Предлагаемое изобретение относится к области металлорежущих инструментов для машиностроения.
Известны инструменты для скоростного сверления отверстий большого диаметра, содержащие корпус, режущую и транспортирующую со стружечными канавками части, причем наружный радиус режущей части больше наружного радиуса транспортирующей части, а на корпусе установлен центрирующий элемент.
Одним из аналогов таких инструментов для скоростного сверления отверстий большого диаметра является сверло с механическим креплением режущих пластин из твердого сплава на торцовой и цилиндрической поверхностях режущей части, с транспортирующей частью, выполненной с центрально расположенным в корпусе стружкоотводящим каналом. Причем наружный радиус режущей части больше наружного радиуса транспортирующей части, образуя таким образом дополнительный канал для отвода стружки по наружной поверхности (см. патент 2147265 В23В 51/02, опубл.2005).
Недостаток аналога состоит в том, что корпус выполнен монолитным с центрально расположенным отверстием, а режущие пластины расположены на торцовой и цилиндрической поверхностях режущей части с интервалами друг от друга. При сверлении отверстий таким инструментом образуется несколько потоков стружки от режущих пластин на торцовой части, которые, направляясь в центральное отверстие, пересекаются и образуют трудновыводимые пакеты, для удаления которых приходится останавливать процесс сверления. Твердосплавные пластины на цилиндрической поверхности режущей части центрируют инструмент, но образуют стружку, которая, двигаясь по каналам между пластинами, под действием центробежных сил заклинивается между инструментом и обрабатываемым отверстием, образуя налипы на режущей части и пакеты стружки на транспортирующей части. Налипы и пакеты увеличивают силы резания, ведут к поломкам режущих пластин, портят обрабатываемую поверхность, требуют остановки процесса сверления для сложной очистки от налипания и пакетирования стружки монолитного корпуса.
Следовательно, аналог имеет низкие стойкость инструмента, производительность и качество обработки, снижает надежность инструмента, увеличивает затраты мощности на обработку.
Другой аналог - инструмент для скоростного сверления отверстий большого диаметра с пластинкой из твердого сплава, транспортирующей частью винтовой формы с занижением по наружной поверхности относительно наружной поверхности режущей части и с центрирующими ленточками на наружной поверхности монолитного корпуса (см. а.с.626896, В23В 51/00, опубл. 1978).
Недостаток аналога состоит в том, что центрирующие элементы выполнены в виде направляющих ленточек. При скоростном сверлении таким инструментом центробежные силы выносят образующуюся на режущей части стружку к обрабатываемой поверхности, которая заклинивается между центрирующими ленточками и поверхностью отверстия, образует налипы на ленточках и пакеты стружки в стружечных канавках. Ленточки зачищают обработанную поверхность и таким образом участвуют в резании, создавая дополнительные налипы на собственных поверхностях. Налипы и пакеты портят обработанную поверхность, увеличивают силы и температуру резания, вызывают поломки инструмента и необходимость остановки процесса сверления для сложной очистки инструмента с монолитным корпусом.
Следовательно, аналог требует больших затрат мощности на резание, имеет низкую стойкость и надежность инструмента, малую производительность сверления и низкое качество обработки.
Наиболее близким по технической сущности предлагаемому решению является принятый в качестве прототипа инструмент для скоростного сверления отверстий большого диаметра, содержащий монолитный корпус, режущую и транспортирующую со стружечными канавками части. Причем наружный радиус режущей части больше наружного радиуса транспортирующей части, а на корпусе установлен центрирующий элемент в виде разжимного кольца с заборным конусом, расположенный в канавках, выполненных на наружной поверхности корпуса и боковых поверхностях режущей пластины (см. а.с.1776498, В23В 51/00, опубл. 1992).
Недостаток прототипа состоит в том, что центрирующий элемент выполнен в виде разжимного кольца с заборным конусом, расположенного на режущей части инструмента с превышением по радиусу над режущей частью. Расположение центрирующего элемента на режущей части и наличие на нем заборного конуса приводит при скоростном резании к заклиниванию стружки между кольцом и поверхностью обрабатываемого отверстия вследствие выноса стружки под действием центробежных сил к наружной поверхности инструмента. Разжимное кольцо, расположенное в канавке на режущей части, не препятствует выносу стружки после ее выхода под кольцом на транспортирующую часть монолитного корпуса к поверхности обрабатываемого отверстия также под действием центробежных сил. В результате и на режущей, и на транспортирующей частях образуются налипы и пакеты стружки, что увеличивает силы и температуру резания, вероятность поломки инструмента, вызывает задиры на обработанной поверхности, требует прерывания процесса обработки для сложной очистки монолитного корпуса от налипов и пакетов.
Следовательно, известный инструмент для скоростного сверления отверстий большого диаметра требует больших затрат мощности на резание, имеет низкую стойкость и надежность инструмента, малую производительность сверления и низкое качество обработки.
Задача изобретения - снижение расхода инструментального материала, затрат мощности на резание, повышение производительности и качества обработки.
