Изобретение относится к магнитопроводам электротехнических трансформаторов, имеющих многослойную структуру из аморфной или нанокристаллической ленты и к способам их изготовления.
Трансформатор является электрическим устройством, которое широко используется для передачи энергии переменного тока из первичной обмотки в одну или более вторичных обмоток. Трансформатор содержит не менее двух обмоток. Каждая из обмоток выполнена в виде многовитковой конструкции с электрическими проводниками, с одним или более магнитопроводами, связывающими обмотки посредством передачи магнитного потока.
Магнитопроводы электрического трансформатора обычно изготавливают из листов стали с повышенным содержанием кремния и соответственно ориентированной кристаллической структурой. Наиболее распространенным способом изготовления трансформатора является сборка магнитопровода независимо от предварительно сформированной обмотки или обмоток, с которыми он будет собран в трансформаторе. Для этого магнитопровод формируют разъемным, при котором его листы могут быть отделены, обеспечивая возможность его установки в окне обмотки. Соединения ленточного магнитопровода обычно являются соединениями «ступенчатого стыка» или «ступенчатого перекрытия».
Значительные преимущества обеспечили аморфные магнитные сплавы, используемые в качестве материала магнитопровода для трансформаторов, поскольку они являются материалами с более низкими потерями по сравнению со сталью с кристаллической структурой. Однако подвергнутые отжигу аморфные металлы становятся очень хрупкими и, таким образом, они разрушаются при механических нагрузках, например, на стадии закрытия стыков магнитопровода. Были разработаны различные технологии, направленные на облегчение изготовления ленточного магнитопровода трансформатора из аморфных лент, согласно которым он имеет стыки в локализованных областях, что дает возможность открытый магнитопровод ввести в окно предварительно сформированной обмотки. Эти технологии приводятся, например, в патентах США №№4789849, 4790064, 4893400, 5398402, 5398403, 5329270, 5347746, 5548887.
Аналогом предлагаемого технического решения является жесткий ленточный магнитопровод для трансформатора распределения мощности, выполненный в виде многослойной структуры, каждый слой которой образован из заранее определенного числа магнитных полос, имеющего одно замковое соединение, состоящее из отдельных элементов, несвязанных друг с другом: языка и паза, расположенных перпендикулярно горизонтальной плоскости слоев магнитопровода. Замковое соединение данного технического решения является соединением типа «защелка». (US 3725832 A, H01P 27/24, 3 апреля 1973).
К недостаткам данного технического решения следует отнести повышенные магнитные потери, обусловленные конструкционной особенностью магнитопровода.
Наиболее близким по технической сущности к предлагаемому техническому решению является изготовление магнитопровода способом стыковки двух его половин, причем сборка выполняется в наклонных плоскостях. Этим обеспечивается более равномерное распределение стыкового соединения половин магнитопровода, что позволяет несколько снизить магнитные потери и улучшить его характеристики (см., например, «Компоненты и технологии» №8, 2006).
и технологией его изготовления.
Объектом предполагаемого изобретения является жесткий ленточный магнитопровод для трансформатора, выполненный в виде многослойной структуры, каждый слой которой образован из заранее определенного числа магнитных полос, имеющий одно замковое соединение, при этом, магнитный слой выполнен из аморфного сплава в виде заданной геометрической формы и имеет одно замковое соединение, образованное началом и концом этого слоя, и расположенное параллельно его горизонтальной плоскости, причем замковое соединение выполнено в виде шипового соединения, например, «ласточкин хвост».
Конструкция жесткого ленточного сердечника изготовлена таким образом, что каждый слой образован из требуемого числа аморфных лент и предназначена для обеспечения оптимального распределения магнитного потока внутри лент в слоях. Число слоев определяется магнитными свойствами материала, из которого изготовляются ленты. Толщина сердечника определяется электрическими и механическими параметрами трансформатора, такими как высота и поперечное сечение, а также частотой тока и номинальной мощностью трансформатора.
