Изобретение относится к области станкостроения, в частности к деревообрабатывающим рубительным машинам для получения технологической щепы.
Наиболее близким, по мнению заявителя, к заявляемому объекту является решение [А. с. 596445 СССР, МКИ2 В 27 L 11/02. Дисковая рубильная машина. Заявлено 14.01.76], содержащее раму, вал ножевого диска, вращающийся ножевой диск с радиально расположенными подножевыми щелями, над которыми расположены режущие ножи, контрнож, загрузочный патрон и электродвигатель. Режущий нож представляет собой пластину с плоской передней гранью и прямолинейным лезвием.
Недостатком решения является низкий процент выхода технологической щепы однородной фракции (образуется щепа произвольных размеров по ширине и на ее повторное измельчение требуются дополнительные технические средства, в частности дезинтеграторы, сортировочные устройства).
Техническим результатом предлагаемого решения является повышение процента выхода щепы однородной (по толщине, длине и ширине) фракции.
Указанный технический результат достигается за счет применения ножей, на передней грани которых расположены дополнительные режущие элементы, формирующие необходимые размеры щепы.
Заявляемая рубительная машина с формообразующим ножом обладает следующими существенными признаками.
Оригинальные признаки: ножевой диск с режущими ножами.
Отличительные признаки: на передней грани режущих ножей выполнены клиновидные разделительные резцы, отстоящие от режущего лезвия, причем угол наклона лезвия разделительных резцов к задней поверхности ножей составляет β1= 70-80o, угол в плане боковых поверхностей разделительных резцов составляет ϕ= 10-40o, а расстояние между лезвиями разделительных резцов пропорционально ширине получаемой щепы.
Причинно-следственная связь между существенными признаками и техническим результатом состоит в следующем.
Качество продукции (древесно-стружечные плиты, кормовые добавки и т.д.), изготовляемой с применением древесной щепы, во многом определяется однородностью фракций щепы. Однородность, при прочих равных условиях, регламентируется длиной, толщиной и шириной щепы. Длина щепы определяется технологическими и конструктивными особенностями рубительной машины. Толщина щепы регламентируется углом наклона передней поверхности ножей. Ширина щепы в основном зависит от свойств древесины, ее структуры и т.