Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для изготовления деталей жилых, социально-бытовых, промышленных и прочих зданий, и может быть использовано в деревообрабатывающей, строительной и других отраслях промышленности.
В настоящее время в деревообрабатывающем оборудовании имеет место следующая тенденция: при конструировании универсальных обрабатывающих центров по обработке древесины поперек волокон в нескольких плоскостях, идут по пути реализации последовательного выполнения множества единичных рабочих технологических операций, требуемых для полного цикла обработки единицы заготовки, при выполнении которых возникает необходимость многократного дискретного изменения местоположения заготовки относительно станка и многократного повторного позиционирования заготовки, требуемого для совершения каждой последующей рабочей операции. При этом дополнительно требуется совершение многократных повторяющихся вспомогательных технологических операций, как предшествующих, так и последующих рабочим операциям при выполнении каждой единичной рабочей операции, таких как перемещение, позиционирование, силовое фиксирование и освобождение заготовки и т.д. При последовательной обработке совершение единичной рабочей операции препятствует одновременному выполнению других рабочих операций, причем данный принцип изначально заложен в саму конструкцию и технологию использования оборудования. Даже при условии реализации полной автоматизации технологических процессов обработки существующего в настоящее время оборудования для обработки заготовок из древесины (бруса, доски) поперек волокон, имеют место существенные недостатки оборудования данного типа, что приводит к большим непроизводительным потерям времени и, как следствие, к крайне низкой производительности, например по отношению к станкам, обрабатывающим заготовки из древесины в продольном направлении (четырехсторонние строгальные станки).
Известны способы обработки заготовок из бруса поперек волокон с использованием деревообрабатывающих центров для обработки заготовок из бруса поперек волокон HUNDEGGER K2, SCHMIDLER S4 (Германия), EUROBLOX, TOPMASTER (Италия), BL Twin (Австрия), Logmatic, KRUSI СМ-40 (Финляндия), LSM-400AM (Литва), ФОРМАТ-250, ВКР-19, БЛОКС-4, МЧС-2Б, WoodTec (Россия). Недостатки применения известных устройств: последовательное выполнение операций по обработке в нескольких плоскостях дает низкую производительность, каждая операция выполняется на отдельном устройстве, высокая стоимость оборудования. Например, автоматическая линия HUNDEGGER K2 состоит из 15 устройств, обеспечивающих обработку заготовки в трех плоскостях (http://www.intervesp-stanki.ru/item/hundegger_k-2.htm), отличается высокой стоимостью, требует больших производственных площадей, что в свою очередь поднимает стоимость конечного изделия.
Известно техническое решение по патенту RU 2212998 C1 B27C 5/00, опубл. 27.09.2003 г., по которому деревообрабатывающий копировально-фрезерный центр содержит станину, на которой расположены направляющие и электродвигатель перемещения стола, связанный с винтом, гайка которого закреплена на поверхности стола, портал, на поверхности которого выполнены направляющие суппорта, на котором установлены электродвигатель его перемещения и электродвигатель соединенных балкой регулируемых упоров двух фрезерных электрошпинделей. Каждый из электрошпинделей имеет вертикальные направляющие, пневмоцилиндр и систему программного управления. Электродвигатели перемещения суппорта и упоров установлены вертикально на сторонах суппорта, на котором размещены два электрошпинделя, портал снабжен рейкой, шестерня последней связана с электродвигателем перемещения суппорта. Балка упоров установлена на направляющих между двумя электрошпинделями и снабжена гайкой винтовой шариковой передачи, винт которой связан с электродвигателем перемещения упоров. Стол снабжен вакуумной системой удержания заготовок. Недостатком является последовательное выполнение операций, что дает низкую производительность обработки.
Известно техническое решение по патенту RU 2351461 С2 В27С 9/00, опубл. 10.04.2009 г., по которому деревообрабатывающий станок содержит станину, опорно-поворотное устройство, установленную на направляющих станины каретку с рабочими инструментами. Опорно-поворотное устройство состоит из переднего опорно-поворотного устройства - передней бабки, на шпинделе которой имеется планшайба с делительными отверстиями, синхронизированной с закрепленной на станине лебедкой с тросом, крепящимся на каретке для ее перемещения, и заднего опорного устройства - задней бабки, электродвигателя передней бабки. Установленная на направляющих станины каретка с рабочими инструментами состоит из передней универсальной траверсы, на которой установлено технологическое оборудование, включающее вал фрезера, ось которого находится под углом 13-15° к оси бревна в горизонтальной плоскости, фрезу универсальную, электродвигатель, ленточнопильный диск, кронштейн-ограничитель ленточной пилы, ленточную пилу, и второй подвижной задней траверсы, на которой установлены направляющие, по которым перемещается на роликах подвижная фрезерная головка, состоящая из фрезы универсальной, вала фрезера, фрезерной головки со сменными ножами, ось которого расположена в горизонтальной плоскости под углом 13-15° к оси перемещения подвижной фрезерной головки, электродвигателя, редукторов, установленных на каретке для перемещения траверс вверх и вниз, и тормоза для плавного перемещения каретки по направляющим. Недостатком является последовательное выполнение операций, что дает низкую производительность обработки.
Известен способ обработки заготовок из бруса с применением станка торцовочного Ц2Т60 (http://www.ksz.kirov.ru/c2t60.htm) производитель ООО КИРОВСКИЙ СТАНКОЗАВОД (РОССИЯ). Станок торцовочный двухсторонний Ц2Т60, проходного типа, предназначен для торцевания обрезных пиломатериалов с двух сторон одновременно, конструктивные особенности: станина представляет собой рамную сварную конструкцию, по краям которой расположены две торцовочные пилы, настройка на длину пиломатериалов производится посредством перемещения правой пилы, установленной на подвижной каретке; подача материала в зону резания производится специальными четырьмя толкателями, расположенными на цепи, что обеспечивает снижение травмоопасности при работе на станке; нижняя часть пилы закрыта кожухом с отверстием для отвода опила. Верхняя (рабочая) часть пилы закрыта подвижным ограждением, которое поднимается, поворачиваясь на оси под действием подаваемой заготовки, и опускается после ее выхода из зоны пиления. Недостатки: станок не предназначен для обработки заготовки в нескольких плоскостях, соответственно для получения конечного изделия требуется еще как минимум один станок, что, включая дополнительные операции, дает низкую производительность.
