Область техники, к которой относится изобретение
Настоящее изобретение относится к способу повышения жесткости нервюры, когда она совмещается с одним или более компонентами крыла воздушного судна при изготовлении блока крыла, и к элементу жесткости, пригодному для применения в этом способе.
Уровень техники
Кессон крыла воздушного судна обычно содержит верхнюю и нижнюю обшивки, проходящие между передним и задним лонжеронами, и ряд нервюр, присоединенных к обшивкам и лонжеронам. Во время сборки необходимо, чтобы нервюра оставалась плоской по мере того, как ее совмещают и соединяют с обшивками и лонжеронами. Однако нервюра может не иметь достаточной жесткости, чтобы самостоятельно сохранять требуемую плоскостность во время сборки.
Раскрытие изобретения
Первый аспект изобретения обеспечивает способ повышения жесткости нервюры во время сборки крыла воздушного судна. Указанный способ включает следующие операции: присоединение одной или более панелей жесткости к боковой стороне нервюры посредством действия низкого вакуума, совмещение нервюры, вместе с присоединенными к ней одной или несколькими панелями жесткости, с компонентом крыла (в частности, с обшивкой и/или с лонжероном), выполнение сборочной операции с совмещенной нервюрой и присоединенными к ней одной или несколькими панелями жесткости и удаление одной или нескольких панелей жесткости с нервюры после выполнения сборочной операции путем снятия низкого вакуума.
Сборочная операция может включать прикрепление нервюры к компоненту крыла, например, путем установки крепежных элементов, в частности болтов, в отверстия нервюры и компонента крыла. Альтернативно сборочная операция может включать сверление одного или более отверстий для крепежных элементов в нервюре и/или компоненте крыла путем проведения сверла через совмещенные нервюру и компонент крыла. В этом случае крепежные элементы можно вставлять в отверстия при установленных или снятых одной или нескольких панелях жесткости.
Обычно нервюра содержит стенку нервюры с рядом оснований нервюры, расположенных на кромке стенки нервюры и проходящих под углом к стенке нервюры. При этом основания нервюры можно использовать для присоединения нервюры к одному или нескольким компонентам. Применение относительно широкой и тонкой панели жесткости делает основания нервюры доступными для операций сверления или прикрепления. Обычно основания нервюры имеют дальние концы, которые удалены от стенки нервюры на расстояние D, измеренное в направлении, нормальном к стенке нервюры, при этом панель жесткости имеет максимальную толщину, измеренную в направлении, нормальном к стенке нервюры, которая меньше, чем D.
Каждая панель жесткости предпочтительно содержит упругое внешнее уплотнительное кольцо, которое установлено на боковой стороне панели жесткости и образует внешний периметр вакуумной полости, и по меньшей мере одно упругое внутреннее уплотнительное кольцо, которое установлено на панели внутри периметра, определяемого внешним уплотнительным кольцом, и образует внутренний периметр вакуумной полости. В этом случае панель жесткости присоединяют к нервюре путем формирования вакуумной камеры в результате соединения нервюры с внешним уплотнительным кольцом панели жесткости, при этом нервюра имеет одно или более отверстий, расположенных внутри периметра, определяемого внешним уплотнительным кольцом, герметизации каждого отверстия в нервюре посредством соответствующего внутреннего уплотнительного кольца, и создания низкого вакуума в вакуумной камере для присоединения панели жесткости к нервюре.
Обычно одна или несколько панелей жесткости покрывают более чем 50% площади боковой стороны нервюры, и предпочтительно - более чем 80%.
Следующий аспект изобретения обеспечивает блок нервюры крыла воздушного судна, содержащий нервюру крыла и одну или более панелей жесткости, присоединенных к боковой стороне нервюры крыла, причем каждая панель жесткости предпочтительно содержит упругое внешнее уплотнительное кольцо, которое установлено на боковой стороне панели жесткости и образует внешний периметр вакуумной полости, при этом каждая панель жесткости выполнена с возможностью присоединения к нервюре за счет создания низкого вакуума в вакуумной камере, образованной в результате контакта нервюры с внешним уплотнительным кольцом панели жесткости.
Этот аспект изобретения обеспечивает элемент жесткости, который может быть присоединен к нервюре под действием усилия вакуумного прижима, при этом вакуумная полость герметизирована внешним уплотнительным кольцом.
Элемент жесткости предпочтительно содержит по меньшей мере одно упругое внутреннее уплотнительное кольцо, которое установлено на панели внутри периметра, определяемого внешним уплотнительным кольцом, и образует внутренний периметр вакуумной полости. При этом одно или несколько внутренних уплотнительных колец могут герметизировать отверстия, которые выполнены в нервюре.
Обычно элемент жесткости изготовлен, по существу, из композитного материала. Композитный материал предпочтительно представляет собой композит, армированный волокном. Это позволяет выбрать такое направление волокон, которое обеспечивает соответствующую жесткость панели в требуемом направлении.