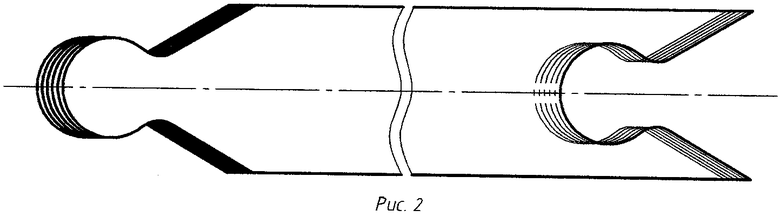
Согласно выбранной геометрической формы (рис.1 и рис.2) обеспечивается уменьшение магнитных потерь за счет создания распределенного не магнитного зазора.
Магнитопроводы представляют собой стержни различных размеров из полос аморфной ленты, полученные механической обработкой склеенных между собой полос толщиной 25-30 мкм.
Углеродосодержащий, например, активированный уголь, или аморфный уголь, или графит, клеевой материал улучшает теплоотвод и уменьшает электромагнитные поля рассеивания.
Другим объектом предполагаемого изобретения является способ изготовления жесткого ленточного магнитопровода из магнитного 1 аморфного сплава, включающий нарезание полос, обработку их клеевым составом, формирование их в слои со смещением полос относительно друг друга по длине магнитопровода, при этом, полосы нарезают путем пропускания аморфной ленты через ножницы, например, барабанные, обрабатывают их углеродосодержащим, например, активированный уголь, или аморфный уголь, или графит, клеевым материалом, укладывают на сборочный стол, формируют и уплотняют заготовку магнитопровода, например, в U-образной подогреваемой матрице опусканием подогретого пуансона, соединяют ее с обмотками и фиксируют линии сгиба и замковое соединение импульсным и/или скоростным нагревом, причем на аморфные магнитные полосы наносят углеродосодержащий, например, активированный уголь, или аморфный уголь, или графит, путем напыления в жидком виде и/или наложения клейкой ленты.
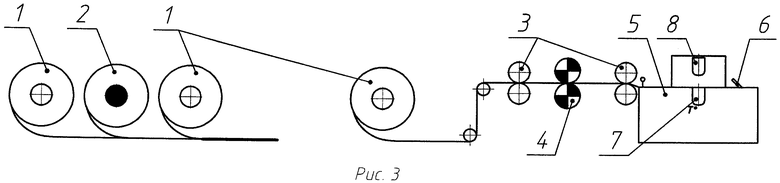
Аморфная лента (рис.3), разматываемая с рулона 1, проходит через тянущие ролики 3 и поступает в летучие ножницы 4, представляющие собой два вращающихся в противоположные стороны барабана с режущей кромкой заданной геометрической формы. Отрезанные полосы заданной длины поступают на рабочий стол 5. Требуемая длина обеспечивается изменением скорости вращения барабанов летучих ножниц.
На верхнюю поверхность полосы наносится углеродосодержащий клеящий материал в жидком виде 6. Далее на нее накладывается следующая полоса и так до тех пор, пока не образуется слой необходимой толщины. Полосы на рабочем столе формируют со смещением по длине, с использованием, установленного под углом относительно вертикальной оси упора 7.
Под сформированным слоем находится подогреваемая матрица 8 U-образной формы. При опускании подогретого пуансона 9 в матрицу образуется плотноупакованная заготовка магнитопровода заданного размера. Подогрев матрицы и пуансона производится для ускоренной сушки клеевого материала.
Возможен другой способ изготовления магнитопровода заключающийся в следующем. Рулоны из аморфной 1 и клейкой 2 лент разматываются с моталок таким образом, что между лентами из аморфного сплава располагается клейкая лента. Далее сформированные слой подаются на барабаны летучих ножниц по выше приведенной технологии.
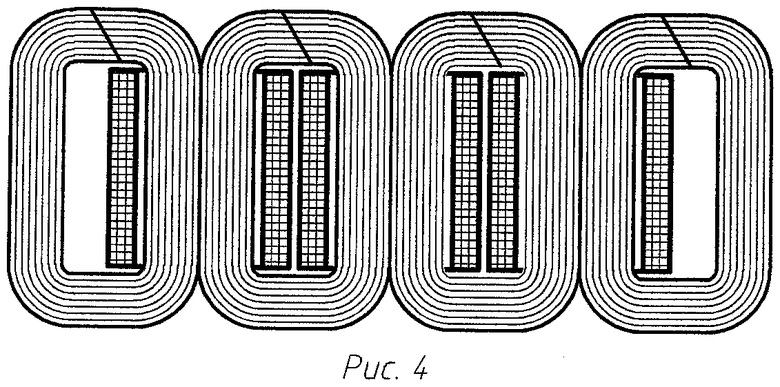
Обмотки надевают на разомкнутые магнитопроводы (рис.4), после чего замыкают их концы. Затем линии сгиба и замковые соединения подвергают импульсному и/или скоростному нагреву, что позволяет снять упругие напряжения и зафиксировать их.
