Изобретение относится к деревообрабатывающей отрасли, в частности к изготовлению криволинейных оцилиндрованных бревен и других профильных изделий для строительства деревянных строений, а также к конструированию устройства для их изготовления.
Известен способ изготовления деревянных деталей для домостроения, включающий установку бревна в центровых зажимах, его оцилиндровку, профилирование поперечного сечения детали с получением на ней продольного желоба и плоской грани, вырезку поперечных радиусных углублений на концах неподвижной оцилиндрованной заготовки, оцилиндровку бревна осуществляют при его вращении и одновременном продольном надвигании на фрезерный инструмент, получение продольного желоба и плоской грани осуществляют раздельно путем фрезерования, после окончания осуществляют поворот заготовки совместно с центровыми зажимами относительно продольной оси заготовки на 90°, и устройство для изготовления деревянных деталей для домостроения, включающее станину, подвижную каретку на горизонтальных направляющих, переднюю и заднюю бабки с центровыми зажимами для бревен, узлы резания для оцилиндровки бревна, вырезки на нем поперечных радиусных углублений и узлы резания для получения на заготовке продольной плоской грани и продольного желоба, узлы резания выполнены в виде соответственно цилиндрической и фасонной фрез, передние и задние бабки смонтированы на подвижной каретке [1]. RU 2005593, МПК В27С 9/04.
Недостаток состоит в ограниченном способе применения, так как при изготовлении получают деталь только с прямой осью.
Наиболее близким к заявленному является способ получения арки из цельных деревянных элементов, включающий поперечное пиление древесины, фрезерование заготовок [2]. Конструкции из дерева и пластмасс. Учеб. пособие для студ. вузов / Г.Н.Зубарев, Ф.А.Бойтемиров, В.М.Головина и др. Под ред. Ю.Н.Хромца. - М.: издательский центр Академия, 2004, стр.158.
Недостаток состоит в ограниченном применении способа.
Наиболее близким к заявляемому устройству является фрезерно-карусельный станок, включающий станину, карусельный стол, пневмораспределитель, прижимы с пневмоцилиндрами, фрезерные головки, установленные на вертикальных направляющих, и привод, фрезерные головки установлены своими осями в горизонтальной плоскости, стол снабжен съемным базирующим кольцом, на внутренних кромках которого выполнены посадочные гнезда, при этом прижимы с пневмоцилиндрами размещены в плоскости стола [3]. SU 1105309, В27С 5/00.
Недостатком известного устройства является то, что известный станок не позволяет обрабатывать и получать крупногабаритные криволинейные цельные деревянные детали широкого диапазона радиуса окружности.
Основной задачей, на решение которой направлены заявленные способ изготовления криволинейных оцилиндрованных бревен и профильного бруса, а также устройство для их изготовления, выполненное в виде радиального пильно-фрезерного станка, является изготовление массивных стеновых криволинейных деревянных деталей различного профиля сечения, в частности оцилиндрованного бревна и профильного бруса при радиусе окружности в пределах 0,5-10 м, экологически чистых из массива древесины или из клееных заготовок.
Единым технологическим результатом, достигаемым при осуществлении заявленной группы изобретений, является изготовление массивных стеновых криволинейных деревянных деталей различного профиля из цельной экологически чистой древесины или клееной древесины.
