Область техники
Настоящее изобретение относится к трехфазным магнитоиндукционным устройствам, в частности, к сердечникам с магнитным контуром, используемым в таких устройствах, а также к способам их изготовления.
Уровень техники
Магнитоиндукционные устройства (например, электрические трансформаторы, дроссели и т.д.) предназначены для передачи электрической энергии между индуктивно связанными намотанными проводниками (катушками) на основе эффекта взаимной индукции. Например, в электрических трансформаторах переменный электрический ток, подаваемый в первичную обмотку, индуктивно связанную с сердечником трансформатора, порождает в сердечнике магнитный поток, который наводит электродвижущую силу (ЭДС), или напряжение во вторичной обмотке, индуктивно связанной с сердечником трансформатора.
Трехфазный трансформатор обычно имеет контур магнитного сердечника и три катушки, индуктивно связанные с контуром магнитного сердечника. Каждая из таких катушек обычно состоит из первичной и вторичной обмоток. В современных трехфазных электрических трансформаторах обычно используют магнитные сердечники так называемой конфигурации «Е+I» (в которой катушки размещают на трех плечах Е-образной рамки магнитного сердечника, которую впоследствии замыкают I-образным ярмом сердечника). В конфигурации «Е+I» магнитный сердечник имеет планарную структуру, образованную несколькими взаимосвязанными элементами ярма и плеч магнитного сердечника, геометрически расположенными в одной плоскости.
Например, в патенте США №6668444 раскрыт трехфазный трансформатор с магнитным сердечником плоской конфигурации, изготовленным из аморфной металлической ленты. В таком магнитном сердечнике плоской конфигурации использованы «ступенчатые» стыки, предназначенные для облегчения разъединения плеч сердечника при обвитии их обмоткой с последующим смыканием стыков, которое обеспечивает замыкание контура магнитного сердечника. Однако такой способ изготовления обеспечивает получение магнитного сердечника плоской конфигурации, который является менее эффективным с точки зрения распределения магнитного потока, требует применения сложных технологий для замыкания магнитного контура и приводит к значительному увеличению массы магнитных сердечников. В частности, такие трансформаторы плоской конфигурации с плоскими магнитными сердечниками не позволяют решить проблемы асимметричного распределения магнитного потока.
Возможной альтернативой трехфазным трансформаторам плоской конфигурации являются магнитные системы с магнитным сердечником треугольного типа. Например, из патента США №6683524 известен трехфазный трансформатор, имеющий треугольную (дельтовидную) структуру. В соответствии с данным техническим решением сердечник трансформатора составлен из трех рамок, каждая из которых содержит несколько колец, намотанных из ленты магнитного материала постоянной ширины. Рамки собраны в сердечник так, чтобы образовать два треугольных ярма, между углами которых проходят вертикальные плечи, причем указанные плечи образованы из намотанных колец, которые могут быть надвинуты друг на друга, наклонены или сдвинуты друг относительно друга. Хотя такая конфигурация позволяет получить плечи трансформатора с многоугольной формой поперечного сечения, она чрезвычайно сложна в изготовлении, а ее структурная конфигурация увеличивает магнитные потери.
В патентной публикации США №20100194515 раскрыт треугольный трехфазный трансформатор, образованный тремя рамками, которые в сборе образуют шестиугольные плечи (также известные под названием «hexaformer») с использованием конических колец, получаемых посредством технологии намотки со смещением. В соответствии с данной публикацией рамки сердечника предлагается изготавливать частично из намотанной аморфной ленты, а частично - из электротехнической стали, что чрезвычайно сложно реализовать, так как указанные материалы имеют разную толщину, разную механическую прочность и требуют приложения разного усилия натяжения при намотке. Таким образом, рамки такой конструкции не обладают высокой плотностью намотки, которая является одной из основных характеристик магнитной системы. Кроме того, использование таких комбинированных рамок сердечника приводит к увеличению потерь в нагрузке в связи с тем, что магнитные потери в электротехнической стали выше, чем в аморфных материалах. В соответствии с данной публикацией дополнительно предлагается механически вытягивать рамки сердечника, что является чрезвычайно сложной задачей, поскольку величина прилагаемого усилия зависит от количества электротехнической стали, использованной в рамках. Кроме того, одновременное смещение аморфной ленты и электротехнической стали под воздействием таких усилий чревато разрушением ленты из аморфного металла, которое, в свою очередь, приводит к увеличению тока холостого хода.
Из европейской патентной публикации № ЕР 2395521 известен способ изготовления треугольных сердечников трансформаторов из аморфной металлической ленты, причем плечи магнитного сердечника расположены в виде треугольника, а поперечное сечение плеч сердечника имеет круглую или многоугольную форму. Для получения плеч рамок сердечника с требуемой формой поперечного сечения указанные рамки сердечника изготавливают из слоев непрерывно наматываемой ленты, причем ширину ленты регулируют в зависимости от размеров соответствующего слоя плеча сердечника посредством лазерной резки. Однако расплавленный материал, обычно образующийся при такой лазерной резке аморфной ленты, приводит к возникновению на обрезной кромке застывших капель расплавленного материала ленты, что, в свою очередь, приводит к возникновению зазоров между слоями магнитной ленты в процессе ее намотки. Кроме того, такие застывшие капли расплавленного материала могут создавать условия для возникновения коротких замыканий во время работы магнитной системы. Также следует отметить, что такой способ изготовления магнитного сердечника с переменным поперечным сечением чрезвычайно сложен, а его осуществление затруднительно.
В патенте США №6809620 раскрыты трехфазные трансформаторы, содержащие сердечник в виде треугольной клетки, собранной из трех рамок. Три рамки в сборе образуют треугольные яремные элементы, углы которых соединены тремя плечами, причем рамки сердечника изготовлены путем намотки нескольких лент, при этом каждая из лент сдвинута относительно соседних с нею лент так, чтобы обеспечить ромбовидное поперечное сечение рамок. Магнитный сердечник сформирован чередующимися кольцевыми элементами, изготовленными из проволоки или лент магнитного материала, причем каждое из таких колец образует часть двух плеч. Однако использование чередующихся кольцевых элементов, предложенное в данном техническом решении, требует чрезмерного усложнения технологии изготовления, в частности, при изготовлении силовых трансформаторов.
Раскрытие изобретения
Настоящее изобретение в целом относится к трехфазным магнитным сердечникам для магнитоиндукционных устройств (например, трансформаторов, дросселей), содержащих три по существу прямоугольные рамки магнитного сердечника, т.е. имеющие боковые участки и яремные участки. Рамки скомпонованы так, что они образуют конструкцию, по существу имеющую форму треугольной призмы (пентаэдра), причем каждая из рамок имеет ступенчатую структуру, расположенную на внутренней и/или внешней поверхности бокового участка. Боковые участки двух локально примыкающих рамок зацеплены друг с другом для образования плеча, на котором может быть установлена катушка. Таким образом, сердечник в целом содержит три плеча, образованных равномерно зацепленными смежными рамками, на которых могут быть установлены три катушки трехфазного магнитоиндукционного устройства.
Рамка магнитного сердечника в общем случае имеет объемную форму. Как было указано выше, внутренняя и/или внешняя поверхности бокового участка рамки могут содержать ступенчатую структуру, образующую соответствующую выступающую поверхность (например, внутренняя поверхность), а другая поверхность может содержать аналогичную структуру (внешняя поверхность) или иметь плоскую, криволинейную или любую другую требуемую для данной конструкции форму. Магнитный сердечник, как правило, состоит из трех таких рамок магнитного сердечника, расположенных встык друг с другом (т.е. локально примыкающих) так, что ступенчатые участки локально примыкающих рамок равномерно зацеплены, образуя плечи сердечника.
Вышеописанная конфигурация, в которой вдоль боковых участков рамок предусмотрены выступающие ступенчатые поверхности, обеспечивает плотное и равномерно зацепление между смежными рамками (т.е. вдоль плечевых участков магнитного сердечника). Кроме того, такая конфигурация обеспечивает оптимальное соответствие между геометрией/формой (например, круглой или многоугольной) внешней поверхности плеча (образованного зацепленными боковыми участками рамок) и внутренней поверхности соответствующей катушки, устанавливаемой на плечо сердечника. Это обеспечивает оптимальное (максимальное) заполнение материалом магнитного сердечника участков плеч, поддерживающих катушки и обращенных к катушкам, что приводит к повышению эффективности и улучшению различных характеристик сердечника, например, уменьшению его геометрических размеров, снижению количества материала магнитного сердечника и его массы и т.д.
Например, в некоторых вариантах осуществления настоящего изобретения в ступенчатой структуре используют компоновку/совокупность ступеней с шагом около 30°, причем рамки ориентированы под углом 60° относительно друг друга, образуя конструкцию многоугольной формы (например, треугольную призму, или пентаэдр), т.е. верхнее и нижнее основания, образованные яремными участками, имеют форму равностороннего треугольника.
Одна или несколько рамок сердечника могут быть изготовлены из нескольких многослойных петель, выполненных из магнитных лент. Рамка сердечника может быть изготовлена из нескольких магнитных лент разной ширины, причем каждую ленту наматывают с образованием многослойной петли, а намотанные петли наматывают друг поверх друга для формирования одной или нескольких ступенчатых поверхностей. В альтернативном варианте многослойные петли могут быть изготовлены по отдельности - каждая из отдельной намотанной магнитной ленты, причем рамки сердечника могут быть изготовлены путем коаксиальной укладки петель друг поверх друга для формирования рамок сердечника требуемой ступенчатой конфигурации.
В некоторых вариантах осуществления настоящего изобретения рамки магнитного сердечника изготавливают путем последовательной намотки лент магнитного материала для образования многослойных петель, расположенных друг поверх друга, причем для последовательных многослойных петель используют ленты магнитного материала, ширина которых постепенно убывает или возрастает. Например, каждая многослойная петля может быть изготовлена путем намотки магнитной ленты, имеющей предварительно заданную длину и ширину, причем витки каждой из лент, по существу, накладывают друг поверх друга, формируя, таким образом, одну ступень ступенчатой структуры, причем число витков ленты задает толщину такой ступени. Таким образом, магнитные ленты петли могут быть намотаны друг поверх друга в порядке убывания их толщины для формирования требуемой ступенчатой структуры по меньшей мере на внутренней поверхности рамки. Соответственно, в данном примере наиболее близкую к центру петлю получают путем намотки ленты, имеющей наибольшую ширину, а наиболее удаленную от центра петлю получают путем намотки ленты, имеющей наименьшую ширину.
В некоторых вариантах осуществления настоящего изобретения рамки магнитного сердечника изготавливают последовательным наматыванием по меньшей мере некоторых из лент магнитного материала друг поверх друга в порядке возрастания ширины лент, а затем поверх них наматывают по меньшей мере некоторые из лент магнитного материала друг поверх друга в порядке убывания ширины лент. Таким образом, могут быть изготовлены плечевые участки магнитных рамок, содержащие ступенчатую структуру на одной (внутренней) поверхности рамки и имеющие поперечное сечение криволинейной формы на другой (внешней) поверхности рамки. Такая конфигурация плечевых участков рамок позволяет получить криволинейную (например, кривая, описывающая поперечное сечение плеча магнитного сердечника, может иметь форму круга) форму поперечного сечения плеч сердечника, образованных в результате зацепления ступенчатых боковых участков рамок при создании сердечника, имеющего форму треугольной призмы.
В альтернативном варианте одна или несколько рамок магнитного сердечника могут быть изготовлены из нескольких многослойных петель, причем каждую из петель изготавливают из ленты магнитного материала, отдельно намотанной для образования многослойной петли, имеющей предварительно заданную ширину (например, заданную числом витков в петле) и предварительно заданный центральный проем. Каждая из многослойных петель может быть выполнена из магнитной ленты, имеющей предварительно заданные длину и ширину, причем толщина петли (ступени) задана шириной ленты, причем витки каждой петли располагают друг поверх друга, получая при этом петлю с, по существу, плоскими поверхностями. В таком варианте осуществления настоящего изобретения многослойные петли коаксиально укладывают друг поверх друга (т.е. плоские поверхности смежных петель упираются друг в друга) в соответствии с шириной петель так, чтобы получить требуемую ступенчатую структуру по меньшей мере на одной (внутренней) поверхности рамки, в то же время формируя центральные проем путем коаксиального расположения центральных проемов укладываемых петель. Размеры центральных проемов рамок могут быть подобраны так, чтобы обеспечить возможность вмещения катушек трехфазного магнитоиндукционного устройства, устанавливаемых на плечи магнитного сердечника, образованные указанными рамками.
Например, в некоторых из возможных вариантов осуществления настоящего изобретения многослойные петли могут быть уложены друг поверх друга в порядке убывания ширины петель, тем самым, обеспечивая получение требуемой ступенчатой структуры на внутренней поверхности рамок. В таком случае самая нижняя многослойная петля (например, расположенная на внешней поверхности рамки) имеет наибольшую ширину, а самая верхняя многослойная петля (например, расположенная на внутренней поверхности рамки) имеет наименьшую ширину.
Ленты магнитного материала предпочтительно наматывают с образованием прямоугольных петлевых структур, причем в каждой многослойной петле образуется центральный проем, а петли каждой рамки расположены так, чтобы обеспечить коаксиальное выравнивание центральных проемов петель, тем самым, формируя центральный проем рамки. Центральные проемы рамок сердечника предназначены для вмещения в них катушек магнитоиндукционного устройства, устанавливаемых на более позднем этапе на плечи магнитного сердечника, образованные зацеплением боковых плечевых участков локально примыкающих рамок магнитного сердечника.
Согласно одному из вариантов осуществления настоящего изобретения по меньшей мере некоторые из петель могут содержать центральные проемы разных размеров, что может быть использовано для изготовления рамок магнитного сердечника с поперечным сечением криволинейной формы. Например, многослойные петли могут быть коаксиально уложены друг поверх друга в порядке возрастания ширины петель в соответствии с размерами их центральных проемов, при этом некоторые из многослойных петель могут быть коаксиально уложены поверх указанных многослойных петель (также друг поверх друга) в порядке убывания ширины петель в соответствии с размерами их центральных проемов. В результате, удается получить ступенчатую структуру на внутренней поверхности рамки и криволинейную форму поперечного сечения внешних и/или медиальных сторон плечевых участков рамок.