Наиболее близким к заявляемому изобретению является способ обработки бруса по патенту RU 2007291 C1 B27C 1/12, опубл. 15.02.1994, по которому в процессе обработки бруса операции базирования и ориентирования совмещают и производят по двум взаимно перпендикулярным образующим. Без переориентации брус подвергают обработке за один проход. Затем производят профильную и чистовую обработку оставшихся образующих, которые также возможно проводить совместно. Базирование осуществляют двумя самоустанавливающимися относительно одной из боковых образующих прижимными элементами. При этом каждый из элементов перемещается на различную величину в зависимости от кривизны бруса до контакта с его поверхностью. Недостаток прототипа: не предусмотрено получение поперечных пазов в брусе, для этого заготовка перемещается на шипорезный станок. Следовательно, производительность получения готовых деталей из бруса низкая.
Устранить указанные недостатки и повысить производительность выполнением всех операций по обработке бруса позволит заявляемое изобретение. Предлагаемый способ обработки заготовок из древесины поперек волокон устраняет вышеуказанные причины низкой производительности существующего оборудования. При этом производительность оборудования, основанного на новом способе обработки древесины, увеличивается многократно, становится сопоставимой с существующим оборудованием по обработке древесины вдоль волокон (строгальные станки), что позволяет создать единую, оптимизированную по параметрам производительности, технологическую цепь при необходимости обеспечения полного цикла обработки заготовок из древесины вдоль и поперек волокон в нескольких плоскостях.
Техническая задача: повысить производительность обработки длинномерной деревянной заготовки за счет одновременной обработки в трех плоскостях. Для решения данной задачи предлагается способ, в котором кроме торцевания реализованы операции для нарезки пазов типа «ветровой замок» для поперечного соединения изделий из дерева.
Предлагаемый способ обработки изделий из древесины поперек волокон сокращает до минимума все непроизводительные потери времени существующих станков, обеспечивает выполнение максимально возможного количества одновременно выполняемых рабочих и вспомогательных операций, обеспечивает одновременное выполнение обработки одного и более изделий по всей длине изделий при обработке в какой-либо из плоскостей обработки, обеспечивает одновременное выполнение обработки изделий во всех обрабатываемых плоскостях при обработке партий изделий, а именно:
- при выполнении какой-либо из групп операций реализована возможность одновременной обработки изделий по всей длине (как частный случай допускается выполнение какой-либо группы операций последовательно, если время выполнения последовательных операций не превышает время выполнения других групп операций);
- реализовано одновременное выполнение всех групп операций, т.е. одновременно выполняется обработка партии изделий во всех группах (т.е. во всех плоскостях, необходимых для выполнения полного цикла обработки единицы изделия), только каждая группа операций совершается с разным обрабатываемым изделием, из числа партии обрабатываемых изделий, поступающих в станок последовательно друг за другом;
- одновременное выполнение всех групп операций реализуется с момента выполнения первой группы операций по обработке изделия, у которого очередность поступления для обработки в станок совпадает с числом групп операций, на которые разделен полный цикл по обработке единицы изделия;
- при выполнении каждой из групп операций, реализована возможность сокращения всех рабочих и вспомогательных технологических операций до одной общей одновременной операции, полностью и по всей длине обрабатывающей изделия в данной плоскости;
- при одновременном выполнении всех операций одной группы, при этом по всей длине обрабатываемого изделия время выполнения одной группы операций сокращается до времени выполнения одной общей одновременной операции и становится значительно меньше времени выполнения единичной рабочей операции в совокупности с необходимыми вспомогательными операциями, которые у существующих станков могут выполняться только последовательно и поочередно;
- при одновременной обработке изделий во всех плоскостях при обработке партий изделий, время полной обработки одного изделия во всех плоскостях делится на количество групп операций, уменьшается в данное число раз и становится практически равным времени выполнения одной группы операций;
- производительность данных станков не уменьшается при увеличении количества операций обработки изделий, которые требуется произвести для выполнения полного цикла обработки изделий, при этом, чем большее количество рабочих операций необходимо совершить для выполнения полного цикла обработки единицы изделия, тем выше производительность данных станков по сравнению со станками, существующими в настоящее время;
- производительность станков, основанных на новом способе обработки заготовок из древесины поперек волокон в нескольких плоскостях, по сравнению с существующим в настоящее время деревообрабатывающими станками для изготовления аналогичных изделий из дерева, по предварительным расчетам увеличивается в 10 и более раз.
- применение заявляемого способа обработки древесины поперек волокон в трех и более плоскостях позволяет создать единую, оптимизированную по параметрам производительности, технологическую цепь при необходимости обеспечения полного цикла обработки заготовок из древесины вдоль и поперек волокон во всех плоскостях. Заявляемый способ, при котором на предварительных операциях задается база, от которой происходит вся дальнейшая многосторонняя обработка. По возможности циклы многосторонней обработки должны вестись за один проход. Таким образом, при задании базы на первой операции с одновременной ее обработкой, а далее с ориентацией и базированием по двум обработанным взаимно перпендикулярным образующим (базирование бруса в двух смежных плоскостях по двум точкам) происходит необходимая профильная обработка. И это может быть произведено за один проход. Тем самым достигается повышение производительности обработки, что и является целью изобретения.
Технический результат: повышение производительности при обработке изделия из древесины, длинномерной деревянной заготовки, в частности при нарезке пазов типа «ветровой замок» для поперечного соединения изделий из дерева.
