Изобретение относится к деревообрабатывающей промышленности, предназначено для плоского и профильного фрезерования криволинейных поверхностей по замкнутому контуру, выборки проемов, пазов и гнезд различной конфигурации, а также плоских ступенчатых рельефов и может быть использовано при производстве мебели.
Известен деревообрабатывающий копировально-фрезерный центр, содержащий станину, на которой расположены горизонтальные линейные направляющие, привод для перемещения стола с заготовками, приводы перемещения суппорта и фрезерных шпинделей [1].
Недостатками этого центра (станка) являются сложность конструкции, большая металло- и энергоемкость, ограниченность функциональных возможностей в части воспроизведения сложных профилей.
Известен также деревообрабатывающий копировально-фрезерный центр, содержащий станину, на которой расположены поперечные линейные направляющие и электродвигатель перемещения стола, связанный с винтом винтовой передачи, гайка которой закреплена на нижней поверхности стола, расположенный над станиной портал с горизонтальными линейными направляющими перемещения суппорта, на котором установлены электродвигатель его перемещения, электродвигатель перемещения связанных балкой резьбовых регулируемых упоров и фрезерные электрошпиндели, каждый из которых установлен на вертикальных направляющих и снабжен пневмоцилиндром, а также пневмосистему, систему программного управления и контроля положений стола, суппорта и электрошпинделей [2].
Недостатками этого центра (станка) являются сложность конструкции и высокая стоимость, обусловленные большим количеством профилированных деталей, неоптимальная компоновка оборудования, сложность наладки при вводе в эксплуатацию и регламентном обслуживании, низкая точность из-за использования группы редукторов с зазором в зубчатом зацеплении и ненадежной фиксации заготовок.
Технической задачей изобретения является создание эффективного деревообрабатывающего копировально-фрезерного центра с числовым программным управлением и расширение арсенала таких центров.
Технический результат, обеспечивающий решение поставленной задачи, заключается в повышении точности, надежности, производительности, расширении диапазона обрабатываемых поверхностей, снижении энергоемкости и себестоимости продукции, упрощении наладки и управления, уменьшении отходов производства.
Сущность изобретения состоит в том, что в деревообрабатывающем копировально-фрезерном центре, содержащем станину, на которой расположены горизонтальные линейные направляющие и электродвигатель перемещения стола, связанный с винтом винтовой передачи, гайка которой закреплена на нижней поверхности стола, расположенный над станиной портал с горизонтальными линейными направляющими перемещения суппорта, на котором установлены электродвигатель его перемещения, электродвигатель перемещения связанных балкой резьбовых регулируемых упоров и фрезерные электрошпиндели, каждый из которых установлен на вертикальных направляющих и снабжен пневмоцилиндром, а также пневмосистему и систему программного управления.
Для решения поставленной задачи электродвигатели перемещения суппорта и регулируемых упоров установлены вертикально на противоположных сторонах суппорта, на котором размещены два фрезерных элекгрошпинделя, портал снабжен рейкой зубчатой реечной передачи, шестерня которой связана с электродвигателем перемещения суппорта, балка регулируемых упоров установлена на линейных вертикальных направляющих, размещенных на суппорте между двумя электрошпинделями, и снабжена размещенной между упорами гайкой винтовой передачи, винт которой связан с электродвигателем перемещения упоров, а стол снабжен вакуумной системой удержания заготовок.
Вакуумная система удержания заготовок предпочтительно выполнена в виде закрытых сверху плитами герметичных внутренних полостей стола, каждая из которых подключена к системе создания разрежения и соединена с группой сквозных отверстий в плитах, выполненных с возможностью установки и извлечения пробок-заглушек, причем в плитах выполнены пазы для установки по контуру заготовок уплотнений в виде резиновых шнуров, а стол снабжен съемными пневматическими прижимами и кронштейнами для взаимодействия с конечными выключателями, установленными на станине, электродвигатель перемещения стола выполнен в виде синхронного электродвигателя, соединенного с винтом шариковой винтовой передачи через упругий компенсатор, и размещен в конце станины, расположенной со стороны портала, противоположной стороне размещения суппорта.
При этом электродвигатель перемещения суппорта выполнен в виде синхронного электродвигателя, расположенного выше направляющих портала, шестерня зубчатой реечной передачи связана с ним через упругий компенсатор и выполнена разрезной с регулировочным проставочным кольцом, а рейка размещена на верхней поверхности портала, электродвигатель перемещения регулируемых упоров выполнен в виде синхронного электродвигателя и соединен с винтом шариковой винтовой передачи через упругий компенсатор, а каждый пневмоцилиндр снабжен кронштейном для взаимодействия с одним из резьбовых упоров.