В некоторых случаях рамки магнитного сердечника могут быть изготовлены путем комбинирования вышеописанных технологий намотки и укладки. Например, одна или несколько рамок магнитного сердечника могут быть изготовлены путем последовательной намотки некоторых из многослойных петель друг поверх друга и последующей коаксиальной укладки одной или нескольких изготовленных отдельно многослойных петель (например, поверх намотанных петель).
В некоторых из возможных вариантов осуществления настоящего изобретения рамки магнитного сердечника контура магнитного сердечника изготавливают из ленты аморфного металла, например, выполненной из мягкого ферромагнитного аморфного сплава или из нанокристаллического сплава, например, для высокочастотных трансформаторов. В альтернативном варианте рамки магнитного сердечника изготавливают из тонкой ленты электротехнической стали.
Согласно одному из вариантов осуществления настоящего изобретения катушки устанавливают на плечи магнитного сердечника следующим образом: разрезают участок рамок магнитного сердечника в поперечном направлении с получением верхней и нижней частей каждой рамки, собирают нижние части рамок с формированием треугольной конфигурации (т.е. расположением ярем в форме треугольника) путем зацепления ступенчатых участков их плеч, в результате чего формируются нижние части плеч сердечника, устанавливают катушки на нижние части плеч сердечника и далее прикрепляют верхние части рамок поверх соответствующих нижних частей для восстановления прямоугольной структуры рамок.
В соответствии с некоторыми из возможных вариантов осуществления настоящего изобретения многофазное магнитоиндукционное устройство может быть изготовлено следующим образом:
- изготавливают рамки магнитного сердечника, причем каждая рамка содержит несколько многослойных петель, изготовленных из намотанных лент магнитного материала (например, обладающего мягкими ферромагнитными свойствами), причем многослойные петли располагают так, чтобы формировать ступенчатую структуру по меньшей мере на одной поверхности рамок сердечника;
- если рамки изготовлены из аморфной ленты, опционально выполняют тепловую обработку рамок магнитного сердечника (например, закалку при температурах, приблизительно составляющих от 360 до 400°С, после которой возможно медленное постепенное охлаждение рамок в закалочной печи);
- пропитывают рамки органическим связующим материалом (например, органокремниевым лаком или эпоксидной смолой), после чего просушивают рамки;
- разрезают рамки в поперечном направлении на верхние и нижние части;
- устанавливают нижние части рамок вертикально на основании устройства (например, выполненном из электроизоляционного материала) путем размещения указанных частей рядом друг с другом в форме треугольника так, чтобы обеспечить зацепление ступенчатых боковых участков плеч нижних частей рамок;
- устанавливают катушку на каждой паре зацепленных плечевых участков нижних частей рамок;
- устанавливают три соответствующие верхние части рамок магнитного сердечника вертикально для восстановления прямоугольной формы рамок;
- вставляют электроизоляционный материал между зацепленными плечевыми участками рамок;
- устанавливают верхнюю зажимную пластину (например, выполненную из электроизоляционного материала); и
- электрически подсоединяют выводные провода и закрепляют устройство затяжными штифтами.
Предлагаемое изобретение обладает рядом преимуществ. Например, ступенчатая конфигурация рамок магнитного сердечника с применением многослойных прямоугольных петель может быть эффективно использована для придания плечам каждой фазы магнитного сердечника поперечного сечения требуемой формы (например, круглой или многоугольной) и позволяет минимизировать потери холостого хода. Кроме того, модульная структура магнитного сердечника предлагаемого устройства упрощает его разборку и сборку, что облегчает изготовление и техническое обслуживание устройства. Возможность выполнения плеч сердечника так, чтобы они имели поперечное сечение требуемой формы, позволяет обеспечить эффективное заполнение поперечного сечения сердечника, окруженного катушкой, магнитным материалом плеч, тем самым, уменьшая диаметр и массу обмоток и, соответственно, снижая электрические потери в обмотках.
Описанная конструкция магнитоиндукционного устройства требует меньшего количества ленточного материала для его изготовления, обеспечивает получение более легких сердечников магнитных трансформаторов и повышает кпд устройства. В частности, магнитоиндукционные устройства, изготовленные в соответствии с предлагаемым в настоящем изобретении способом, обладают следующими преимуществами:
- более высокий кпд (например, повышение кпд силового трансформатора до 99,2%);
- меньшую массу магнитного сердечника (например, приблизительно на 30-40% меньше, чем у трехфазных трансформаторов традиционной конструкции);
- меньшее количество материалов на единицу электрической мощности (например, приблизительно 30-40%); и
- повышенную эксплуатационную технологичность по сравнению с традиционными треугольными трехфазными трансформаторами.
Таким образом, в соответствии с одним из аспектов в настоящем изобретении предложен магнитный сердечник трехфазного индукционного устройства, причем указанный магнитный сердечник содержит три рамки магнитного сердечника, каждая из которых имеет внутреннюю и внешнюю поверхности, причем по меньшей мере внутренняя поверхность каждой рамки содержит ступенчатую структуру, проходящую вдоль боковых участков рамки, причем рамки магнитного сердечника расположены в указанном магнитном сердечнике так, что их внутренние поверхности обращены друг к другу, тем самым, формируя конструкцию, имеющую форму треугольной призмы, причем ступенчатый боковой участок каждой рамки зацеплен со ступенчатыми боковыми участками локально примыкающих к ней рамок, образуя три плеча магнитного сердечника, на которых установлены катушки указанного устройства. Например, ступенчатые структуры внутренних поверхностей рамок могут быть скомпонованы для образования структуры в форме усеченной ступенчатой пирамиды.
В соответствии с одним из вариантов осуществления настоящего изобретения ступенчатая структура имеет шаг около 30°, причем рамки ориентированы под углом в 60° относительно друг друга.
Рамки магнитного сердечника могут содержать несколько многослойных петель, каждая из которых изготовлена из намотанной ленты магнитного материала (например, аморфного металла, электротехнической стали, нанокристаллического сплава или любого другого соответствующего материала) и соответствует конкретной ступени ступенчатой структуры. Например, в некоторых вариантах осуществления настоящего изобретения каждую из многослойных петель изготавливают из ленты магнитного материала, имеющей предварительно заданную ширину, причем по меньшей мере некоторые из многослойных петель изготавливают из лент магнитного материала разной ширины, причем ленты последовательно наматывают друг поверх друга в соответствии с шириной ленты для формирования ступенчатой структуры.
Опционально некоторые из лент могут быть намотаны друг поверх друга в порядке убывания ширины ленты. Таким образом, могут быть изготовлены плечи магнитного сердечника с поперечным сечением многоугольной формы.
В некоторых вариантах осуществления настоящего изобретения по меньшей мере некоторые из лент наматывают друг поверх друга в порядке возрастания ширины ленты. Соответственно, путем наматывания некоторых из внутренних многослойных петель друг поверх друга в порядке возрастания ширины лент и наматывания поверх них и друг поверх друга некоторых из внешних многослойных петель в порядке убывания ширины ленты можно изготовить рамки, которые позволяют получить круг в периметре поперечного сечения плеч сердечника (например, полученных путем зацепления ступенчатых боковых участков локально примыкающих рамок).
В некоторых из возможных вариантов осуществления настоящего изобретения многослойные петли наматывают из лент магнитного материала, имеющих одинаковую ширину, чтобы получить для каждой из петель предварительно заданную ширину петли и предварительно заданный центральный проем, причем по меньшей мере некоторые из петель имеют разные ширины петли, а каждую из рамок изготавливают путем коаксиальной укладки указанных петель друг поверх друга для формирования требуемой ступенчатой структуры. Например, ступенчатая структура может быть получена путем коаксиальной укладки по меньшей мере некоторых из многослойных петель друг поверх друга в порядке убывания их ширины.
В некоторых из возможных вариантов осуществления настоящего изобретения геометрические размеры центрального проема по меньшей мере некоторых из петель могут быть разными. Таким образом, путем коаксиальной укладки по меньшей мере некоторых из многослойных петель друг поверх друга в порядке возрастания их ширины в соответствии с геометрическими размерами их центральных проемов и коаксиальной укладки поверх них и друг поверх друга по меньшей мере других многослойных петель в порядке убывания их ширины в соответствии с геометрическими размерами их центральных проемов могут быть получены плечи сердечника (например, после зацепления ступенчатых боковых участков локально примыкающих рамок) с поперечным сечением, периметр которого имеет форму круга.
В соответствии с другим аспектом в настоящем изобретении предложено трехфазное магнитоиндукционное устройство, содержащее магнитный сердечник, содержащий три рамки магнитного сердечника, каждая из которых содержит внутреннюю и внешнюю поверхности, причем по меньшей мере внутренние поверхности имеют ступенчатую структуру, проходящую вдоль боковых участков рамки, причем рамки магнитного сердечника расположены в указанном магнитном сердечнике так, что их внутренние поверхности обращены друг к другу, тем самым образуя конструкцию, имеющую форму треугольной призмы, причем ступенчатый боковой участок каждой из рамок зацеплен со ступенчатыми боковыми участками локально примыкающих к ней рамок, образуя три плеча магнитного сердечника. Устройство дополнительно содержит три катушки, причем каждая из указанных катушек установлена на одном плече сердечника.
По меньшей мере одна из рамок магнитного сердечника указанного устройства может содержать несколько многослойных петель, изготовленных из намотанной ленты магнитного материала (например, аморфного металла, электротехнической стали или другого соответствующего материала), причем каждая из петель может быть изготовлена из ленты магнитного материала, имеющей предварительно заданную ширину. Соответственно, ступенчатая структура может быть получена путем последовательной намотки лент магнитного материала многослойной петли друг поверх друга в соответствии с шириной лент или путем коаксиальной укладки многослойных петель друг поверх друга в соответствии с шириной петель. Таким образом, рамки могут быть изготовлены с обеспечением требуемой формы поперечного сечения плеч сердечника. Например, в некоторых вариантах осуществления настоящего изобретения рамки могут быть предназначены для формирования плеч сердечника с поперечным сечением многоугольной формы, а в других возможных вариантах осуществления настоящего изобретения - с периметром поперечного сечения в форме круга (т.е. с круглой внешней границей плеча сердечника).
В некоторых вариантах предложено трехфазное магнитоиндукционное устройство, содержащее магнитный сердечник с тремя рамками магнитного сердечника, каждая из которых имеет внутреннюю и внешнюю поверхности и несколько многослойных петель, изготовленных из намотанной ленты аморфного металла, причем петли последовательно намотаны друг поверх друга в соответствии с шириной ленты или коаксиально уложены друг поверх друга в соответствии с шириной петли для формирования ступенчатой структуры, проходящей вдоль боковых участков рамки, причем рамки магнитного сердечника расположены в указанном магнитном сердечнике так, что их внутренние поверхности обращены друг к другу, тем самым образуя конструкцию, имеющую форму треугольной призмы, причем ступенчатый боковой участок каждой из рамок зацеплен со ступенчатыми боковыми участками локально примыкающих к ней рамок, образуя три плеча магнитного сердечника. Устройство дополнительно содержит три катушки, причем каждая из указанных катушек установлена на одном из плеч сердечника.
В соответствии с еще одним аспектом в настоящем изобретении предложен способ изготовления магнитного сердечника для трехфазного магнитоиндукционного устройства, причем указанный способ включает в себя следующие этапы: изготавливают три рамки магнитного сердечника, содержащие несколько многослойных петель, причем рамки имеют требуемые ступенчатые структуры, проходящие вдоль боковых участков рамок, причем каждую из петель изготавливают путем намотки ленты магнитного материала, имеющей предварительно заданную ширину, и собирают магнитный сердечник путем размещения рамок с образованием конструкции, имеющей форму треугольной призмы, в результате зацепления ступенчатых боковых участков локально примыкающих рамок. Таким образом, зацепленные ступенчатые боковые участки локально примыкающих рамок образуют три плеча магнитного сердечника, которые могут быть плотно окружены катушками указанного трехфазного магнитоиндукционного устройства. Одна или несколько (или все) из рамок могут быть изготовлены путем последовательной намотки нескольких лент магнитного материала друг поверх друга в соответствии с шириной указанных лент. В альтернативном варианте рамки могут быть изготовлены путем отдельной намотки нескольких многослойных петель из лент магнитного материала, причем по меньшей мере некоторые из петель имеют разную ширину, а также коаксиальной укладки многослойных петель друг поверх друга в соответствии с шириной петель. Данные технологии изготовления рамок могут быть использованы по отдельности или в сочетании (например, путем укладки некоторых отдельно намотанных петель поверх многослойных петель, в которых ленты намотаны друг поверх друга) для получения требуемой ступенчатой структуры, проходящей вдоль боковых участков рамок.
В соответствии с некоторыми из возможных вариантов осуществления настоящего изобретения изготовление рамок предусматривает закалку. Способ может дополнительно включать в себя этап, на котором рамки пропитывают связующим материалом. Изготовление магнитного сердечника также может предусматривать прокладку одного или нескольких слоев электроизоляционного материала между зацепленными ступенчатыми участками локально примыкающих рамок.
В соответствии с еще одним аспектом в настоящем изобретении предложен способ изготовления трехфазного индукционного устройства, включающий в себя этапы, на которых изготавливают три рамки магнитного сердечника, содержащие несколько многослойных петель, причем каждая из указанных петель намотана из ленты магнитного материала, имеющей предварительно заданную ширину, причем ленты расположены в рамках так, чтобы обеспечить получение требуемой ступенчатой структуры, проходящей вдоль боковых участков рамок, разрезают каждую рамку в поперечном направлении на верхнюю и нижнюю части, устанавливают нижние части рамок с образованием конструкции, имеющей форму треугольной призмы, и зацепляют ступенчатые участки боковых сторон локально примыкающих нижних частей рамок для формирования трех нижних частей плеч сердечника, устанавливают катушки на каждую из нижних частей плеч и прикрепляют верхние части рамок поверх соответствующих им нижних частей.
Изготовление рамок может предусматривать последовательную намотку лент магнитного материала друг поверх друга в соответствии с шириной лент для формирования нескольких многослойных петель. В альтернативном варианте изготовление рамок может предусматривать отдельную намотку нескольких многослойных петель из лент магнитного материала, причем по меньшей мере некоторые из петель имеют разные ширины, а также коаксиальную укладку многослойных петель друг поверх друга в соответствии с шириной петель.
Данные технологии изготовления рамок также могут быть использованы в сочетании, например, путем укладки некоторых из отдельно намотанных петель поверх многослойных петель, в которых ленты намотаны друг поверх друга.