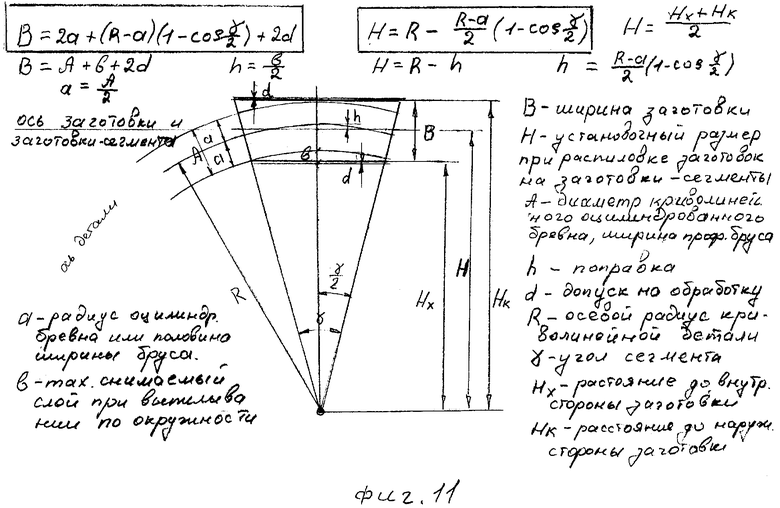
Указанный технический результат достигается тем, что в способе изготовления криволинейных оцилиндрованных бревен и профильного бруса, включающем поперечное пиление и фрезерование заготовок, согласно предлагаемому изобретению поперечное пиление заготовок производится пилами по направляющим под углом в пределах 10-50°, далее производится сверление установочных отверстий по осевому радиусу, при этом заготовка шириной  где В - ширина заготовки, а - радиус оцилиндрованного бревна или половина ширины профильного бруса, R - осевой радиус криволинейных деталей, γ - угол сегмента криволинейных деталей, d - допуск на обработку, устанавливается на расстоянии
где В - ширина заготовки, а - радиус оцилиндрованного бревна или половина ширины профильного бруса, R - осевой радиус криволинейных деталей, γ - угол сегмента криволинейных деталей, d - допуск на обработку, устанавливается на расстоянии
 где Н - расстояние от центра радиального пильно-фрезерного станка до оси заготовки, R - осевой радиус криволинейных деталей, далее полученные заготовки-сегменты неподвижно устанавливаются на держателях с гидрозажимами, которые установлены на радиальных направляющих, и фиксируются гидрозажимами, далее обрабатываются с двух сторон пилами, а затем фрезами, вогнутыми или цилиндрическими, по окружности радиусом в пределах 0,5-10 м.
где Н - расстояние от центра радиального пильно-фрезерного станка до оси заготовки, R - осевой радиус криволинейных деталей, далее полученные заготовки-сегменты неподвижно устанавливаются на держателях с гидрозажимами, которые установлены на радиальных направляющих, и фиксируются гидрозажимами, далее обрабатываются с двух сторон пилами, а затем фрезами, вогнутыми или цилиндрическими, по окружности радиусом в пределах 0,5-10 м.
Указанный технический результат достигается тем, что в устройстве для изготовления криволинейных оцилиндрованных бревен и профильного бруса, включающем станину, подвижные каретки, узлы резания и фрезерования, стол с прижимами, согласно предлагаемому изобретению устройство выполнено в виде радиального пильно-фрезерного станка, содержащего пильный и сверлильный узлы, установленные на подвижных каретках направляющих, обеспечивающих сверление по осевому радиусу окружности и пиление под углом в пределах 10-50° между собой, один конец направляющих закреплен на оси по центру радиального пильно-фрезерного станка, а другой - на подвижном шасси, раскроечный стол установлен на роликах тележки, которая перемещается по рельсам от оси по центру радиального пильно-фрезерного станка, что обеспечивает раскрой заготовки на заготовки-сегменты, на радиальных направляющих установлены держатели с гидрозажимами, которые синхронно перемещаются по направляющим через систему винтов, карданных валов и угловых редукторов, изменяя осевой радиус окружности криволинейной детали, рамы пильные и фрезерные, один конец которых установлен на оси по центру радиального пильно-фрезерного станка, другой - на шасси с приводом, кроме того, на пильной и фрезерной рамах установлены подвижные каретки, на которых закреплены пильные и фрезерные узлы, что обеспечивает равномерное движение пил и фрез по заданной окружности, кроме того, фрезерный узел содержит вогнутые фрезы для получения профиля сечения оцилиндрованного бревна и набор фрез для получения профильного бруса.
В настоящей заявке на выдачу патента соблюдено требование единства изобретений, поскольку способ и устройство предназначены для изготовления криволинейных оцилиндрованных бревен и профильного бруса.
Заявленные изобретения решают одну и ту же техническую задачу: изготовление криволинейных оцилиндрованных бревен и профильного бруса различных параметров кривизны и профиля сечения, а также расширение технологических возможностей деревообрабатывающих станков для изготовления деталей различного профиля и кривизны.
На Фиг.1 показан общий вид устройства, выполненного в виде радиального пильно-фрезерного станка.
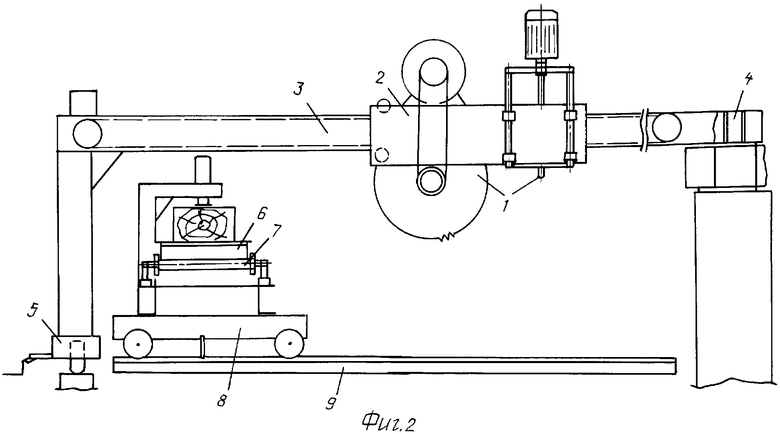
На Фиг.2 показан вид сбоку правой стороны станка.