д. Таким образом, длиной и толщиной щепы можно управлять, ширина щепы является произвольным (не зависящим от конструкции рубительной машины) фактором. Последнее снижает выход щепы однородной фракции. Для исключения этого на передней поверхности ножей выполнены разделительные резцы клиновидной формы, которые в срезаемом объеме древесины создают локальные очаги напряжений, что приводит к целенаправленному разделению щепы на элементы, ширина которых пропорциональна (равна с учетом коэффициента деформации древесины) расстоянию между разделительными резцами.
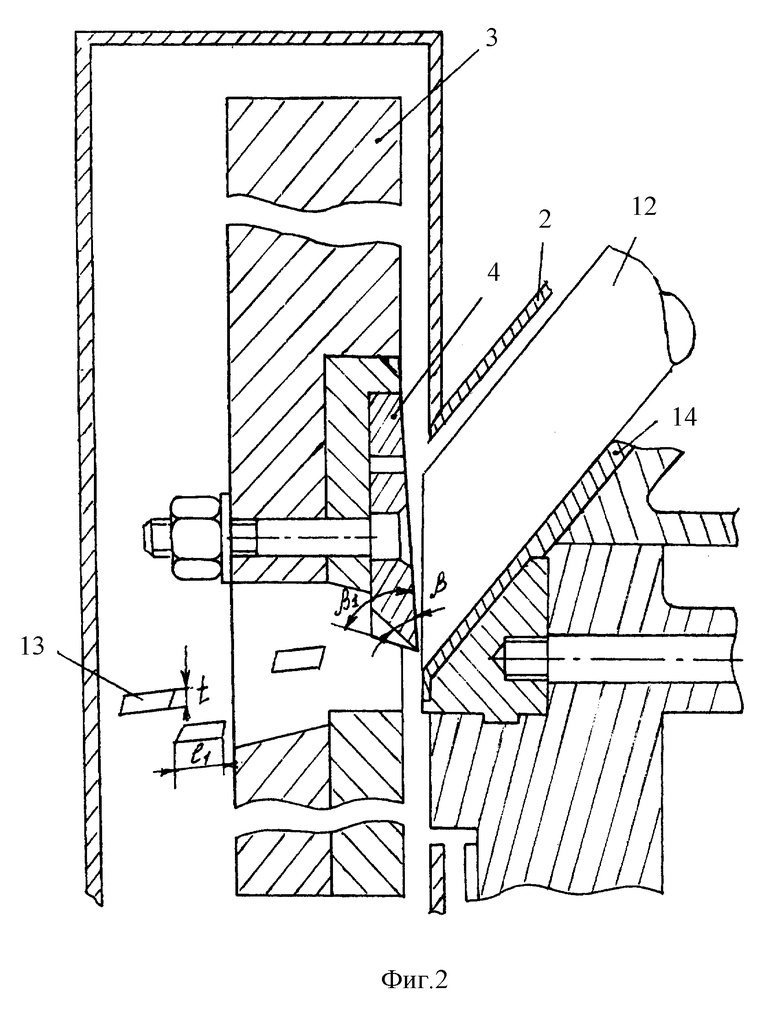
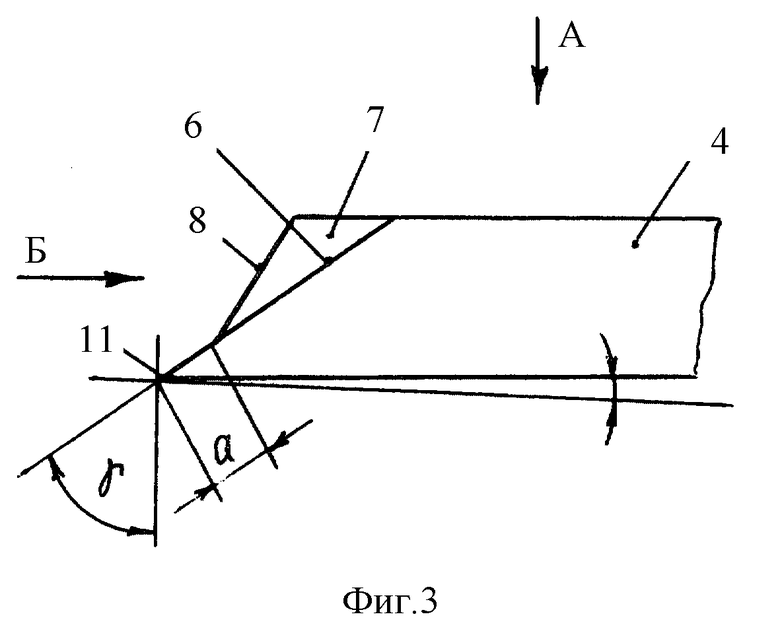
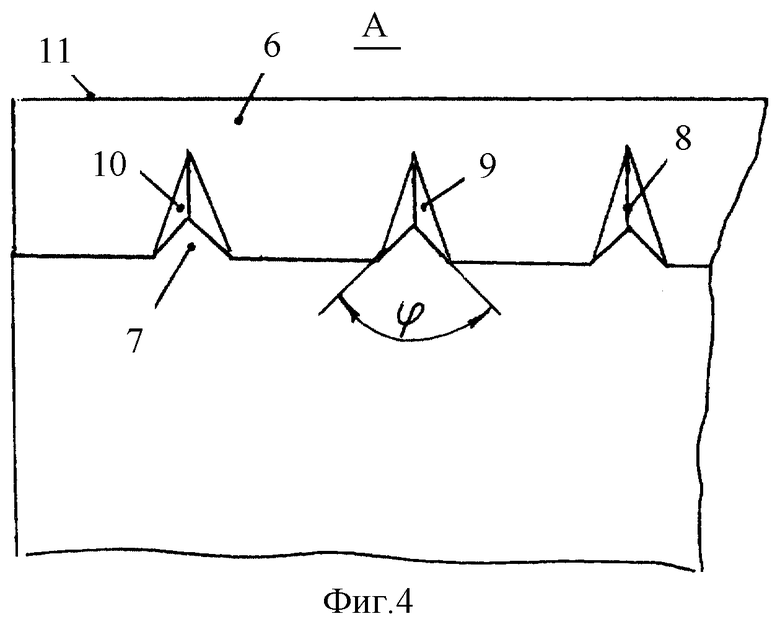
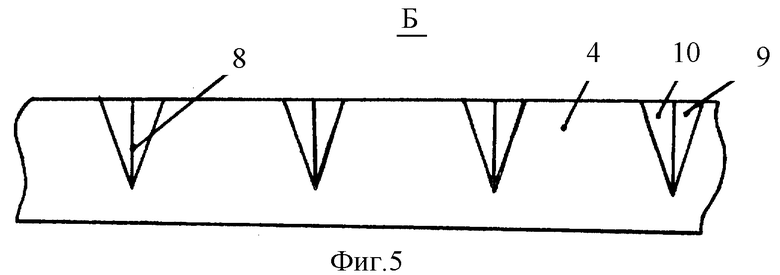
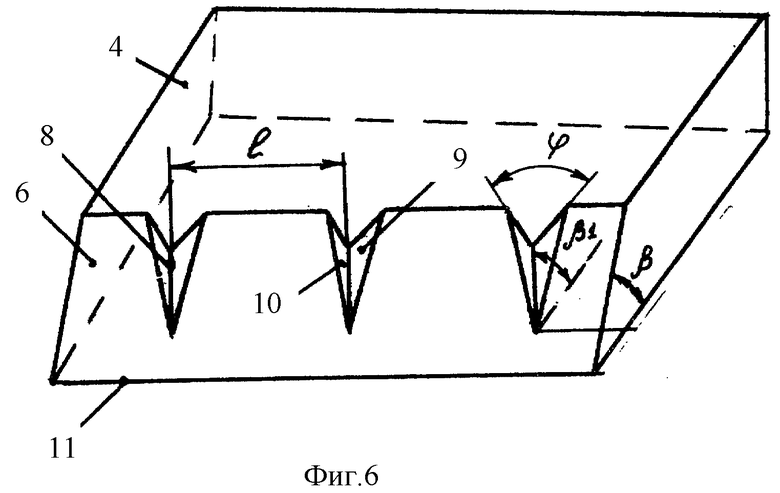
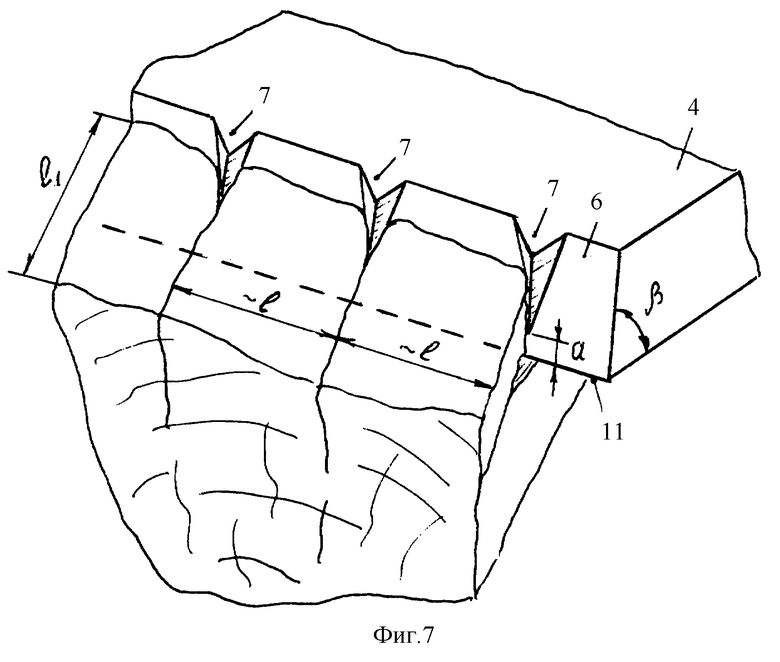
На фиг.1 показано принципиальное устройство рубительной машины; на фиг.2 показана зона резания древесины; на фиг.3 показано устройство ножа при виде сбоку; на фиг.4 - вид А по фиг.3; на фиг.5 - вид Б по фиг.3; на фиг.6 - устройство ножа в изометрической проекции; на фиг.7 показана схема щепообразования с отделением щепы равной ширины.