Краткое описание чертежей
Для лучшего понимания принципов настоящего изобретения и примеров его практического осуществления ниже приведено подробное описание предпочтительных вариантов его осуществления, не накладывающее каких-либо ограничений и содержащее ссылки на прилагаемые чертежи, на которых одинаковыми номерами позиций обозначены одни и те же элементы. При этом на прилагаемых чертежах изображено следующее.
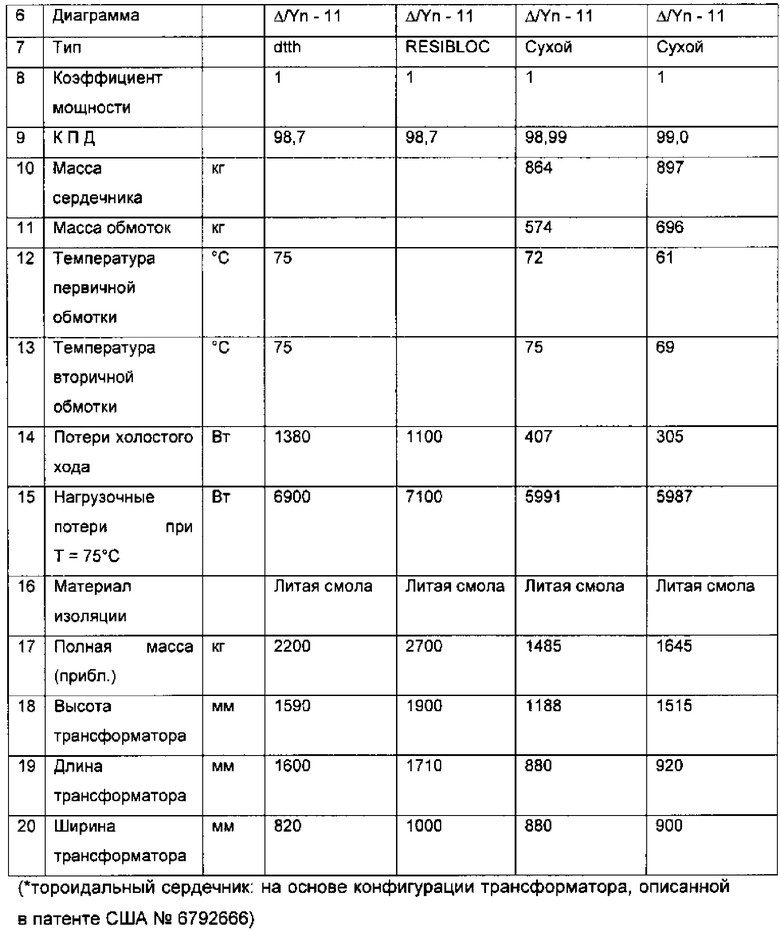
На фиг. 1А и 1В схематично показано трехфазное магнитоиндукционное устройство в соответствии с одним из вариантов осуществления настоящего изобретения, причем на фиг. 1А указанное устройство показано в аксонометрии, а на фиг. 1В указанное устройство показано на виде сверху. На фиг. 2А - 2С схематично показан трехфазный трансформатор в соответствии с одним из вариантов осуществления настоящего изобретения, причем на фиг. 2А указанный трансформатор представлен на виде сбоку, а также в продольном разрезе показано плечо сердечника указанного трансформатора; на фиг. 2В указанный трансформатор представлен на виде сверху, а в поперечном разрезе показано плечо сердечника указанного трансформатора; а на фиг. 2С указанный трансформатор показан в поперечном разрезе по линии А-А с фиг. 2А. На фиг. 3А - 3С схематично показана многослойная прямоугольная рамка, имеющая ступенчатую структуру, причем на фиг. 3А указанная рамка показана на виде спереди, на фиг. 3В указанная рамка показана на виде сбоку, а на фиг. 3С указанная рамка показана в разрезе по линии В-В с фиг. 3А. На фиг. 4А - 4Е схематично показано трехфазное магнитоиндукционное устройство в соответствии с одним из вариантов осуществления настоящего изобретения, при котором рамки магнитного сердечника обеспечивают формирование плеч сердечника, периметр поперечного сечения которых имеет форму круга; причем на фиг. 4А указанное устройство представлено на виде сбоку, а также в продольном разрезе показано плечо сердечника указанного трансформатора; на фиг. 4В указанное устройство представлено в поперечном разрезе по линии А-А с фиг. 2А; на фиг. 4С в аксонометрии, в поперечном разрезе показана рамка магнитного сердечника указанного устройства; на фиг.4D указанная рамка показана на виде спереди; а на фиг. 4Е указанная рамка показана на виде сбоку с разрезами ее верхней и нижней частей. На фиг. 5А - 5С схематично показано трехфазное магнитоиндукционное устройство согласно еще одному варианту осуществления настоящего изобретения, при котором магнитный сердечник указанного устройства изготовлен из пакета петель магнитного сердечника, причем на фиг. 5А магнитоиндукционное устройство показано в поперечном разрезе, на фиг. 5В на виде спереди показана рамка магнитного сердечника, используемая в таком устройстве, а на фиг. 5С указанная рамка магнитного сердечника представлена на виде сверху, при этом плечевой участок указанной рамки показан в разрезе. На фиг. 6 представлена блок-схема, иллюстрирующая один из возможных способов изготовления трехфазного магнитоиндукционного устройства согласно одному из возможных вариантов осуществления настоящего изобретения. На фиг. 7А - 7D схематично представлена конструкцию рамки сердечника в соответствии с различными вариантами осуществления настоящего изобретения; причем на фиг. 7А в аксонометрии показана многослойная прямоугольная петля, изготовленная из намотанной ленты и используемая в указанной конструкции рамки магнитного сердечника; на фиг. 7В и 7С представлены примеры разреза рамки магнитного сердечника в ее верхней и средней частях, соответственно; а на фиг. 7D в аксонометрии показана нижняя часть рамки магнитного сердечника с фиг. 7С после разреза.
Следует отметить, что для облегчения понимания и описания предпочтительные варианты осуществления настоящего изобретения, проиллюстрированные на прилагаемых чертежах, приведены не в масштабе и изображены схематично.
Осуществление изобретения
Настоящее изобретение, в целом, относится к контурам магнитных сердечников для трехфазных магнитоиндукционных устройств, в том числе, но не исключительно, для трехфазных дросселей и трехфазных трансформаторов. Трехфазные контуры магнитных сердечников согласно настоящему изобретению изготовлены из трех рамок магнитного сердечника, имеющих ступенчатые структуры, выполненные по меньшей мере на одной поверхности рамок и проходящие вдоль их боковых участков. Контур магнитного сердечника сформирован путем расположения рамок так, что они локально примыкают друг к другу и образуют треугольную (имеющую форму треугольной призмы) конструкцию, причем ступенчатые боковые участки каждой рамки равномерно входят в зацепление со ступенчатыми боковыми участками смежных рамок. Указанные равномерно зацепленные боковые участки рамок образуют плечи магнитного сердечника, на которых размещают катушки магнитоиндукционного устройства.
Как будет ясно из нижеследующего описания, такая конструкция магнитного сердечника обеспечивает лучшее распределение магнитного потока в контуре сердечника и снижает электромагнитные потери, обычно возникающие в сердечнике. Кроме того, такая конструкция магнитного сердечника требует меньшего количества материала для изготовления сердечника, позволяет изготавливать более легкие магнитные трансформаторные сердечники и повышает кпд магнитоиндукционного устройства.
На фиг. 1А и 1В представлено трехфазное магнитоиндукционное устройство 60 согласно одному из возможных вариантов осуществления настоящего изобретения. В данном примере контур 1 магнитного сердечника устройства 60 состоит из трех, по существу, прямоугольных многослойных рамок 2а, 2b и 2с (совместно называемых в настоящем описании рамками 2) магнитного сердечника, причем на внутренних поверхностях 112 рамок 2 предусмотрены ступенчатые структуры, проходящие вдоль боковых сторон рамок. Как хорошо видно из фиг. 1В, ступенчатые боковые участки локально примыкающих рамок 2 равномерно входят в зацепление друг с другом, образуя плечи 4ab, 4bc и 4са сердечника (совместно называемые в настоящем описании плечами 4 сердечника) магнитного сердечника 1, на которые установлены соответствующие катушки 13ab, 13bc и 13са (совместно называемые в настоящем описании катушками 13).
В общем, каждая из рамок 2 магнитного сердечника содержит два боковых плечевых участка L12 (представлены на фиг. 2А), ограниченных боковыми сторонами рамки, два яремных участка Y12, ограниченных верхним и нижним участками рамки, и прямоугольный центральный проем W12, окруженный указанными плечевыми и яремными участками. Рамка и ее центральный проем W12 могут иметь закругленные углы. Каждая из рамок 2 содержит внешнюю поверхность Е12 и внутреннюю поверхность I12, причем по меньшей мере указанная внутренняя поверхность рамки 2 содержит ступенчатую структуру.
Контур 1 магнитного сердечника может быть изготовлен, например, путем расположения указанных рамок 2 магнитного сердечника так, что яремные участки рамок образуют равносторонний треугольник. В такой конфигурации конструкция, имеющая форму треугольной призмы (пентаэдра), может быть получена путем расположения рамок 2 магнитного сердечника под углом 60° относительно друг друга, что обеспечивает сборку плеч 4 магнитного сердечника за счет зацепления (стыковки) соответствующих ступенчатых плечевых участков смежных рамок магнитного сердечника. Такая треугольная конструкция магнитного сердечника 1 обычно содержит верхнюю и нижнюю треугольные яремные конструкции, причем углы таких треугольных яремных конструкций соединены между собой плечами 4 сердечника. Соответственно, каждое плечо треугольного магнитного сердечника образовано двумя зацепленными ступенчатыми плечевыми участками L12 смежных рамок 2 магнитного сердечника.
Как показано на фиг. 1А и 1В, геометрические размеры плечевых участков L12 подобраны так, чтобы форма поперечного сечения плеч 4 сердечника обеспечивала возможность установки на них катушек 13. Кроме того, размеры центральных проемов W12, предусмотренных в рамках 2, следует подбирать так, чтобы обеспечить возможность вмещения в них катушек, установленных на плечи 4 сердечника, которые окружают указанный проем W12.
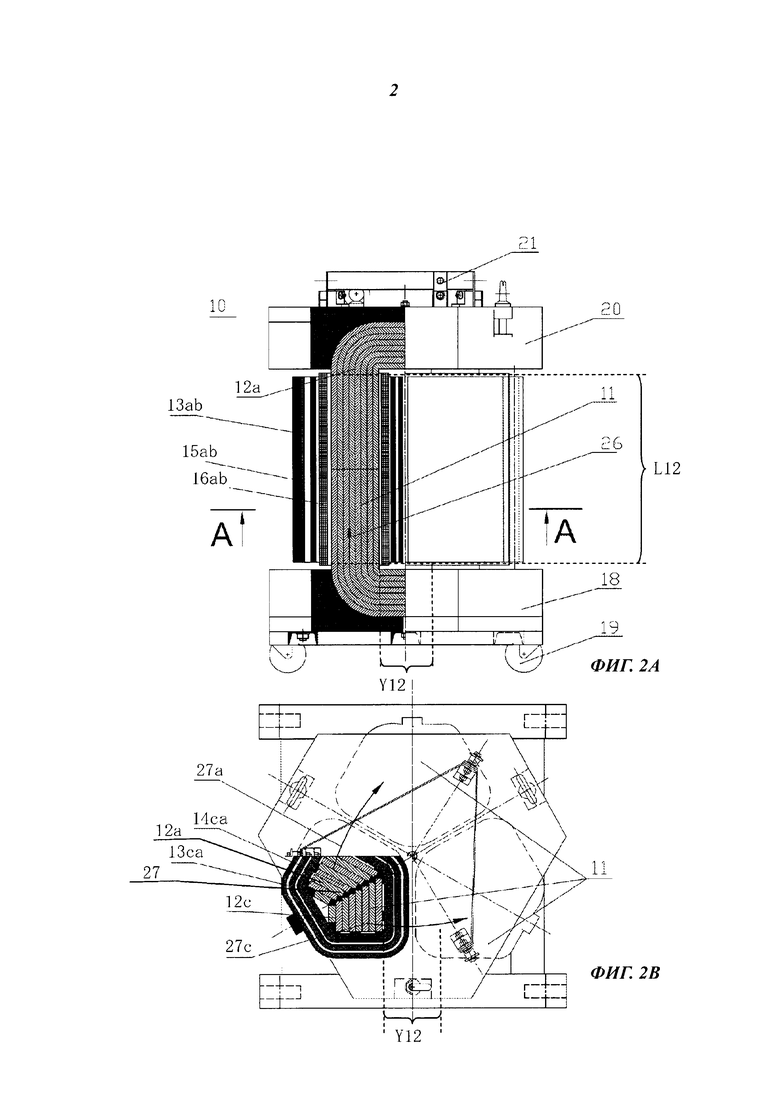
На фиг. 2А - 2С схематично показан трехфазный трансформатор 10 согласно одному из возможных вариантов осуществления настоящего изобретения. Контур 11 магнитного сердечника трансформатора 10 состоит из трех многослойных прямоугольных рамок 12а, 12b и 12с магнитного сердечника (совместно называемых в настоящем описании рамками 12 сердечника). Как было указано выше, рамки 12 магнитного сердечника установлены так, что каждая рамка расположена под углом в 60° относительно других рамок, а ступенчатые отрезки плечевых участков L12 смежных рамок 12 зацепляются друг с другом, образуя плечи 14ab, 14bc и 14са магнитного сердечника (совместно называемые в настоящем описании плечами 14 сердечника), на которых установлены катушки 13.