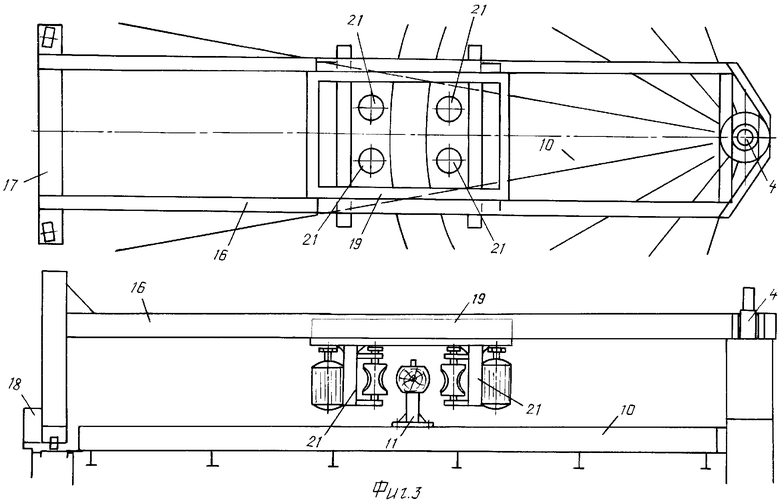
На Фиг.3 показан вид сбоку левой стороны станка.
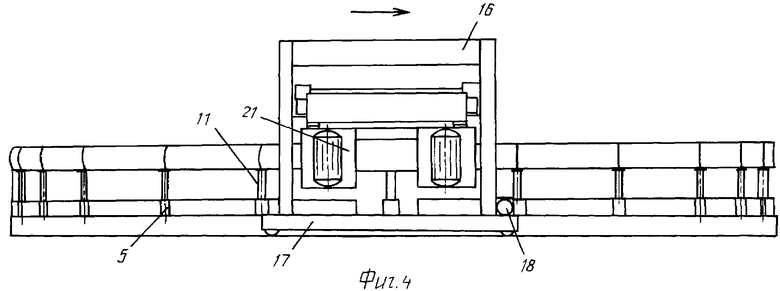
На Фиг.4 показан вид слева левой стороны станка.
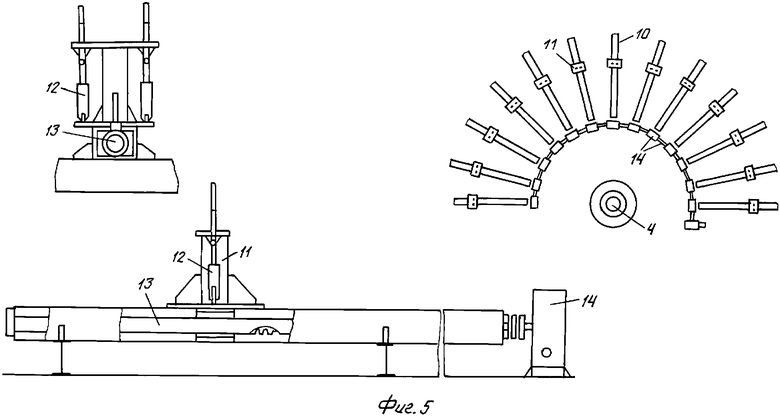
На Фиг.5 показан держатель с гидрозажимом.
