Изобретение относится к области машиностроения, в частности к обработке труднообрабатываемых материалов, и может использоваться при черновой, получистовой и чистовой механической обработке различных заготовок, характеризующихся значительным разбросом снимаемого припуска как по величине, так и твердости.
Известны режущие инструменты для обработки деталей, например расточные инструменты (А.С. СССР №532485, №539693, МКИ B23B 29/03), содержащие резцовую вставку с упругим резцедержателем или державкой, механизм деформирования державки и перемещаемый вдоль оси клин, взаимодействующий с элементом деформирования упругой державки. Недостатками этих инструментов являются узкие технологические возможности, низкая жесткость и виброустойчивость.
Известен также режущий инструмент - расточная головка (прототип), состоящий из корпуса, включающий две направляющие, переднюю и заднюю, состоящие из упругих и жестких частей, между которыми установлена резцовая вставка (патент RU 2314181 МПК B23B 29/034).
В прототипе нет канавок для отвода снимаемой с заготовки стружки, причем в его конструкции их выполнить невозможно, что приводит к засорению и забиванию стружкой пространства между двумя упругими манжетами. Последнее обстоятельство является причиной того, что прототип нельзя применять при черновой обработке, когда объем снимаемой стружки значительно больше, чем при чистовой обработке.
При чистовой обработке заготовки с использованием прототипа даже при сравнительно малой глубине резания происходит накопление стружки, в особенности при высоких скоростях резания, на которые рассчитан прототип. В процессе обработки стружка, сходящая с большой скоростью резания по передней поверхности режущей пластины, быстро заполняет пространство между двумя упругими манжетами, навиваясь на все детали, расположенные в указанном пространстве. Это приводит к тому, что после обработки каждой заготовки или еще чаще прототип необходимо выводить из отверстия и освобождать от навившейся и скопившейся стружки.
Не лучше обстоит дело и при обработке хрупких материалов, например чугунов. Образующаяся стружка скалывания и металлическая пыль засоряет упомянутое пространство, забивая все зазоры в подвижных соединениях прототипа, выводя его из строя. Поэтому очистка прототипа неизбежна также и при обработке хрупких материалов.
Увеличение вспомогательного времени в связи с очисткой прототипа от стружки увеличивает штучное время на выполнение операции, в результате чего простаивает металлорежущее оборудование и уменьшается производительность обработки. В результате этого прототип имеет ограниченные технологические возможности.
В прототипе контакт отверстия заготовки и направляющей упругой манжеты происходит по всей цилиндрической поверхности манжеты (площадь контакта на 1-2 порядка больше, чем у предложенного инструмента), что приводит при обработке к большой силе трения, которую необходимо преодолевать источником энергии. Следует отметить, что в прототипе необходимо использовать две упругие манжеты, при этом сила трения удваивается, а следовательно, значительно увеличиваются и затраты электроэнергии на процесс обработки.
Технический результат, который достигается от использования предполагаемого изобретения, - расширение технологических возможностей инструмента, повышение производительности обработки.
Указанный технический результат достигается тем, что режущий инструмент состоит из корпуса, на котором установлены режущие элементы и направляющая, имеет стружечные канавки, а также на нем установлен подшипник качения, на наружном кольце которого закреплен направляющий демпфер колебаний, выполненный в виде фланца с разрезными упругими консольными пластинами, внутренняя поверхность которого заполнена демпфирующим материалом и закрыта крышкой, одетой на упругие пластины и стянутой с фланцем с помощью винтов, наружная поверхность упругих пластин выполнена криволинейной, а диаметр точек криволинейного профиля, наиболее удаленных от оси вращения инструмента, больше диаметра обрабатываемого отверстия заготовки.