Поставленная цель достигается тем, что центрирующий элемент выполнен в виде втулки из антифрикционного материала, установленной на наружной поверхности транспортирующей части, с толщиной стенки, равной разности радиусов режущей и транспортирующей частей, и допуском на толщину стенки, обеспечивающим зазор между наружными поверхностями режущей части и втулки, причем прилегающие поверхности втулки и режущей части выполнены в виде зубчатого зацепления, на противоположном от режущей части конце втулки выполнены вырезы, открывающие стружечные канавки, а на наружной поверхности корпуса установлена гайка, взаимодействующая с торцом конца втулки.
Заявленный инструмент для скоростного сверления отверстий большого диаметра отличается от прототипа тем, что центрирующий элемент выполнен в виде втулки из антифрикционного материала, установленной на наружной поверхности транспортирующей части. Толщина стенки втулки равна разности радиусов режущей и транспортирующей частей с допуском, обеспечивающим зазор между наружными поверхностями режущей части и втулки. При этом прилегающие поверхности втулки и режущей части выполнены в виде зубчатого зацепления. На противоположном от режущей части конце втулки на цилиндрической поверхности выполнены вырезы, открывающие стружечные канавки инструмента. Со стороны противоположного от режущей части конца втулки на наружной поверхности корпуса установлена гайка, взаимодействующая с торцом этого противоположного от режущей части конца втулки.
Указанные отличительные признаки не следуют явным образом из уровня техники и соответствуют критерию «Новизна», а область применения предлагаемого изобретения связана с металлорежущими инструментами для машиностроения.
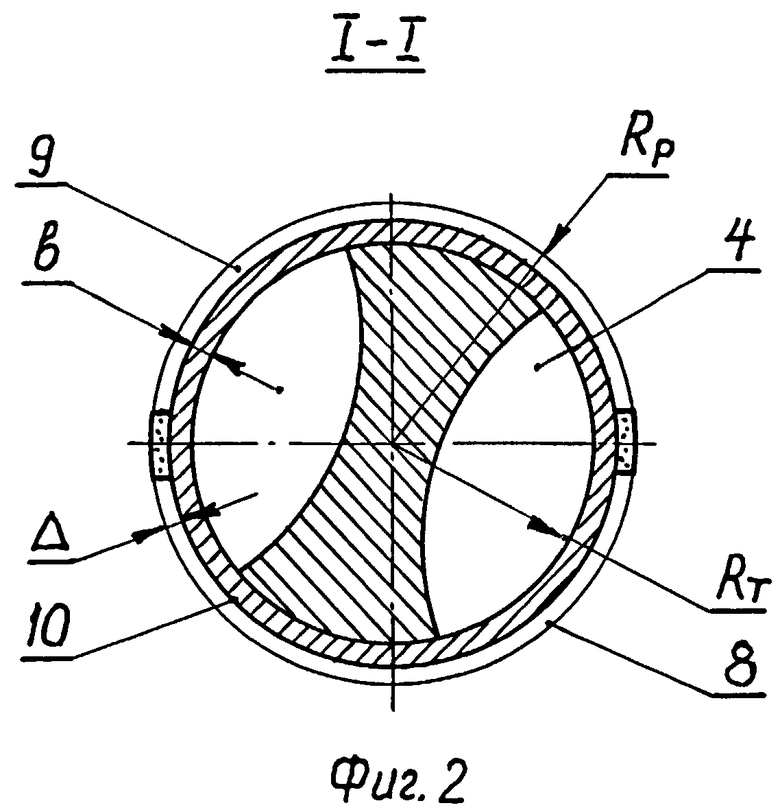
На фиг.1 представлен общий вид инструмента для скоростного сверления отверстий большого диаметра, на фиг.2 - вид инструмента в разрезе 1-1 сверху.
Инструмент для скоростного сверления отверстий большого диаметра содержит корпус 1, режущую часть 2, транспортирующую часть 3, стружечные канавки 4, центрирующий элемент 5, втулку 6, наружную поверхность транспортирующей части 7, наружную поверхность режущей части 8, зазор 9, наружную поверхность втулки 10, прилегающие поверхности 11, зубчатое зацепление 12, конец втулки 13, вырез 14, наружную поверхность корпуса 15, гайку 16, торец 17, радиус режущей части RP, радиус транспортирующей части RT, толщину стенки b, допуск Δ.