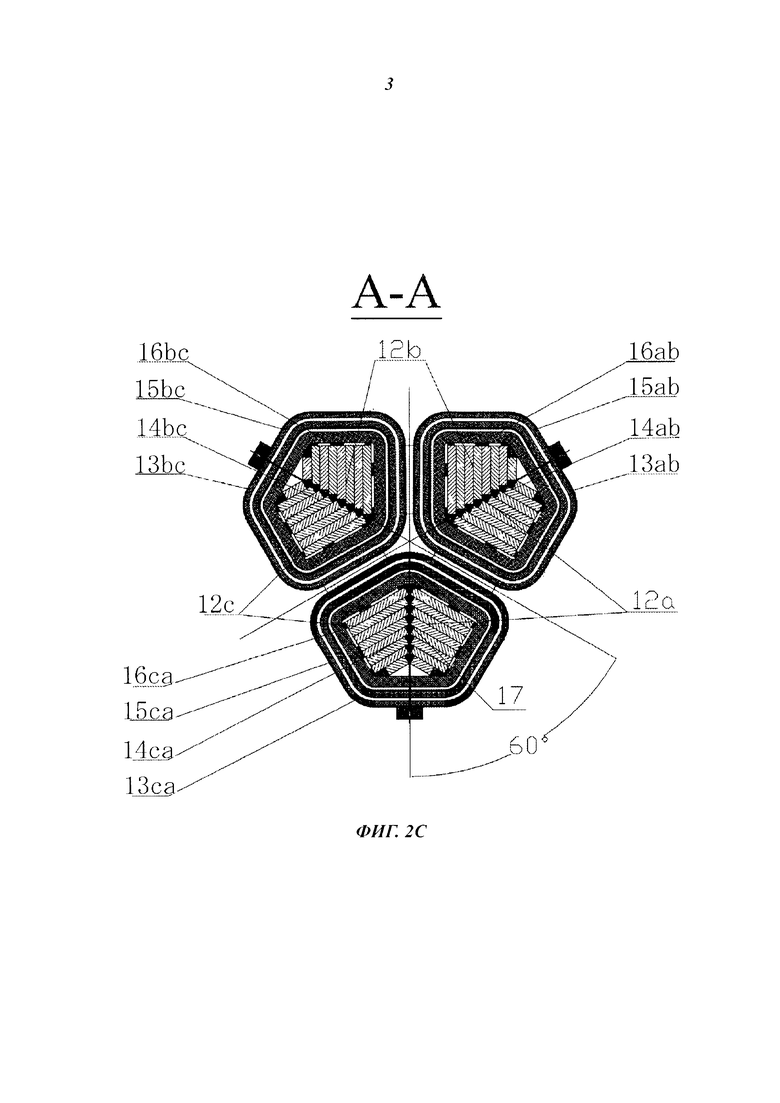
На фиг. 2С в поперечном разрезе показан контур 11 магнитного сердечника и катушки 13, установленные на плечи 14 сердечника. Как видно на чертеже, три катушки 13ab, 13bc и 13са установлены на соответствующие плечи 14ab, 14bc, 14са магнитного сердечника, причем каждая катушка соотносится с одной из электрических фаз трехфазного трансформатора 10. Например, катушка 13ab, соответствующая первой фазе трансформатора, расположена на плече 14ab магнитного сердечника, образованном состыкованными плечевыми участками рамок 12а и 12b магнитного сердечника, катушка 13bc, соответствующая второй фазе трансформатора, расположена на плече 14bc магнитного сердечника, образованном состыкованными плечевыми участками рамок 12b и 12с магнитного сердечника, а катушка 13са, соответствующая третьей фазе трансформатора, расположена на плече 14са магнитного сердечника, образованном состыкованными плечевыми участками рамок 12 с и 12а магнитного сердечника.
Как показано на фиг. 2А - 2С, каждая катушка 13ab, 13bc и 13са содержит соответствующую первичную обмотку 15ab, 15bc и 15са (совместно называемые в настоящем описании первичными обмотками 15) и соответствующую вторичную обмотку 16ab, 16bc и 16са (совместно называемые в настоящем описании вторичными обмотками 16). В некоторых вариантах осуществления настоящего изобретения вторичные обмотки 16 коаксиально окружены первичными обмотками 15.
В некоторых вариантах осуществления настоящего изобретения зацепленные плечевые участки L12 смежных рамок 12а, 12b и 12с магнитного сердечника электрически изолированы друг от друга посредством одного или нескольких слоев электроизоляционного материала 17 (например, стекловолокна или пластмассы), расположенных между ними на ступенчатых отрезках плечевых участков L12. Соответственно, каждая из электрических фаз трехфазного трансформатора 10 образована соответствующим плечом 14ab, 14bc или 14са магнитного сердечника, на котором расположена соответствующая катушка 13ab, 13bc и 13са.
Как видно на фиг. 2А, трехфазный трансформатор 10 может содержать основание 18, на котором установлен трехфазный трансформатор 10. Основание 18 может содержать колеса 19 для перемещения трансформатора 10 из одного места в другое. Трансформатор 10 может дополнительно содержать верхнюю зажимную пластину 20, изготовленную из электроизоляционного материала (например, из материала Pregnit GGBE по каталогу KREMPLER), причем в указанной пластине могут быть предусмотрены выводные провода 21 вторичной обмотки 16.
В рабочем режиме электрический ток проходит через первичные обмотки 15 катушек 13, создавая соответствующий магнитный поток, проходящий вдоль соответствующих плеч 14 магнитного сердечника. Магнитный поток, распространяющийся в каждом из плеч 14 магнитного сердечника, разделяясь, проходит в соответствующие яремные участки Y12, соединенные с плечевыми участками соответствующих рамок 12. Например, на фиг. 2В и 4В магнитный поток 27, возникающий в плече 14са магнитного сердечника, делится на два равных магнитных потока 27с и 27а, проходящих через яремные участки Y12 рамок 12с и 12а магнитного сердечника, соответственно. Аналогичным образом, магнитные потоки, возникающие в плечах 14ab и 14bc магнитного сердечника, делятся на равные магнитные потоки, проходящие через соответствующие яремные участки Y12 рамок (12а, 12b) и (12b, 12с) сердечника.
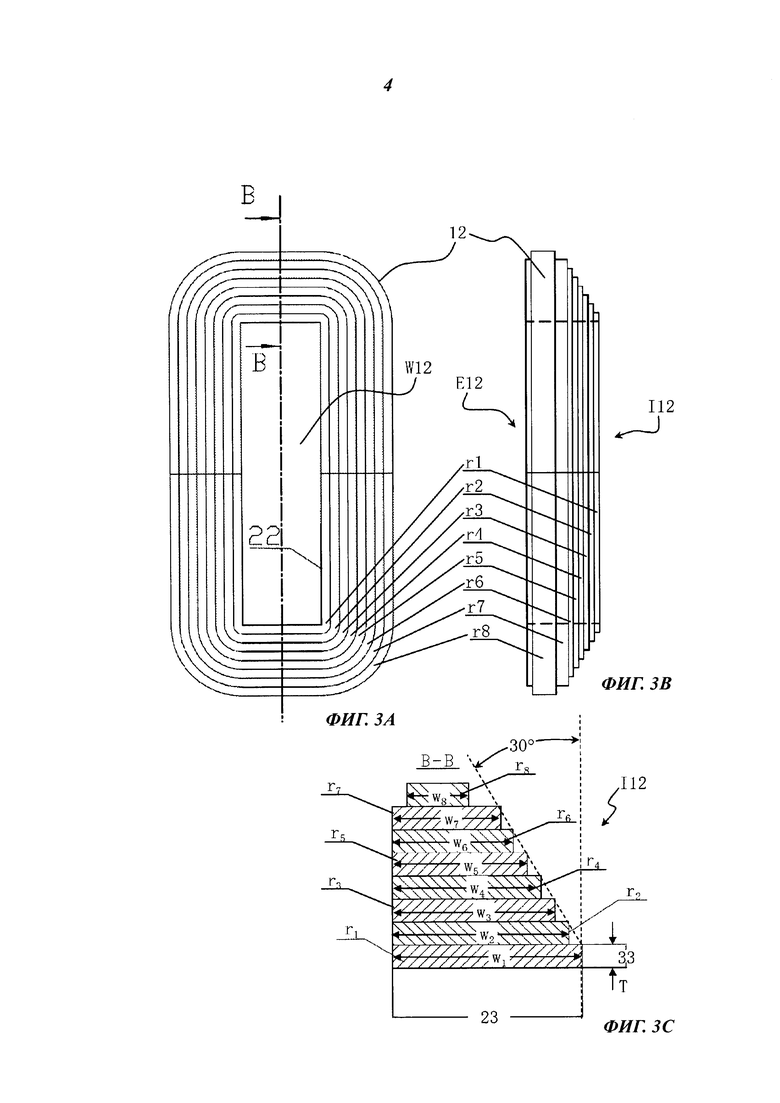
Как показано на фиг. 3А - 3С, в соответствии с одним из вариантов осуществления настоящего изобретения рамки 12 магнитного сердечника изготовлены из множества, по существу, прямоугольных, многослойных петель, причем каждая из таких петель изготовлена из намотанной ленты магнитного материала. В данном примере ленты многослойных петель намотаны одна поверх другой так, чтобы образовать ступенчатую структуру по меньшей мере на внутренних поверхностях 112 рамок 12. Таким образом, ступенчатая структура сформирована как на плечевых, так и на яремных участках рамок, причем на внутренних поверхностях 112 рамок 12 сформирована структура в форме усеченной ступенчатой пирамиды. Например, многослойные петли могут быть изготовлены из лент магнитного материала, имеющих разную ширину, путем последовательного наматывания одной ленты поверх другой в порядке убывания ширины лент по мере их наматывания, что позволяет получить ступенчатую конфигурацию рамок. Соответственно, число витков в каждой петле определяет толщину данной петли/ступени, которая предпочтительно является одинаковой для всех петель/ступеней.
Многослойные петли в общем случае представляют собой прямоугольные петли, которые, как правило, намотаны друг поверх друга для получения в рамках 12 прямоугольных центральных проемов W12. Таким образом, последовательное наматывание петель друг поверх друга позволяет получить структуру, имеющую форму усеченной ступенчатой пирамиды (угол между основанием и каждой из сторон которой составляет, например, 30°) по меньшей мере на одной поверхности рамок, а образуемый при этом центральный проем W12 обеспечивает возможность вмещения катушек 13, устанавливаемых на плечи 14, расположенные по сторонам центрального проема W12.
В данном примере ступенчатая поверхность 112 рамок 12 содержит восемь ступеней, обозначенных на фиг. 3А - С номерами позиций от r1 до r8, причем ближайшая к центру намотанная ленточная ступень r1 имеет наибольшую ширину, а ближайшая к краю намотанная ленточная ступень r8 - наименьшую ширину. Толщина 33 (Т) каждой из ступеней/петель ri (где i - положительное целое число, например, 1≤i≤8) задана числом витков ленты из магнитного материала в данной ступени/петле, которое может быть одинаковым во всех петлях для обеспечения равной толщины всех ступеней/петель, например, примерно в 20 мм.
В частности, ширину wi+1 каждой следующей ступени ri+1 дискретно уменьшают так, чтобы получить требуемую ступенчатую структуру. Например, в одном из вариантов осуществления настоящего изобретения ширину wi+1 ленты каждой следующей ступени ri+1 (при этом первая ступень r1 расположена ближе всего к центру) указанной ступенчатой структуры уменьшают на величину Т⋅tg30°, где Т - толщина 33 ступеней от r1 до r8. Таким образом, толщина каждой следующей ступени ri+1 в такой ступенчатой структуре с шагом в 30° может быть рассчитана по формуле:

Таким образом, если толщина каждой ступени ri равна 20 мм, то толщина wi+1 ленты каждой следующей ступени ri+1 в такой ступенчатой структуре с шагом в 30° составит wi+1=wi - 11,54 мм. В примере, проиллюстрированном на фиг. 3А - С, наиболее удаленная от центра ступень w8 (т.е. ступень, имеющая наименьшую ширину) не удовлетворяет формуле (1), так как ее ширина в действительности дополнительно уменьшена (т.е. w8<w7 - Т⋅tg 30°), чтобы обеспечить уменьшение площади поверхности внешней боковой поверхности плеч 14 магнитного сердечника.
Использование такой ступенчатой структуры на внешней поверхности I12 рамок 12 приводит к тому, что их плечевые (L12) и яремные (Y12) участки имеют в поперечном сечении форму прямоугольной трапеции, острый угол которой равен 60°. Таким образом, при сборке рамок 12 для изготовления магнитного сердечника 11 каждое из плеч 14 магнитного сердечника, полученное зацеплением каждой пары плечевых участков смежных рамок 12, имеет поперечное сечение, состоящее из двух зеркально симметричных многоугольников (например, прямоугольных трапеций, имеющий острый угол в 60°), в результате чего поперечное сечение плеч 14 магнитного сердечника имеет пятиугольную форму.
Как показано на фиг. 3С, в одном из вариантов осуществления настоящего изобретения процесс намотки рамок 12 магнитного сердечника начинают с намотки ближайшей к центру многослойной ступени r1 из мягкой ферромагнитной ленты, имеющей предварительно заданную длину и наибольшую ширину 23 (w1). Намотку ступени r1 продолжают вплоть до получения требуемой толщины 33 (Т), например, приблизительно равной 20 мм. Затем поверх нее наматывают следующую многослойную ступень r2 из мягкой ферромагнитной ленты, имеющей предварительно заданную длину и ширину, меньшую, чем ширина ленты, использованной для изготовления первой ступени, w2<w1, для формирования следующей многослойной ступени r2, причем ее намотку продолжают вплоть до получения требуемой толщины 33 (Т). Данный процесс продолжают аналогичным образом для многослойных петель/ступеней от r3 до r8. Последний слой намотанной ленты может быть прикреплен к смежному с ним слою, например, путем сварки.
Число слоев, используемых для формирования одной ступени ri ступенчатой структуры магнитного сердечника, и геометрические размеры слоев каждой такой ступени зависят от проектной рабочей мощности трехфазного трансформатора 10.
После намотки рамок 12 сердечника многослойные рамки 12 могут быть подвергнуты закалке, параметры которой (т.е. температура и длительность) определяют в зависимости от типа сплава, из которого изготовлена лента, использованная для намотки рамок 12. Закалка рамок 12 сердечника может быть осуществлена еще при наличии вставленных в них оправок. Закалка может быть выполнена с приложением внешнего магнитного поля к рамкам 12 сердечника или без него. В некоторых вариантах осуществления настоящего изобретения закаленные рамки сердечника пропитывают органическим связывающим материалом (например, эпоксидной смолой) в вакуумной камере или ультразвуковой ванне. После пропитки рамки 12 сердечника помещают в среду с контролируемой температурой. Затем из рамок 12 сердечника извлекают оправки.