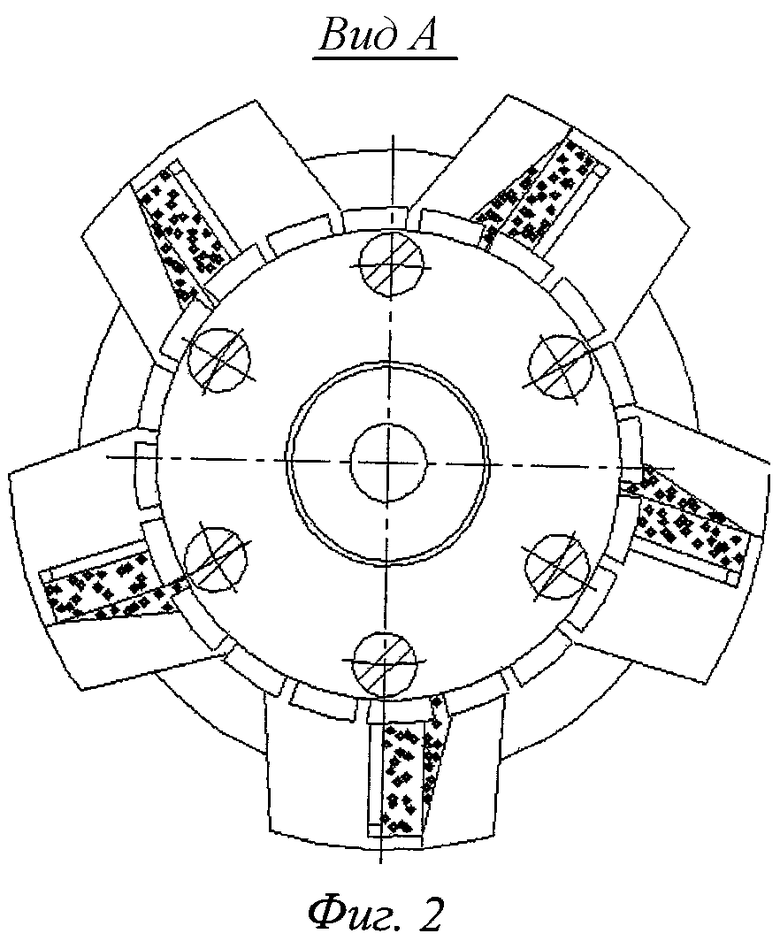
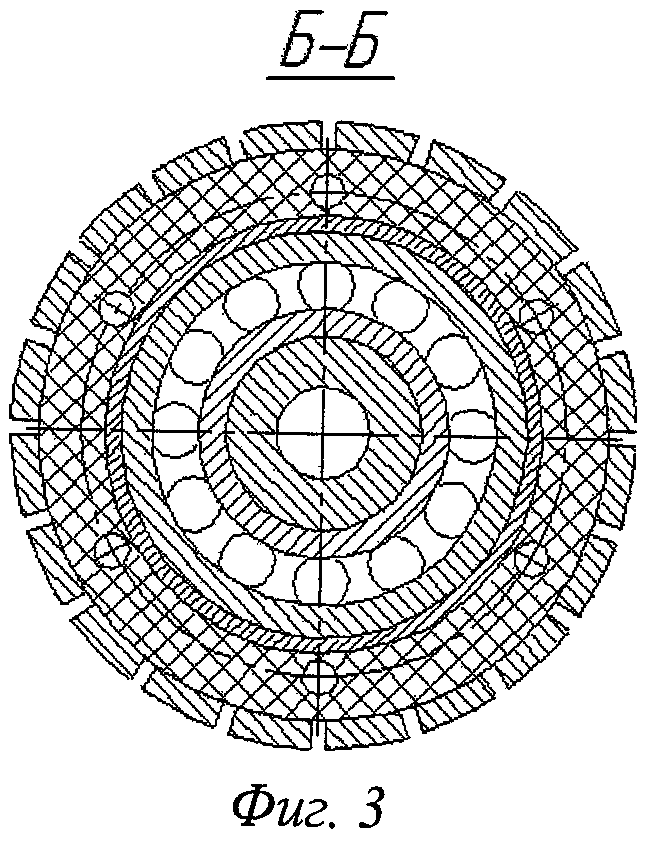
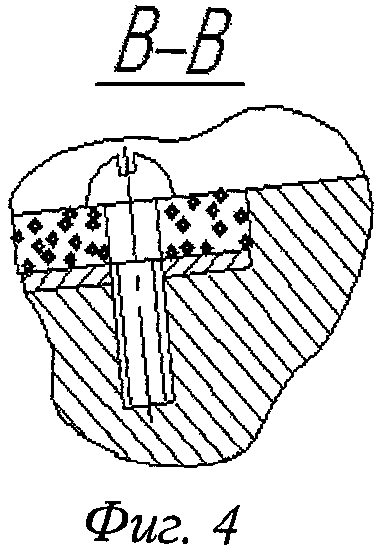
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 изображен режущий инструмент в сборе с направляющим демпфером; на фиг.2 - вид слева; на фиг.3 - поперечное сечение направляющего демпфера, установленного на наружное кольцо подшипника качения; на фиг.4 - сечение режущей многогранной неперетачиваемой пластины и ее крепление в корпусе инструмента.
Виброустойчивый режущий инструмент состоит из металлического корпуса 1 (фиг.1-4), в который вставлены режущие элементы, выполненные в виде твердосплавных многогранных неперетачиваемых пластин 2, закрепляемых в корпусе с помощью винтов 3. Для предохранения корпуса от износа твердосплавные многогранные неперетачиваемые пластины 2 установлены на опорные пластины 4, имеющие меньшую твердость по сравнению с твердостью корпуса и твердостью пластин. На корпус инструмента напрессован подшипник качения 5, внутреннее кольцо которого зафиксировано стопорным кольцом 6. На наружном кольце подшипника качения установлен и жестко закреплен направляющий демпфер колебаний, выполненный в виде фланца 7, крышки 8 и стягивающих винтов 9. Во фланце 7 выполнена расточка, при этом периферийная часть разрезана по образующей с образованием консольных упругих пластин 10.