Технический результат достигается за счет того, что способ обработки изделий из древесины поперек волокон в двух и более плоскостях различных форм поперечных сечений, включающий ориентирование, базирование, с последующим прижимом, подачу и обработку по взаимно перпендикулярным образующим, отличается тем, что одновременно обрабатывают несколько изделий, при этом обрабатываемые изделия перемещают в поперечном направлении по отношению к продольной оси изделия, а также к продольной оси линий обработки с электроприводами для обработки изделий и совмещенными с ними механизмами для выполнения вспомогательных операций, а также к продольной оси станка; обрабатываемые изделия перемещают в сторону линий обработки с электроприводами для обработки изделий и механизмами для вспомогательных операций, совмещенными с электроприводами для обработки изделий таким образом, что при обработке изделий в каждой из плоскостей одновременно и автоматически выполняют все вспомогательные операции; длины изделий для одновременной обработки сочетают по отношению друг к другу для выполнения условия - их общая длина должна быть равна или наиболее близка длине стандартной входящей заготовки; обработку изделий производят посредством движения обрабатываемых изделий по отношению к неподвижным электроприводам для обработки изделий; операции, необходимые для полной обработки каждого изделия, разделяют на группы операций - каждая группа операций одновременно обрабатывает изделия по всей длине изделий в одной плоскости; при этом время выполнения всех групп операций должно быть равно, либо близко сопоставимо между собой; каждую группу операций выполняют в отдельной зоне выполнения операций; после выполнения группы операций в зоне выполнения этих операций, изделия перемещают в следующую зону выполнения операций для выполнения следующей группы операций, при этом зону выполнения предыдущей группы операций освобождают для выполнения данной группы операций по обработке следующего изделия; начиная с номера выполнения группы операций по обработке изделий в первой плоскости, соответствующего количеству групп операций, на которые разделен полный цикл обработки изделий, обработку изделий выполняют одновременно во всех обрабатываемых плоскостях; процесс одновременной обработки партий изделий во всех плоскостях повторяют до выполнения полной обработки партии изделий; обработку следующей партии изделий производят аналогично.
Для реализации предлагаемого способа обработки заготовок из древесины поперек волокон в трех плоскостях предлагается деревообрабатывающий станок, в котором реализовано движение заготовки в поперечном направлении по отношению к продольной оси заготовки. Последовательность операций по полной обработке заготовки в трех плоскостях разделяется на группы операций, которые должны выполняться либо одновременно, либо последовательно в течение определенного времени.
При разделении последовательности операций по полной обработке заготовки в трех плоскостях на группы операций, необходимое условие - время выполнения всех операций в одной (любой) группе операций должно равняться времени выполнения всех операций в любых других группах, или сопоставимо между собой.
После выполнения какой-либо группы операций по обработке заготовки необходимо изменить местоположение заготовки в пространстве: из зоны выполнения одной группы операций заготовка должна перемещаться в зону выполнения следующей группы операций. При этом зона выполнения предыдущей группы операций освобождается от заготовки и готова к выполнению группы операций по обработке следующей заготовки. При выполнении всех вышеуказанных условий появляются следующие возможности: при поперечном движении заготовки появляется возможность обработки заготовки поперек волокон одновременно по всей длине заготовки.
Появляется возможность выполнения всех групп операций одновременно (выполнение какой-либо группы операций не препятствует одновременному выполнению других групп операций).
При этом при равенстве времени выполнения каждой группы операций по отношению друг к другу время выполнения всей последовательности операций по полной обработке заготовки в трех плоскостях сводится ко времени выполнения одной группы операций.
Расчетная производительность станков, основанных на данном способе обработки заготовок из древесины поперек волокон в 3 плоскостях, по сравнению с существующими в настоящее время аналогами, увеличивается на порядок, т.е. в 10 раз.
Данный станок оптимизирован по параметрам производительности с четырехсторонними строгальными станками и предназначен для использования (также может использоваться самостоятельно) в технологической цепи для промышленного изготовления домовых комплектов по финской технологии двойного бруса с утеплителем. В конструкции станка при обработке заготовки реализовано поперечное движение заготовки по отношению к продольной оси заготовки, т.е. реализовала возможность обработки заготовки поперек волокон одновременно по всей длине заготовки. Последовательность операций по полной обработке заготовки в трех плоскостях разделена на группы, в каждой группе выполняются все операции, необходимые для обработки заготовки в какой-либо одной плоскости.
При разделении последовательности операций по полной обработке заготовки в трех плоскостях на группы операций по обработке заготовки в какой-либо одной плоскости, выполнено условие - время выполнения всех операций в одной (любой) группе операций равняется времени выполнения всех операций в любых других группах.
После выполнения группы операций по обработке заготовки в какой-либо одной плоскости, реализовано изменение местоположения заготовки в пространстве: из зоны выполнения одной группы операций заготовка перемещается в зону выполнения следующей группы операций.
При этом зона выполнения предыдущей группы операций освобождается от заготовки и готова к выполнению группы операций по обработке следующей заготовки в данной плоскости.
В итоге время выполнения полной обработки одной заготовки при реализации возможности единовременной обработки заготовки по всей длине сократилось до времени выполнения одной группы операций.
Станок представляет собой деревообрабатывающий центр - полуавтомат, обслуживаемый двумя операторами. Обрабатываемые заготовки - строганный брус или доска длиной 6,1 метра. Требуется обработать входящие заготовки в трех плоскостях. Все операции по обработке производятся при нахождении доски в одной плоскости - на пласти. Длины готовых изделий варьируются от 0,3 до 6,1 метра на основании спецификации. Имеется возможность обработки от одной до трех заготовок одновременно. Для оптимизации процесса и увеличения производительности, для одновременной обработки на основании спецификации готовых изделий подбираются требуемые длины изделий так, чтобы сумма длин обрабатываемых заготовок равнялась максимальной длине заготовок в 6,1 метра, либо была как можно ближе к данному значению.