Как показано на фиг. 2С, в соответствии с одним из вариантов осуществления настоящего изобретения зацепленные плечевые участки L12 смежных рамок магнитного сердечника разделены друг от друга одним или несколькими электроизоляционными слоями 17. В такой ступенчатой конфигурации катушки 13, устанавливаемые на плечах 14 магнитного сердечника, могут иметь пятиугольную форму для более плотного прилегания к плечам магнитного сердечника, имеющим пятиугольное поперечное сечение. Катушки 13 могут быть изготовлены, например, с применением любой подходящей технологии намотки проволоки, например, с использованием деревянной оправки.
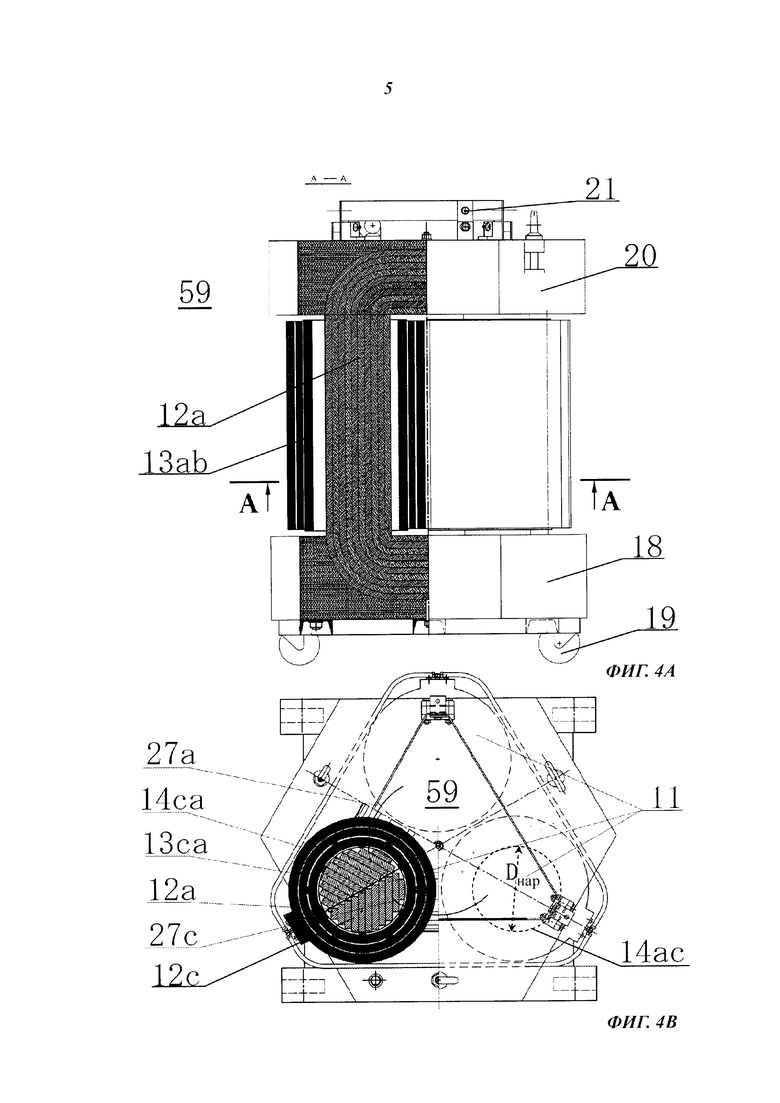
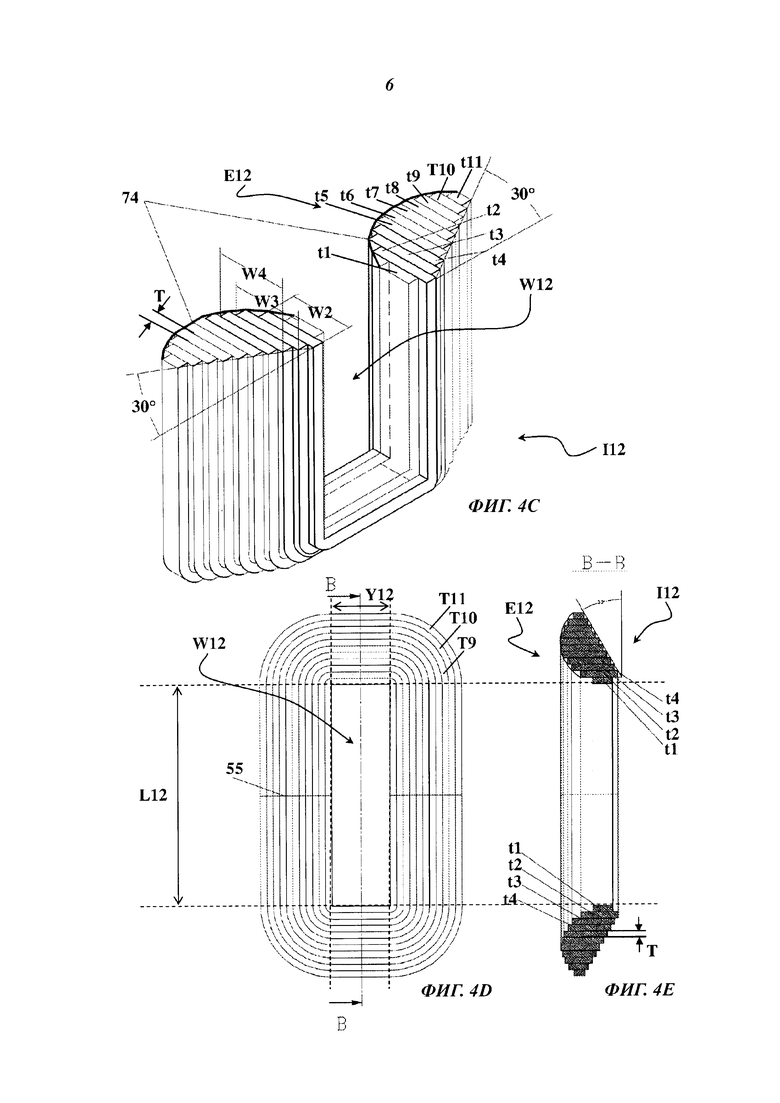
На фиг. 4А - 4Е показан трехфазный трансформатор 59 в соответствии с одним из возможных вариантов осуществления настоящего изобретения, в котором плечи 14 магнитного сердечника имеют поперечное сечение, периметр которого соответствует кругу. В данном примере рамки 12 магнитного сердечника 11 изготовлены из многослойных петель, каждая из которых изготовлена из намотанной ленты магнитного материала так, чтобы обеспечить ступенчатую структуру на внутренних поверхностях I12 рамок и криволинейную форму поперечного сечения внешних поверхностей Е12 рамок. В частности, в данном примере внутренняя поверхность каждой из рамок 12 выполнена в форме усеченной ступенчатой пирамиды (угол между основанием и каждой поверхностью составляет, например, 30°) с центральным проемом W12, а внешние стороны плечевых участков L12 рамок 12 выполнены так, что их поперечное сечение имеет криволинейную форму, в результате чего зацепленные плечевые участки L12 смежных рамок 12 образуют плечи 12 магнитного сердечника, периметр поперечного сечения которых имеет форму круга. Как хорошо видно из фиг. 4В, в такой конфигурации плечо магнитного сердечника для каждой из электрических фаз устройства 59 обеспечивает максимально плотное заполнение материалом рамки 12 магнитного сердечника пространства, ограниченного катушками 13 (например, имеющими круглое внутреннее отверстие), установленными на плечах 14 сердечника. В таком случае толщина Т каждой из ступеней/петель ti должна быть минимальной, причем толщина Т может быть определена на основании конкретных свойств трансформатора, например, мощности трансформатора.
Например, для получения плеч 14 сердечника с таким поперечным сечением круглой формы согласно одному из вариантов осуществления настоящего изобретения по меньшей мере часть из внутренних петель (например, от t1 до t5) рамок 12 наматывают друг поверх друга в порядке возрастания их толщины, а по меньшей мере часть из внешних петель (например, от t6 до t12) рамок 12 наматывают друг поверх друга в порядке убывания их толщины.
В некоторых вариантах осуществления настоящего изобретения рамки магнитного сердечника изготавливают из нескольких прямоугольных многослойных петель намотанной ленты из магнитного материала, причем каждую из петель изготавливают из разного числа витков лент одинаковой ширины, с центральным проемом разных размеров. В данной конфигурации ширина лент задает толщину (Т) многослойных петель, причем использование лент из магнитного материала одинаковой ширины позволяет получить многослойные петли одинаковой толщины, причем ширина указанных лент задана числом витков в каждой из петель, как показано на фиг. 7С. При использовании данной технологии рамка магнитного сердечника может быть изготовлена путем коаксиальной укладки (наложения друг на друга) нескольких прямоугольных многослойных петель друг поверх друга в соответствии с их ширинами, в результате чего получают рамки магнитного сердечника, имеющие поперечное сечение требуемой формы.
Известно, что свойства магнитного сердечника магнитоиндукционного устройства определяют различные характеристики такого устройства, например, размер и форму индукционных катушек. Например, в случае трехфазных трансформаторов конструкцию трансформатора, размер и форму трансформаторных катушек, а также общие размеры трансформатора определяют на основании геометрических и конструктивных свойств сердечника трансформатора.
Таким образом, различные характеристики магнитоиндукционных устройств согласно настоящему изобретению в оптимальном варианте могут быть определены в зависимости от диаметра Dнар плеч (номер позиции 4 на фиг. 1А -1B и номер позиции 14 на фиг. 2В - 2С и 4В) магнитного сердечника и ступенчатых структур плечевых участков рамок, составляющих указанные рамки. Как было описано выше со ссылками на фиг. 4А - 4Е, ступенчатые структуры рамок могут быть отрегулированы так, чтобы плечи магнитного сердечника имели поперечное сечение, периметр которого соответствует кругу.
В некоторых из вариантов осуществления настоящего изобретения диаметр Dнар (представлен на фиг. 4В) окружности, описывающей плечи магнитного сердечника предлагаемого устройства, определяют по следующей формуле:

где:
Sсерд - расчетная площадь (в см) поперечного сечения магнитного сердечника (вычисленная на основе электрических характеристик магнитоиндукционного устройства); например, в случае трехфазного трансформатора величина Sсерд может быть определена на основе мощности, кпд, рабочей частоты трансформатора, а также характеристик материала сердечника (например, в случае изготовления рамок из ленты аморфного металла - индуктивности материала, величины электрических потерь в ленте и т.д.),
b1 - толщина Т (в см, номер позиции 33 на фиг. 3С) многослойных петель ri,
n1 - число петель (r1, r2, …),
K1 - коэффициент заполнения круга с диаметром Dнар ступенчатым поперечным сечением магнитного сердечника. Величина K1 может быть определена на основании мощности трансформатора. Например, согласно одному из вариантов осуществления настоящего изобретения, проиллюстрированному на фиг. 4А - 4Е, коэффициент K1 заполнения приблизительно составляет от 1,05 до 1,25, а коэффициенты  заполнения для ленты шириной b1=20 мм и коэффициент
заполнения для ленты шириной b1=20 мм и коэффициент  для ленты шириной b1=10 мм по существу удовлетворяет следующему квадратичному отношению:
для ленты шириной b1=10 мм по существу удовлетворяет следующему квадратичному отношению: 
Таким образом, формула (2) может быть использована для вычисления диаметра Dнар поперечного сечения плеч магнитного сердечника предлагаемого устройства и, соответственно, геометрических характеристик (например, размеров и формы) катушек 13, устанавливаемых на плечи магнитного сердечника, при этом геометрические характеристики внутреннего проема W12 рамок 12 сердечника могут быть определены на основе вычисленного диаметра Dнар поперечного сечения плеч сердечника.