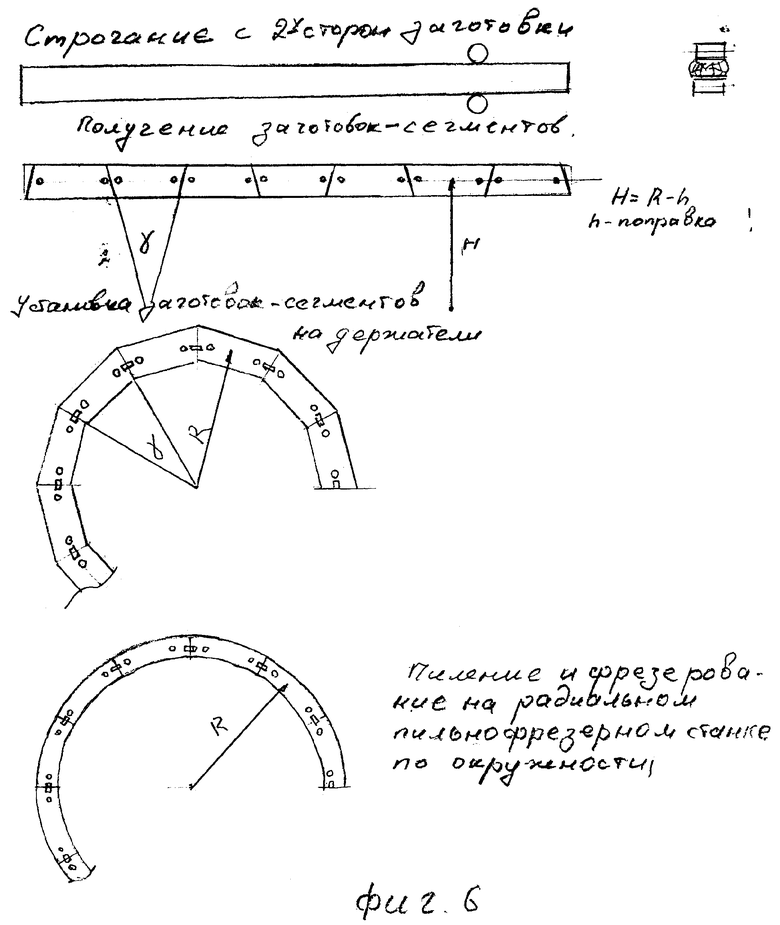
На Фиг.6 показаны основные этапы способа изготовления криволинейных деталей.
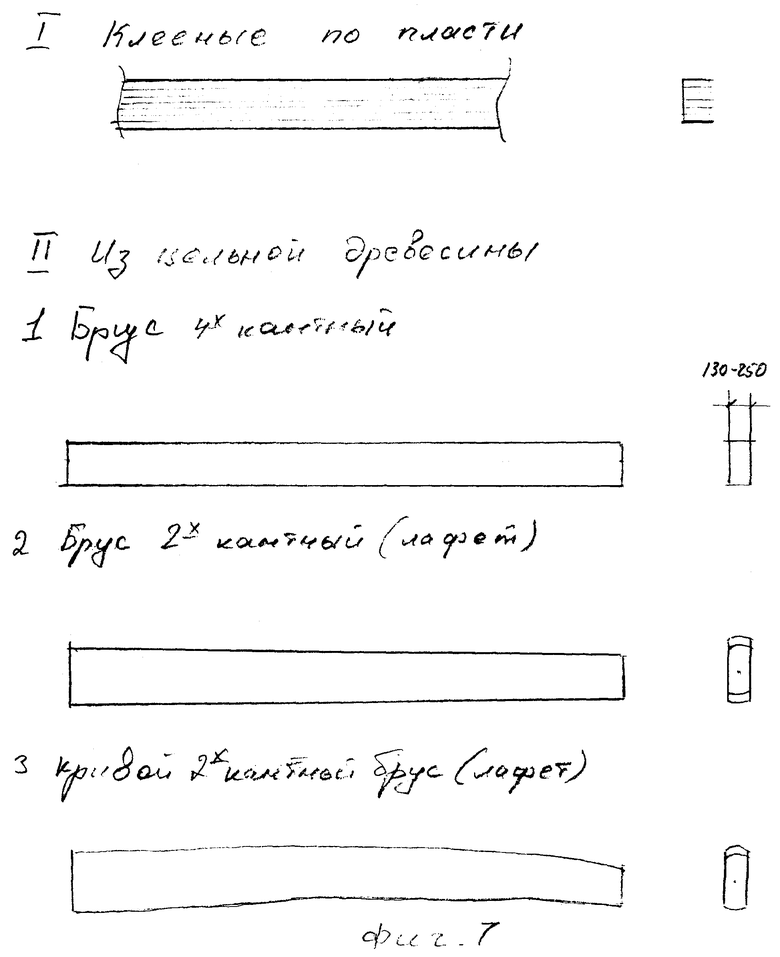
На Фиг.7 показаны заготовки для изготовления криволинейных деталей.
