Изобретение относится к лесной и деревообрабатывающей промышленности и может быть использовано для производства деталей деревянных домов из бревна/бруса.
Известен способ изготовления деталей из брусков на линии с программным управлением, в которой заготовки последовательно проходят обработку в обрабатывающих агрегатах, перемещаясь от одного агрегата к другому при помощи конвейеров, закрепляясь с помощью различных позиционирующих устройств (В.М.Кузнецов, В.И.Лившиц, А.Н.Камионский. Автоматическая и полуавтоматические линии деревообрабатывающих производств. - М.: Высшая школа, 1982, стр.186-188).
Известна линия для обработки брусковых деталей с программным управлением МОБ-2, реализуемая указанным способом. Линия содержит обрабатывающие агрегаты, связанные между собой транспортирующими конвейерами и механизмами подачи, загрузочные устройства и подъемный стол для формирования штабеля из готовых деталей.
Недостатками известного способа изготовления деталей из брусков и устройства, реализующего его, являются: необходимость применения большого числа транспортирующих и позиционирующих устройств: для перемещения, переворота и фиксации заготовок перед каждым обрабатывающим агрегатом, что усложняет устройство и снижает экономичность и производительность.
Известна установка для изготовления деревянных деталей сруба, содержащая станину с продольными направляющими для возвратно-поступательного перемещения каретки с монтажными направляющими для закрепления механизмов. На каретке расположена обрабатывающая головка с резцами для обточки бревна и механизм выборки продольного паза с фрезой. Установка выполнена трехпозиционной с поперечным перемещением бревна. В установке проводится загрузка бревна, обточка заготовки и изготовление продольного паза, изготовление поперечных пазов, сверление под нагели и торцевание (отрезка по длине) детали (см. заявку на изобретение РФ №94005745, МКИ В27С 9/04, 1995).
Недостатком данного решения является невозможность автоматизировать процесс обработки бревна/бруса и обеспечить требуемое качество продукции из-за отсутствия единой торцовой измерительной базы как для деталей, расположенных на позициях, так и для обрабатывающих головок, а также отсутствие подвижных управляемых по программе обрабатывающих блоков.
Наиболее близким по своей технической сущности является способ изготовления деталей домов из бревна/бруса, при котором заготовки поштучно подают в обрабатывающий центр автоматическим отмеряющим толкателем, где каждую заготовку перемещают или останавливают данным толкателем в зависимости от видов обработки выполняемых блоками обрабатывающего центра: обработку венцовых пазов, сверление, обработку пазов, торцевой распил («Технология производства бревенчатых домов» Makron Engineering OY).
Известна установка для обработки бревна/бруса «LOGMATIC», реализующая указанный способ. Линия содержит дозирующий поперечный транспортер, устройство вращения бревна/бруса, стол скольжения, обрабатывающий центр «LOGMATIC», состоящий из обрабатывающих блоков, транспортеры выгрузки деталей и отгрузки отходов, автоматический отмеряющий толкатель.
Недостатками указанного способа изготовления деталей домов из бревна/бруса и установки его осуществления «LOGMATIC» являются:
- необходимость точного позиционирования заготовки после каждого продольного перемещения, что требует использования точного толкателя измерителя;
- возможность последовательной обработки только по одной заготовке с подачей последующей через явный промежуток.
Все это снижает экономичность и производительность. Кроме того, установка занимает большие производственные площади.
Поставленной задачей настоящего изобретения является повышение экономичности и производительности процесса производства домов из бревна/бруса за счет автоматизации процесса, не снижая качества продукции.
Указанная задача решается тем, что в способе изготовления деталей домов из бревна/бруса, включающем подачу бревна/ бруса в зону обработки, автоматическое позиционирование бревна/бруса, обработку венцовых пазов, сверление, обработку пазов, торцевой распил. Перед подачей бревна/бруса в зону обработки обрабатывают один базовый торец, обработку пазов осуществляют на нескольких позициях одновременно соответствующими инструментами. Перемещение бревен/брусьев с позиции на позицию осуществляют в поперечном направлении. Базирование бревна/бруса на каждой позиции осуществляют: в продольном направлении - относительно продольной базы, а в поперечном направлении - относительно одной торцовой базы, общей для всех позиций. После обработки бревно/брус распиливают торцовыми пилами на отдельные детали.
Кроме того, в процесс обработки пазов включают: фрезерование венцовых пазов, фрезерование пазов под установку окон и дверей, фрезерование элементов под соединение «ласточкин хвост», фрезерование плоскостей под установку наличников, фрезерование элементов 5-координатной фрезой, продольный распил и распил под углом.