Одновременно пневмоцилиндры шарнирно соединены штоками с электрошпинделями, а общая балка упоров снабжена вертикально ориентированными тягами со съемными нажимными элементами для взаимодействия с группами конечных выключателей, расположенными по обе стороны электродвигателя привода упоров, при этом электрошпиндели расположены относительно друг друга на расстоянии, большем, чем расстояние между пневмоцилиндрами, и снабжены газовыми амортизаторами, установленными по краям суппорта наклонно, под углом не более 10o к вертикали, электродвигатели перемещения стола и суппорта выполнены с одинаковым числом оборотов, большим числа оборотов электродвигателя перемещения упоров, при этом шариковые винтовые передачи привода стола и привода упоров выполнены с одинаковым шагом и диаметром резьбы, а соотношение максимальных ходов суппорта и стола выполнено равным 41:17, система программного управления выполнена на базе программируемого контроллера и группы модулей позиционирования с возможностью программирования величины и скорости перемещения стола по одной координате, величины и скорости перемещения инструмента электрошпинделей по двум координатам, последовательности включения в работу электрошпинделей, траектории центра фрезы, отстоящей от линии обрабатываемого контура на величину радиуса фрезы, и подключена к конечным выключателям, электродвигателям и электрошпинделям.
При этом пневмосистема снабжена регулируемыми дросселями с установленными параллельно им обратными клапанами, подключенными к каждой полости пневмоцилиндров, двумя подключенными к последним исполнительными двухпозиционными пневмораспределителями с электромагнитами управления и одним исполнительным двухпозиционным пневмораспределителем с ручным управлением, подключенным к пневматическим