Рубительная машина содержит электродвигатель 1, соединенный трансмиссией с рубительным устройством, состоящим из патрубка 2 подачи заготовок древесины, ножевого диска 3 с режущими ножами 4. Рубительное устройство закрыто защитным кожухом 5. Режущие ножи 4 закреплены над подножевыми щелями в ножевом диске 3. Каждый режущий нож представляет собой пластинку с передним углом γ и задним углом α. Материал ножа, величины углов γ и α общеприняты. Угол β = 90°-γ-β называются углом заострения и выбирают по известным рекомендациям. На передней поверхности 6 режущих ножей 4 выполнены на расстоянии l друг от друга клиновидные разделительные резцы 7. Они имеют режущее лезвие 8, образованное боковыми гранями 9 и 10, и отстоят от режущего лезвия 11 режущих ножей 4 на расстоянии а (измеренном по передней грани 6). Режущее лезвие 8 наклонено к задней поверхности ножа на угол β1>β, что обеспечивает выступание лезвия 8 над передней поверхностью 6. Боковые грани 9 и 10 симметричны и образуют угол в плане ϕ, чем обеспечивается клиновидная форма разделительных резцов.
Работает рубительная машина следующим образом.
При включении электродвигателя 1 через трансмиссию получает вращение ножевой диск 3 с ножами 4. В патрубок 2 загружают заготовку 12 древесины. Вращающиеся ножи 4 отделяют своей передней поверхностью 6 щепу 13. Это происходит в силу того, что возникающая сила резания (как результат резания ножом 4 подпертой контрножом 14 древесины 12) создает в древесине напряжения сжатия и сдвига, превышающие предел прочности древесины. При этом длинна l1, и толщина t щепы имеют регламентированные параметры. Пo мере врезания лезвия 11 в древесину начинают вступать в работу разделительные резцы 7. Они расклинивают и разделяют отрубленную древесину на щепу шириной ~l, которая пропорциональна расстоянию l между разделительными резцами (величины ~l и l равны при мерзлой древесине и несущественно отличаются ~l<l при талой и сухой древесине из-за деформации гранями 9 и 10 со стороны торцевого среза щепы).
Для определения геометрических параметров разделительных резцов были проведены соответствующие опыты. Во всех случаях брали режущие ножи толщиной 20 мм с углами: α=3o; γ=35o. Опытами установлено, что расстояние а начала выступа разделительных резцов непринципиально (в силу чего оно не включено в формулу изобретения), но режущее лезвие 11 ножа легче выполнять, если α>0 и с учетом последующих переточек ножей расстояние а может составлять минимум 2-4 мм.
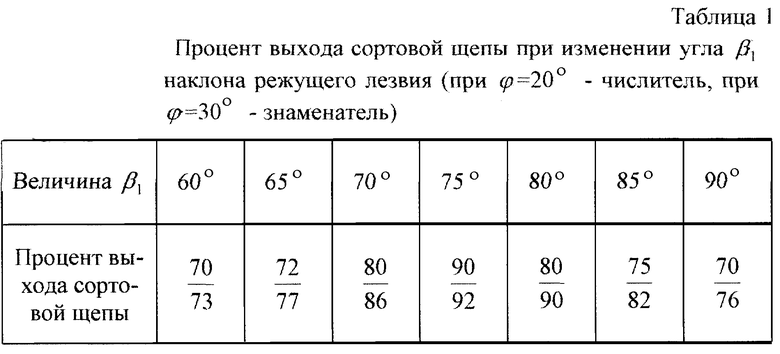
Для обоснования величин угла β1 наклона режущего лезвия 8 разделительных резцов 7 к задней поверхности ножа приведена табл. 1.
Общепринято считать хорошим результатом, если выход сортовой (годной по ГОСТ 15815-83 "Щепа технологическая. Технические условия") щепы составляет 65. . .75%. Из данных табл. 1 следует, что рациональным диапазоном изменения значений угла β1 является 70-80o. Такие данные получены при обработке лиственницы, ели и березы.
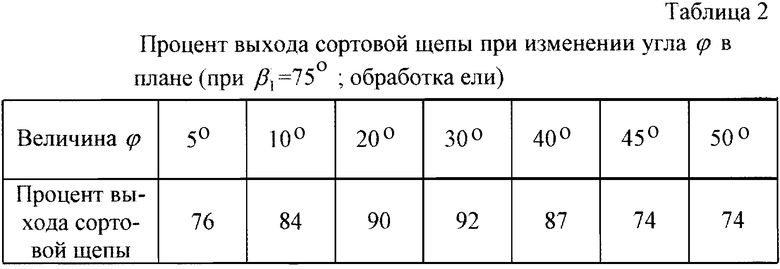
Для обоснования величин угла ϕ в плане разделительных резцов приведена табл. 2.