Краткое описание чертежей
Далее приведено описание вариантов осуществления изобретения со ссылками на прилагаемые чертежи, на которых представлены:
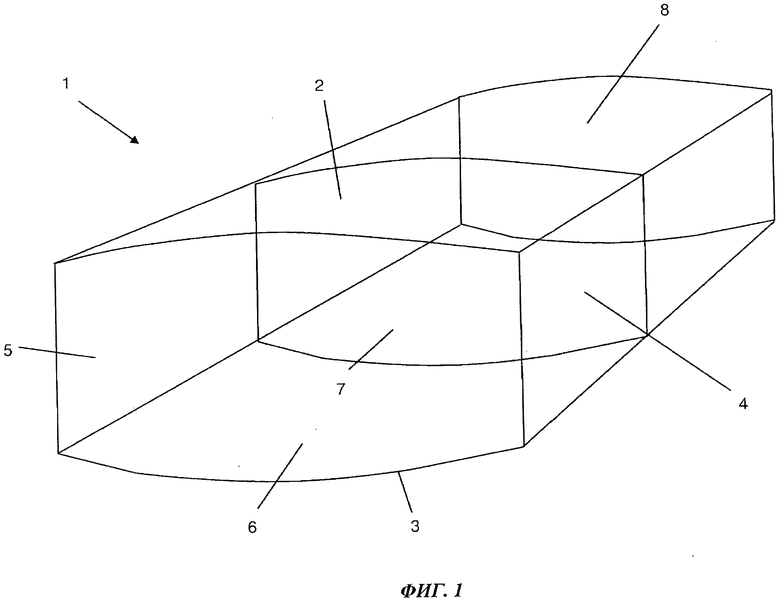
фигура 1 - схематический вид в перспективе кессона крыла воздушного судна,
фигуры 2 и 3 - виды в перспективе противоположных боковых сторон одной из нервюр, показанных на фигуре 1,
фигура 4 - внутренние боковые стороны (присоединяемые присасыванием) пары элементов жесткости,
фигуры 5 и 6 - виды спереди и сбоку элементов жесткости,
фигуры 7 и 8 - внешние боковые стороны элементов жесткости,
фигура 9 - вид в перспективе одной из нервюр с присоединенными элементами жесткости,
фигура 10 - вид позиционирующего крюка в поперечном разрезе по оси D-D, показанной на фигуре 4,
фигура 11 - вид распорного диска в поперечном разрезе по оси А-А, показанной на фигуре 4,
фигура 12 - вид в перспективе вакуумного штуцера и генератора вакуума,
фигура 13 - вид вакуумного штуцера в поперечном разрезе по оси В-В, показанной на фигуре 4, и
фигура 14 - вид нижней части нервюры с присоединенным элементом жесткости в поперечном разрезе, по оси Е-Е, показанной на фигуре 9.
Осуществление изобретения
На фигуре 1 показан схематический вид части кессона 1 крыла воздушного судна с верхним и нижним обшивочными листами 2, 3, проходящими между передним и задним лонжеронами 4, 5. Ряд нервюр 6-8 присоединен к верхнему и нижнему обшивочным листам 2, 3 и к лонжеронам 4, 5. В качестве примера одна из нервюр 6 показана на фигурах 2 и 3.
Нервюра 6 содержит плоскую стенку 10 с рядом верхних оснований 11, расположенных на верхней кромке стенки нервюры, и рядом нижних оснований 12, расположенных на нижней кромке стенки нервюры.
Пазы 13 выполнены между каждой соседней парой верхних оснований 11 нервюры и каждой соседней парой нижних оснований 12 нервюры. На внутренних сторонах верхнего и нижнего обшивочных листов 2, 3 установлены стрингеры (не показаны), которые проходят вдоль размаха крыла, при этом каждый стрингер проходит через соответствующий паз 13.
Каждое основание нервюры содержит фланцы 14-17, расположенные вдоль размаха крыла (примерно горизонтально) под некоторым углом относительно вертикальной плоской стенки нервюры, при этом каждый фланец имеет соответствующее отверстие 18 для болта. Угол наклона фланцев 14-17 зависит от величины сужения в крыле между верхним и нижним обшивочными листами 2, 3, но, как правило, составляет от 89° до 91°.
Во время сборки кессона 1 крыла фланцы 14-17 соединяют с верхним и нижним обшивочными листами 2, 3 болтами (не показаны), проходящими через примерно вертикальные отверстия 18 для болтов. На лонжеронах 4, 5 установлены стойки нервюр (не показаны), при этом передний и задний концы 19, 20 нервюры присоединены к стойкам нервюры болтами (не показаны), которые проходят вдоль размаха крыла через отверстия 21 для болтов.
Стенка 10 имеет плоскую боковую поверхность, показанную на фигуре 2, и фасонную боковую поверхность, показанную на фигуре 3. Плоская боковая поверхность является, по существу, плоской, в то время как фасонная боковая поверхность содержит раму, состоящую из элементов 30 жесткости.