прижимам, а также блоком подготовки воздуха, включающим последовательно установленные фильтр, клапан редукционный, реле давления, манометр и теплообменник.
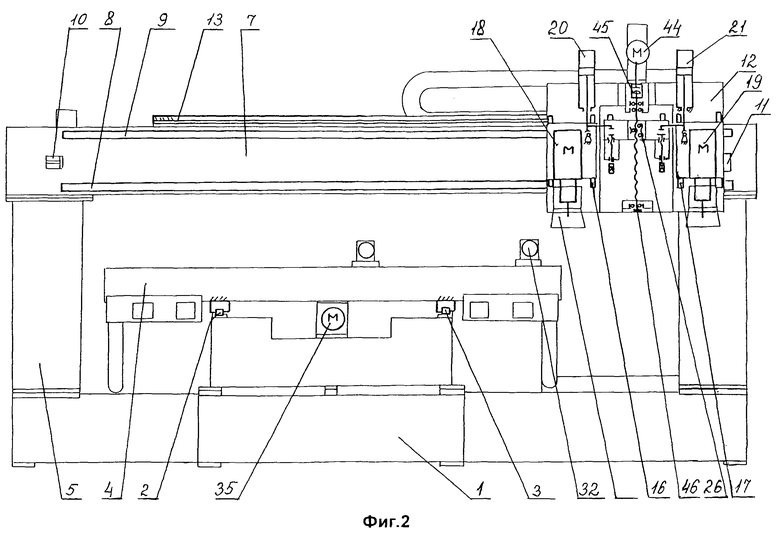
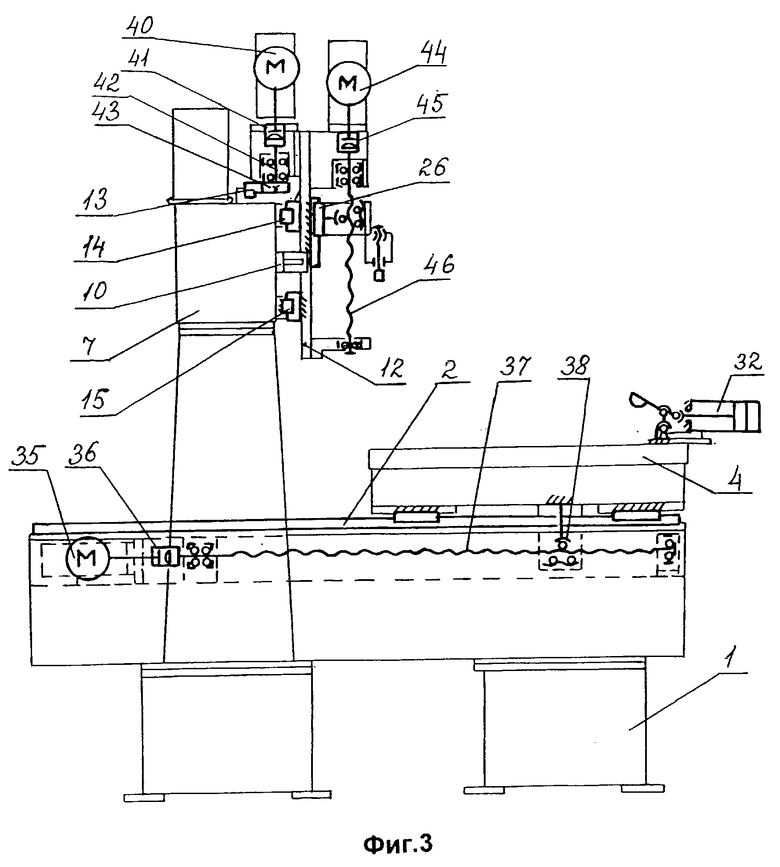
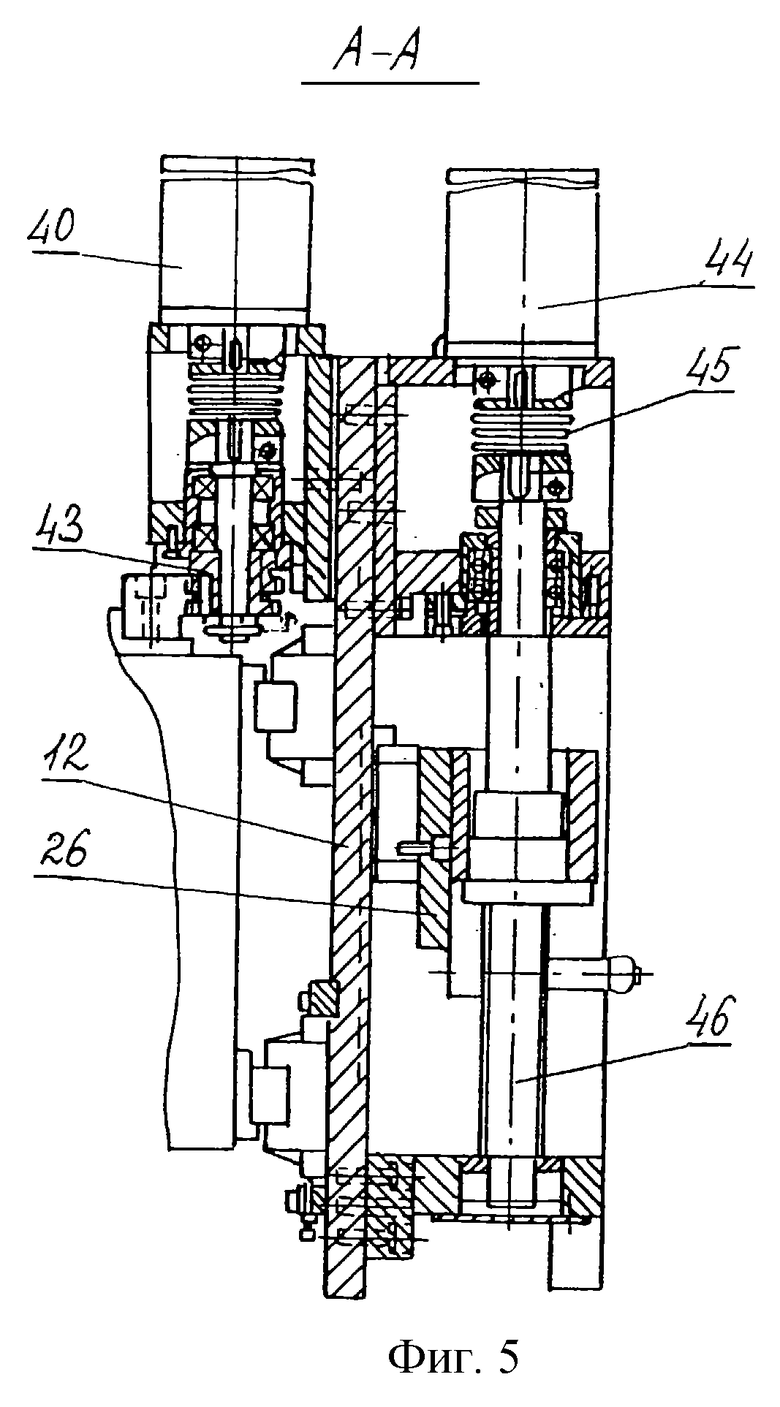
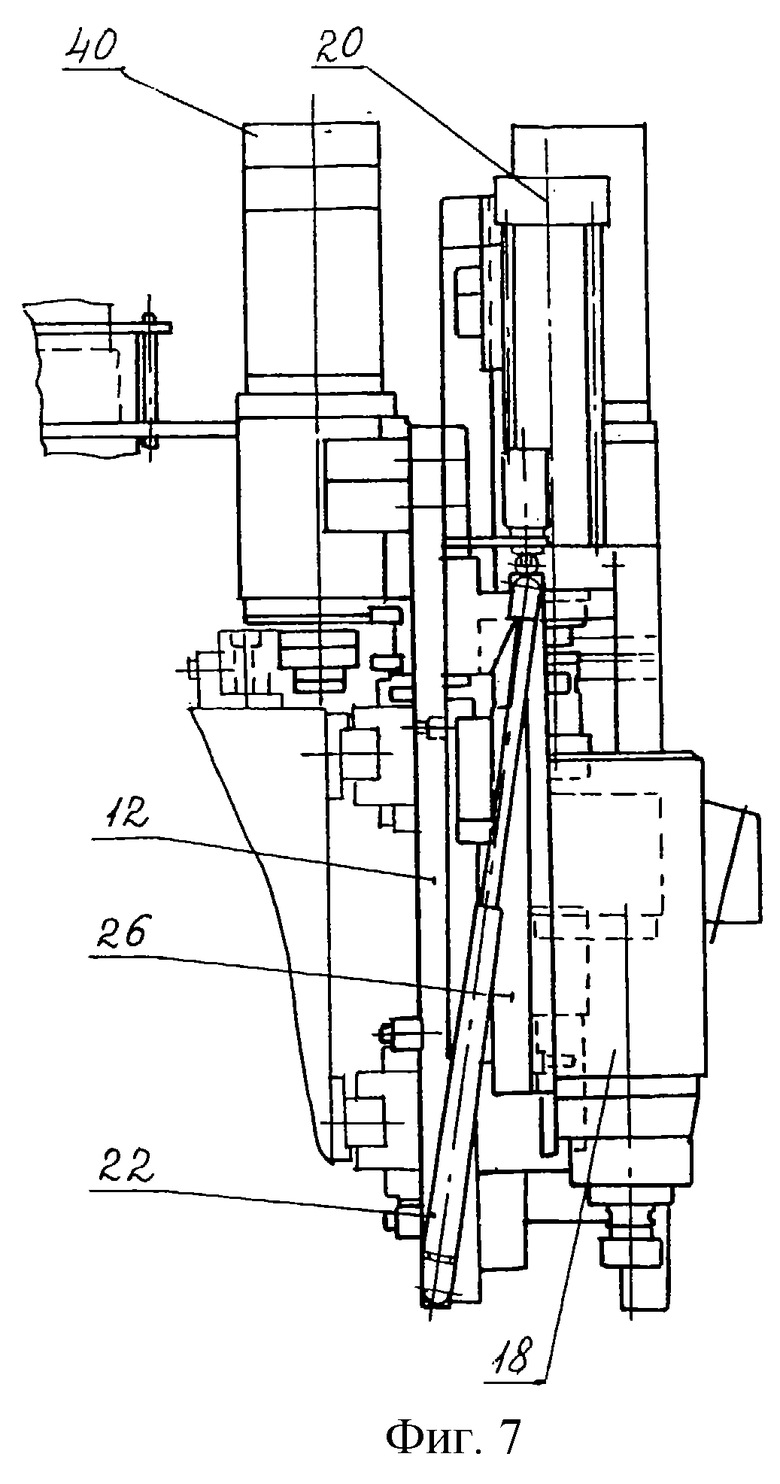
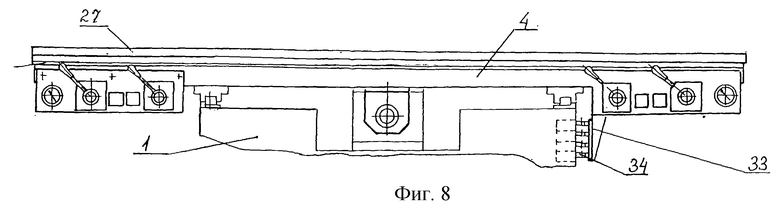
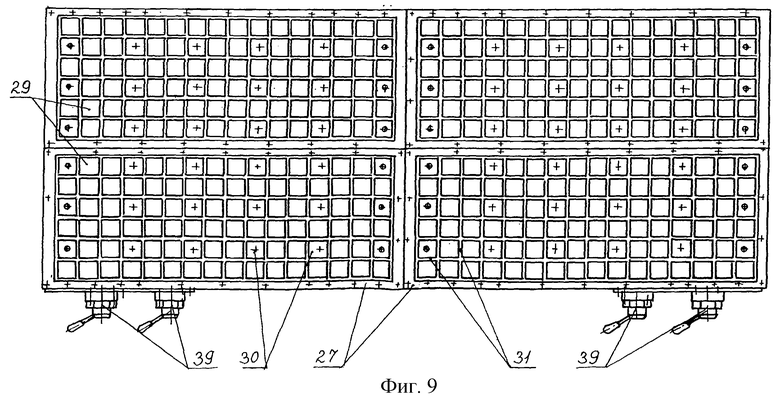
На фиг. 1 изображен общий вид деревообрабатывающего копировально-фрезерного центра; на фиг.2 - кинематическая схема механизмов центра вдоль портала; на фиг.3 - кинематическая схема механизмов центра поперек портала; на фиг.4 - общий вид суппорта; на фиг.5 - разрез А-А по фиг.4; на фиг.6 - разрез Б-Б по фиг.4; на фиг.7 - вид сбоку на суппорт; на фиг.8 - вид с торца на стол; на фиг. 9 - вид сверху на стол; на фиг.10 - схема пневмосистемы; на фиг.11 - схема системы создания разрежения.