Среднестатистический домовой комплект обычно содержит серии заготовок одного размера в количестве от 30 до 100 штук.
Для быстрой переналадки оборудования под другую серию заготовок, быстрой смены инструмента и т.д. предусмотрена соответствующая оснастка на зажимах, защелках и т.д.
Как показывает практика, проекты домов содержат примерно одинаковое количество требуемых длинных и коротких изделий, поэтому самой рациональной является единовременная обработка 2 изделий, суммарная длина которых близка или равна 6,1 метра.
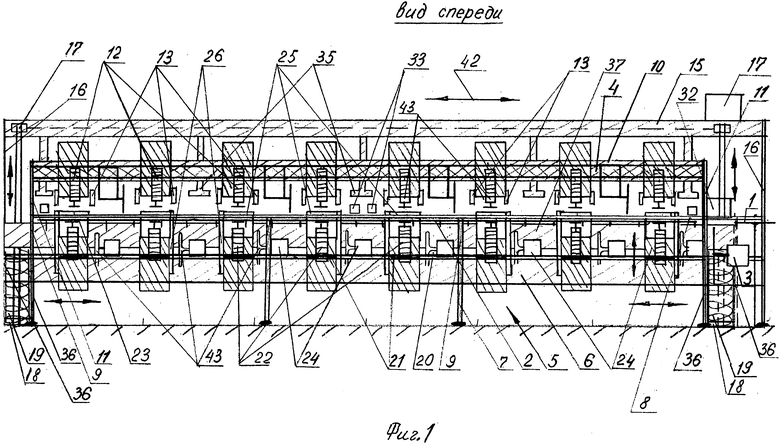
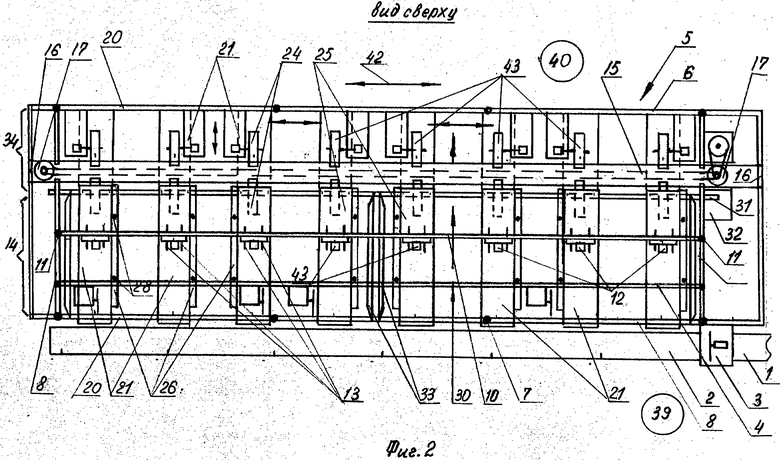
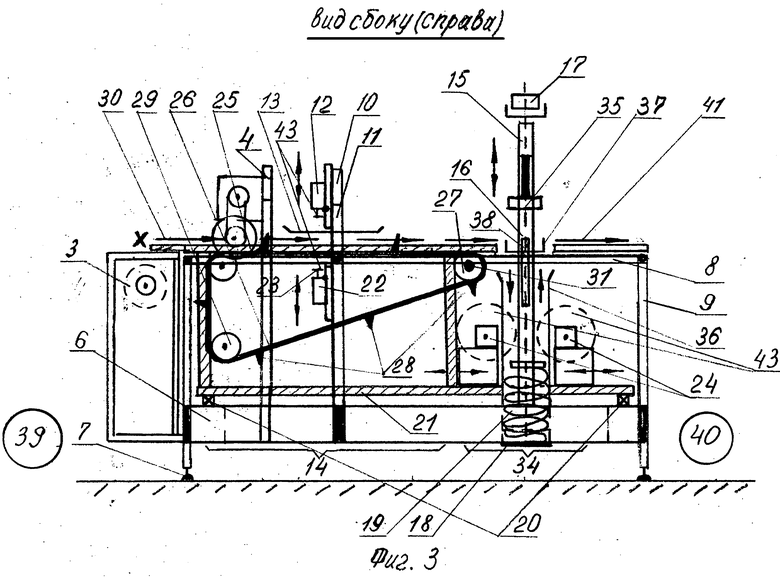
Сущность заявляемого технического решения поясняется изображениями на фиг.1-5, где схематично изображена конструкция станка для реализации способа и конечного получаемого изделия. Фиг.1 - вид спереди; фиг.2 - вид сверху; фиг.3 - вид сбоку (справа), где
1 - входной продольный рольганг;
2 - мерный стол с откидывающимися упорами для обработки (торцовки) заготовок;
3 - торцовочный механизм;
4 - зона выполнения первой группы операций - в первой плоскости (торцовка);
5 - общий вид станины;
6 - основная рама;
7 - регулируемые вертикальные опоры;
8 - надрамник;
9 - вертикальные стойки надрамника;
10 - вторая верхняя продольная балка;
11 - вертикальные стойки второй верхней продольной балки;
12 - электрошпиндели (8 штук);
13 - механизмы автоматического прижима заготовок (8 штук);
14 - зона обработки заготовок во второй плоскости;
15 - третья верхняя продольная балка;
16 - две вертикальные стойки третьей верхней продольной балки;
17 - электропривод типа «винт-гайка» и механизм прижима и подачи;
18 - две опоры для крепления пружин (19) и привода типа «винт-гайка» (17) механизма прижима и подачи заготовок;
19 - пружины;
20 - продольные линейные направляющие;
21 - прямоугольные площадки, установленные поперечно продольной оси станка;
22 - шпиндели для обработки заготовок снизу во второй плоскости (14);
23 - обработка заготовок снизу во второй плоскости (14);
24 - шпиндели, установленные попарно, для обработки заготовок с двух сторон в третьей плоскости (34);
25 - верхние горизонтальные плоскости площадок (21);
26 - цепные поперечные транспортеры (8 штук);
27 - приводные звездочки цепных поперечных транспортеров;
28 - упоры цепных поперечных транспортеров;
29 - натяжители цепи цепных поперечных транспортеров;
30 - направление поперечного перемещения заготовок;
31 - длинный приводной вал привода поперечного транспортера;
32 - электропривод приводного вала цепных поперечных транспортеров (26);
33 - быстросъемные направляющие для позиционирования заготовок по длине;
34 - место обработки заготовок в третьей плоскости;
35 - упоры для прижима и подачи заготовок при обработке в третьей плоскости (34);
36 - вертикальные направляющие, внутри которых движется кондуктор (37) с заготовкой;
37 - кондуктор для обработки заготовок в третьей плоскости;
38 - упоры для позиционирования заготовок по длине при обработке в третьей плоскости;
39 - рабочее место первого оператора;
40 - рабочее место второго оператора;
41 - направление движения заготовок при обработке во всех плоскостях;
42 - направление движения площадок (21) для позиционирования относительно станины;
43 - режущий инструмент (фрезы).