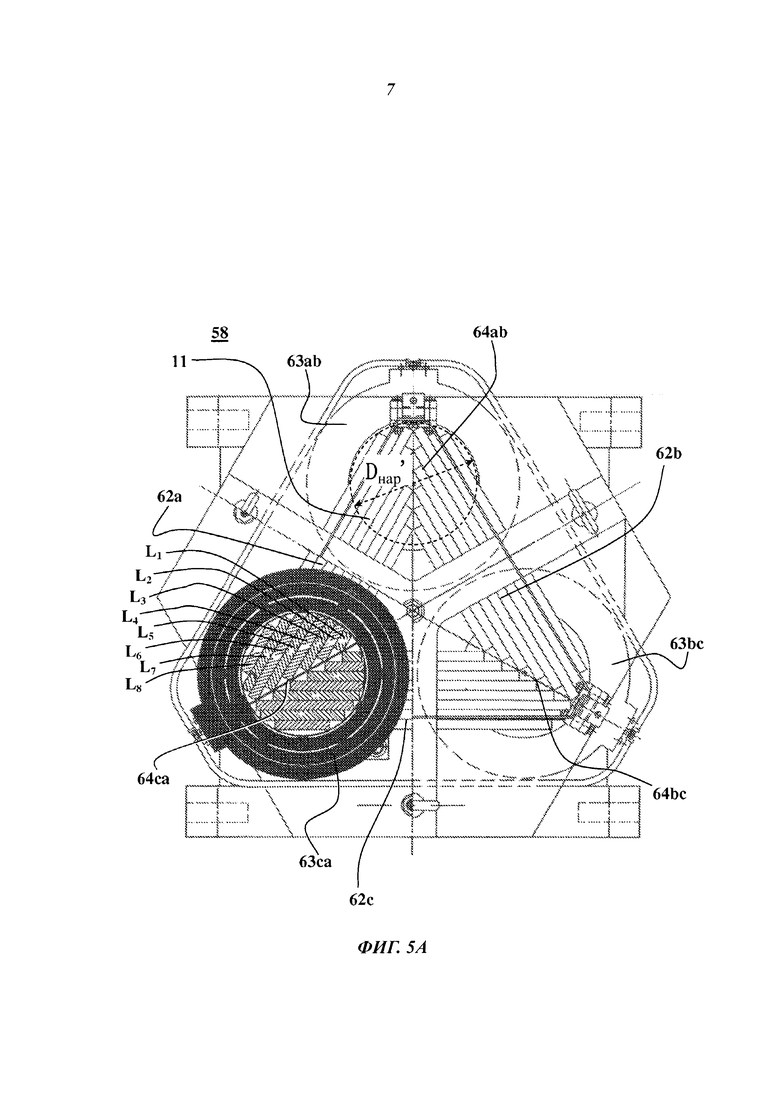
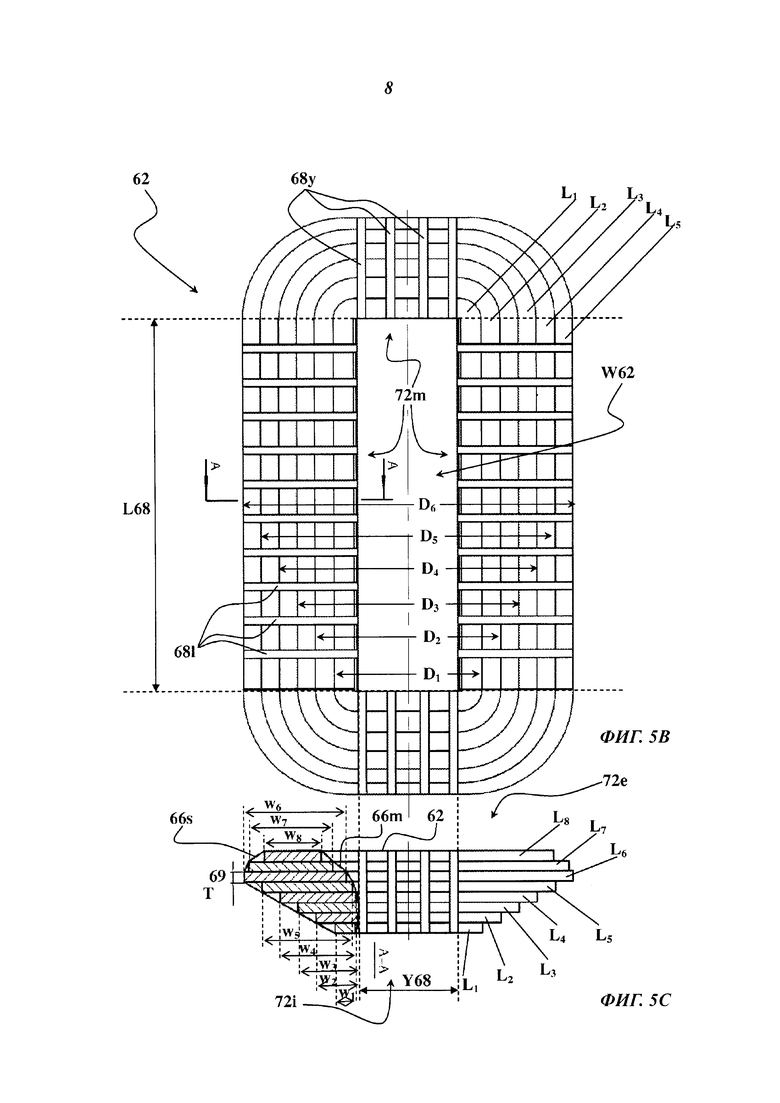
На фиг. 5А - 5С показано магнитоиндукционное устройство согласно одному из возможных вариантов осуществления настоящего изобретения, в котором рамки 62а, 62b и 62 с магнитного сердечника (совместно называемые в настоящем описании рамками 62) изготовлены путем коаксиальной укладки нескольких многослойных петель L1, L2, …,L8 друг поверх друга. В данном варианте осуществления настоящего изобретения несколько многослойных ленточных петель Li (где, например, 1≤i≤8) уложены друг поверх друга с образованием ступенчатой структуры на внутренней поверхности 72i рамок 62 и формированием внутреннего проема W62 для вмещения катушек (63). Многослойные петли Li могут быть изготовлены, например, из лент постоянной ширины Т, которая, таким образом, задает постоянную толщину ступеней/петель ступенчатой структуры. Число витков в каждой из петель Li может быть разным для регулирования ширины wi плечевого участка каждой петли Li, в результате чего на внутренней стороне 72i рамок 62 получают структуру, имеющую форму усеченной ступенчатой пирамиды (например, с углом между основанием и сторонами пирамиды и центральным проемом W62, равным 30°). В некоторых вариантах осуществления настоящего изобретения ширину wi плечевого участка каждой петли Li дополнительно регулируют для формирования в каждой из многослойных петель Li внутреннего отверстия (номер позиции I12 на фиг. 7А), имеющего другие геометрические размеры (например, высоту и/или ширину), с целью придания внешней поверхности 72е и медиальным сторонам 72 т рамок 62 поперечного сечения, периметр которого имеет форму круга.
Как видно из фиг. 5А - 5С, каждая из рамок 62 собрана путем коаксиальной укладки нескольких многослойных петель Li друг поверх друга. В данном примере сердечник 11 магнитного контура собирают путем помещения трех таких многопетлевых рамок 62 под углом в 60° друг относительно друга и попарного зацепления ступенчатых боковых отрезков плечевых участков локально примыкающих рамок 62 магнитного сердечника, для получения, таким образом, яремных участков Y68, имеющих структуру в форме равностороннего треугольника. Зацепленные плечевые участки L68 пар локально примыкающих рамок 62 образуют плечи 64ab, 64bc и 64са (совместно называемые в настоящем описании плечами 64 сердечника) контура магнитного сердечника 11. В данном примере катушки 63ab, 63bc и 63са (совместно называемые в настоящем описании катушками 63), устанавливаемые, соответственно, на плечи 64ab, 64bc и 64са сердечника, имеют, по существу, круглую форму (т.е. имеют периметр в форме круга) для обеспечения плотного охватывания плеч 64 магнитного сердечника. Катушки 63 могут содержать первичные и вторичные обмотки, причем вторичные обмотки коаксиально окружены первичными обмотками, как было описано выше.
В некоторых из возможных вариантов осуществления настоящего изобретения ширины Di (где, например, 1<i<8) многослойных петель и/или геометрические размеры внутренних отверстий I12 по меньшей мере некоторых из петель Li могут быть разными, а петли могут быть коаксиально уложены друг на друга так, чтобы обеспечить образование криволинейных форм участков 66s боковых сторон и участков 66 т медиальных сторон собранных рамок 62. Таким образом, ширины Di и геометрические размеры внутренних отверстий I12 петель Li могут быть подобраны так, чтобы обеспечить получение круга в периметре поперечного сечения плеч 54 сердечника, образованных зацеплением ступенчатых боковых отрезков плечевых участков рамок 62 при формировании конструкции сердечника, имеющей форму треугольной призмы.
Например, в одном из возможных вариантов осуществления настоящего изобретения рамки 62 сердечника изготавливают коаксиальной укладкой одной или нескольких петель в порядке возрастания ширины петель (например, от DL8 to D6), начиная с самой внешней петли (например, с петли L8 имеющей ширину D8), а затем - коаксиальной укладкой еще одной или нескольких петель в порядке убывания ширины петель (например, от D5 to D1). Вокруг отрезков яремных и/или плечевых участков рамки 62 могут быть обернуты поддерживающие элементы 68у и 68I (например, стягивающие ленты), удерживающие уложенные петли Li и предотвращающие их смещение, тем самым, обеспечивая сохранение ступенчатой конфигурации рамки 62. В некоторых из возможных вариантов осуществления настоящего изобретения уложенные петли Li каждой из рамок 62 сердечника могут быть дополнительно приклеены друг к другу посредством термоклея.
В одном из возможных вариантов осуществления настоящего изобретения диаметр  (представлен на фиг. 5А) окружности, описывающей плечи магнитного сердечника устройств, определяют по формуле:
(представлен на фиг. 5А) окружности, описывающей плечи магнитного сердечника устройств, определяют по формуле:

где:
Sсерд - расчетная площадь (в см) поперечного сечения магнитного сердечника (вычисленная на основе электрических характеристик магнитоиндукционного устройства); например, в случае трехфазного трансформатора величина Sсерд может быть определена на основе мощности, кпд, рабочей частоты трансформатора, а также характеристик материала сердечника (например, в случае изготовления рамок из ленты аморфного металла - индуктивности материала, величины электрических потерь в ленте и т.д.),
b2 - ширина Т (в см, номер позиции 69 на фиг. 5С) намотанной ленты,
n2 - число петель в каждой рамке,
K2 - коэффициент заполнения круга с диаметром ступенчатым поперечным сечением магнитного сердечника. Величина K2 может быть определена по мощности трансформатора.
Например, в варианте осуществления настоящего изобретения, проиллюстрированном на фиг. 5А - 5С, коэффициент заполнения K2 приблизительно составляет от 1,03 до 1,2, а коэффициенты заполнения  для ленты шириной b2=20 мм и
для ленты шириной b2=20 мм и  для ленты шириной b2=10 мм по существу удовлетворяют следующему квадратичному отношению:
для ленты шириной b2=10 мм по существу удовлетворяют следующему квадратичному отношению: 
Таким образом, формула (3) может быть использована для вычисления диаметра  поперечного сечения плеч магнитного сердечника устройства и, соответственно, геометрических характеристик (например, размеров и формы) катушек 13, устанавливаемых на плечи магнитного сердечника, причем геометрические характеристики внутреннего проема W62 рамок 12 сердечника могут быть определены на основе вычисленного диаметра
поперечного сечения плеч магнитного сердечника устройства и, соответственно, геометрических характеристик (например, размеров и формы) катушек 13, устанавливаемых на плечи магнитного сердечника, причем геометрические характеристики внутреннего проема W62 рамок 12 сердечника могут быть определены на основе вычисленного диаметра  поперечного сечения плеч сердечника.
поперечного сечения плеч сердечника.
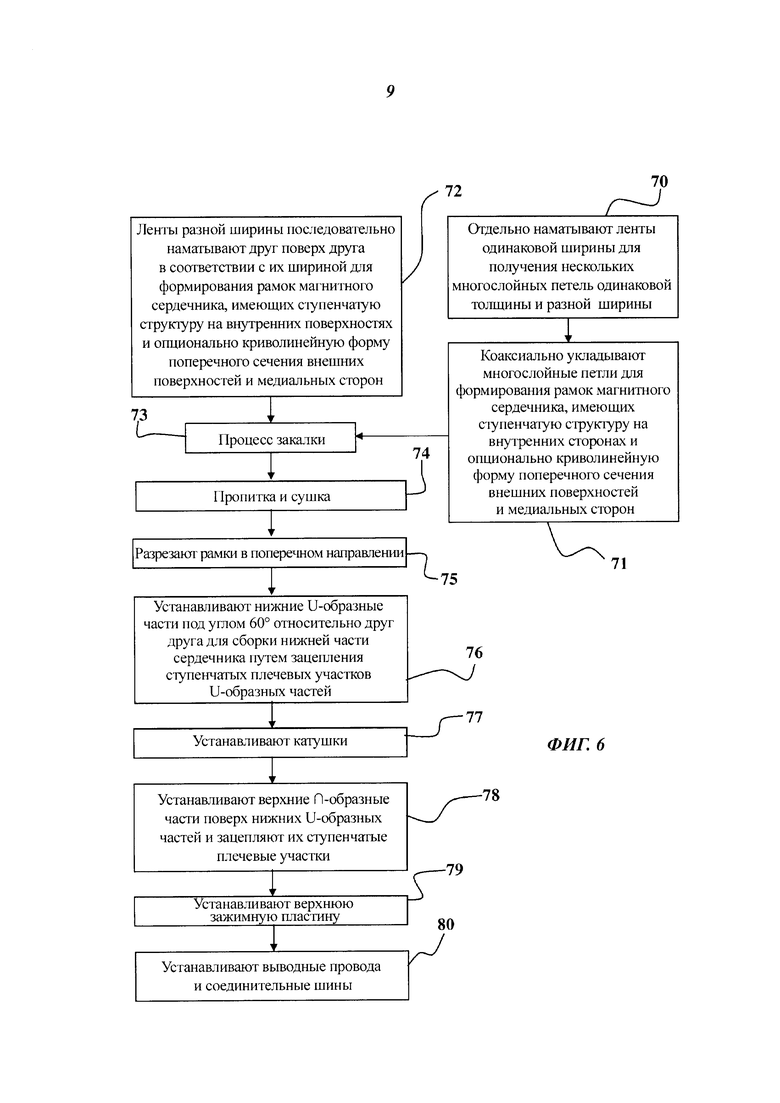
На фиг. 6 представлена блок-схема, иллюстрирующая возможные технологии изготовления предлагаемых в настоящем изобретении магнитоиндукционных устройств. Одна или несколько рамок магнитного сердечника могут быть изготовлены из нескольких лент магнитного материала одинаковой ширины путем изготовления нескольких многослойных прямоугольных петель (Li), имеющих одинаковую толщину (например, равную ширине ленты) и опционально разные ширины и размеры внутренних проемов (например, задаваемые числом витков ленты), и путем коаксиальной укладки таких многослойных петель друг поверх друга для формирования ступенчатой структуры на внутренней поверхности рамки и/или криволинейной формы поперечного сечения внешних поверхностей и медиальных сторон рамки, как раскрыто на этапах 70-71.
В альтернативном варианте одна или несколько рамок магнитного сердечника могут быть изготовлены путем последовательной намотки одной или нескольких лент магнитного материала, причем по меньшей мере некоторые из лент имеют разные ширины, причем ленты последовательно наматывают друг поверх друга в соответствии с их шириной, для формирования ступенчатой структуры на внутренней поверхности рамки и опционально криволинейной формы поперечного сечения внешних поверхностей и медиальных сторон рамки, как раскрыто на этапе 72.
Рамки 12 магнитного сердечника могут быть изготовлены из лент аморфного металла, выполненных из сплава, имеющего мягкие ферромагнитные свойства, что может быть необходимо для контура магнитного сердечника устройства 10. Известно, что аморфные ленты имеют хорошие ферромагнитные свойства, которые могут обеспечить преимущества при практической реализации контура 11 магнитного сердечника предлагаемого устройства 10. Рамки 12 сердечника могут быть изготовлены посредством известного намоточного станка для намотки ленты магнитного материала на оправку прямоугольной формы, размеры которой соответствуют размерам внутреннего проема W12 рамок 12 сердечника и которая предпочтительно имеет закругленные углы. Например, рамки сердечника могут быть изготовлены согласно этапам 70-71 с использованием ленты толщиной 25 микрон, которую наматывают для получения многослойных петель, толщина Т которых приблизительно составляет 20 мм. Следует отметить, что имеющиеся в настоящее время в продаже аморфные ленты, как правило, имеют ширину от 20 до 230 мм.
