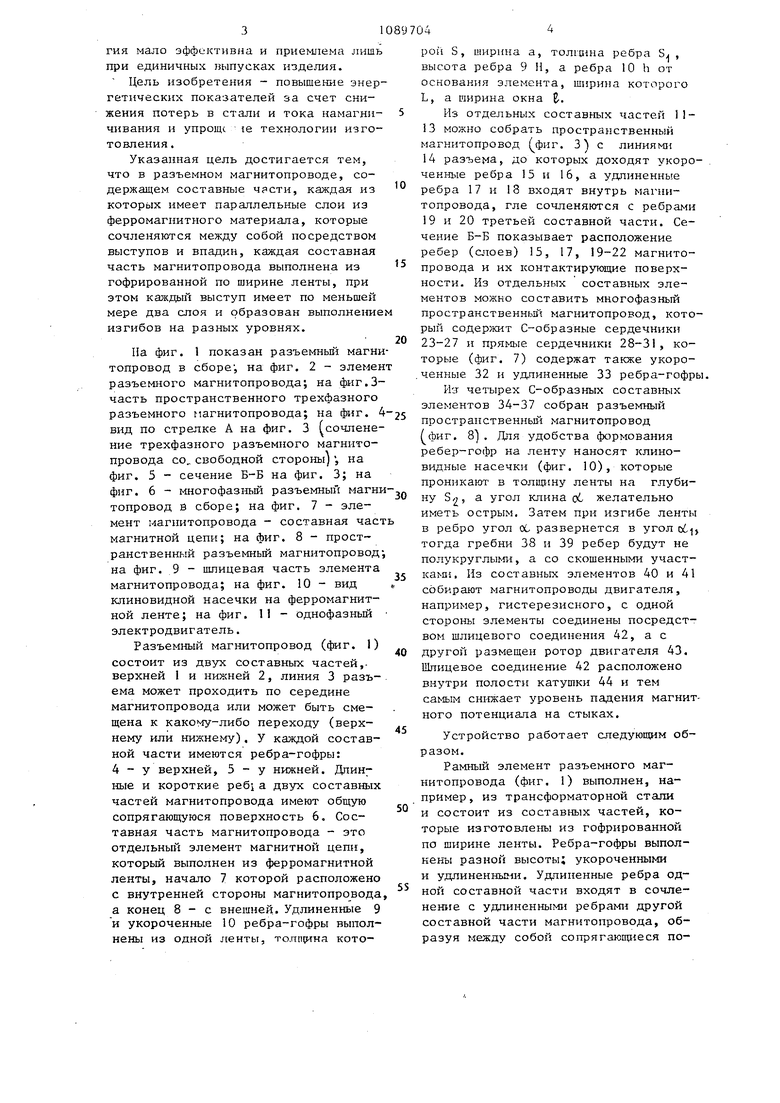
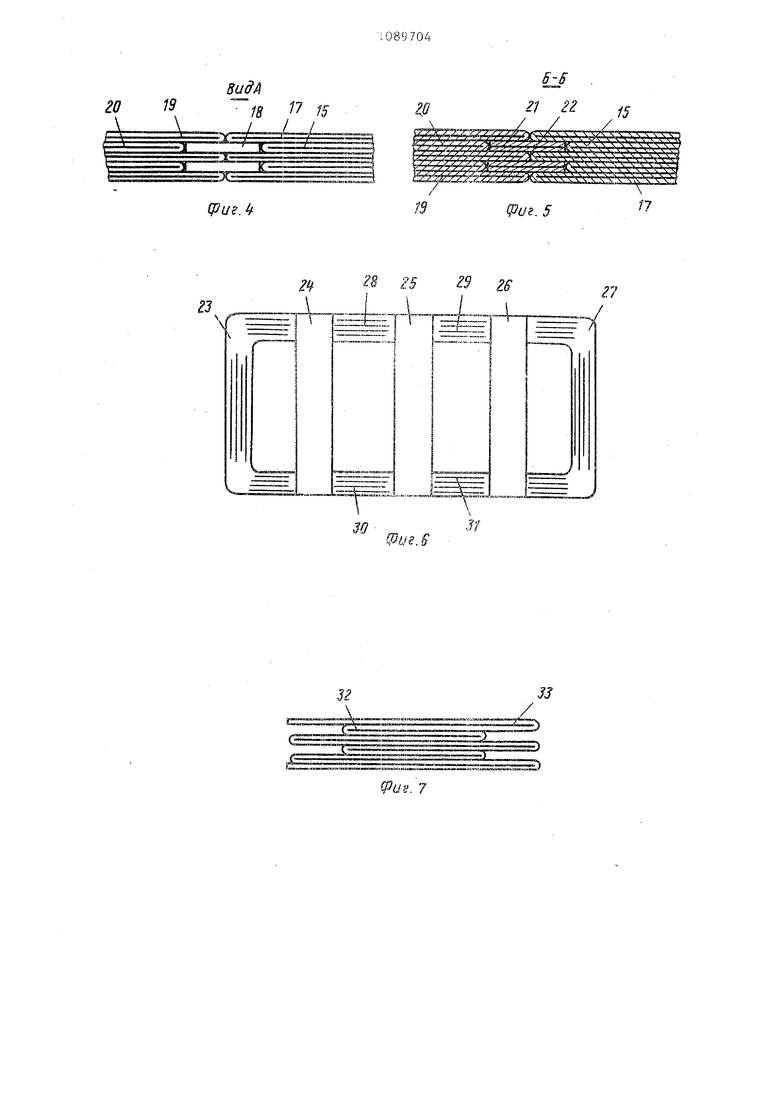
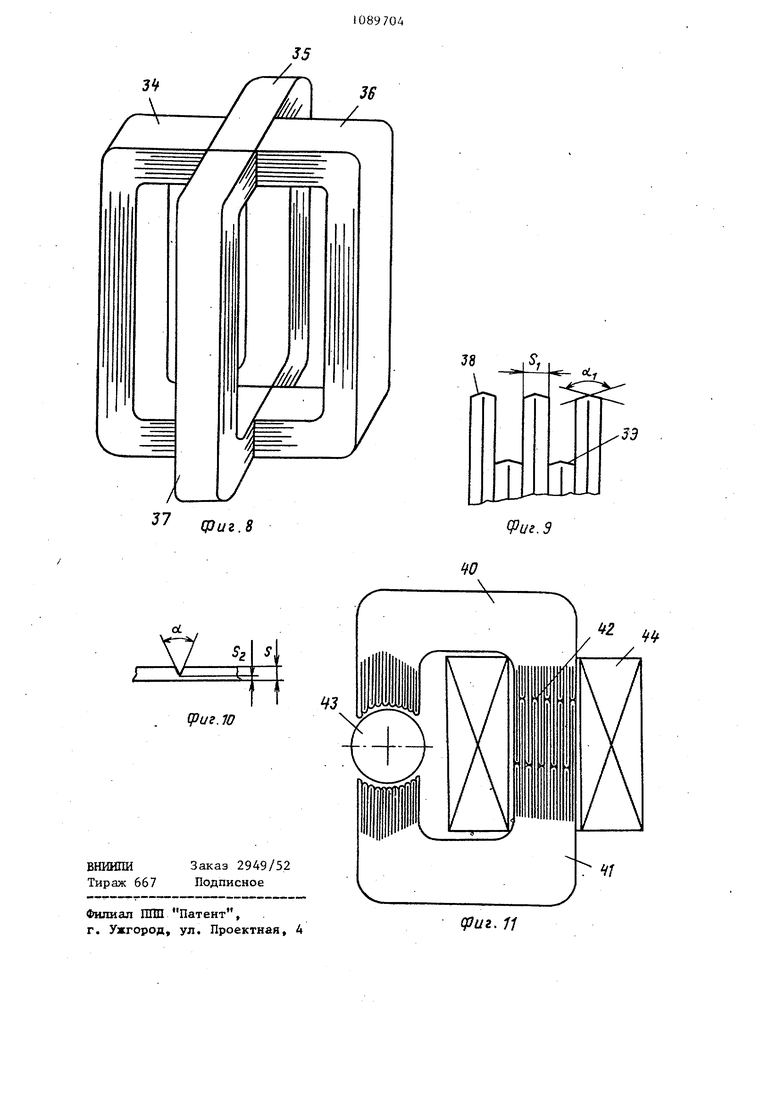
I Изоб эетение относится к электротехнике, в частности к конструкции магнитогфоводов электрических машин и индукционных устройств, например трансформаторов. Известно устройство, в котором магнитопровод собран из согнутых листов электротехнической стали и состоит из отдельных секций, изготавливаемых с помощью сборки встыке Каждый пакет набран из листов определенной длины и Емрины, согнутых на прессе под углом 90° в виде буквы L. Магнитная цепь состоит из определенного количества пакетов, необходимых для образования сердечника, который проходит сквозь обмотку а также идентичных пакетов для формирования пути для магнитного поток за пределами обмотки Л . Недостатки данного устройства за ключаются в том, что, во-первых, штучное производство пластин, их ук ладка в пакеты, крепление требуют ручного труда, а это влечет за собо высокую трудоемкость производства; во-вторых, пластишз L-образного вид замыкают магнитную цепь по кромкам, а че плоскостью, в таких устройства наблюдаются большие потоки магнитного рассеяния, что и снижает электропараметры магнитопровода. Известен также слоистый стальной сердечник для электрических катушек, состоящий из. нескольких частей, примыкающих друг к другу соединительными зонами. Зазор между соединительными зонами различных частей сердечника является переменным, благодаря чему наиболее корот-j кие участки силовьпх линий проходят через область максимального зазора 2. Однако зазор в магнитной цепи, если он специально не заложен конОтруктором, всегда вреден, так как он снижает параметры устройства нез висимо от того, расположен ли он на пути короткого или длинного участка Кроме того, регулировать величину технологического зазора в условиях массового производства очень сложно поэтому он МОжет быть по величине случайным и характеристики устройст будут не одинаковыми. Наиболее близким к предлагаемому по технической сущности является сердечник, который состоит из дву5 42 частей, выполненных