Пример:
Магнитопроводы типа ПЛ 16×32×65 размером 99,5×58,0×32 мм изготавливали из аморфной ленты толщиной 25±3 мкм, между витками которого находился углеродосодержащий материал. Формировали и уплотняли заготовку магнитопровода в U-образной подогреваемой матрице и пуансоне, надевали на нее обмотки трансформатора и закрывали замковое, соединение. Линии сгиба и замковое соединение магнитопровода фиксировали импульсным нагревом.
По предлагаемому способу был изготовлен опытный трансформатор. Были проведены его сопоставительные испытания с характеристиками аналогичных типов, магнитопроводы которых изготовлены из электротехнической стали и аморфного материала.
В таблице приведены сравнительные данные основных характеристик трансформаторов, магнитопроводы которых изготовлены из электротехнической и аморфной стали (2), аморфного материала (3 - прототипа) и 4 - предлагаемой конструкции). Потери в трансформаторах определялись ваттметровым методом. Определение индукции осуществлялось методом вольтметра - амперметра.
Как видно из таблицы, предлагаемая конструкция магнитопровода, позволила снизить магнитные потери, увеличить рабочую индукцию по сравнению с прототипом (3), а изготовленный из него трансформатор имеет больший КПД.
Применение предлагаемой конструкции жесткого ленточного магнитопровода и способа его изготовления позволяют повысить качество магнитопровода за счет снижения магнитных потерь и увеличение рабочей индукции, а также существенно упростить технологию его изготовления, благодаря фиксации линий сгиба и замкового соединения импульсным и/или скоростным нагревом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛОСКАЯ МНОГОФАЗНАЯ МАГНИТНАЯ СИСТЕМА | 2010 |
|
RU2444801C1 |
| ТРАНСФОРМАТОР | 1995 |
|
RU2089956C1 |
| Способ резки сердечника ленточного магнитопровода | 2019 |
|
RU2711459C1 |
| НАМОТАННЫЙ СЕРДЕЧНИК ТРАНСФОРМАТОРА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2241271C2 |
| ЭЛЕМЕНТАРНЫЙ МОДУЛЬ МАГНИТОПРОВОДА ЭЛЕКТРИЧЕСКОГО ТРАНСФОРМАТОРА, МАГНИТОПРОВОД, СОДЕРЖАЩИЙ УКАЗАННЫЙ ЭЛЕМЕНТАРНЫЙ МОДУЛЬ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ТРАНСФОРМАТОР, СОДЕРЖАЩИЙ УКАЗАННЫЙ ЭЛЕМЕНТАРНЫЙ МОДУЛЬ | 2014 |
|
RU2676337C2 |
| ПРОСТРАНСТВЕННЫЙ СИММЕТРИЧНЫЙ МАГНИТОПРОВОД | 2014 |
|
RU2569931C1 |
| ЭЛЕКТРИЧЕСКИЙ ДВИГАТЕЛЬ | 2000 |
|
RU2178231C1 |
| КОМБИНИРОВАННЫЙ МАГНИТОПРОВОД | 1995 |
|
RU2095869C1 |
| ТРЕХФАЗНЫЙ МАГНИТНЫЙ СЕРДЕЧНИК ДЛЯ МАГНИТОИНДУКЦИОННОГО УСТРОЙСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2635098C1 |
| ВЫПЛАВЛЯЕМЫЙ МАГНИТНЫЙ МАТЕРИАЛ НА ОСНОВЕ МАГНИТОМЯГКОГО СПЛАВА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО МОНОЛИТНЫХ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2376669C2 |