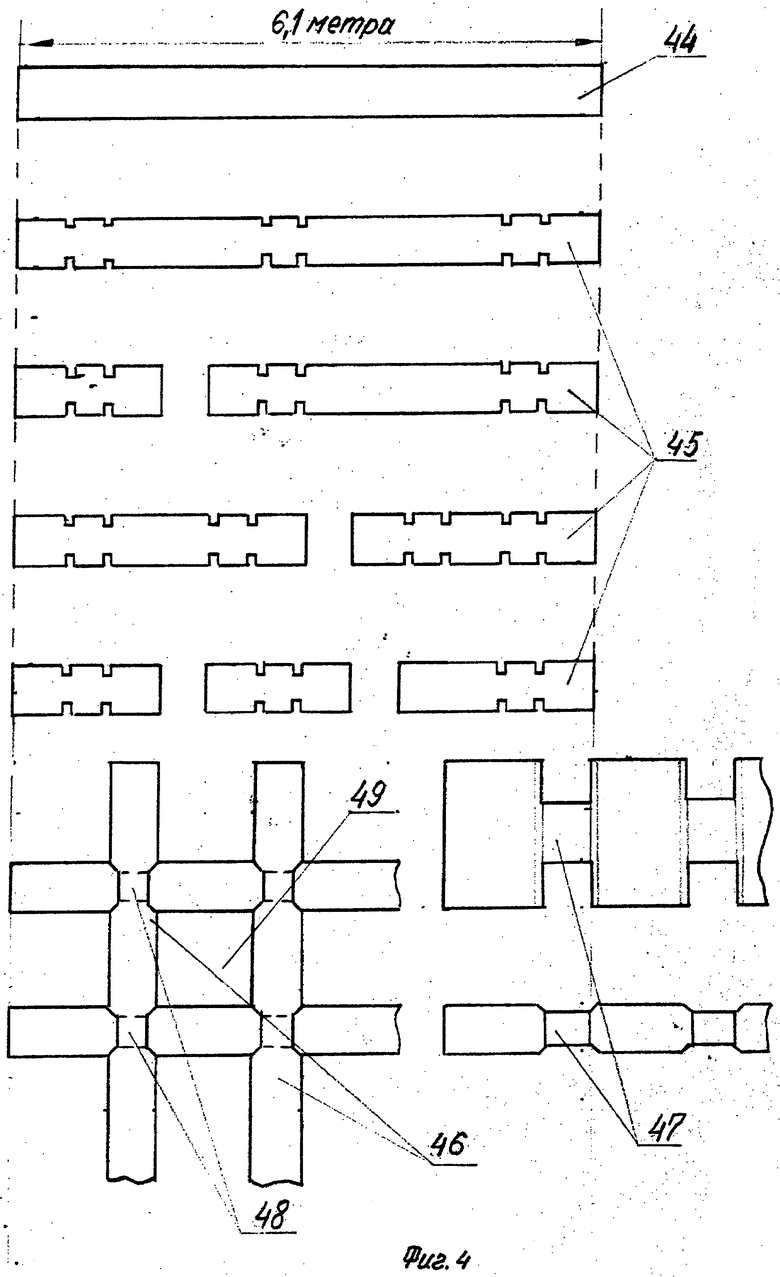
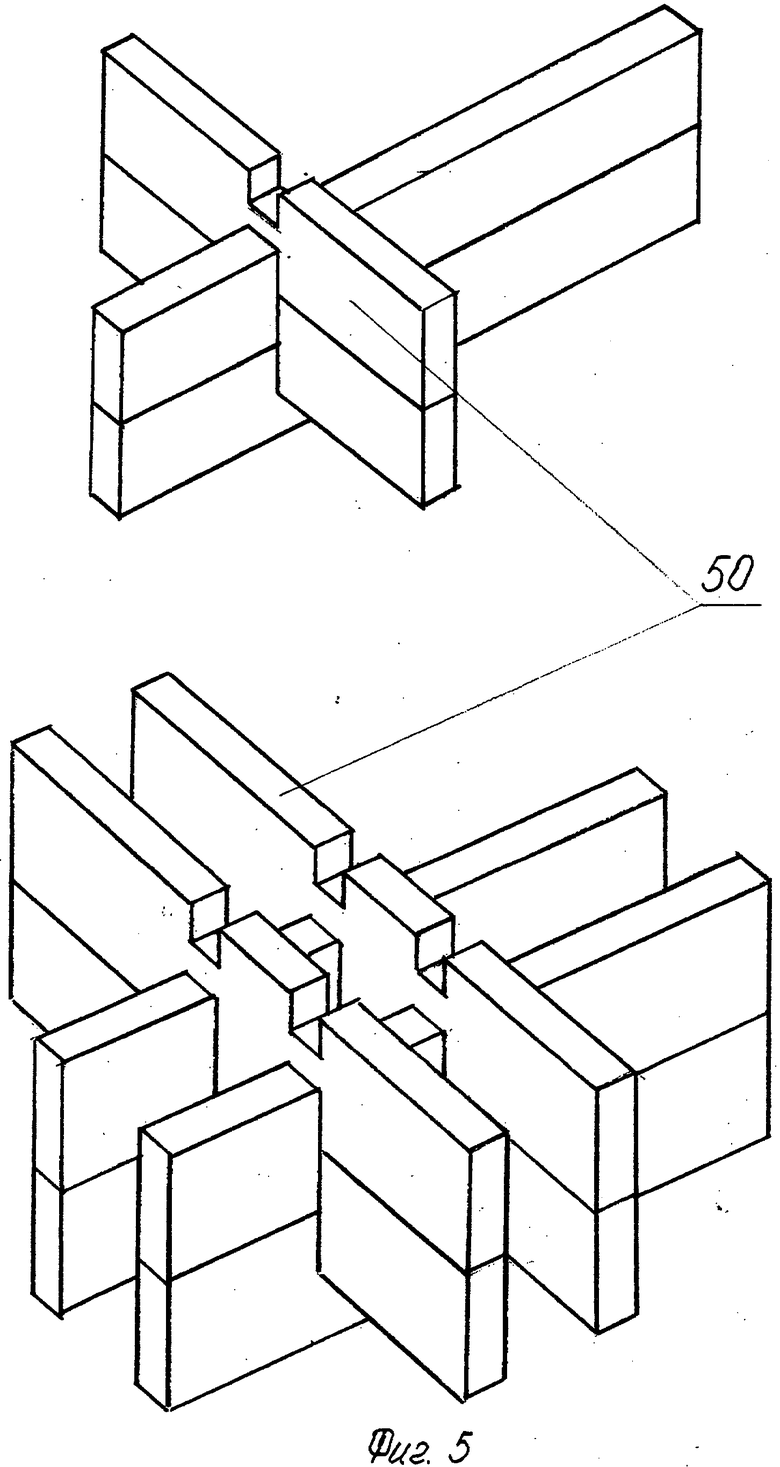
Фиг.4 - схема получаемого изделия; фиг.5 - варианты угловых соединений получаемых изделий, где
44 - заготовка (длина до 6,1 метра);
45 - виды типовых изделий;
46 - верхние брусья (доски);
47 - устройство пазов по типу «ветровой замок»;
48 - соединение по типу «ветровой замок»;
49 - угловое соединение по технологии двойного бруса;
50 - варианты угловых соединений по технологии бруса, двойного бруса.
Пример осуществления.
Заявляемый способ реализуется при помощи станка, конструкция которого содержит входной продольный рольганг (1) для приема входящих заготовок, мерный стол с откидывающимися упорами (2) для обработки (торцовки) заготовок в требуемый размер по длине согласно спецификации на изделия, торцовочный механизм (3) для обработки заготовок в первой плоскости (вертикальная плоскость, перпендикулярная продольной оси заготовок). Позиции 1, 2, 3 - место выполнения первой группы операций (4) в первой плоскости (торцовка).
Сварная станина (рама) из металла представляет собой длинный прямоугольный параллелепипед с тремя продольными балками в верхней части (5), состоит из основной рамы (6) на регулируемых вертикальных опорах (7); надрамника (8) на вертикальных стойках (9); второй верхней продольной балки (10) на двух вертикальных стойках (11) для крепления восьми шпинделей (12) и механизмов автоматического прижима (13) заготовок к зоне обработки заготовок во второй плоскости (14); третьей верхней продольной балки (15) на двух вертикальных стойках (16) для крепления привода типа «винт-гайка» (17) механизма прижима и подачи в зоне для обработки заготовок в третьей плоскости (34); двух опор (18) для крепления привода типа «винт-гайка» (17) механизма прижима и подачи и пружин (19), обеспечивающей прижим заготовок в кондукторе (37) во время выполнения операции обработки заготовок в месте обработки заготовок в третьей плоскости (34). К основной раме (6) и надрамнику (8) крепится торцовочный механизм (3). На основной раме (6) на двух продольных линейных направляющих (20) поперечно установлены восемь площадок (21), которые имеют возможность легкого перемещения, быстрого позиционирования и фиксации относительно продольной оси станка, что необходимо для быстрой переналадки станка при переходе от одного вида обрабатываемых изделий к другому. На каждой площадке (21) установлено по шпинделю (22) для обработки заготовок снизу (23) во второй плоскости (14) и по два шпинделя (24) для обработки заготовок с двух сторон в третьей плоскости (34), каждая из восьми площадок оборудована верхними горизонтальными плоскостями (25) с цепными поперечными транспортерами (26) с приводными звездочками (27) с упорами (28) с натяжителями цепи (29) для поперечного перемещения (30) заготовок относительно продольной оси станка для обработки заготовок во второй плоскости (14). Все упоры (28) всех цепных поперечных транспортеров (26) расположены на прямых линиях по числу упоров на каждом поперечном транспортере по отношению друг к другу, при этом данные линии строго параллельны продольной оси станка, как следствие, заготовки при обработке во второй плоскости перемещаются перпендикулярно по отношению к продольной оси станка, но при этом продольные оси заготовок параллельны по отношению к продольной оси станка, в итоге заготовки обрабатываются в направлении, строго перпендикулярном продольной оси станка. Приводные звездочки (27) приводятся в движение длинным приводным валом (31) привода поперечного транспортера и имеют возможность перемещаться вдоль приводного вала при перемещении