из сгслееных пластин, благодаря чему при сборке частей образуются взаимносовмещакжщеся выемки и выступы. Кроме того, можно применять Е образные пластины, причем все пластины могут быть одинаковыми и симметричнь ми или одинаковыми и несимметричными з1 . В данном ycTpopjcTBe сердечник состоит из штампованных пластин, а при штамповке неизбежно возникают заусенки на кромках, которые являются источником потерь на вихревые токи, особенно это проявляется на поперечных линиях реза. Эти опасные для изоляционного покрытия места расположены на выступах и впадинах сочленения и5 как показывает практика, являются источником дополнительных потерь, которые в трансформатор 1х средней мощности составляют 80200% от основных потерь в стали. Заусенки приводят к распушению пакета, поэто1 1 сочленяемые части магнитопровода выполняют коротки ш5 контакт для магнитного потока ухудшается, наблюдается рост тока намагничивания в этих соединениях на 15 30%, Известно, что соединение встык с энергетической точки зрения соединения внахлест, а короткие выступь и впадины при сочленении частей нагнитопровода работают равносильно соединению встык. Это усугубляется еще и тем, что пшицевые соединения обычно делшот из отдельных пакетов разных размеров, поэтому каждый выступ содержит множество листов, так делают только из с.ообр,ажений технологии, Для повышения энергетических характеристик выступы должн л быть как можно тоньше и длинее, что трудно осуществить в данном устройстве ,. Кроме того, такая конструкция соединения частей магнитопровода пригодна лишь для плоских исполнений и никак не подходит к пространственным магнитным системам. Причем ддя получения пластин двух видов необходамо иметь как минимум два штампа, что значительно удоронсает технологшо. В-четвертых, при сборке отдельных пакетов необходимо постоянно контролировать и избирать одну для всех толишку, иначе собран ше части сердечника не войдут в сочленение, такая текколо3гия мало эффективна и прнештема лишь при единичных выпусках изделия. Цель изобретения - повышение энер гетических показателей за счет снижения потерь в стали и тока намагничивания и упрощ(. 