Деревообрабатывающий копировально-фрезерный центр с числовым программным управлением содержит станину 1, на которой расположены поперечные горизонтальные линейные направляющие 2,3 качения для перемещения стола 4 с одной или несколькими заготовками (не изображены) и опоры 5, 6 расположенного над станиной 1 портала 7. На передней поверхности портала 7 расположены перпендикулярно направляющим 2,3 продольные горизонтальные линейные направляющие 8,9 качения с конечными выключателями 10,11 по краям. На верхней поверхности портала 7 имеется рейка 13 зубчатой реечной передачи перемещения суппорта 12. На основании суппорта 12 с одной стороны расположены элементы (танкетки) 14,15 для перемещения по направляющим 8,9, а с другой стороны расположены вертикальные линейные направляющие 16,17 качения для двух фрезерных электрошпинделей 18,19, имеющих пневмоцилиндры 20,21 соответственно, для вертикального перемещения. Газовые амортизаторы 22,23 предназначены для удержания электрошпинделей 18,19 в исходном верхнем положении. Пневмоцилиндры 20,21 снабжены кронштейнами 24,25 соответственно для взаимодействия со связанными балкой 26 резьбовыми регулируемыми упорами. Гайки резьбовых регулируемых упоров (не обозначены) жестко установлены на общей балке 26 для совместного вертикального перемещения.
Стол 4 выполнен полым и снабжен вакуумной системой удержания заготовок, выполненной в виде закрытых сверху текстолитовыми плитами 27 четырех герметичных внутренних полостей 28, каждая из которых подключена к пневматической системе создания разрежения и соединена с группой сквозных отверстий 29 в текстолитовых плитах 27, выполненных с возможностью установки и извлечения пробок-заглушек 30, причем в текстолитовых плитах 27 выполнены пазы 31 для установки уплотнений в виде резиновых шнуров (не изображены) по контуру обрабатываемых деталей.
Стол 4 может быть снабжен съемными пневматическими прижимами 32 и кронштейнами 33 для взаимодействия с конечными выключателями 34 на станине.
Привод стола 4 выполнен в виде размещенного в конце станины, расположенной со стороны портала 7, противоположной стороне размещения суппорта 12, синхронного электродвигателя 35 и соединенного с ним через упругий компенсатор 36 винта 37 шариковой винтовой передачи, гайка 38 которой установлена в корпусе (не обозначен), который закреплен на нижней поверхности стола 4.
На передней поверхности стола 4 попарно расположены рукоятки 39 управления вакуумной системой.
Привод суппорта 12 выполнен в виде закрепленного на нем синхронного электродвигателя 40 и соединенного с ним через упругий компенсатор 41 вала 42, на котором установлена шестерня 43 реечной передачи, введенная в зацепление с рейкой 13 портала 7. Отношение числа зубьев шестерни 43 к числу зубьев рейки 13 составляет 27:340. Электродвигатель 40 установлен выше направляющих 8,9.
Шестерня 43 выполнена разрезной и снабжена регулировочным проставочным кольцом (не изображено).
Соотношение максимальных ходов суппорта 12 и стола 4 выполнено равным 41:17.
Привод совместного вертикального перемещения балки 26 регулируемых упоров выполнен в виде закрепленного на основании суппорта 12 со стороны, противоположной электродвигателю 40, синхронного электродвигателя 44 и соединенного с ним через упругий компенсатор 45 винта 46 шариковой винтовой передачи, гайка которой (не обозначена) закреплена на балке 26 между регулируемыми упорами.