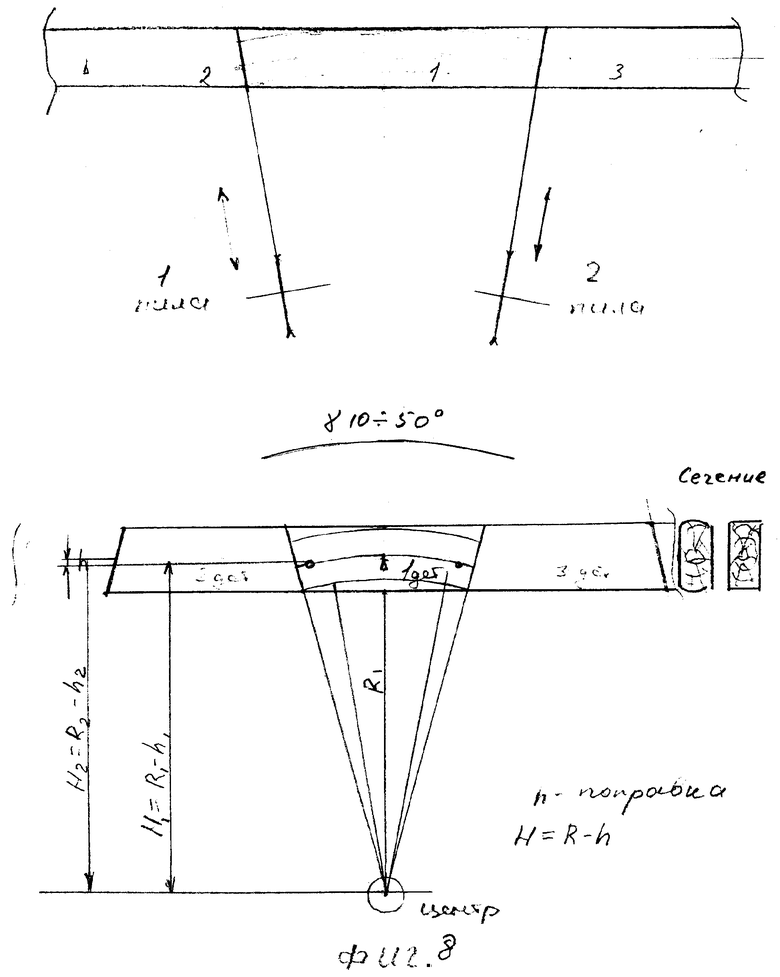
На Фиг.8 показан раскрой заготовок на заготовки-сегменты.
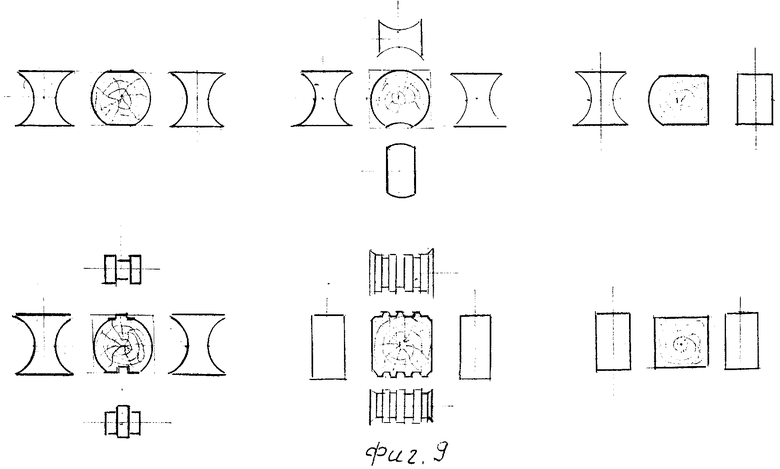
На Фиг.9 показаны возможные профили сечения криволинейных деталей.
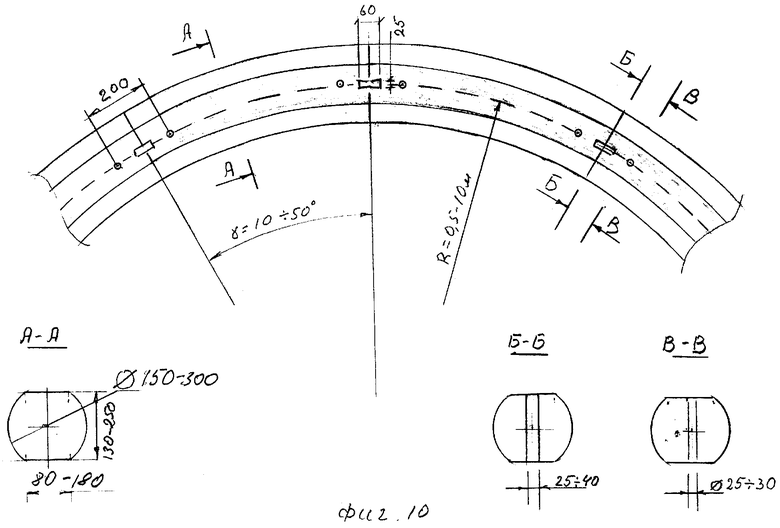
На Фиг.10 показано криволинейное оцилиндрованное бревно в сборе.