Данные табл. 2 показывают, что приемлем интервал ϕ=5...40o. Однако при ϕ<10o прочность разделительных резцов при работе на мерзлой древесине и сучьях может оказаться недостаточной. В силу этого рекомендуется ϕ=10o... 40o.
Таким образом, данные табл. 1 и 2 подтверждают достижение технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| РУБИТЕЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ЩЕПЫ | 2000 |
|
RU2179922C2 |
| СТАНОК СТРУЖКООБРАЗУЮЩИЙ | 2000 |
|
RU2172671C1 |
| ДИСКОВАЯ РУБИТЕЛЬНАЯ МАШИНА ДЛЯ ИССЛЕДОВАНИЯ ПРОЦЕССА РЕЗАНИЯ | 2000 |
|
RU2198785C2 |
| СПОСОБ ОПТИМИЗАЦИИ ПРОЦЕССА ПОЛУЧЕНИЯ ЩЕПЫ НА РУБИТЕЛЬНЫХ МАШИНАХ | 2000 |
|
RU2193966C2 |
| СПОСОБ ОЦЕНКИ КАЧЕСТВА СЦЕПЛЕНИЯ ПОКРЫТИЯ С ОСНОВОЙ | 1996 |
|
RU2117930C1 |
| ГАЗОСТАТИЧЕСКИЙ ПОДШИПНИК | 2000 |
|
RU2196926C2 |
| ГАЗОСТАТИЧЕСКИЙ ПОДШИПНИК | 1999 |
|
RU2171924C1 |
| РУБИТЕЛЬНАЯ МАШИНА | 2015 |
|
RU2626172C2 |
| СПОСОБ ОЦЕНКИ СВОЙСТВ ИНСТРУМЕНТАЛЬНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2124715C1 |
| СПОСОБ ПЕРЕРАБОТКИ ДРЕВЕСИНЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2155672C1 |
Изобретение относится к рубительным машинам для получения древесной щепы. На передней грани режущих ножей машины выполнены клиновидные разделяющие резцы, отстоящие друг от друга на ширину получаемой щепы. Это позволит повысить выход сортовой щепы. 7 ил.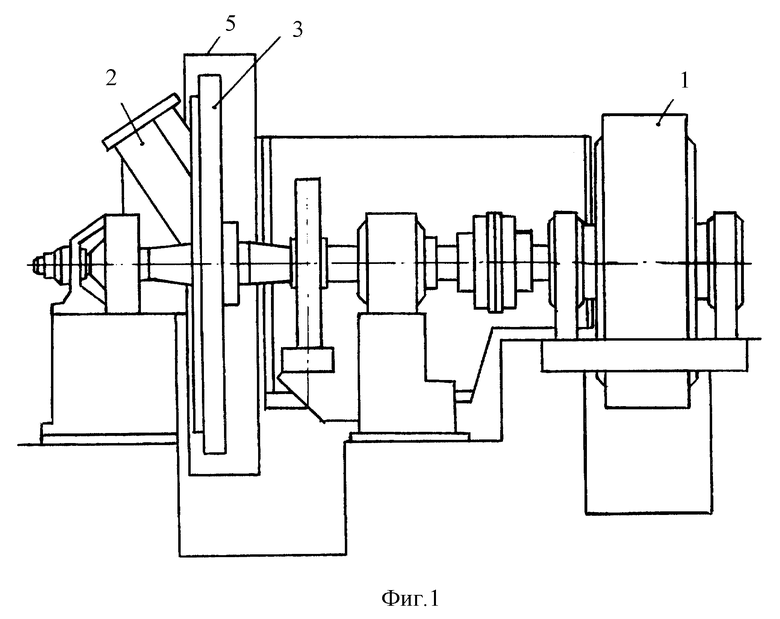
Рубительная машина, содержащая ножевой диск с режущими ножами, отличающаяся тем, что на передней грани режущих ножей выполнены клиновидные разделительные резцы, отстоящие от режущего лезвия, причем угол наклона лезвия разделительных резцов к задней поверхности ножей составляет β1= 70-80o, угол в плане боковых поверхностей разделительных резцов составляет ϕ= 10-40o, а расстояние между лезвиями разделительных резцов пропорционально ширине получаемой щепы.
| Дисковая рубильная машина | 1976 |
|
SU596445A1 |
| US 3650480 А, 21.03.1972 | |||
| Нож для срезания пней | 1981 |
|
SU982595A1 |