16 технологии изготовления. Указанная цель достигается тем, что в разъемном магнитопроводе, содержащем составные части, каждая из которых имеет параллельные слои из ферромагнитного материала, которые сочленяются между собой посредством выступов и впадин, каждая составная часть магнитопровода выполнена из гофрированной по ширине ленты, при этом каждый выступ имеет по меньшей мере два слоя и образован выполнение изгибов на разных уровнях. Па фиг. 1 показан разъемный магн топровод в сборе, на фиг. 2 - элеме разъемного магнитопровода; на фиг.З часть пространственного трехфазного разъемного пагнитопровода; на фиг. вид по стрелке А на фиг. 3 сочлене ние трехфазного разъемного магнптопровода со, свободной стороны), на фиг. 5 - сечение Б-В на фиг. 3; на фиг. 6 - многофаз1аш разъемный магн топровод В сборе; на фиг. 7 - элемент магнитопровода - составная час магнитной цепи; на фиг. 8 - пространственный разъемный магнитопровод на фиг. 9 - шлицевая часть элемента магнитопровода; на фиг. 10 - вид клиновидной насечки на ферромагнитной ленте; на фиг. 11 - однофазный электродвигатель. Разъемный магнитопровод (фиг. I) состоит из двух составных частей,верхней 1 и нижней 2, линия 3 разъема может проходить по середине магнитопровода или может быть смещена к какому-либо переходу (верхнему или нижнему), У каждой составной части имеются ребра-гофры: 4 - у верхней, 5 - у нижней. Длинные и короткие pe6i а двух составных частей магнитопровода имеют общую сопрягающуюся поверхность 6, Составная часть магнитопровода - это отдельный элемент магнитной цепи, который выполнен из ферромагнитной ленты, начало 7 которой расположено с внутренней стороны магнитопровода а конец 8 - с внешней. Удлиненные 9 и укороченные 10 ребра-гофры выполнены из одной ленты, толпр на кото4poii S, ширина а, толгдана ребра S , высота ребра 9 И, а ребра 10 h от основания элемента, ширина которого L, а 1 1ирина окна 0. Из отдельных составных частей 1113можно собрать пространственный магнитопровод (фиг, 3) с линиями 