Затем, на этапе 73, рамки магнитного сердечника подвергают процедуре закалки. Например, намотанные рамки сердечника, полученные на этапах 70-71 и/или на этапе 72, могут быть подвергнуты, опционально вместе с оправкой, на которую были намотаны петли из магнитного материала, процедуре тепловой обработки в печи, например, при температуре 400°С, а затем оставлены в печи для медленного охлаждения.
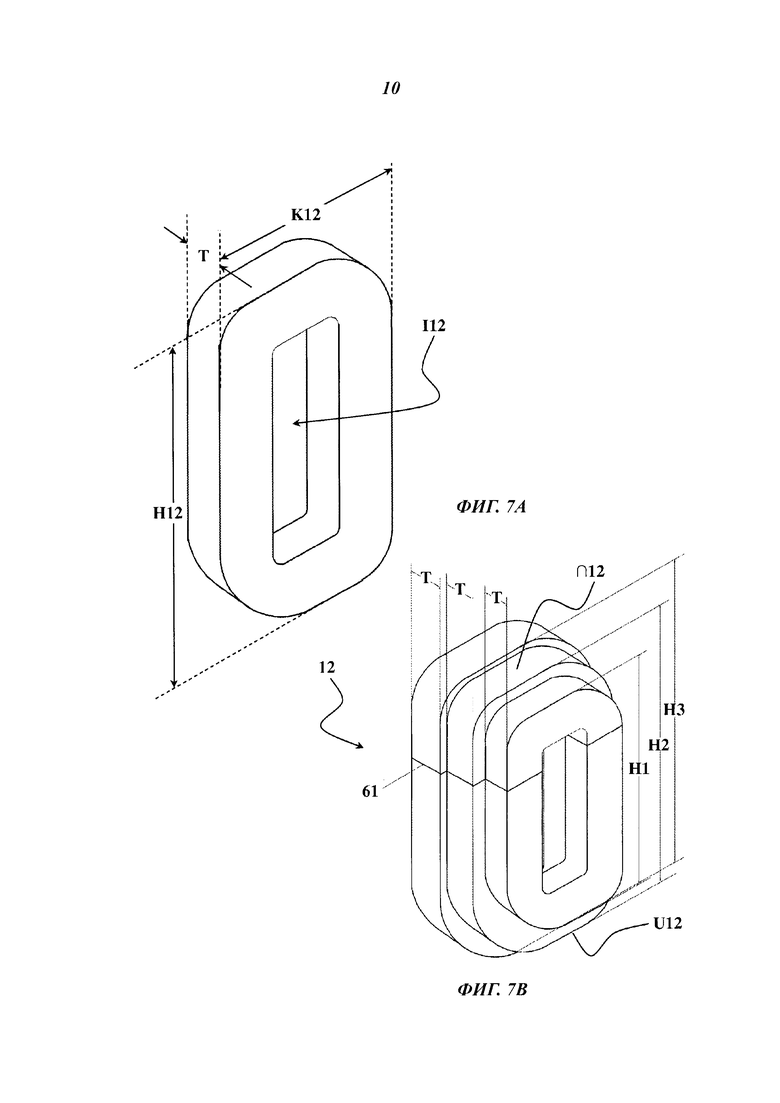
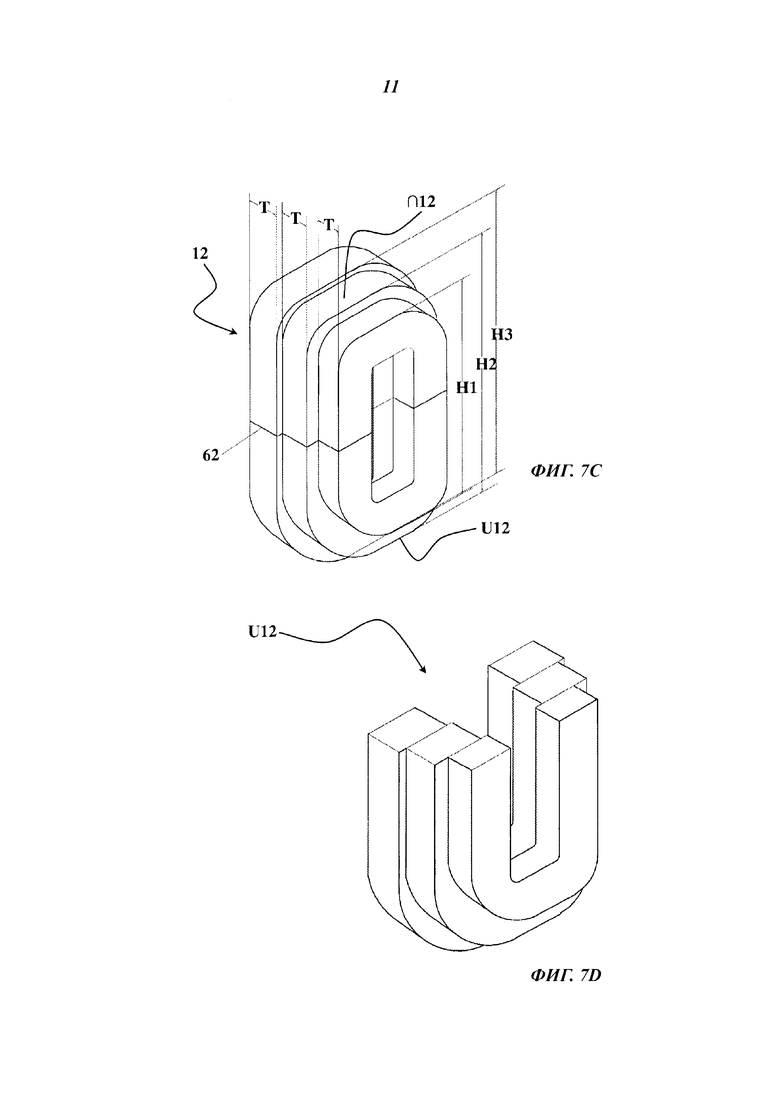
На этапе 74 рамки магнитного сердечника пропитывают связующим составом (например, эпоксидной смолой), а затем высушивают в печи, например, при температуре около 130°С. Затем, на этапе 75, выполняют поперечную резку рамок магнитного сердечника, устанавливают нижние части разрезанных рамок и размещают катушки на их плечевых участках согласно этапам 76-77. Как показано на фиг. 7А - 7D, в одном из вариантов осуществления настоящего изобретения намотанную рамку 12 магнитного сердечника разрезают вдоль поперечной оси 61 или 62 на верхнюю часть ∩12 и нижнюю часть U12. Как показано на фиг. 7С, в одном из возможных вариантов осуществления настоящего изобретения рамку магнитного сердечника разрезают приблизительно вдоль оси 62 симметрии на симметричные ∩-образную часть (∩12) и U-образную части (U12). В другом варианте осуществления настоящего изобретения, проиллюстрированном на фиг. 7В, поперечную резку рамки магнитного сердечника осуществляют выше центра рамки для получения асимметричных ∩-образной части (∩12) и U-образной части (U12).
В данном примере высота Н12 первой петли, представленной на фиг. 7А, может приблизительно составлять 1120 мм, а ширина ярем K12 может приблизительно составлять 636 мм.
На этапе 76 три U-образных нижних отрезка U12 (представлены, например, на фиг. 7D) рамок 12а, 12b и 12с прикрепляют к основанию 18 устройства. Основание 18 может содержать соответствующие пазы, предназначенные для вставки в них яремных участков нижних отрезков U12 и их установки на основании 18 под углом в 60° друг относительно друга. Как было описано выше, ступенчатые отрезки на плечевых участках нижних частей U12 зацепляются со ступенчатыми отрезками плечевых участков соответствующих локально примыкающих нижних частей U12, образуя, тем самым, нижние части плеч (14) магнитного сердечника (11). Затем, на этапе 77, на соответствующие нижние части U12 плеч (14) магнитного сердечника помещают катушки (13) каждой фазы, причем каждая из указанных катушек состоит, например, из первичной обмотки (15) и вторичной обмотки (16).
Затем, на этапе 78, три соответствующих ∩-образных верхних отрезка ∩12 рамок (12) магнитного сердечника устанавливают вертикально поверх соответствующих нижних отрезков U12, тем самым, восстанавливая прямоугольную структуру рамок (12) магнитного сердечника. Затем, на этапе 79, поверх восстановленных рамок (12) устанавливают верхнюю зажимную пластину 20 (верхние и нижние отрезки могут быть скреплены друг с другом посредством пластин 18 и 20 и крепежных болтов, как показано на фиг. 2А и 20), и наконец, на этапе 80 устанавливают выводные провода и соединительные шины.
В некоторых вариантах осуществления настоящего изобретения для скрепления частей устройства используют четыре затяжных штифта. Например, для скрепления частей устройства могут быть использованы один центральный затяжной штифт и три периферических затяжных штифта.
Вышеописанная конфигурация обеспечивает возможность многократной разборки и сборки устройства 10 без каких-либо повреждений конструкционных частей устройства.
Это может облегчить ремонт устройства при возникновении такой необходимости и позволит сэкономить на трудовых и материальных затратах, необходимых для такого ремонта.
Как было указано выше, в некоторых вариантах осуществления настоящего изобретения рамки 12 магнитного сердечника могут быть выполнены из полос электротехнической стали. В таких случаях в контуре 11 магнитного сердечника может произойти увеличение потерь, однако такой вариант исполнения магнитного сердечника 11 может быть использован в областях, предъявляющих пониженные требования к кпд и эффективности магнитоиндукционного устройства 10.
Намотку рамок 12 можно выполнять с использованием стальной оправки. В некоторых вариантах осуществления настоящего изобретения оправка имеет поперечное сечение прямоугольной формы, а его геометрические размеры соответствуют размерам внутреннего проема W12 рамок 12 магнитного сердечника. Например, толщина оправки может быть, по существу, равна ширине (w1 на фиг. 3С) ближайшей к центру ступени/петли r1. Механическое напряжение в ленте может быть установлено в соответствии с требуемым коэффициентом плотности намотки, который обычно составляет около 0,8-0,9.
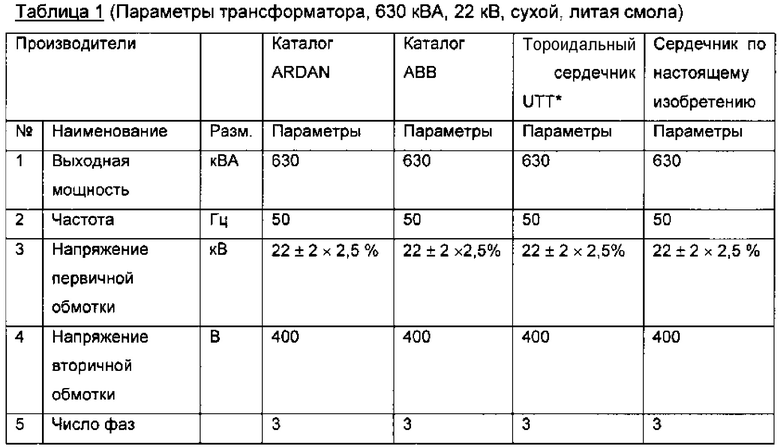
Было произведено компьютерное моделирование трехфазного трансформатора, изготовленного в соответствии с предлагаемым в настоящем изобретении способом, при этом результаты указанное моделирования сравнили с результатами, полученными при использовании традиционных трехфазных трансформаторов с магнитным контуром плоской конфигурации «Е+I», выполненным из трансформаторной стали. Моделирование было произведено для трехфазных трансформаторов с расчетной рабочей мощностью 630 кВА, напряжением в первичной обмотке 22 кВ и напряжением во вторичной обмотке 400 В.
Результаты моделирования свидетельствуют о преимуществах трехфазного трансформатора, изготовленного в соответствии с предлагаемым способом, в том числе по следующим параметрам:
- уменьшение общей массы приблизительно на 30-40%;
- уменьшение потерь холостого хода в диапазоне от 72 до 84,6%;
- уменьшение нагрузочных потерь на 7-14%;
- повышение кпд устройства до 99,2%; и
- уменьшение объема устройства приблизительно на 30-40%.
Известно, что магнитные потери в аморфных лентах ниже, чем в полосах электротехнической стали. В настоящее время существуют некоторые образцы силовых трансформаторов с магнитными системами конфигурации «Е+I», выполненными из аморфных лент, например, типа ТЕ 790/10.1, производства BEZ Transformatory, Братислава, Словакия. Такие трансформаторы являются сравнительно тяжелыми (приблизительно в 1,5 раза тяжелее, чем трансформаторы типа «Е+I», выполненные из полос электротехнической стали) и имеют сравнительно большие геометрические размеры.
Однако магнитные потери в таких трансформаторах из аморфных лент в два раза меньше, чем в традиционных трансформаторах из электротехнической стали, что обусловлено применением аморфного материала.
Было установлено, что трансформаторы, магнитные системы которых выполнены из аморфных лент и имеют структурные признаки настоящего изобретения (например, содержат магнитный сердечник, собранный из трех рамок, причем по меньшей мере на одной поверхности рамок предусмотрена ступенчатая структура) обладают следующими преимуществами по сравнению с традиционными трансформаторами высокой мощности из аморфных материалов:
- существенное уменьшение магнитных потерь (потерь холостого хода) - приблизительно в два раза по сравнению с традиционными трансформаторами высокой мощности из аморфных материалов; и
- существенное уменьшение массы трансформатора: масса предлагаемого в настоящем изобретении трансформатора приблизительно в 1,8 раз меньше, т.е. уменьшение массы трансформатора составляет около 55%.
В таблице 1 представлены различные характеристики трехфазных трансформаторов по настоящему изобретению в сравнении с известными трехфазными трансформаторами.