Наружная поверхность упругих пластин 10 выполнена криволинейной, при этом диаметр наиболее удаленных от оси вращения точек криволинейного профиля (экстремальных точек) больше диаметра отверстия заготовки. Это обеспечивает при работе инструмента натяг в соединении «упругие пластины - отверстие заготовки», дополнительную опору и направление режущего инструмента. Кольцевая полость (расточка) демпфера заполнена упругим неметаллическим демпфирующим материалом (например, вулканизированной резиной), в результате чего направляющий демпфер способен гасить как виброперемещения, так и виброскорость, возникающие в процессе механической обработки.
Виброустойчивый режущий инструмент работает следующим образом. Инструмент устанавливают и закрепляют в шпинделе станка. Включают вращение шпинделя и рабочую подачу инструмента, при этом направляющий демпфер контактирует с отверстием обрабатываемой заготовки.
Поскольку максимальный диаметр упругих пластин 10 (фиг.1 и 3) больше диаметра отверстия заготовки, то при входе в отверстие упругие пластины изгибаются в радиальном направлении, происходит деформация демпфирующего материала, создается натяг между направляющим демпфером и заготовкой, их взаимное силовое давление, а следовательно, направление движения инструмента.
В результате этого инструмент получает вторую внешнюю опору. Первая опора инструмента создается шпинделем станка, в котором он закреплен, а вторая опора обеспечивается самой заготовкой и демпфером, что приводит к значительному увеличению жесткости режущего инструмента и технологической системы в целом. Существенное повышение жесткости технологической системы приводит к снижению уровня вибрации в процессе резания, которая к тому же дополнительно гасится направляющим демпфером.
В процессе обработки снимаемая стружка непрерывно отводится из зоны резания по канавкам корпуса, очистка инструмента от образующейся стружки не требуется как при чистовой, так и черновой обработке. В результате сокращается время на выполнение технологической операции и повышается производительность обработки предложенным инструментом.
В предлагаемом инструменте, благодаря наличию экстремальных точек криволинейного профиля, контакт упругих пластин с отверстием заготовки происходит по дискретным отрезкам длины окружности, а при движении инструмента со скоростью подачи эти отрезки скользят по отверстию заготовки с такой же скоростью.
Из-за незначительной площади контакта упругих пластин с отверстием заготовки сила трения при движении упругих пластин незначительна, что уменьшает осевую составляющую силы резания, а следовательно, и потребление электрической энергии на процесс обработки.
Изготовлен опытный образец виброустойчивого режущего инструмента и проведены его производственные испытания на операции зенкерования отверстия под шкворневой палец в надрессорной балке грузовых железнодорожных вагонов. Испытания проводили на станке ФБ-01. Перед обработкой изношенное отверстие надрессорной балки наплавляют твердым износостойким сплавом, при этом отверстие после наплавки получается неровным с большим перепадом припуска под обработку и высокой твердостью сплава, подлежащего снятию режущим инструментом.
Обработка такого наплавленного отверстия обычным режущим инструментом характеризуется высоким уровнем вибрации, низким режимом резания, периодом стойкости, большим расходом режущего инструмента и низким качеством обработанной поверхности (высокая шероховатость, следы дробления на поверхности и др.).
Обработка наплавленного отверстия предложенным режущим инструментом характеризуется значительно более низким уровнем вибрации технологической системы, более высокой подачей инструмента, отсутствием следов дробления и снижением среднеарифметического отклонения профиля с Rα=30-40 мкм до Rα=5-8 мкм. Уменьшается износ твердосплавных режущих пластин и повышается производительность технологической операции. Отмеченные результаты объясняются не только активным демпфированием колебаний направляющим демпфером, но и существенным повышением жесткости режущего инструмента.