14разъема, до которых доходят укороченные ребра 15 и 16, а удлиненные ребра 17 и 18 входят внутрь магнитопровода, гле сочленяются с ребрами 19 и 20 третьей составной части. Сечение Б-Б показывает расположение ребер (атоев) 15, 17, 19-22 магнитопровода и их контактирующие поверхности. Из отдельных составных элементов можно составить многофазный пространственньй магнитопровод, который содержит С-образные сердечники 23-27 и прям1 1е сердечники 28-31, которые (фиг. 7) содержат также укорочанные 32 и удлиненные 33 ребра-гофры, И;т четырех С-образных составных элементов 34-37 собран разъемный пространственный магнитопровод (фиг. 8) . Для удобства фс рмования ребер-гофр на ленту наносят клиновидные насечки (фиг. 10), которые проникают в толщину ленты на глубину 32 а угол клина oL желательно иметь острым. Затем при изгибе ленты в ребро угол ОС развернется в угол об, тогда гребни 38 и 39 ребер будут не полукруглыми, а со скошенными участкам;. Нз составных элементов 40 и 41 собирают магнитопроводы двигателя, например, гистерезисного, с одной стороны элементы соединены посредством шлицевого соединения 42, а с другой размещен ротор двигателя 43. Шлицевое соединение 42 расположено внутри полости катушки 44 и тем самым снижает уровень падения магнитного потенциала на стыках. Устройство работает следующим образом. Рамный элемент разъемного магнитопровода (фиг. 1) выполнен, например , из трансформаторной стали и состоит из составных частей, которые изготовлены из гофрированной по ширине ленты. Ребра-гофры выполнены разной высоты; укороченными и удлиненными. Удлиненные ребра одной составной части входят в сочленение с удлиненными ребрами другой составной части магнитопровода, образуя между собой сопрягающиеся поверхности. При работе магнитопрово-да основной магнитньй поток пойдет от одной части к другой через сопрягшэщиеся поверхности, И чем боль ше эта поверхность, тем меньше ток намагничивания, так как она компенсирует собой воздушный зазор, возникающий на стыках двух составных частей,
Способ изготовления такого магнитопровода следующий.