площадок (20) вдоль продольной оси станка. Электропривод (32) приводного вала (31) крепится к надрамнику (8). К надрамнику (8) крепится мерный стол (2), на надрамнике (8) крепятся быстросъемные направляющие (33) для позиционирования заготовок по длине в зоне обработки заготовок во второй плоскости (14). На первой верхней продольной балке (10) крепятся восемь шпинделей (12) для обработки заготовок сверху во второй плоскости, оборудованных механизмами для автоматического механического прижима (13) заготовок при работе цепных поперечных транспортеров (26). Оборудование первой верхней продольной балки представляет собой восемь обрабатывающих узлов, смонтированных на двух продольных линейных направляющих, и имеет возможность перемещения, позиционирования и фиксации относительно продольной оси балки и станка. На третьей верхней продольной балке (14) крепится в верхней точке привод типа «винт-гайка» (17) механизма прижима и подачи с упорами прижима и подачи заготовок (35) для обработки заготовок в третьей плоскости (34). Между основной рамой (6) и надрамником (8) установлены вертикальные направляющие (36), между которыми при работе привода «винт-гайка» (17) кондуктор длиной 6,1 метра (37) с упорами для позиционирования заготовок (38) движется вертикально вниз и обеспечивает позиционирование заготовки в месте обработки заготовок в третьей плоскости (34). Привод «винт-гайка» (17) реверсивный - после совершения рабочей операции возвращается в исходное положение для совершения следующей рабочей операции. Автоматический прижим и позиционирование заготовок во время обработки заготовок во второй плоскости обеспечивается приводом поперечного транспортера. Все электрошпиндели для привода инструмента имеют 2 фиксированных положения в пространстве: «рабочее» - «нерабочее», данная функция необходима для быстрой переналадки оборудования при изменении требований к готовым изделиям согласно спецификации. С двух сторон располагаются рабочее место первого оператора (39) и рабочее место второго оператора (40). Направление движения заготовок при обработке во всех плоскостях (41). Направление движения площадок (20) для позиционирования (42) относительно станины (5). Режущий инструмент (пилы, фрезы) (43).
Способ реализуется следующим образом.
На основе готового проекта изготовления домового комплекта первому оператору выдается задание на изготовление изделий согласно спецификации, в котором указан порядок обработки заготовок с целью максимальной загрузки станка по всей возможной длине единовременной обработки заготовок. Первый оператор торцует заготовки по длине на основании полученной спецификации и порядка обработки заготовок. Первым оператором с помощью мерного стола торцуется первая поступающая заготовка в требуемые размеры готовых изделий (совершается первая группа операций). Станок настраивается на изготовление серии изделий требуемых размеров: устанавливаются и фиксируются в требуемом положении площадки (21), необходимый режущий инструмент (пилы, фрезы) (43) устанавливается в рабочее положение, невостребованный режущий инструмент (пилы, фрезы) переводится в нерабочее положение, на надрамнике (8) устанавливаются позиционирующие направляющие (33) для обработки заготовок во второй плоскости, на кондукторе (37) устанавливаются позиционирующие упоры (38) для обработки заготовок в третьей плоскости. Точность настройки станка проверяется по первой заготовке, обработанной с торцев по размерам требуемых готовых изделий. После полной настройки станка включаются электроприводы режущего инструмента (фрез) (43) и электропривод подачи цепных поперечных