Электродвигатели 40, 44 привода суппорта 12 и привода балки 26 упоров установлены параллельно, на расстоянии, меньшем, чем расстояние между пневмоцилиндрами 20,21.
Синхронные электродвигатели 35, 40 привода стола 4 и привода суппорта 12 выполнены с одинаковым числом оборотов, большим числа оборотов синхронного электродвигателя 44 привода упоров.
Шариковые винтовые передачи привода стола 4 и привода балки 26 упоров выполнены с одинаковым шагом и диаметром резьбы.
Пневмоцилиндры 20,21 закреплены гильзами на основании суппорта 12 над приводимыми ими электрошпинделями 18,19, шарнирно соединены штоками с основаниями (не обозначены) последних и снабжены кронштейнами 24,25 для взаимодействия с регулируемыми упорами во время хода вниз. Общая балка 26 упоров снабжена регулировочными винтами 47,48 и вертикально ориентированными тягами 49,50 со съемными нажимными элементами (не обозначены) для взаимодействия с группами конечных выключателей 51, расположенными по обе стороны электродвигателя 44 привода балки 26.
Система числового программного управления (не изображена) на базе программируемого контроллера PLS серии PX2N, группы модулей позиционирования серии FX2N-IPG или FX2N-20GM, сервопреобразователей серии MR-J2, частотного преобразователя серии FR-E, серводвигателей серии HC-SF выполнена с возможностью программирования величины и скорости перемещения стола 4 по одной координате, величины и скорости перемещения инструмента (электрошпинделей 18,19) по двум координатам, последовательности включения в работу электрошпинделей 18,19, траектории центра фрезы, отстоящей от линии обрабатываемого контура заготовки на величину радиуса фрезы, и подключена ко всем конечным выключателям, в том числе выключателям 10,11,34,51, электродвигателям 35,40,44, электрошпинделям 18,19 и электромагнитам 67-70 пневмораспределителей 57,58. Электрошпиндели 18, 19 выполнены с диапазоном регулирования 1-6, т.е. с возможностью изменения скорости вращения фрезы от минимальной до максимальной в 6 раз (от 3000 об/мин до 18000 об/мин).
Для управления, контроля и диагностики применена панель оператора типа MAC E300 фирмы MITSUBISHI.
Газовые амортизаторы 22,23 установлены по краям суппорта 12 наклонно, под углом не более 10o к вертикали. Электрошпиндели 18,19 расположены относительно друг друга на расстоянии, большем, чем расстояние между пневмоцилиндрами 20,21. Для базирования заготовки в продольном и поперечном направлениях установлены базирующие планки (не изображены). Для предупреждения сдвига заготовки в процессе обработки служат ограничительные планки (не изображены).
Система создания разрежения включает реле 54 давления, вакуумный насос 55 и двухпозиционные пневмораспределители 56 с ручным управлением рукоятками 39.
Пневмосистема для подачи сжатого воздуха в пневмоцилиндры 20,21 содержит исполнительные двухпозиционные пятилинейные пневмораспределители 57,58,59, обратные клапаны 60 с параллельно включенными регулируемыми дросселями 61, настройкой которых определяется скоростью перемещения пневмоцилиндров 20,21, и блок подготовки воздуха, включающий последовательно установленные фильтр 62, клапан 63 редукционный, реле 64 давления, манометр 65 и теплообменник 66.
Исполнительные пневмораспределители 57,58 подключены к пневмоцилиндрам 20,21 и снабжены каждый двумя электромагнитами 67,68 и 69,70 управления соответственно и пневмоглушителями 71 на выходе в атмосферу. Исполнительный пневмораспределитель 59 подключен к пневматическим прижимам 32 и выполнен с ручным управлением.
Деревообрабатывающий копировально-фрезерный центр с числовым программным управлением работает следующим образом.
Производится настройка упоров на балке 26, положений конечных выключателей по осям X, Y, Z в контрольных положениях стола 4, суппорта 12, балки 26 с регулируемыми упорами.
При установке режущего инструмента возможна коррекция путем изменения величины перемещения электрошпинделя 18 или 19 по вертикали за счет изменения программы или, при обработке одновременно нескольких заготовок, путем ручной настройки упоров на балке 26 регулировочными винтами 47,48.
В режиме наладки осуществляются кратковременные включения электродвигателей 35,40,44 и пневмоцилиндров 20,21. Затем производятся оцифровка осей, приведение механизмов в исходное положение и установка заготовки.
Заготовки могут обрабатываться по две, если их ширина меньше расстояния между осями электрошпинделей 18,19. Детали со сложным орнаментом, требующим последовательной обработки двумя фрезами, обрабатываются по одной вне зависимости от их размеров.