Рулонную трансформаторную сталь распускают на ленту заданной Ш1рины и на нее наносят поперечные просечки, например, катящимся роликом с острой кромкой. Глубина просечки не должна превышать 70% от толщины стали, тем самым обеспечивается непрерывность конструкции. Расстояние просечек друг от друга равно расстоянию от гребня удлиненного ребра до гребня укороченного ребра-гофра. После разметки ленты просечками ее гофрируют по ширинев специальном технологическом устройстве, кото рое выполнено в виде подковы, установленйой на ось подвижного механизма. Край ленты закрепляют на подкове и 7ключают механизм. Подкова начинае выполнять качающиеся движения из сто роны в сторону вокруг оси симметрии. Лента тянется за подковой, облегчает ее по периметру, а при повороте вала в обратную сторону ломается на месте просечки. Подвижнь е прижимные ролики обеспечивают необходимое обжатие слоев магнитопровода. .Так слой за слоем набирается пакет заданных размеров. Затем пакет отделяют от ленты и снимают -с подковы. Возможн дополнительная опрессовка, термообработка, склейка РШИ крепление пакета. Все это осуществляется известными способами.
Аналогично выполняют и вторую
(Уставную часть разъемного магнитопровода. После этого на одну из составных частей устанавливают изолированную электрическую катушку, которая изготовлена по известной технологии. Вторая составная часть вводится своими удлиненными ребрами в проемы между удлиненными ребрами первой составной части до упора противолежащих гребней друг в друга, Просечки придают гребням гшоскую поверхность, а так как весь магнитопровод BbinojiHGH из одной ленты, то проемы между ребрами таковы, как и сами ребра, что обеспечивает плотную посадку и надежньш контакт.
Техыико экономическая эффективность изобретения заключается в высокой технологичности конструкции, которая по сравнению с прототипом выполнена из непрерывной ферромагнитной ленты. Это позволяет предло/и ть иной техпроцесс изготовления, в котором исключены штамповка и шихтовка деталей магкитопровода - процессы трудоемкие и энергоемкие. Энергоемкость оборудования снизится, так как нанесение канавок и гибка утоненного металла требуют в десятки раз меньших механических усилий, чем разделение стальной ленты с помощью штампа, а прессовое оборудование выбирается из соотношенийj связанных с периметром реза и толпшной стали. При шта шовке всегда имеется отход материала, даже при высокоэффективно фигурном раскрое отход составляет до 15-20%, а в предлагаемом устройстве коэффициент использования злектротехнической стали составляет 05,98-0,99, Выполнение магнитопровода из унифировакных магнитоактивных модулей упрощает производство, так как отпадает необходимость в изготовлении ряда дорогостоящих ипампов. Из дву:к-трех видов модулей появляется возможность получения как рамного ПЛОСКОГО, так и пространственного магнитопровода необходимой конфигурации, удобной для монтшка в системе И.ДИ при установке автономно.