На Фиг.11 показаны формулы расчета размеров заготовок и установочный размер при распиловке заготовок на заготовки-сегменты.
Устройство для получения криволинейных оцилиндрованных бревен и профильного бруса содержит: Фиг.1-5 - пильный и сверлильный узлы 1, установленные на подвижных каретках 2 направляющих 3, один конец направляющих закреплен на оси 4 по центру радиального пильно-фрезерного станка, а другой - на подвижном шасси 5, раскроечный стол 6 установлен на роликах 7 тележки 8, которая перемещается по рельсам 9 от оси 4 по центру радиального пильно-фрезерного станка, что обеспечивает раскрой заготовки на заготовки-сегменты, на радиальных направляющих 10 установлены держатели 11 с гидрозажимами 12, которые синхронно перемещаются по радиальным направляющим 10 через систему винтов 13, карданных валов и угловых редукторов 14, изменяя осевой радиус криволинейной детали, рамы пильные 15 и фрезерные 16, один конец которых установлен на оси 4 по центру радиального пильно-фрезерного станка, другой - на шасси 17 с приводом 18, кроме того, на пильной 15 и фрезерной 16 рамах установлены подвижные каретки 19, на которых закреплены пильные 20 и фрезерные 21 узлы, что обеспечивает равномерное движение пил 20 и фрез 21 по заданной окружности.
Способ получения криволинейных оцилиндрованных бревен и профильного бруса (Фиг.6-11) осуществляют по следующей технологии.
Главными параметрами криволинейного оцилиндрованного бревна и профильного бруса являются: 1 - параметры криволинейности а - угол сегмента криволинейной детали, б - осевой радиус криволинейной детали; 2 - параметры и профиль сечения а - диаметр оцилиндрованного бревна, высота и ширина бруса, б - профиль сопрягаемых порядных пазов; 3 - параметры и профиль торцевого соединения криволинейных деталей.
Сырьем (Фиг.7) для получения криволинейных деревянных деталей являются двухкантный (лафет) или четырехкантный брус, строганный с двух сторон, далее заготовки, причем предпочтение кривым заготовкам, нежелательным в лесопилении. В зависимости от заданных параметров криволинейных деталей подбирается заготовка шириной  и фрезеруется с двух сторон. Строганная с двух сторон заготовка (Фиг.1) устанавливается на раскроечный стол 6, который перемещается по тележке 8 на роликах 7, и фиксируется в положении на распил прижимом, закрепленным на раме тележки 8. Тележка 8 с заготовкой по рельсам 9 отводится от оси 4 по центру радиального пильно-фрезерного станка на расстоянии
и фрезеруется с двух сторон. Строганная с двух сторон заготовка (Фиг.1) устанавливается на раскроечный стол 6, который перемещается по тележке 8 на роликах 7, и фиксируется в положении на распил прижимом, закрепленным на раме тележки 8. Тележка 8 с заготовкой по рельсам 9 отводится от оси 4 по центру радиального пильно-фрезерного станка на расстоянии  Далее подвижные каретки 2 направляющих 3 устанавливаются в положении сверления, и производится сверление установочных отверстий диаметром 20-30 мм. После сверления включаются пилы 1 на обеих подвижных каретках 2, и подачей подвижной каретки 2 производится пиление - получение заготовки-сегмента (Фиг.8). На этой стадии закладываются основные параметры криволинейности: угол сегмента - разводом направляющих на расчетный угол сегмента в пределах 10-50°, осевой радиус криволинейной детали - отводом от оси по центру радиального пильно-фрезерного станка и фиксацией тележки 8 на рельсах 9 на расстоянии Н, соответствующем заданному осевому радиусу криволинейной детали в пределах 0,5-10 м с учетом поправки h. После того как получили заготовку-сегмент, укладываем ее на держатели 11 и фиксируем гидрозажимами 12, держатели 11 при этом отведены по радиальным направляющим на заданный радиус в пределах 0,5-10 м. Установленные на держатели 11 с помощью установочных отверстий и закрепленные гидрозажимами 12 заготовки-сегменты обрабатываются с двух сторон по окружности сначала пильными узлами 15 для придания криволинейной формы, а затем фрезерными узлами 16 для придания криволинейной детали необходимого профиля (Фиг.9), например, оцилиндрованного бревна, бруса или комбинаций сторон - одна, например наружная, бревна, а внутренняя - бруса. Пазовое сопряжение выбирается фрезами, которые могут быть различной формы. Торцовые соединения выбираются фрезами прямыми или в «ласточкин хвост». Эта операция может быть проведена как в конце после обработки криволинейных поверхностей, так и перед этим, на стадии получения заготовок-сегментов.
