема изнашивающегося сегмента, достигаются несколько преимуществ. Так как опора, расположенная в области верхней части ножа, играет наибольшую роль, то достаточно, чтобы деталь, использующаяся для опоры, имела особенно высокопрочные свойства только в этой области. Это только в той области, где организована поддержка ножа посредством ножевого сегмента. В нижней части, напротив, свойства обычного изнашивающегося сегмента являются достаточными, так что не устанавливаются специальные требования для других областей изнашивающегося сегмента. Таким образом, ножевой сегмент не должен проходить вплоть до ножевого диска.
Поверхностная конструкция или покрытие верхней поверхности ножевого сегмента, действующая против износа, по-прежнему может быть предпочтительно сделана из карбида. В качестве примера можно упомянуть карбид вольфрама или карбид хрома, однако, никак не ограничиваются этими альтернативами. В соответствии с особенно предпочтительным вариантом осуществления изобретения, покрытие может быть таким образом сформировано с использованием так называемого способа высокоскоростного газопламенного напыления, т.е. способа HVOF. В нем применяется очень высокая скорость (около 1200 м/с) подачи частиц покрытия. Это приводит к тому, что покрытие хорошо присоединяется к основному материалу, является износоустойчивым и сразу готово.
В настоящее время было замечено, что такое покрытие особенно подходит для изнашивающихся поверхностей рубительной машины, где она подвержена заметно высокому изнашивающему воздействию. Осуществляя способ HVOF в соответствии с изобретением для рубительной машины, получают тонкое и обладающее высокой износоустойчивостью покрытие, которое не требует дальнейшей обработки. Это значительно упрощает изготовление машины и снижает производственные затраты. Вместе с тем, общее выполнение удерживающей конструкции оказывается заметно проще, чем ранее, и с более экономичными расходами.
Список чертежей
Далее, изобретение подробнее раскрывается со ссылками на прилагаемые чертежи, где изображено следующее.
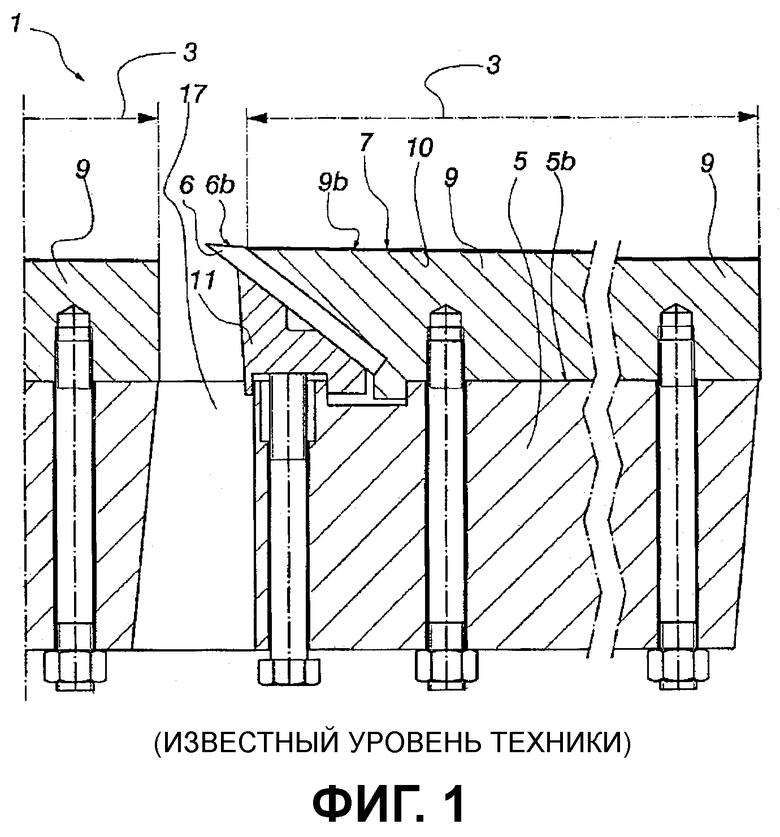
На Фиг.1 проиллюстрирован частичный вид в разрезе фиксирующей конструкции ножа дисковой рубительной машины известного уровня техники.
На Фиг.2 проиллюстрирована, аналогично Фиг.1, усовершенствованная конструкция ножа и контрножа другой дисковой рубительной машины известного уровня техники.