Таким образом, применение предлагаемого виброустойчивого режущего инструмента позволяет по сравнению с прототипом расширить технологические возможности инструмента, повысить производительность технологических операций и уменьшить расход электроэнергии на процесс резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный виброустойчивый инструмент | 2015 |
|
RU2615965C1 |
| СБОРНАЯ ТОРЦОВАЯ ФРЕЗА | 2011 |
|
RU2482941C2 |
| СПОСОБ ФАСОННОГО ФРЕЗЕРОВАНИЯ | 2004 |
|
RU2269397C1 |
| ИНСТРУМЕНТ ДЛЯ СКОРОСТНОГО СВЕРЛЕНИЯ ОТВЕРСТИЙ БОЛЬШОГО ДИАМЕТРА | 2013 |
|
RU2515780C1 |
| МНОГОЛЕЗВИЙНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ | 2008 |
|
RU2388579C2 |
| Расточная головка | 1990 |
|
SU1726154A1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ФРЕЗЫ | 2004 |
|
RU2270078C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ С ОБРАЗОВАНИЕМ ЭЛЕМЕНТНОЙ СТРУЖКИ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2012 |
|
RU2541331C2 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТОГО ВЕНЦА ЖЕСТКОГО КОЛЕСА ВОЛНОВОЙ ПЕРЕДАЧИ С ПРОМЕЖУТОЧНЫМИ ТЕЛАМИ КАЧЕНИЯ | 2007 |
|
RU2359790C1 |
| СПОСОБ СКОРОСТНОГО СВЕРЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2534176C1 |
Изобретение относится к области машиностроения, в частности к механической обработке заготовок с различной твердостью. Режущий инструмент состоит из корпуса, на котором установлены режущие элементы и направляющая. На корпусе выполнены стружечные канавки и установлен подшипник качения, на наружном кольце которого закреплен направляющий демпфер колебаний, выполненный в виде фланца с разрезными упругими консольными пластинами. Внутренняя полость демпфера заполнена упруго-демпфирующим материалом и закрыта крышкой, одетой на упругие пластины и стянутой с фланцем с помощью винтов, при этом наружная поверхность упругих пластин выполнена криволинейной с диаметром наиболее удаленных от оси вращения инструмента точек криволинейного профиля больше диаметра обрабатываемого отверстия. Обеспечивается расширение технологических возможностей инструмента, повышение производительности технологических операций и уменьшение расхода электроэнергии на процесс резания. 4 ил.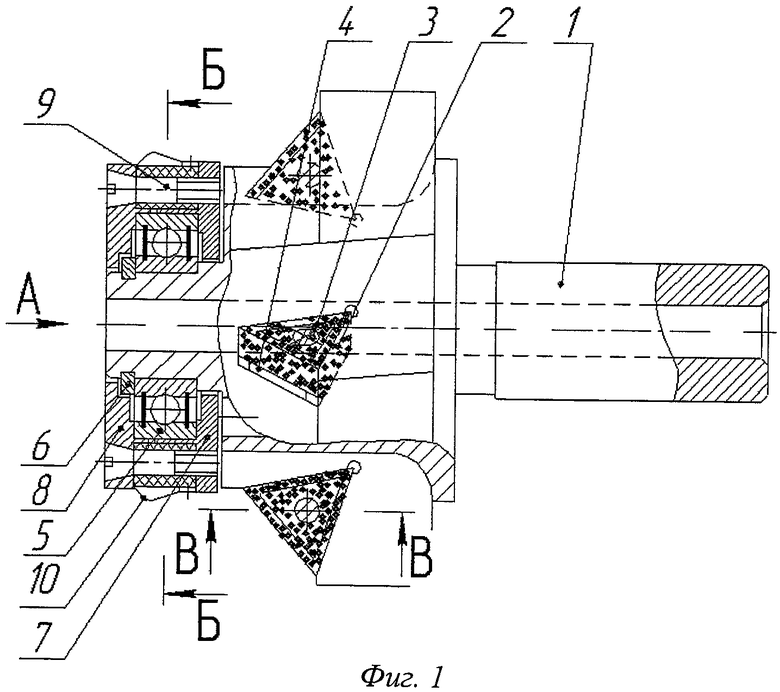
Режущий инструмент, состоящий из корпуса, на котором установлены режущие элементы и направляющая, отличающийся тем, что на корпусе выполнены стружечные канавки и установлен подшипник качения, на наружном кольце которого закреплен направляющий демпфер колебаний, выполненный в виде фланца с разрезными упругими консольными пластинами, причем внутренняя полость демпфера заполнена упругодемпфирующим материалом и закрыта крышкой, одетой на упругие пластины и стянутой с фланцем с помощью винтов, при этом наружная поверхность упругих пластин выполнена криволинейной с диаметром наиболее удаленных от оси вращения инструмента точек криволинейного профиля больше диаметра обрабатываемого отверстия.
| Машина для наклеивания таблеток красок на палитру | 1929 |
|
SU23193A1 |
| Устройство для отвода резца от обработанной поверхности | 1975 |
|
SU539693A1 |
| Расточная оправка | 1975 |
|
SU532485A2 |
| Расточная головка | 1990 |
|
SU1726154A1 |
| РЕЖУЩАЯ ГОЛОВКА ДЛЯ ВРАЩАЮЩЕГОСЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2350433C2 |
| РАСТОЧНАЯ ГОЛОВКА | 2003 |
|
RU2236328C1 |
| US 5427480 A, 27.06.1995 | |||
| JP 2011056623 A, 24.03.2011. | |||