Указанные элементы взаимосвязаны следующим образом. Корпус 1 состоит из режущей части 2 и транспортирующей части 3. Транспортирующая часть 3 имеет стружечные канавки 4. Наружный радиус режущей части RP больше наружного радиуса транспортирующей части RT. На корпусе 1 установлен центрирующий элемент 5, выполненный в виде втулки 6 из антифрикционного материала, которая расположена на наружной поверхности транспортирующей части 7. Втулка 6 имеет толщину стенки b, равную разности радиусов режущей части RP и транспортирующей части с допуском Δ, обеспечивающим гарантированный зазор 9 между наружной поверхностью режущей части 8 и наружной поверхностью втулки 10. Прилегающие поверхности 11 втулки 6 и режущей части 2 выполнены в виде зубчатого зацепления 12. На противоположном от режущей части 2 конце втулки 13 выполнены вырезы 14, открывающие стружечные канавки 4. Втулка 13 имеет торец 17. На наружной поверхности корпуса 15 установлена гайка 16, которая упирается в торец 17 конца втулки 13. Втулка 6 при скоростном сверлении обеспечивает внутренний отвод образующейся стружки от режущей части 2 по стружечным канавкам 4 раздельными потоками, исключая контакт стружки с поверхностью обрабатываемого отверстия, а следовательно, ее заклинивание между инструментом и заготовкой. Стружка выталкивается из стружечных канавок 4 за пределами обрабатываемого отверстия через вырезы 14 центробежными силами, не образуя налипов на инструменте и пакетов в стружечных канавках 4. В случае загрязнений и налипаний пылевидной стружки на поверхности втулки 6 через длительный период эксплуатации инструмента возможна ее очистка или замена без затруднений при ее снятии с транспортирующей части 3 после свинчивания гайки 16 с корпуса 1. Зубчатое зацепление 12 и взаимодействие гайки 16 с торцом 17 втулки 6 гарантирует втулку 6 от проворота относительно транспортирующей части 7. Втулка 6 из антифрикционного материала снижает трение по ее поверхностям, возможность образования налипов и пакетов стружки. Исключение возможности заклинивания стружки между корпусом 1 и поверхностью обрабатываемого отверстия обеспечивает работу инструмента с малыми силами и температурой резания, без царапин и задиров на обработанной поверхности, не требует остановки процесса сверления. Данная конструкция инструмента, в том числе с многогранными пластинами твердого сплава, может быть применена на сверлах, зенкерах, концевых фрезах при обработке пластичных материалов. Например, испытания сверл с пластинами твердого сплава диаметром 40 мм при сверлении заготовок из стали 40Х шатуна двигателя трактора с подачей 0,05 мм/об, частотой вращения 16,7 1/с позволили исключить поломки инструмента по причине заклинивания стружки. В то же время стандартные спиральные сверла с пластинами твердого сплава из-за пакетирования и налипаний стружки оказались неработоспособными. Снижение частоты вращения ниже 16,7 1/с для уменьшения центробежных сил на стружке и образования налипов и пакетов нецелесообразно, так как данная частота соответствует оптимальной скорости резания по стойкости инструментального материала и характеризует скоростное сверление.
Таким образом, предлагаемый инструмент для скоростного сверления отверстий большого диаметра снижает расход инструментального материала, затраты мощности на резание, повышает производительность и качество обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СКОРОСТНОГО СВЕРЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2534176C1 |
| СПОСОБ СВЕРЛЕНИЯ ОТВЕРСТИЙ В ЗАГОТОВКАХ | 2012 |
|
RU2488463C1 |
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2011 |
|
RU2457926C1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2028880C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ РЕЗАНИЯ | 2011 |
|
RU2481176C2 |
| ВЕРШИНА СВЕРЛА ДЛЯ СВЕРЛИЛЬНОГО ИНСТРУМЕНТА | 2007 |
|
RU2452597C2 |
| РЕГУЛИРУЕМОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН | 2008 |
|
RU2440872C2 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
Изобретение относится к машиностроению и может быть использовано для скоростного сверления отверстий большого диаметра. Инструмент содержит корпус с центрирующим элементом, выполнен в виде втулки из антифрикционного материала, режущую часть и транспортирующую часть со стружечными канавками. Втулка установлена на наружной поверхности транспортирующей части и выполнена с толщиной стенки, равной разности радиусов режущей и транспортирующей частей, и допуском на толщину стенки, обеспечивающим зазор между наружными поверхностями режущей части и втулки. Прилегающие поверхности втулки и режущей части выполнены в виде зубчатого зацепления. На противоположном от режущей части конце втулки выполнены вырезы, открывающие стружечные канавки. На наружной поверхности корпуса установлена гайка, взаимодействующая с торцом конца втулки. Снижается расход инструментального материала, затраты мощности на резание, повышается производительность и качество обработки. 2 ил.
Инструмент для скоростного сверления отверстий большого диаметра, содержащий корпус с центрирующим элементом, режущую часть и транспортирующую часть со стружечными канавками, причем наружный радиус режущей части больше наружного радиуса транспортирующей части, отличающийся тем, что центрирующий элемент выполнен в виде втулки из антифрикционного материала, установленной на наружной поверхности транспортирующей части, с толщиной стенки, равной разности радиусов режущей и транспортирующей частей, и допуском на толщину стенки, обеспечивающим зазор между наружными поверхностями режущей части и втулки, при этом на прилегающих поверхностях втулки и режущей части выполнено зубчатое зацепление, а на противоположном от режущей части конце втулки выполнены вырезы, открывающие стружечные канавки, причем на наружной поверхности корпуса установлена гайка, взаимодействующая с торцом конца втулки.
| Сверло | 1990 |
|
SU1776498A1 |