Изобретение относится к электротехнике, к магнитопроводам электротехнических трансформаторов, имеющих многослойную структуру из аморфной или нанокристаллической ленты, и к способам их изготовления. Технический результат состоит в повышении качества магнитопровода за счет уменьшения магнитных потерь и повышения индукции в нем и упрощении изготовления. Жесткий ленточный магнитопровод для трансформатора выполнен в виде многослойной структуры, каждый слой которой образован из заранее определенного числа магнитных аморфных полос со смещенным зазором между ними по длине магнитопровода. Магнитный аморфный слой выполнен в виде заданной геометрической формы и имеет одно замковое соединение, образованное началом и концом этого слоя. Замковое соединение выполнено в виде шипового соединения, например, «ласточкин хвост». Способ изготовления жесткого ленточного магнитопровода из магнитного аморфного сплава включает нарезание полос, обработку их клеевым составом, формирование их в слои со смещением полос относительно друг друга по длине магнитопровода. Полосы нарезают путем пропускания аморфной ленты, например, через ножницы, например, обрабатывают углеродосодержащим клеевым материалом, укладывают их на сборочный стол, формируют магнитопровод с обмоткой и воздействуют на линии сгиба и замковое соединение импульсным и/или скоростным нагревом. На аморфные магнитные полосы наносят углеродосодержащий клеевой материал путем напыления в жидком виде и/или наложения клейкой ленты. 2 н. и 1 з.п. ф-лы, 4 ил., 1 табл.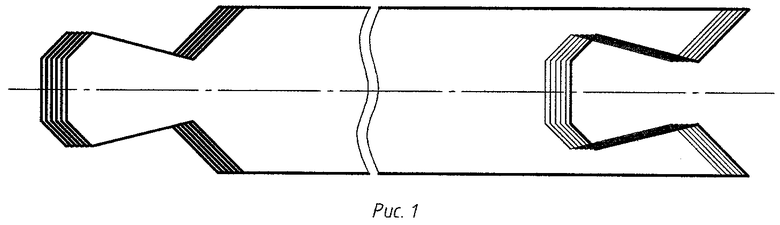
1. Жесткий ленточный магнитопровод для трансформатора, выполненный в виде многослойной структуры, каждый слой которой образован из заранее определенного числа магнитных аморфных полос со смещенным зазором по длине магнитопровода, отличающийся тем, что магнитный слой выполнен из аморфного сплава в виде заданной геометрической формы, имеет одно замковое соединение, образованное началом и концом этого слоя.
2. Жесткий ленточный магнитопровод для трансформатора по п.1, отличающийся тем, что замковое соединение выполнено в виде шипового соединения, например, «ласточкин хвост».
3. Способ изготовления жесткого ленточного магнитопровода из магнитного аморфного сплава, включающий нарезание полос, формирования их в слои со смещением полос относительно друг друга по длине магнитопровода, отличающийся тем, что полосы нарезают путем пропускания аморфной ленты через ножницы, например, барабанные, укладывают на сборочный стол, формируют и уплотняют заготовку магнитопровода, например, в U-образной подогреваемой матрице опусканием подогретого пуансона, соединяют ее с обмотками и фиксируют линии сгиба и замковое соединение импульсным и/или скоростным нагревом.
| US 5398403 A, 21.03.1996 | |||
| US 2931993 A, 05.04.1960 | |||
| US 3725832 A, 03.04.1973 | |||
| US 3892115 A, 20.01.1974 | |||
| ТЕРМОСТОЙКОЕ КЛЕЯЩЕЕ ИЗОЛЯЦИОННОЕ ПОКРЫТИЕ И ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ТАКИМ ПОКРЫТИЕМ, МАГНИТНЫЙ СЕРДЕЧНИК, ГДЕ ИСПОЛЬЗУЕТСЯ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2357994C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИСИЛИКАТНОГО СВЯЗУЮЩЕГО ДЛЯ КЛЕЕВ И ПОКРЫТИЙ, ПОЛИСИЛИКАТНОЕ СВЯЗУЮЩЕЕ, КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ КЛЕЕВ И ПОКРЫТИЙ НА ЕГО ОСНОВЕ | 2004 |
|
RU2248385C1 |
| Разъемный магнитопровод | 1982 |
|
SU1089704A1 |
| Способ изготовления разъемного магнитопровода трансформатора | 1982 |
|
SU1198584A1 |
| Витой разъемный ленточный магнитопровод | 1988 |
|
SU1728892A1 |
| Способ изготовления электроиндукционных аппаратов | 1974 |
|
SU587886A3 |