Очевидно, что вышеприведенные примеры и описание представлены исключительно в качестве иллюстрации и не накладывают каких-либо ограничений на настоящее изобретение. Специалисту в данной области техники должно быть очевидно, что настоящее изобретение может быть реализовано разными методами и с использованием более чем одной из вышеописанных технологий, не выходя за объем настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитный сердечник трехфазного магнитоиндукционного устройства и рамка магнитного сердечника | 2021 |
|
RU2777051C1 |
| Способ изготовления трехфазного силового трансформатора | 2022 |
|
RU2789184C1 |
| НАМОТАННЫЙ СЕРДЕЧНИК ТРАНСФОРМАТОРА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2241271C2 |
| ТРЕХФАЗНЫЙ ТРАНСФОРМАТОР | 1999 |
|
RU2237306C2 |
| МОДУЛЬНЫЙ РЕКОНФИГУРИРУЕМЫЙ МНОГОФАЗНЫЙ СИЛОВОЙ ТРАНСФОРМАТОР | 2012 |
|
RU2627235C2 |
| МОЩНЫЙ МОДУЛЯТОР | 2002 |
|
RU2298871C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНСФОРМАТОРА | 2014 |
|
RU2572834C2 |
| ПРЕОБРАЗОВАТЕЛЬ (ВАРИАНТЫ) | 2005 |
|
RU2298802C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ В МАГНИТНОМ ПОЛЕ МАГНИТНОГО КОМПОНЕНТА ИЗ МАГНИТНОГО МАТЕРИАЛА | 1998 |
|
RU2190023C2 |
| КОМБИНИРОВАННЫЙ БРОНЕЖИЛЕТ | 2022 |
|
RU2795922C1 |
Изобретение относится к электротехнике. Технический результат состоит в упрощении изготовления. Трехфазный магнитный сердечника для магнитоиндукционных устройств, в частности трансформаторов, катушек, дросселей, изготавливают из трех по существу прямоугольных рамок магнитного сердечника, содержащих ступенчатые структуры, проходящие вдоль боковых участков рамок. Рамки располагают так, что они образуют конструкцию, имеющую форму треугольной призмы. Боковые участки локально примыкающих рамок равномерно зацеплены с формированием трех плеч сердечника, на которые помещают катушки трехфазного магнитоиндукционного устройства. Каждую рамку изготавливают путем коаксиальной укладки поверх друг друга отдельно изготовленных нескольких многослойных петель. 4 н. и 17 з.п. ф-лы, 7 ил., 1 табл.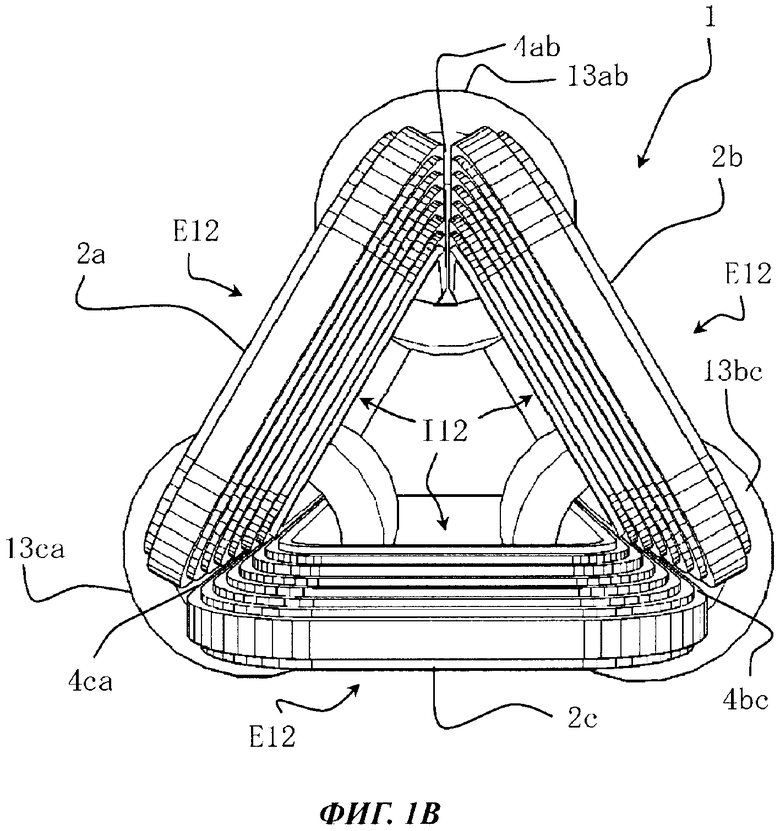
1. Магнитный сердечник трехфазного магнитоиндукционного устройства, причем указанный магнитный сердечник содержит три рамки магнитного сердечника, образующие плечи магнитного сердечника для установки на них катушек индукционного устройства, причем каждая из рамок сердечника изготовлена из намотанной ленты магнитного материала, отличающийся тем, что:
каждая из рамок сердечника выполнена из нескольких отдельных многослойных петель, ширина каждой из которых отлична от ширины других петель в указанной рамке;
причем каждая петля рамки отдельно изготовлена из намотанной ленты магнитного материала, имеющей предварительно заданную ширину ленты, задающую толщину указанной петли;
причем несколько петель, образующих рамку, коаксиально уложены друг поверх друга так, чтобы обеспечить формирование на внутренней и внешней поверхностях рамки ступенчатых структур,
причем рамки магнитного сердечника расположены в указанном магнитном сердечнике так, что внутренние поверхности рамок обращены друг к другу, тем самым образуя конструкцию, имеющую форму треугольной призмы, причем ступенчатая структура каждой рамки зацеплена со ступенчатыми структурами локально примыкающих к ней рамок, формируя тем самым три плеча магнитного сердечника для установки катушек указанного устройства.
2. Магнитный сердечник по п. 1, в котором многослойные петли изготовлены из материала, выбранного из группы, состоящей из: аморфного металла, аморфного сплава и нанокристаллического сплава.
3. Магнитный сердечник по п. 2, причем ширина ленты магнитного материала находится в диапазоне от 10 до 20 мм.
4. Магнитный сердечник по п. 1, в котором поперечные сечения плечевых и яремных участков рамок имеют форму по существу прямоугольной трапеции, причем поперечное сечение плеч магнитного сердечника, полученных путем зацепления ступенчатых структур рамок, имеет по существу форму пятиугольника.
5. Магнитный сердечник по п. 1, в котором многослойные петли намотаны из лент магнитного материала, имеющих одинаковую ширину, тем самым задавая по существу одинаковую толщину каждой из петель и каждой из соответствующих ступеней.
6. Магнитный сердечник по любому из пп. 1-5, в котором по меньшей мере некоторые из многослойных петель коаксиально уложены друг на друга в порядке убывания ширины петель.
7. Магнитный сердечник по любому из пп. 1-5, в котором по меньшей мере некоторые из петель имеют центральные проемы разных размеров, причем по меньшей мере некоторые из многослойных петель уложены друг на друга в порядке возрастания ширины петель в соответствии с геометрическими размерами их центральных проемов, причем по меньшей мере некоторые из многослойных петель уложены друг на друга в порядке убывания ширины петель в соответствии с геометрическими размерами их центральных проемов, тем самым обеспечивая получение круга в периметре поперечного сечения плеч сердечника, сформированных путем зацепления ступенчатых структур локально примыкающих рамок.
8. Магнитный сердечник по п. 7, в котором многослойные петли выполнены из лент магнитного материала, имеющих одинаковую ширину, причем диаметр плеч сердечника определен по следующей формуле:

где Sсерд представляет собой расчетную площадь поперечного сечения магнитного сердечника, b2 представляет собой ширину ленты, n2 представляет собой число петель в каждой рамке, а K2 представляет собой коэффициент, вычисленный на основе коэффициента заполнения или коэффициента мощности магнитного сердечника.
9. Магнитный сердечник по п. 8, в котором значение коэффициента K2 находится в диапазоне от 1,03 до 1,2.
10. Трехфазное магнитоиндукционное устройство, содержащее магнитный сердечник, имеющий три рамки магнитного сердечника, предназначенные для формирования плеч магнитного сердечника и для установки на них катушек индукционного устройства, причем каждая из рамок сердечника изготовлена из ленты магнитного материала, отличающееся тем, что:
каждая из рамок сердечника выполнена из нескольких отдельных многослойных петель, ширина каждой из которых отлична от ширины других петель в указанной рамке;
причем каждая петля рамки отдельно изготовлена из намотанной ленты магнитного материала, имеющей предварительно заданную ширину ленты, задающую толщину указанной петли;
причем несколько петель, образующих рамку, коаксиально уложены друг поверх друга так, чтобы обеспечить формирование на внутренней и внешней поверхностях рамки ступенчатых структур;
причем рамки магнитного сердечника расположены в указанном магнитном сердечнике так, что внутренние поверхности рамок обращены друг к другу, тем самым образуя конструкцию, имеющую форму треугольной призмы, причем ступенчатая структура каждой рамки зацеплена со ступенчатыми структурами локально примыкающих к ней рамок, формируя три плеча магнитного сердечника.
11. Устройство по п. 10, в котором поперечные сечения плечевых и яремных участков рамок имеют форму по существу прямоугольной трапеции, причем поперечное сечение плеч магнитного сердечника, полученных путем зацепления ступенчатых структур рамок, имеет по существу форму пятиугольника.
12. Устройство по п. 10, в котором периметр поперечного сечения плеч сердечника имеет форму круга.
13. Устройство по п. 12, в котором многослойные петли изготовлены из лент магнитного материала, имеющих одинаковую ширину, причем диаметр плеч сердечника определен по следующей формуле:
где Sсерд представляет собой расчетную площадь поперечного сечения магнитного сердечника, b2 представляет собой ширину ленты, n2 представляет собой число петель в каждой рамке, а K2 представляет собой коэффициент, вычисленный на основе коэффициента заполнения или коэффициента мощности магнитного сердечника.
14. Трехфазное магнитоиндукционное устройство, содержащее магнитный сердечник, имеющий три рамки магнитного сердечника, предназначенные для образования плеч магнитного сердечника и для установки на них катушек индукционного устройства, отличающееся тем, что:
каждая из рамок сердечника выполнена из нескольких отдельных многослойных петель, ширина каждой из которых отлична от ширины других петель в указанной рамке;
причем каждая из многослойных петель рамки отдельно изготовлена из намотанной ленты аморфного металла, имеющей предварительно заданную ширину, задающую толщину петли;
причем многослойные петли, образующие рамку, коаксиально уложены друг поверх друга так, чтобы обеспечить формирование на внутренней и внешней поверхностях рамки ступенчатых структур;
причем рамки магнитного сердечника расположены в указанном магнитном сердечнике так, что внутренние поверхности рамок обращены друг к другу, тем самым образуя конструкцию, имеющую форму треугольной призмы, причем ступенчатая структура каждой рамки зацеплена со ступенчатыми структурами локально примыкающих к ней рамок, формируя тем самым три плеча магнитного сердечника.
15. Способ изготовления магнитного сердечника для трехфазного магнитоиндукционного устройства, причем указанный способ включает в себя этапы, на которых: изготавливают три рамки магнитного сердечника, размещают указанные рамки в указанном магнитном сердечнике так, что внутренние поверхности рамок обращены друг к другу, образуя конструкцию, имеющую форму треугольной призмы, и тем самым формируя три плеча магнитного сердечника для установки на них катушек указанного индукционного устройства, отличающийся тем, что:
каждую рамку изготавливают путем коаксиальной укладки друг поверх друга нескольких многослойных петель в соответствии с шириной петель;
причем по меньшей мере некоторые из петель имеют разные ширины, что обеспечивает возможность формирования на внутренних и внешних поверхностях указанной рамки ступенчатых структур;
причем каждую многослойную петлю рамки отдельно изготавливают из намотанной ленты магнитного материала, имеющей предварительно заданную ширину, задающую толщину петли.
16. Способ по п. 15, в котором изготовление многослойных петель предусматривает намотку ленты магнитного материала, причем в каждой из указанных петель формируют предварительно заданный центральный проем, причем центральные проемы по меньшей мере некоторых из петель имеют разные геометрические размеры, причем укладка многослойных петель друг поверх друга предусматривает укладку по меньшей мере некоторых из многослойных петель в порядке возрастания ширины петель в соответствии с геометрическими размерами их центральных проемов, а также укладку по меньшей мере некоторых из многослойных петель в порядке убывания ширины петель в соответствии с геометрическими размерами их центральных проемов, что обеспечивает получение круга в периметре поперечного сечения плеч сердечника, сформированных путем зацепления ступенчатых структур локально примыкающих рамок.
17. Способ по п. 15, в котором многослойные петли изготавливают из лент магнитного материала, имеющих одинаковую ширину, причем указанный способ дополнительно содержит этап, на котором определяют диаметр плеч сердечника по следующей формуле:
где Sсерд представляет собой расчетную площадь поперечного сечения магнитного сердечника, b2 представляет собой ширину ленты, n2 представляет собой число петель в каждой рамке, а K2 представляет собой коэффициент, вычисленный на основе коэффициента заполнения или коэффициента мощности магнитного сердечника.
18. Способ по п. 15, содержащий этап, на котором выполняют закалку рамок.
19. Способ по п. 15, содержащий этап, на котором пропитывают рамки связующим материалом.
20. Способ по п. 15, содержащий этап, на котором наносят один или несколько слоев электроизоляционного материала между зацепленными ступенчатыми структурами локально примыкающих рамок.
21. Способ по любому из пп. 15-20, содержащий этапы, на которых:
разрезают каждую из рамок в поперечном направлении на верхнюю и нижнюю части;
располагают нижние части рамок так, чтобы получить конструкцию, имеющую форму треугольной призмы, путем зацепления ступенчатых структур локально примыкающих нижних частей рамок для формирования трех нижних участков плеч сердечника;
устанавливают на каждый из нижних участков плеч по меньшей мере одну катушку; и
прикрепляют верхние участки рамок поверх соответствующих нижних участков.
| УЗЕЛ ПОДШИПНИКОВЫЙ С ТЕРМОКОМПЕНСАЦИОННОЙ МЕМБРАНОЙ | 2009 |
|
RU2401952C1 |
| US 2011109412 A1, 12.05.2011 | |||
| WO 2010027290 A1, 11.03.2010 | |||
| US 2010194515 A1, 05.08.2010 | |||
| НАНОАНТИТЕЛО V9, СВЯЗЫВАЮЩЕЕ VEGF, И СПОСОБ ЕГО ПОЛУЧЕНИЯ, КОДИРУЮЩАЯ V9 НУКЛЕОТИДНАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ И СОДЕРЖАЩИЙ ЕЕ ВЕКТОР, СПОСОБ ИНГИБИРОВАНИЯ ПРОЛИФЕРАЦИИ ЭНДОТЕЛИАЛЬНЫХ КЛЕТОК | 2008 |
|
RU2395521C1 |
| Магнитопровод индукционного аппарата | 1989 |
|
SU1697127A1 |