На Фиг.3 иллюстрируются, аналогично фиг.1, частичный вид в разрезе конструкции ножа и контрножа в соответствии с настоящим изобретением.
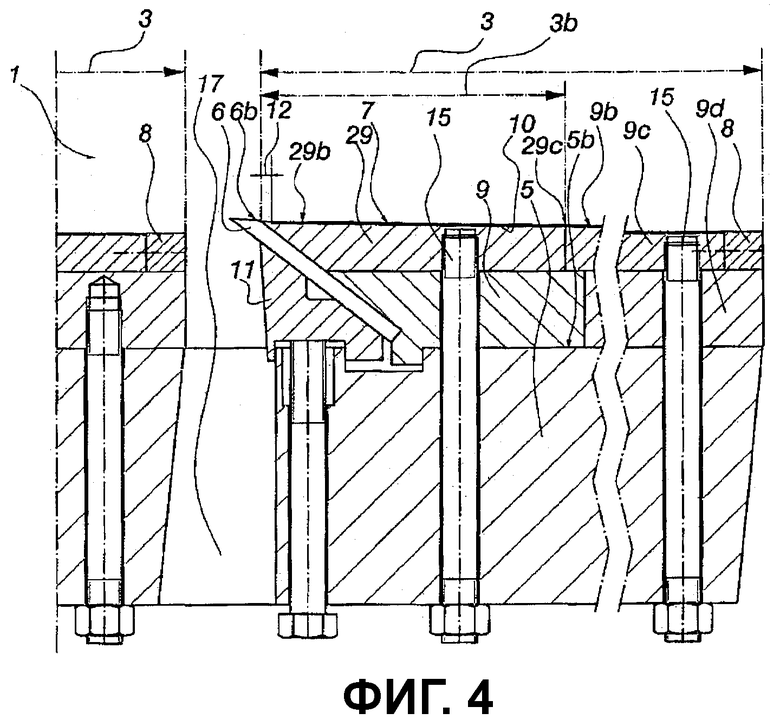
На Фиг.4 проиллюстрирован крайне предпочтительный вариант осуществления согласно изобретению.
Подробное описание изобретения
На Фиг.1 проиллюстрирован по существу тангенциальный вид в разрезе детали дисковой рубительной машины 1, используемой для изготовления древесной щепы. Рубительная машина 1 имеет ножевой диск 5, который приспособлен в корпусе рубительной машины (не показан) для вращения вокруг ее вала. Древесина рубится посредством ножей 6, обычно установленных в ножевом диске 5, слегка отклоняясь от направления радиуса, из этих ножей только один проиллюстрирован на Фиг.1. Традиционно, в фиксации ножа, использование осуществляется в так называемой конструкции с вставным ножом, в котором нож 6, вставленный в ножевой диск, поддерживается особенно в радиальном направлении частью 9 в виде изнашивающегося сегмента, расположенной на ножевом диске 5 напротив его торцевой поверхности 5b, либо непосредственно, либо косвенно контактируя с ним, и с передней стороны держателем 11 ножа.
Ножи 6 расположены для прохождения на расстоянии от контрножа (не показан), соответствующем желаемому зазору между ножами при вращении диска. Ножи 6 защемляют рубящееся бревно, которое на противоположной стороне опирается на контрнож. Щепа, производимая ножом, проходит посредством подножевой щели через ножевой диск и далее к выходу (не показан) рубительной машины. Бревно, в свою очередь, движется далее в направлении следующего ножа. Одновременно оно касается обычно по существу непрерывной поверхности или плоскости 7, образованной другой стороной 6b ножа 6 и внешней поверхностью 9b части в виде изнашивающегося сегмента. Часть поверхности 7, следующая после ножа 6 (изнашивающаяся поверхность 3), во время работы подвержена жесткому изнашивающему воздействию, и, таким образом, требует прочной и износоустойчивой реализации. Таким образом, здесь изнашивающаяся поверхность 3 относится к области, следующей после ножа 6, которая открыта для бревен. Обычно по меньшей мере большая часть этой поверхности сформирована верхней поверхностью 9b изнашивающегося сегмента 9. Поэтому, изнашивающаяся поверхность 3 простирается между ножом 6 и подножевой щелью, завершаясь в последней.