Новым в указанном способе является то, что перед подачей бревна/бруса в зону обработки обрабатывают один базовый торец, обработку пазов осуществляют на нескольких позициях одновременно соответствующими инструментами. Перемещение бревен/брусьев с позиции на позицию осуществляют в поперечном направлении. Базирование бревна/бруса на каждой позиции осуществляют: в продольном направлении - относительно продольной базы, а в поперечном направлении - относительно одной торцовой базы, общей для всех позиций. После обработки бревно/брус распиливают торцовыми пилами на отдельные детали.
Кроме того, в процесс обработки пазов включают: фрезерование венцовых пазов, фрезерование пазов под установку окон и дверей, фрезерование элементов под соединение «ласточкин хвост», фрезерование плоскостей под установку наличников, фрезерование элементов 5-координатной фрезой, продольный распил и распил под углом.
Указанная задача решается также тем, что установка для изготовления деталей домов из бревна/бруса содержит дозирующий поперечный транспортер, устройство вращения бревна/бруса, стол скольжения, обрабатывающий центр, состоящий из обрабатывающих блоков, транспортеры выгрузки деталей и отгрузки отходов. Стол скольжения выполнен в виде рамы с закрепленными на ней направляющими скольжения, в которых установлены управляемые базирующие упоры, управляемые пневматические прижимы-толкатели перемещения бревна/бруса и устройство вращения бревна/бруса. Обрабатывающий центр выполнен в виде нескольких подвижных порталов, расположенных над столом скольжения, на которых установлены подвижные обрабатывающие блоки. Подвижные порталы установлены на горизонтальных направляющих, закрепленных на двух балках, причем каждый портал связан с балками синхронизированными следящими приводами перемещения. На порталах с двух сторон на направляющих установлены подвижные каретки, связанные следящими приводами с порталами. На каретках, на вертикальных направляющих, установлены обрабатывающие блоки, связанные следящими приводами с каретками. Над столом скольжения с одной стороны установлена торцовая базовая линейка, а с другой - торцевые пневматические прижимы, перед торцовой базовой линейкой закреплен торцовочный блок. На последнем портале установлены каретки с блоками торцовочного распила бревна/бруса на детали.
Кроме того, на каретках подвижных порталов установлены обрабатывающие блоки: блок фрезерования венцовых пазов, блок фрезерования пазов под установку окон и дверей, блок фрезерования элементов под соединение «ласточкин хвост», блок фрезерования плоскостей под установку наличников, блок фрезерования элементов 5-координатной фрезой, блок продольного распила и блок распила под углом.
Новым в указанной установке является то, что стол скольжения выполнен в виде рамы с закрепленными на ней направляющими скольжения, в которых установлены управляемые базирующие упоры, управляемые пневматические прижимы-толкатели бревна/бруса и устройство вращения бревна/бруса. Обрабатывающий центр выполнен в виде нескольких подвижных порталов, расположенных над столом скольжения, на которых установлены подвижные обрабатывающие блоки. Подвижные порталы установлены на горизонтальных направляющих, закрепленных на двух балках, причем каждый портал связан с балками синхронизированными следящими приводами перемещения. На порталах с двух сторон на направляющих установлены подвижные каретки, связанные следящими приводами с порталами, на каретках на вертикальных направляющих установлены обрабатывающие блоки, связанные следящими приводами с каретками. Над столом скольжения с одной стороны установлена торцовая базовая линейка, а с другой - торцевые пневматические прижимы, перед торцовой базовой линейкой закреплен торцовочный блок. На последнем портале установлены каретки с блоками торцовочного распила бревна/бруса на детали.
Кроме того, на каретках подвижных порталов установлены обрабатывающие блоки: блок фрезерования венцовых пазов, блок фрезерования пазов под установку окон и дверей, блок фрезерования элементов под соединение «ласточкин хвост», блок фрезерования плоскостей под установку наличников, блок фрезерования элементов 5-координатной фрезой, блок продольного распила и блок распила под углом.
Технический результат заключается в том, что предлагаемая совокупность признаков приводит к достижению неочевидного результата. За счет базирования обрабатываемых заготовок и обрабатывающих блоков относительно единой базы и одновременной обработке заготовок, расположенных на столе скольжения всеми обрабатывающими блоками, позволяет автоматизировать процесс обработки деталей, одновременно повышается качество изделий и повышается производительность и экономичность производства. Кроме того, установка получается более компактной, за счет чего уменьшаются занимаемые ей производственные площади.