Далее подвижные каретки 2 направляющих 3 устанавливаются в положении сверления, и производится сверление установочных отверстий диаметром 20-30 мм. После сверления включаются пилы 1 на обеих подвижных каретках 2, и подачей подвижной каретки 2 производится пиление - получение заготовки-сегмента (Фиг.8). На этой стадии закладываются основные параметры криволинейности: угол сегмента - разводом направляющих на расчетный угол сегмента в пределах 10-50°, осевой радиус криволинейной детали - отводом от оси по центру радиального пильно-фрезерного станка и фиксацией тележки 8 на рельсах 9 на расстоянии Н, соответствующем заданному осевому радиусу криволинейной детали в пределах 0,5-10 м с учетом поправки h. После того как получили заготовку-сегмент, укладываем ее на держатели 11 и фиксируем гидрозажимами 12, держатели 11 при этом отведены по радиальным направляющим на заданный радиус в пределах 0,5-10 м. Установленные на держатели 11 с помощью установочных отверстий и закрепленные гидрозажимами 12 заготовки-сегменты обрабатываются с двух сторон по окружности сначала пильными узлами 15 для придания криволинейной формы, а затем фрезерными узлами 16 для придания криволинейной детали необходимого профиля (Фиг.9), например, оцилиндрованного бревна, бруса или комбинаций сторон - одна, например наружная, бревна, а внутренняя - бруса. Пазовое сопряжение выбирается фрезами, которые могут быть различной формы. Торцовые соединения выбираются фрезами прямыми или в «ласточкин хвост». Эта операция может быть проведена как в конце после обработки криволинейных поверхностей, так и перед этим, на стадии получения заготовок-сегментов.
Устройство работает следующим образом.
Заготовка (Фиг.1-5) устанавливается на раскроечный стол 6 тележки 8, которая отведена от оси по центру радиального пильно-фрезерного станка на заданное расстояние Н в пределах 0,5-10 м, и фиксируется прижимами. Направляющая 3 подвижных кареток 2 разводится на заданный угол в пределах 10-50°, подвижные каретки 2 устанавливаются в положение сверления, и производится сверление по осевому радиусу. Включаются пилы 1, и движением кареток 2 заготовка поочередно распиливается на заготовки-сегменты, которые устанавливаются на держателях 11, установленных по радиальным направляющим на заданный радиус в пределах 0,5-10 м, и фиксируются гидрозажимами 12. Пильные 20 и фрезерные 21 узлы каретки устанавливаются на пильных 15 и фрезерных 16 рамах на заданный радиус в пределах 0,5-10 м. Обработка по окружности производится после включения пил и фрез и включения привода пильной 15 и фрезерной рам 16.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2383432C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2366570C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 2001 |
|
RU2212333C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| СПОСОБ ПРОДОЛЬНОГО РАСКРОЯ БРЕВНА ПО СПИРАЛИ АРХИМЕДА И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2664312C2 |
| СПОСОБ РАСКРОЯ БРЕВЕН НА РАДИАЛЬНЫЕ ПИЛЕНЫЕ ЗАГОТОВКИ | 2006 |
|
RU2310555C1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННОГО СРУБА С ИСПОЛЬЗОВАНИЕМ МЕХАНИЧЕСКОЙ ОБРАБОТКИ БРЕВЕН | 2010 |
|