транспортеров, первый оператор подает на поперечные транспортеры первую заготовку (несколько заготовок). Во время обработки первым оператором второй заготовки в первой плоскости (4), первая заготовка посредством упоров (28), установленных на цепных поперечных транспортерах (26), движется в направлении, поперечном продольной оси станка (30), автоматически позиционируется в горизонтальной плоскости посредством направляющих (33), автоматически позиционируется в вертикальной плоскости посредством механических прижимов (13) непосредственно в момент обработки во второй плоскости, обрабатывается сверху и снизу во второй плоскости (14), автоматически освобождается от зажимов, (совершается вторая группа операций), после чего заготовка покидает зону обработки и поступает в зону совершения третьей группы операций. Во время обработки первым оператором третьей заготовки в первой плоскости, одновременно вторая заготовка автоматически, посредством электропривода (32) цепных поперечных транспортеров, проходит операцию полной обработки во второй плоскости (14). Одновременно второй оператор устанавливает первую заготовку в кондуктор (37), где заготовка автоматически позиционируется по длине посредством упоров (38), после этого второй оператор включает электропривод «винт-гайка» (17) на опускание, установленные на этом приводе прижимы сверху зажимают заготовку, преодолевая усилие пружин, которые держат кондуктор в верхнем положении. Привод «винт-гайка» (17) продолжает опускать кондуктор (37) с установленной заготовкой вниз, при движении кондуктора (37) с заготовкой вниз работающий режущий инструмент (43) выполняет обработку заготовки в третьей плоскости (34), после чего механизм «винт-гайка» (17) возвращает кондуктор (37) в исходное положение. Второй оператор освобождает кондуктор (37) от готового изделия, т.е. выполняется третья группа операций в третьей плоскости (34), и второй оператор приступает к обработке следующей заготовки. В последующем все три группы операций во всех трех плоскостях повторяются и выполняются одновременно.
Процесс обработки каждой следующей серии заготовок происходит аналогично.
При производстве домов по технологии двойного бруса, по сравнению с технологией производства домов из одинарного бруса, количество пазов, необходимое для устройства одного углового соединения, возрастает в четыре раза, как следствие, производительность существующего оборудования дополнительно падает в четыре раза.
Преимущества предложенного способа обработки заготовок:
- возможность одновременного выполнения всех рабочих операций по всей длине заготовки в какой-либо плоскости;
- возможность одновременного выполнения всех рабочих операций по всей длине заготовки в трех плоскостях;
- разделение всех операций по обработке заготовки на группы операций, при условии равенства времени выполнения группы операций по отношению к друг другу;
- группы операций могут выполняться в любой последовательности по отношению друг к другу;
- освобождение от заготовки места обработки заготовки при совершении группы операций для обеспечения возможности одновременного выполнения обработки следующей заготовки;
- однократное позиционирование, фиксация заготовки и т.д. при выполнении каждой (любой) группы операций по всей длине заготовки;
- максимально сокращаются значительные непроизводительные потери времени, как следствие, резко возрастает производительность оборудования на основе предложенного способа обработки заготовок;
- время выполнения всех операций по обработке заготовок при обработке серий заготовок практически сводится ко времени выполнения одной группы операций.