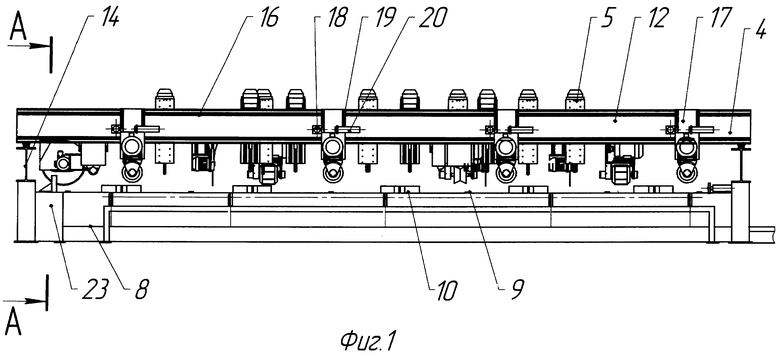
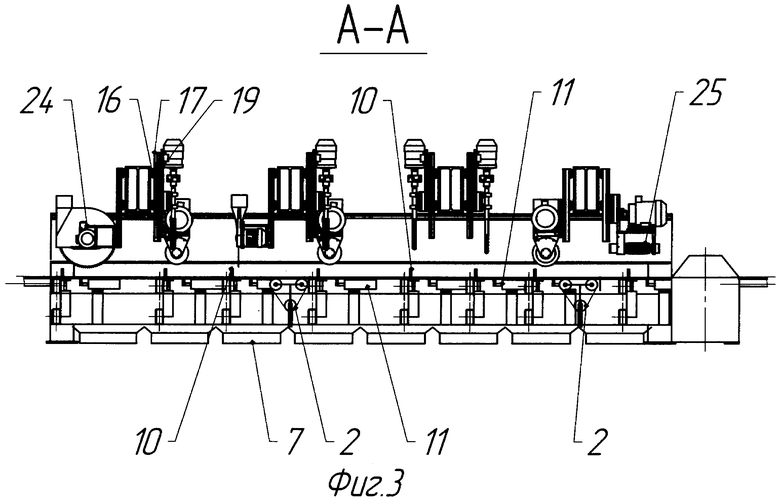
На фиг.1 показано устройство для изготовления деталей домов из бревна/бруса, вид со стороны загрузки заготовок спереди, на фиг.2 - тоже, вид сверху, на фиг.3 - вид по разрезу А-А фиг.1.
Установка для изготовления деталей домов из бревна/бруса, содержащая дозирующий поперечный транспортер 1, устройство вращения бревна/бруса 2, стол скольжения 3, обрабатывающий центр 4, состоящий из обрабатывающих блоков 5, транспортеры выгрузки деталей 6 и отгрузки отходов 7. Стол скольжения 3 выполнен в виде рамы 8 с закрепленными на ней направляющими скольжения 9, в которой установлены управляемые базирующие упоры 10, управляемые пневматические прижимы-толкатели 11 бревна/бруса и устройство вращения 2 бревна/бруса. Обрабатывающий центр 4 выполнен в виде нескольких подвижных порталов 12, расположенных над столом скольжения 3, на которых установлены подвижные обрабатывающие блоки 5. Подвижные порталы 12 установлены на горизонтальных направляющих 13, закрепленных на двух балках 14. Каждый портал 12 связан с балками 14 синхронизированными следящими приводами 15 перемещения. На подвижных порталах 12 с двух сторон на направляющих 16 установлены подвижные каретки 17, связанные следящими приводами 18 с порталами 12. На каретках 17 на вертикальных направляющих 19 установлены обрабатывающие блоки 5, связанные следящими приводами 20 с каретками 17. Над столом скольжения 3 по ходу движения заготовок с одной стороны установлена торцовая базовая линейка 21, а с другой - торцевые пневматические прижимы 22, перед торцовой базовой линейкой 21 закреплен торцовочный блок 23, а на последнем портале установлены каретки 17 с блоками 24 торцовочного распила бревна/бруса на детали.
На каретках 17 подвижных порталов 12 установлены обрабатывающие блоки: блок 25 - фрезерования венцовых пазов, блок 26 - фрезерования пазов под установку окон и дверей, блок 27 - фрезерования элементов под соединение «ласточкин хвост», блок 28 - фрезерования плоскостей под установку наличников, блок 29 - фрезерования элементов 5-координатной фрезой, установлены блоки продольного распила 30 и распила под углом 31.
Управление всеми обрабатывающими блоками и устройствами осуществляется по программе от центрального процессора 32.
Установка работает следующим образом.