Часть 9 в виде изнашивающегося сегмента рубительной машины сформирована из массивной детали, изготовленной из основного материала, обычно конструкционной стали высокой прочности. Материалы такого рода не выдерживают сильных изнашивающих воздействий, вызванных бревнами, и поэтому твердое покрытие напыляют на поверхность части в виде изнашивающегося сегмента для его укрепления, при этом покрытие спекается в печи. Толщина покрытия 10 преувеличена в чертежах для наглядности.
Однако достижимая износоустойчивость ограничена. Далее, вследствие причин, описанных выше, прочностные свойства части в виде изнашивающегося сегмента ослабляются. По этой причине, например, нож сам по себе должен быть сформирован толстым для достижения требуемой прочности. Недостатком такого устройства является также большой вес (обычно приблизительно 200 кг) части в виде изнашивающегося сегмента.
На Фиг.2 проиллюстрировано другое решение известного уровня техники, в котором используется поддерживающий элемент 4 для поддержки ножа. Благодаря ему нож сам по себе может быть оставлен тоньше, чем ранее. Изнашивающийся сегмент далее состоит из массивной части 9 в виде изнашивающегося сегмента.
Сразу после поддерживающего элемента 4 формируется следующий износоустойчивый карбидный слой. Его толщина, как правило, не превышает 1 мм. Хотя карбидное покрытие обеспечивает крайне износоустойчивую поверхность, упомянутые выше проблемы износа все еще остаются, особенно в области 12 между покрытием и поддерживающим элементом, и в самом поддерживающем элементе 4. Вследствие причин, указанных выше, незащищенная полоса 12 должна быть оставлена слишком большой с учетом долговечности, обычно более 15 мм. Поэтому, изнашивающее воздействие бревен может иметь пагубные последствия в этой области. Еще один недостаток заключается в флуктуации толщины покрытия 10, обусловленной деформациями и доработкой.
На Фиг.3, напротив, проиллюстрировано основное решение по изобретению. На ней также проиллюстрирован по существу тангенциальный вид в разрезе ножевого диска 5. Имеющийся изнашивающийся сегмент по-прежнему сформирован из массивной части 9 в виде изнашивающегося сегмента, формирующей основную раму, которая расположена напротив торцевой поверхности 5b ножевого диска 5. Также передняя сторона ножа снабжена соответствующим держателем 11 ножа для поддержки ножа 6 с другой стороны. Прежде всего, устойчивый к коррозии и прочный ножевой сегмент 29 обеспечивается между частью 9 сегмента и ножом 6 для поддержки ножа. Он может быть сделан, например, из высоколегированного материала с высокой устойчивостью к коррозии.
В соответствии с основной идеей изобретения, износоустойчивая поверхностная конструкция или покрытие, которое предпочтительно является карбидным слоем 10, расположено на верхней поверхности 29b ножевого сегмента 29. Покрытие ножевого сегмента, таким образом, образует часть 3b изнашивающейся поверхности 3. Ширина ножевого сегмента, таким образом, здесь соответствующего 3b, и, соответственно, часть полной толщины изнашивающейся поверхности 3 может быть выбрана по желанию.
Она может быть, например, меньше половины размера изнашивающейся поверхности в направлении касательной к ножевому диску, т.е. в направлении окружности. Более точно, она является продолжением в направлении движения бревна. Предпочтительно, чтобы упомянутая ширина была между 50-1000 мм, более подходят значения между 100 и 500 мм. Естественно, эта ширина ножевого сегмента изменяется вдоль радиуса ножевого диска, когда ножевой сегмент имеет секторообразную форму.
Особенно предпочтительно, чтобы покрытие 10 формировалось способом HVOF. Это покрытие само по себе и без любых других обработок является достаточным для формирования долговечной защиты против изнашивающего воздействия, вызываемого бревнами. Преимущество теперь заключается в том, что полоса 12, остающаяся между покрытием 10 и ножом 6, может быть сделана очень тонкой, например, в пределах 5 мм. Как и на фиг.2, размер полосы 12 сильно преувеличен для наглядности. Непосредственно в ноже изнашивающее воздействие по-прежнему очень мало, особенно если верхняя поверхность 6b ножа расположена немного выше, чем покрытие 10, например, с разницей порядка 0,5 мм. На сбегающем краю 29c поверхности 29b ножевого сегмента покрытие, напротив, может быть расположено так, чтобы оно расширялось вплоть до края.