В пазы 31 на верхней поверхности текстолитовых плит 27 стола 4 укладывается резиновый шнур диаметром 8 мм, который герметизирует пространство под заготовкой (заготовками). С целью лучшего прижима заготовки контур уплотнения выбирается таким образом, чтобы площадь основания заготовки, ограниченная уплотнением, была максимальной. Из отверстий 29 внутри этого контура вынимаются пробки-заглушки 30. Затем включается вакуумный насос 55, обеспечивающий откачку воздуха из полости 28 и под замкнутой уплотнением площади одной или нескольких заготовок. Прижим заготовок происходит за счет разности атмосферного и остаточного давлений в полости 28 стола 4. Когда вакуум достигнет достаточной величины (450 мм рт. ст.), срабатывает реле 54 давления, разрешающее включение электрошпинделей 18,19 и их перемещение в зону обработки. Обработка осуществляется автоматически, без участи оператора. Ввод электрошпинделей 18,19 в работу осуществляется индивидуально пневмоцилиндрами 20,21 до регулируемых упоров на балке 26. Для этого сжатый воздух через соответствующий исполнительный пневмораспределитель 57 и обратный клапан 60 поступает в поршневую полость, например, пневмоцилиндра 20. Из штоковой полости сжатый воздух вытесняется через регулируемый дроссель 61, настройкой которого определяется скорость перемещения электрошпинделя 18(19), исполнительный пневмораспределитель 57 и пневмоглушитель 71 в атмосферу. Переключение исполнительного пневмораспределителя 57 производится с помощью электромагнитов 67,68. После обработки заготовки сжатый воздух аналогично подается в штоковую полость пневмоцилиндра 20, а из поршневой полости вытесняется в атмосферу через пневмоглушитель 71. В случае зажима заготовок с помощью группы съемных пневматических прижимов 32 в последние также подается сжатый воздух под давлением не менее 5 кгс/см2 через пневмораспределитель 59. При работе двумя фрезами аналогично работают второй пневмоцилиндр 21 и вторая группа съемных пневматических прижимов 32.
В автоматическом режиме происходит обработка заготовок в соответствии с программой, выбранной в модуле позиционирования. По этой программе задаются контур обработки детали (или двух деталей), подвод одного или двух фрезерных электрошпинделей 18,19, вращение и скорость одного или двух фрезерных электрошпинделей 18,19, величина и скорость перемещения стола 4 и суппорта 12. Деревообрабатывающий копировально-фрезерный центр с числовым программным управлением обеспечивает обработку криволинейного контура. При этом контур может состоять из множества отрезков дуг различного радиуса в сочетании с прямолинейными отрезками, расположенными под произвольными углами. Производится разбивка контура, обрабатываемого одним электрошпинделем 18 или 19, на отдельные элементы, состоящие из дуг и прямых. Точки, в которых происходит сопряжение этих отрезков, называются опорными. Далее определяется траектория центра фрезы (эквидистанта), отстоящая от линии контура на величину радиуса фрезы. Затем фиксируются координаты опорных точек эквидистанты, центра радиуса дуги и величина радиуса. Если элементы контура многократно повторяются, то программируется обработка одного повторяющегося участка контура, а повторение этого участка осуществляется заданием новых координат начала и командой повторить обработку. Программы различных конфигураций контура изделия вводятся в оперативную память программируемого контроллера и могут повторно и многократно использоваться. Использование концевых фасонных фрез в различных сочетаниях позволяет обрабатывать самые сложные поверхности.
В каждом случае конкретная программа выбирается с помощью панели оператора на соответствующем экране.
Стол 4 перемещается в направлении, перпендикулярном порталу 7, по направляющим 2,3 станины 1 при включении электродвигателя 35 привода стола 4 и вращении винта 37, по которому перемещается гайка 38. Суппорт 12 перемещается вдоль портала 7 по направляющим 8,9 последнего при включении электродвигателя 40 привода суппорта 12 и качении шестерни 43 по рейке 13, параллельной направляющим 8,9. Регулируемые упоры перемещаются на балке 26 вдоль вертикали при включении электродвигателя 44 и вращении винта 46, по которому перемещается гайка с балкой 26.
В процессе обработки определение контрольных положений и контроль последовательности движений механизмов для формирования контура осуществляются с помощью конечных выключателей по положению перемещающихся органов.
В случае падения давления в пневмоцилиндрах или падении вакуума (до 400 мм рт. ст.) в полостях 28 стола 4, по сигналам реле 64 или реле 54 приводы отключаются.