Бревно/брус с дозирующего поперечного транспортера 1 поштучно подают на стол скольжения 3 до первых базирующих упоров 10. Торцовочный блок 23 обрабатывает базовый торец каждого бревна/бруса, после чего пневматические прижимы-толкатели 11 последовательно перемещают бревно/брус по направляющим скольжения 9 с одной позиции на другую. На каждой позиции бревно/брус закрепляют относительно соответствующих базирующих упоров 10 соответствующими прижимами- толкателями 11 и соответствующим торцовым пневматическим прижимом 22 относительно торцовой базовой линейки 21. При поступлении и закреплении бревна/бруса на соответствующих позициях подвижные порталы 12 следящими приводами 15 перемещают в исходное положение. Обрабатывающие блоки 5 в поднятом положении перемещают на каретках 17 следящими приводами 18 в исходное положение. Обработку бревна/бруса на позициях проводят одновременно всеми обрабатывающими блоками 5. Управление следящими приводами 15, 18, 20 при обработке по координатам осуществляют по программе от центрального процессора 32.
В процесс обработки пазов включают: фрезерование венцовых пазов блоком 25, фрезерование пазов под установку окон и дверей блоком 26, фрезерование элементов под соединение «ласточкин хвост» блоком 27, фрезерование плоскостей под установку наличников блоком 28, фрезерование элементов 5-координатной фрезой блоком 29, продольный распил блоком 30 и распил под углом блоком 31. После обработки бревна/бруса на последнем портале блоками 24 торцовочного распила распиливают торцовочными пилами на отдельные детали.
При необходимости бревно/брус переворачивают на 90° или 180° устройством вращения 2.
Управление базирующими упорами 10, управляемыми пневматическими прижимами-толкателями 11 и устройствами вращения бревна/бруса 2, осуществляют по программе от центрального процессора 32.
Использование данного технического решения позволяет полностью автоматизировать процесс изготовления деталей домов из бревна/бруса сложной конструкции, не снижая качества продукции, повышается производительность процесса и экономичность производства, в т.ч. и за счет уменьшения производственных мощностей.
Изобретение относится к деревообрабатывающей промышленности. Способ включает подачу бревна/бруса в зону обработки, автоматическое позиционирование бревна/бруса, обработку венцовых пазов, сверление, обработку пазов, торцевой распил. Перед подачей бревна/бруса в зону обработки обрабатывают один базовый торец. Обработку пазов осуществляют на нескольких позициях одновременно соответствующими инструментами, причем перемещение бревен/брусьев с позиции на позицию осуществляют в поперечном направлении. Базирование бревна/бруса на каждой позиции осуществляют: в продольном направлении - относительно продольной базы, а в поперечном направлении - относительно одной торцовой базы, общей для всех позиций, после обработки бревно/брус распиливают торцовыми пилами на отдельные детали. Изобретение повышает производительность процесса обработки бревен. 2 н. и 2 з.п. ф-лы, 3 ил.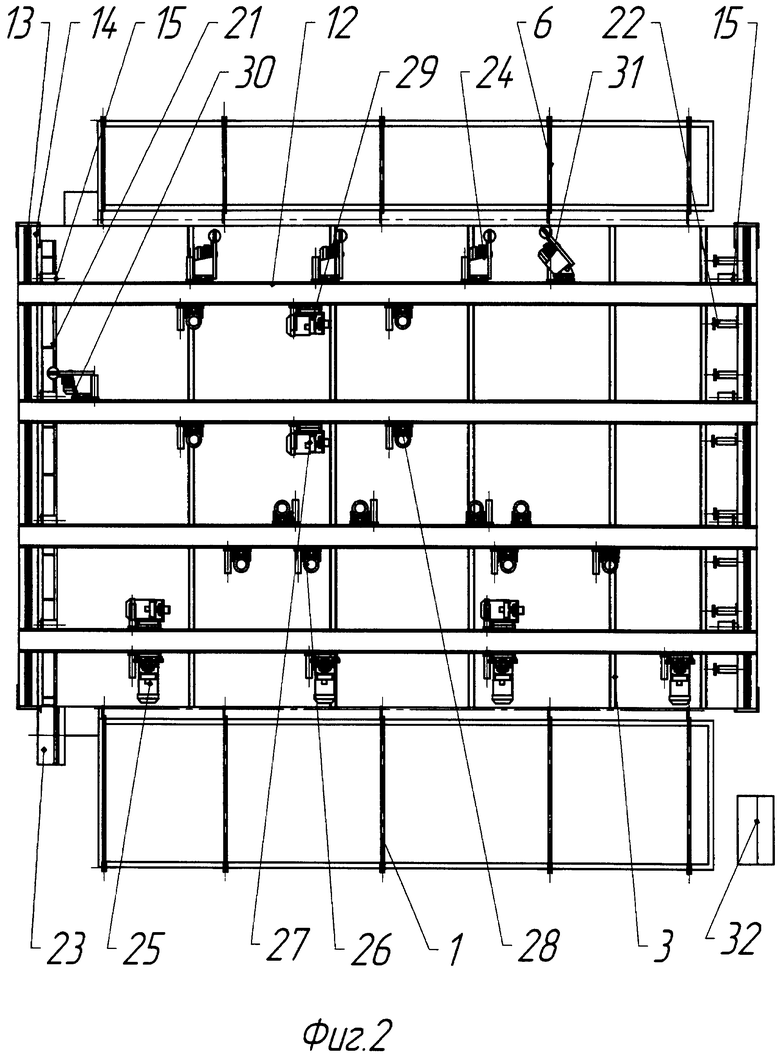