Одновременно простая и недорогая конструкция фиксирующей конструкции для ножа и других частей изнашивающегося сегмента получена, между прочим, без необходимости повторной обработки и доработки после нанесения покрытия.
Фиксирующая конструкция для ножевого сегмента 29 предпочтительно включает фиксирующие болты 15 или соответствующие фиксирующие средства. Они могут быть приспособлены для прохождения сквозь ножевой диск 5 к ножевому сегменту 29. Благодаря этому, ножевой сегмент может быть приспособлен для крепления к основной части 5 ножевого диска. Также, ножевой сегмент естественно опирается на имеющийся изнашивающийся сегмент 9. Могут быть также использованы сварочные соединения для фиксирования ножевого сегмента 29, которые теперь легко располагаются между ножевым сегментом и ножевым диском, а также между ножевым сегментом и изнашивающимся сегментом, защищенным от изнашивающего воздействия. Также, возможно прочное соединение между сегментом ножа и изнашивающимся сегментом 9 ножевого диска 5, так же как другие способы крепления известного уровня техники и их комбинации.
По отношению к изнашивающемуся сегменту 9, в соответствии с еще одним вариантом осуществления изобретения, могут быть использованы две или более частей. На Фиг.4 проиллюстрирован изнашивающийся сегмент, состоящий из частей 9, 9c и 9d. Таким образом, блок изнашивающегося сегмента может быть сделан как из наложенных, так и из последовательных частей, или их комбинаций. Верхняя поверхность 9b изнашивающегося сегмента может, таким образом, быть по-прежнему обработана с целью повышения ее износоустойчивости. Модульно собирая изнашивающийся сегмент таким способом, часть в виде изнашивающегося сегмента, которая образует верхнюю поверхность 9b, может быть заменена, когда покрытие со временем износится, без необходимости заменять весь изнашивающийся сегмент. Аналогично, части ножевого сегмента, расположенные напротив ножевого диска 5, и части изнашивающегося сегмента, образующего верхнюю поверхность 9b, также могут быть сделаны из различных материалов при необходимости.
Соответственно, ножевой сегмент может также быть сформирован из одной детали или из нескольких частей. Ножевой сегмент может, например, в продольном направлении ножа состоять из двух или трех последовательных деталей одинакового или разного размера. Можно даже расположить детали, подобные ножевому сегменту, как с точки зрения других свойств, так и покрытия 10, на всей площади изнашиваемой поверхности 3, в силу чего изнашивающийся сегмент 9 остается между ножевым сегментом 29 и ножевым диском 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ЩЕПЫ И РУБИТЕЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067927C1 |
| РУБИТЕЛЬНАЯ МАШИНА | 2015 |
|
RU2626172C2 |
| Рубительная машина для измельчения целых деревьев | 1980 |
|
SU1068290A1 |
| Рубительная машина для измельчения целых деревьев | 1980 |
|
SU918102A1 |
| РУБИТЕЛЬНАЯ МАШИНА | 2000 |
|
RU2192349C2 |
| Дисково-цеповая рубительная машина | 2024 |
|
RU2827196C1 |
| РУБИТЕЛЬНАЯ МАШИНА | 2014 |
|
RU2563154C1 |
| РУБИТЕЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ЩЕПЫ | 2000 |
|
RU2179922C2 |
| РУБИТЕЛЬНАЯ МАШИНА | 1991 |
|
RU2021891C1 |
| Рубительная машина | 1986 |
|
SU1342735A1 |

Изобретение относится к способу и устройству для усовершенствования фиксирующей конструкции ножа рубительной машины. Рубительная машина содержит цилиндрический ножевой диск и изнашивающийся сегмент. Одна торцевая поверхность ножевого диска снабжена одним или несколькими ножами, выступающими по существу радиально по отношению к диску. Изнашивающийся сегмент предназначен для поддержки ножа. Рубительная машина снабжена изнашивающейся поверхностью, следующей после ножа, для защиты от напряжений, вызванных рубящимися бревнами. Для поддержки ножа по меньшей мере один ножевой сегмент располагают так, что он опирается на нож и на изнашивающийся сегмент. Поверхность изнашивающегося сегмента образует часть желаемого размера изнашивающейся поверхности. На поверхности сегмента формируют покрытие для защиты от указанных напряжений. Изнашивающийся сегмент формируют из двух или более последовательно расположенных частей. Покрытие на поверхности сегмента формируют посредством высокоскоростного газопламенного напыления из по меньшей мере одного карбидного слоя. Ножевой сегмент крепят к ножевому диску болтами, проходящими через него, посредством жесткого соединения, сварочного соединения или их комбинации. Повышается износоустойчивость рубительной машины. 2 н. и 6 з. п. ф-лы, 4 ил.