Наибольший эффект увеличения производительности присутствует при изготовлении домов по технологии двойного бруса, так как количество требуемых пазов для выполнения угловых соединений по данной технологии увеличивается в четыре раза по сравнению с технологией домов из одинарного бруса.
При положительных качествах домов по технологии двойного бруса, превосходящих качество домов по технологии одинарного бруса и другим технологиям, существующим в настоящее время, технология двойного бруса не получила должного распространения из-за сложности реализации высокопроизводительного промышленного производства домовых комплектов по данной технологии. Заявляемое изобретение решает эту проблему, как следствие, при использовании станка у потребителя возникает возможность приобретения экологичного жилья и с лучшими энергосберегающими характеристиками по сравнению с домами из одинарного бруса, при одновременном снижении затрат на строительство дома примерно в два раза вследствие уменьшения расхода древесины в два раза по сравнению с домами из одинарного бруса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ТОРЦЕВЫХ ДЕКОРАТИВНЫХ ПАНЕЛЕЙ | 2011 |
|
RU2471617C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ДОМОВ ИЗ БРЕВНА/БРУСА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2390410C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ПАЛОЧЕК ДЛЯ ЕДЫ | 1999 |
|
RU2169072C1 |
| КРУГЛОПИЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2078683C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| КРУГЛОПИЛЬНЫЙ ТОРЦОВОЧНЫЙ СТАНОК | 1994 |
|
RU2078682C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2348514C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2366570C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ИЗДЕЛИЙ ИЗ ДЕРЕВА | 2005 |
|
RU2292260C1 |
Изобретение относится к деревообрабатывающей промышленности. Способ обработки изделий из древесины поперек волокон в двух и более плоскостях различных форм поперечных сечений включает ориентирование, базирование с последующим прижимом, подачу и обработку по взаимно перпендикулярным образующим. Одновременно обрабатывают несколько изделий. Изделия перемещают в поперечном направлении по отношению к продольной оси изделия, а также к продольной оси линий обработки, а также к продольной оси станка. Изделия перемещают в сторону линий обработки таким образом, что в каждой из плоскостей одновременно и автоматически выполняют все вспомогательные операции. Длины изделий для одновременной обработки сочетают по отношению друг к другу для выполнения условия, при котором их общая длина должна быть равна или наиболее близка длине стандартной входящей заготовки. Перемещают изделия по отношению к неподвижным электроприводам для обработки изделий. Операции обработки каждого изделия разделяют на группы операций. Каждая группа операций одновременно обрабатывает изделия по всей длине изделий в одной плоскости. Время выполнения всех групп операций должно быть равно, либо близко сопоставимо между собой. Каждую группу операций выполняют в отдельной зоне. После выполнения группы операций изделия перемещают в следующую зону. Зону выполнения предыдущей группы операций освобождают для обработки следующего изделия. Начиная с номера выполнения группы операций по обработке изделий в первой плоскости, соответствующего количеству групп операций, на которые разделен полный цикл обработки изделий, обработку изделий выполняют одновременно во всех обрабатываемых плоскостях. Процесс одновременной обработки партий изделий во всех плоскостях повторяют до выполнения полной обработки партии изделий. Обработку следующей партии изделий производят аналогично. Повышается производительность обработки изделий из древесины. 5 ил.
Способ обработки изделий из древесины поперек волокон в двух и более плоскостях различных форм поперечных сечений, включающий ориентирование, базирование, с последующим прижимом, подачу и обработку по взаимно перпендикулярным образующим, отличаюшийся тем, что одновременно обрабатывают несколько изделий, при этом обрабатываемые изделия перемещают в поперечном направлении по отношению к продольной оси изделия, а также к продольной оси линий обработки с электроприводами для обработки изделий и совмещенными с ними механизмами для выполнения вспомогательных операций, а также к продольной оси станка; обрабатываемые изделия перемещают в сторону линий обработки с электроприводами для обработки изделий и механизмами для вспомогательных операций, совмещенными с электроприводами для обработки изделий таким образом, что при обработке изделий в каждой из плоскостей одновременно и автоматически выполняют все вспомогательные операции; длины изделий для одновременной обработки сочетают по отношению друг к другу для выполнения условия - их общая длина должна быть равна или наиболее близка длине стандартной входящей заготовки; обработку изделий производят посредством движения обрабатываемых изделий по отношению к неподвижным электроприводам для обработки изделий; операции, необходимые для полной обработки каждого изделия, разделяют на группы операций - каждая группа операций одновременно обрабатывает изделия по всей длине изделий в одной плоскости; при этом время выполнения всех групп операций должно быть равно, либо близко сопоставимо между собой; каждую группу операций выполняют в отдельной зоне выполнения операций; после выполнения группы операций в зоне выполнения этих операций, изделия перемещают в следующую зону выполнения операций для выполнения следующей группы операций, при этом зону выполнения предыдущей группы операций освобождают для выполнения данной группы операций по обработке следующего изделия; начиная с номера выполнения группы операций по обработке изделий в первой плоскости, соответствующего количеству групп операций, на которые разделен полный цикл обработки изделий, обработку изделий выполняют одновременно во всех обрабатываемых плоскостях; процесс одновременной обработки партий изделий во всех плоскостях повторяют до выполнения полной обработки партии изделий; обработку следующей партии изделий производят аналогично.
| СПОСОБ ОБРАБОТКИ БРУСА | 1992 |
|
RU2007291C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ ЦЕНТР | 2002 |
|
RU2212998C1 |
| US 6247511 B1, 19.06.2001 | |||
| US 7163038 B2, 16.01.2007 | |||