1. Способ изготовления деталей домов из бревна/бруса, включающий подачу бревна/бруса в зону обработки, автоматическое позиционирование бревна/бруса, обработку венцовых пазов, сверление, обработку пазов, торцевой распил, отличающийся тем, что перед подачей бревна/бруса в зону обработки обрабатывают один базовый торец, обработку пазов осуществляют на нескольких позициях одновременно соответствующими инструментами, причем перемещение бревен/брусьев с позиции на позицию осуществляют в поперечном направлении, базирование бревна/бруса на каждой позиции осуществляют: в продольном направлении - относительно продольной базы, а в поперечном направлении - относительно одной торцовой базы, общей для всех позиций, после обработки бревно/брус распиливают торцовыми пилами на отдельные детали.
2. Способ изготовления деталей домов из бревна/бруса по п.1, отличающийся тем, что в процесс обработки пазов включают: фрезерование венцовых пазов, фрезерование пазов под установку окон и дверей, фрезерование элементов под соединение «ласточкин хвост», фрезерование плоскостей под установку наличников, фрезерование элементов 5-координатной фрезой, продольный распил и распил под углом.
3. Установка для изготовления деталей домов из бревна/бруса, содержащая дозирующий поперечный транспортер, устройство вращения бревна/бруса, стол скольжения, обрабатывающий центр, состоящий из обрабатывающих блоков, транспортеры выгрузки деталей и отгрузки отходов, отличающаяся тем, что стол скольжения выполнен в виде рамы с закрепленными на ней направляющими скольжения, в которых установлены управляемые базирующие упоры, управляемые пневматические прижимы-толкатели бревна/бруса и устройство вращения бревна/бруса, а обрабатывающий центр выполнен в виде нескольких подвижных порталов, расположенных над столом скольжения, на которых установлены подвижные обрабатывающие блоки, кроме того, подвижные порталы установлены на горизонтальных направляющих, закрепленных на двух балках, причем каждый портал связан с балками синхронизированными следящими приводами перемещения, на порталах с двух сторон на направляющих установлены подвижные каретки, связанные следящими приводами с порталами, на каретках, на вертикальных направляющих установлены обрабатывающие блоки, связанные следящими приводами с каретками, кроме того, над столом скольжения с одной стороны установлена торцовая базовая линейка, а с другой - торцовые пневматические прижимы, перед торцовой базовой линейкой закреплен торцовочный блок, а на последнем портале установлены каретки с блоками торцовочного распила бревна/бруса на детали.
4. Установка для изготовления деталей домов из бревна/бруса по п.3, отличающаяся тем, что на каретках подвижных порталов установлены обрабатывающие блоки: блок фрезерования венцовых пазов, блок фрезерования пазов под установку окон и дверей, блок фрезерования элементов под соединение «ласточкин хвост», блок фрезерования плоскостей под установку наличников, блок фрезерования элементов 5-координатной фрезой, блоки продольного распила и распила под углом.
| RU 94005745 А1, 20.12.1995 | |||
| СПОСОБ ПОДАЧИ ДЕРЕВЯННЫХ ЗАГОТОВОК ДЛЯ ЭЛЕМЕНТОВ СРУБА НА ОБРАБОТКУ ИХ КОНЦОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕРЕВЯННЫХ ЗАГОТОВОК К ДЕРЕВООБРАБАТЫВАЮЩИМ ГОЛОВКАМ | 1993 |
|
RU2049660C1 |
| ОЦИЛИНДРОВОЧНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ДЕТАЛЕЙ СРУБА | 1991 |
|
RU2040389C1 |
| Установка для изготовления деревянных деталей сруба | 1982 |
|
SU1052382A1 |
| US 3464467 А, 02.09.1969. | |||