По окончании обработки движение заготовки прекращается, фрезерные электрошпиндели 18,19 отводятся в исходные верхние положения пневмоцилиндрами 20,21, фиксируются газовыми амортизаторами 22,23, их электродвигатели выключаются. Полости 28 стола 4 соединяются с атмосферой, обработанные заготовки снимаются со стола 4 и устанавливаются новые. Далее процесс установки, крепления и обработки заготовок повторяется.
В результате изобретения создан эффективный деревообрабатывающий копировально-фрезерный центр с числовым программным управлением и расширен арсенал таких центров.
Изготовление опытного образца центра (типа В2ФКП) на ОАО "ВНИИДМАШ" подтвердило повышение точности, надежности, производительности, расширение диапазона обрабатываемых поверхностей, снижение энергоемкости и себестоимости продукции, упрощение наладки и управления, уменьшение отходов производства.
Источники информации
1. RU 2082602, 1997.
2. SU 1486343, 1989 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2200087C1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| ПРЕСС СРАЩИВАНИЯ ДРЕВЕСИНЫ ПО ДЛИНЕ | 2001 |
|
RU2181662C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
| ВАЙМА ГИДРАВЛИЧЕСКАЯ ВЕРТИКАЛЬНАЯ | 2002 |
|
RU2202469C1 |
| ПРЕСС ДЛЯ СКЛЕИВАНИЯ БРУСА И ЩИТА | 2002 |
|
RU2205103C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ ПОПЕРЕК ВОЛОКОН В ДВУХ И БОЛЕЕ ПЛОСКОСТЯХ РАЗЛИЧНЫХ ФОРМ ПОПЕРЕЧНЫХ СЕЧЕНИЙ | 2012 |
|
RU2516781C1 |
| Устройство для подготовки заготовок к склеиванию | 1986 |
|
SU1411139A1 |




Изобретение относится к деревообрабатывающей промышленности, к устройствам для фрезерования поверхностей по замкнутому контуру, выборки проемов и гнезд различной конфигурации, а также плоских ступенчатых рельефов, например, при производстве мебели. Деревообрабатывающий копировально-фрезерный центр содержит станину, на которой расположены направляющие и электродвигатель перемещения стола, связанный с винтом, гайка которого закреплена на поверхности стола, портал, на поверхности которого выполнены направляющие суппорта, на котором установлены электродвигатель его перемещения и электродвигатель соединенных балкой регулируемых упоров двух фрезерных электрошпинделей. Каждый из электрошпинделей имеет вертикальные направляющие, пневмоцилиндр и систему программного управления. Электродвигатели перемещения суппорта и упоров установлены вертикально на сторонах суппорта, на котором размещены два электрошпинделя, портал снабжен рейкой, шестерня последней связана с электродвигателем перемещения суппорта. Балка упоров установлена на направляющих между двумя электрошпинделями и снабжена гайкой винтовой шариковой передачи, винт которой связан с электродвигателем перемещения упоров. Стол снабжен вакуумной системой удержания заготовок. Изобретение позволяет упростить конструкцию устройства и создать эффективный деревообрабатывающий копировально-фрезерный центр. 9 з.п.ф-лы, 11 ил.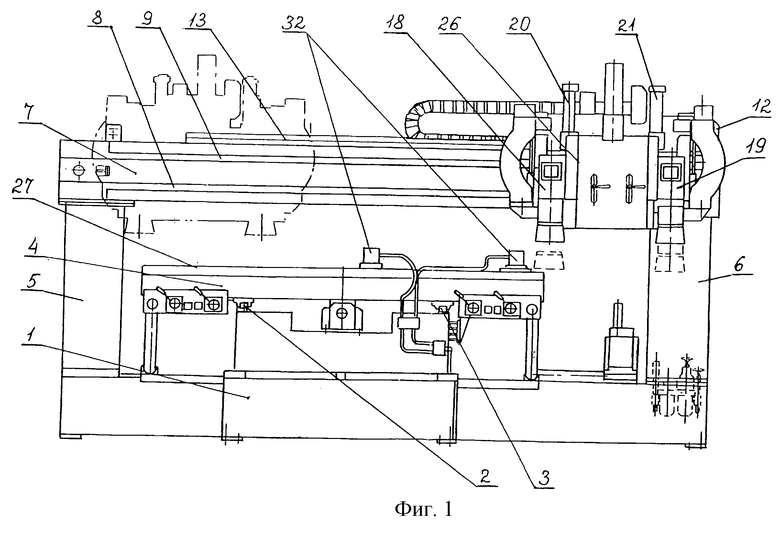
| SU 1486343 А1, 15.06.1989 | |||
| Копировально-фрезерный деревообрабатывающий станок | 1985 |
|
SU1289685A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1994 |
|
RU2082602C1 |