Достигается удобство сборки самог магнигопровода и размещение на нем электрических катуизек. Выступающее ребро изогнутой ленты представляет собой жесткую, гладкую, простую по конструкции и удобную с технологической точки зрения деталь. Если у, прототипа удобней делать выступы короткими, то в прер/гагаемом устройгем плотнее
стве чем выше выступs
прилегают слои, тем легче сложить ленту3 тем лучше будет путь магнитному потоку меньше потери и ток намагничивания. Таким образом, изобретение позволяет повысить энергетические показатели и упростить технолсгию изготовления.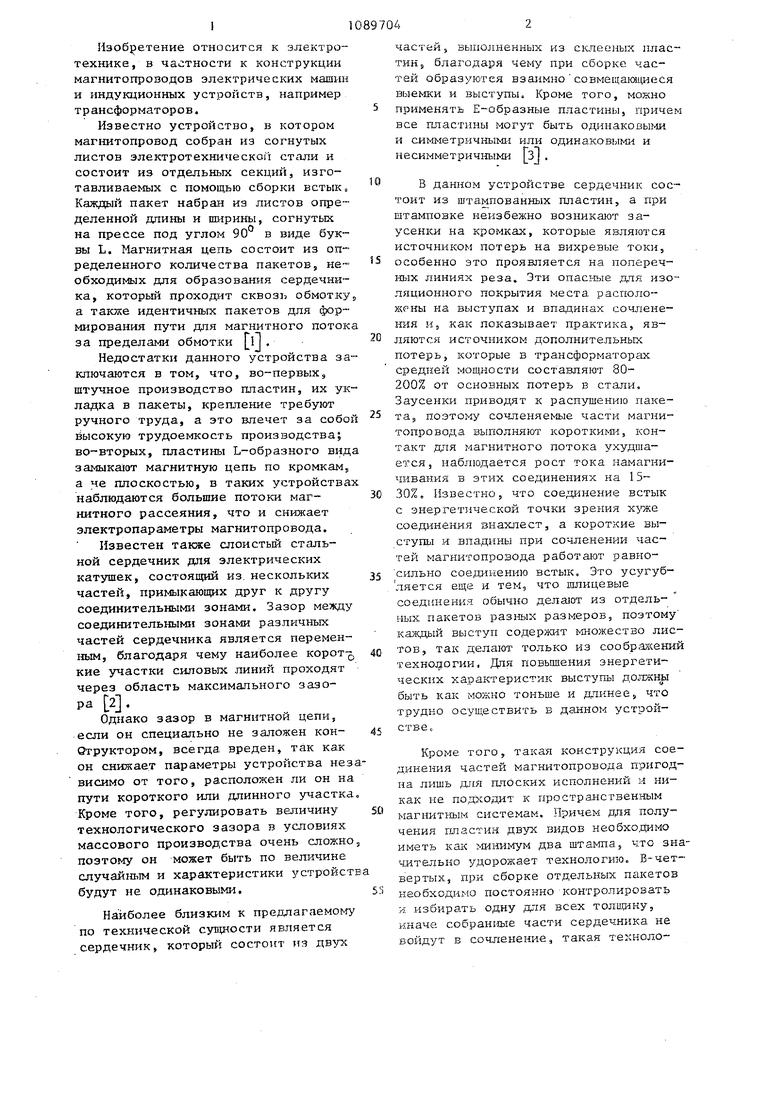
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод электрической машины | 1981 |
|
SU1137554A1 |
| Статор индукторной электрической машины | 1982 |
|
SU1065964A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Зубцовый слой магнитопровода электрической машины | 1983 |
|
SU1121747A1 |
| Магнитопровод электрической машины | 1985 |
|
SU1350757A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1065902A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1246247A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1075350A1 |
| СПОСОБ ОБРАБОТКИ ШИХТОВАННОГО МАГНИТОПРОВОДА СТЕРЖНЕВОГО ТРАНСФОРМАТОРА | 2014 |
|
RU2565239C1 |
РАЗЪЕМНЫЙ МАГНИТОПРОВОД, содержащий составные части, каждая из которых имеет параллельные слои из ферромагнитного материала, которые сочленяются между собой посредством выступов и впадин, отличающий ся тем, что, с целью повьшения энергетически: показателей за счет снижения потерь в и тока намагничивания и упрощения технологии изготовления, каждая составная часть магнитопровода выполнена из гофрированной по ширине ленты, при этом каждый выступ имеет по меньшей мере два слоя и образован i выполнением изгибов на разных уровнях. СЛ эо 
И
(риг.г
и
9 IS
П /
Фи.., .
J5
/
38
e oil
L,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Франции № 1546699, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