RU2472614C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ БРЕВЕН | 2012 |
|
RU2497661C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ БРЕВЕН | 2014 |
|
RU2573357C1 |
Изобретение относится к изготовлению криволинейных оцилиндрованных бревен и других профильных изделий для строительства деревянных строений. Способ включает поперечное пиление древесины, фрезерование заготовок. Поперечное пиление заготовок производят пилами по направляющим под углом в пределах 10-50°, далее производят сверление установочных отверстий по осевому радиусу, при этом заготовку подбирают шириной В=2·а+(R-а)·(1-cosγ/2)+2·d, где В - ширина заготовки, а - радиус оцилиндрованного бревна или половина ширины профильного бруса, R - осевой радиус криволинейных деталей, γ - угол сегмента криволинейных деталей, d - допуск на обработку, устанавливают на расстоянии Н=R-((R-а)/2)·(1-cosγ/2), где Н - расстояние от центра радиального пильно-фрезерного станка до оси заготовки, R - осевой радиус криволинейных деталей. Полученные заготовки-сегменты неподвижно устанавливают на держателях с гидрозажимами, которые установлены на радиальных направляющих, и фиксируют гидрозажимами, обрабатывают с двух сторон пилами, а затем вогнутыми или цилиндрическими фрезами по окружности с радиусом в пределах 0,5-10 м. Изобретение расширяет технологические возможности деревообрабатывающих станков для изготовления деталей различного профиля и кривизны. 2 н.п. ф-лы, 11 ил.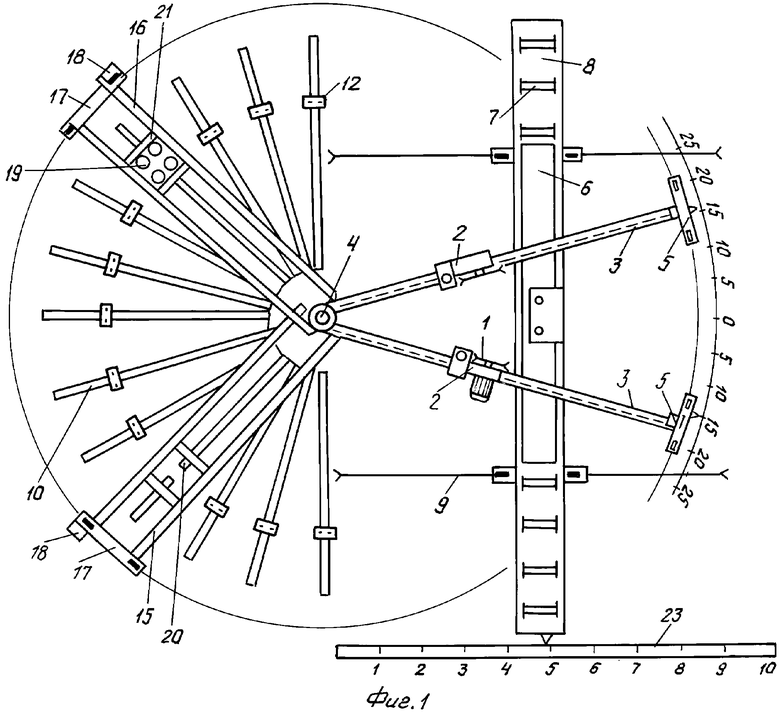
 где В - ширина заготовки, а - радиус оцилиндрованного бревна или половина ширины профильного бруса, R - осевой радиус криволинейных деталей, γ - угол сегмента криволинейных деталей, d - допуск на обработку, устанавливают на расстоянии
где В - ширина заготовки, а - радиус оцилиндрованного бревна или половина ширины профильного бруса, R - осевой радиус криволинейных деталей, γ - угол сегмента криволинейных деталей, d - допуск на обработку, устанавливают на расстоянии  где Н - расстояние от центра радиального пильно-фрезерного станка до оси заготовки, R - осевой радиус криволинейных деталей, далее полученные заготовки-сегменты неподвижно устанавливают на держателях с гидрозажимами, которые установлены на радиальных направляющих и фиксируют гидрозажимами, далее обрабатывают с двух сторон пилами, а затем вогнутыми или цилиндрическими фрезами по окружности с радиусом в пределах 0,5-10 м.
где Н - расстояние от центра радиального пильно-фрезерного станка до оси заготовки, R - осевой радиус криволинейных деталей, далее полученные заготовки-сегменты неподвижно устанавливают на держателях с гидрозажимами, которые установлены на радиальных направляющих и фиксируют гидрозажимами, далее обрабатывают с двух сторон пилами, а затем вогнутыми или цилиндрическими фрезами по окружности с радиусом в пределах 0,5-10 м.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ДЕТАЛЕЙ ДЛЯ ДОМОСТРОЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2005593C1 |
| Форсунка для двигателей внутреннего горения воздушным распыливанием топлива | 1929 |
|
SU20873A1 |
| Агрегатный станок для обработки деревянных брусковых заготовок | 1985 |
|
SU1303409A1 |
| GB 191203825, 04.04.1912 | |||
| US 5421386 A, 06.06.1995. | |||