1. Способ усовершенствования фиксирующей конструкции ножа (6) рубительной машины (1), где указанная рубительная машина (1) содержит по существу цилиндрический ножевой диск (5), одна торцевая поверхность (5b) которого снабжена одним или несколькими ножами (6), выступающими по существу радиально по отношению к ножевому диску (5), и изнашивающийся сегмент (9), расположенный для поддержки ножа, причем рубительная машина (1) снабжена изнашивающейся поверхностью (3), следующей после ножа (6), для защиты от напряжений, вызванных рубящимися в рубительной машине (1) бревнами, отличающийся тем, что для поддержки ножа (6) по меньшей мере один ножевой сегмент (29) располагают так, что он опирается на нож (6) и на изнашивающийся сегмент (9), верхняя поверхность (29b) которого образует часть (3b) желаемого размера изнашивающейся поверхности (3), причем на указанной верхней поверхности (29b) формируют покрытие (10) для защиты от указанных напряжений, и изнашивающийся сегмент формируют из двух или более последовательно расположенных частей (9, 9c, 9d).
2. Способ по п.1, отличающийся тем, что указанное покрытие (1) формируют посредством высокоскоростного газопламенного напыления.
3. Способ по п.1, отличающийся тем, что покрытие (10) формируют по существу из по меньшей мере одного карбидного слоя.
4. Способ по п.1, отличающийся тем, что ножевой сегмент (29) крепят к ножевому диску (5) болтами (15), проходящими через него, посредством жесткого соединения, сварочного соединения или соответствующего, или их комбинации.
5. Рубительная машина (1), содержащая по существу цилиндрический ножевой диск (5), одна торцевая поверхность (5b) которого снабжена одним или несколькими ножами (6), выступающими по существу радиально по отношению к ножевому диску (5), и изнашивающийся сегмент (9), расположенный для поддержки ножа, причем рубительная машина (1) снабжена изнашивающейся поверхностью (3), следующей после ножа (6), для защиты от напряжений, вызванных рубящимися в рубительной машине (1) бревнами, отличающаяся тем, что для поддержки ножа (6) расположен по меньшей мере один ножевой сегмент (29), опирающийся на нож (6), и изнашивающийся сегмент (9), верхняя поверхность (29b) которого образует часть (3b) желаемого размера изнашивающейся поверхности (3), причем на указанной верхней поверхности (29b) сформировано покрытие (10) для защиты от упомянутых напряжений, и изнашивающийся сегмент состоит из двух или более последовательных частей (9, 9c, 9d).
6. Рубительная машина (1) по п.5, отличающаяся тем, что указанное покрытие (10) сформировано посредством высокоскоростного газопламенного напыления.
7. Рубительная машина (1) по п.п.5 или 6, отличающаяся тем, что покрытие (10) сформировано по существу из по меньшей мере одного слоя карбида.
8. Рубительная машина (1) по п.5, отличающаяся тем, что ножевой сегмент (29) прикреплен к ножевому диску (5) посредством болтов (15), проходящих через него, посредством жесткого соединения, сварочного соединения или соответствующего, или их комбинаций.
| ГИДРАВЛИЧЕСКИЙ РУЛЕВОЙ МЕХАНИЗМ ТРАНСПОРТНОГО СРЕДСТВА | 1996 |
|
RU2096228C1 |
| US 5129437 A, 14.07.1992; | |||
| US 3542302 A, 24.11.1970; | |||
| Зажим для электрических кабелей | 1932 |
|
SU32599A1 |
| РЕЗЕЦ СТРОГАЛЬНЫЙ С ОБНОВЛЯЕМЫМ ПРИ ПЕРЕТОЧКАХ УГЛОМ ПРИСАДКИ И ПРОФИЛЯ СТРУЖКОЛОМАТЕЛЯ ПО ЕГО ПЕРЕДНЕЙ ГРАНИ | 2001 |
|
RU2229376C2 |