В кессоне 1 крыла между соседними нервюрами хранится топливо. В стенке 10 нервюры имеются отверстия, которые пропускают топливо и систему кабелей, проходящую через нервюру. Эти отверстия служат также для уменьшения веса нервюры. Примером таких отверстий является отверстие 23, показанное на фигурах 2 и 3. Топливо может также проходить через пазы 13.
Нервюру 6 обычно изготавливают из алюминия или из алюминиево-композитного гибридного материала. При отсутствии опорной конструкции нервюра 6 изгибалась бы под действием собственного веса, в особенности, в направлении ее продольной оси. Поэтому для повышения жесткости нервюры во время сборки кессона крыла и минимизации такого изгиба предусмотрено два элемента 40, 41 жесткости, показанных на фигурах 4-8. Альтернативно, если нервюра имеет относительно малые размеры, может потребоваться только один элемент жесткости.
Элементы жесткости изготавливают, по существу, из композитного материала, в частности из эпоксидной смолы, армированной волокном. Такой материал является жестким, но достаточно легким для того, чтобы один оператор мог вручную поднимать панели.
Элементы 40, 41 жесткости присоединяют к плоской боковой стороне стенки нервюры силой вакуумного прижима, как более подробно описано ниже. Элементы 40, 41 жесткости являются, по существу, более жесткими, чем стенка 10 нервюры, и совместно покрывают основную часть площади ее поверхности. Элементы жесткости выполнены, в частности, таким образом, что их жесткость в направлении продольной оси была примерно в десять раз больше, чем жесткость нервюры 6 в направлении ее продольной оси.
Элементы 40, 41 жесткости имеют схожую конструкцию, поэтому более подробно описан только один элемент 40 жесткости. Элемент 40 жесткости содержит панель 42 с внутренней боковой поверхностью (присоединяемой путем присасывания), показанной на фигуре 4, и внешней боковой поверхностью, показанной на фигурах 7-9. Резиновое внешнее уплотнительное кольцо 43 установлено на внутренней боковой стороне панели и определяет замкнутый внешний периметр вакуумной полости. Девятнадцать резиновых внутренних уплотнительных колец установлены на панели внутри периметра, который определяется внешним уплотнительным кольцом 43. Примером такого внутреннего уплотнительного кольца является кольцо 44. Каждое внутреннее уплотнительное кольцо образует внутренний периметр вакуумной полости и совмещается с соответствующим отверстием в нервюре 6. Таким образом, когда элемент 40 жесткости присоединяют к нервюре 6, каждое внутреннее уплотнительное кольцо герметизирует соответствующее отверстие нервюры. Так, например, внутреннее уплотнительное кольцо 44 герметизирует отверстие 23.
Вакуумный трубопровод 45 соединен с отверстием для вакуумирования в панели жесткости посредством штуцера 47, поперечный разрез которого показан на фигурах 12 и 13. Генератор 48 вакуума получает поток воздуха из входного трубопровода 49 и создает вакуум в вакуумном трубопроводе 45 за счет эффекта Вентури.
Два позиционирующих крюка 50, 51 установлены на внутренней боковой стороне элемента 40 жесткости для точного позиционирования и опоры элемента жесткости на нервюру. Как показано на фигуре 10, крюк 51 соединен с панелью 42 жесткости при помощи крепежного элемента 52 и содержит нейлоновую защитную втулку 57.
Как показано на фигурах 7 и 8, на внешней боковой стороне элемента 40 жесткости находится две рукоятки 53 и 54. Элементы жесткости установлены на нервюре, при этом нервюра ориентирована вертикально, а ее передняя кромка 19 находится внизу. Оператор поднимает элемент 40 жесткости при помощи рукояток 53, 54 вблизи нервюры 6, позиционирующие крюки 50, 51 входят в соответствующие отверстия 55, 56 в нервюре 6, и элемент жесткости немного перемещается таким образом, чтобы нейлоновые защитные втулки 57 на осях двух позиционирующих крюков 50, 51 вошли в зацепление с нижними кромками отверстий. В этой точке оператор отпускает рукоятки, и оси крюков принимают на себя вес элемента жесткости. Концевые части крюков предотвращают падение элемента жесткости с нервюры.
Затем включают генератор вакуума и частично откачивают воздух из вакуумной камеры, образованной панелью жесткости, внутренними и внешним уплотнительными кольцами и стенкой нервюры. Это вызывает присасывание элемента жесткости к нервюре и сжатие уплотнений.
Минимальный зазор между панелью жесткости и стенкой нервюры обеспечивают девять распорных дисков 60, которые установлены на внутренней боковой стороне панели 42. На фигуре 11 показан поперечный разрез одного из распорных дисков 60 по оси А-А с фигуры 4 при отсутствии сжатия уплотнительного кольца 62. В несжатом состоянии толщина уплотнительного кольца 62 больше, чем толщина распорного диска 60. Однако, когда элемент 40 жесткости присоединяют к нервюре 6, уплотнительное кольцо 62 прижимается к плоской боковой стороне 21, и его толщина уменьшается до тех пор, пока стенка нервюры не доходит до распорных дисков 60. Толщину распорных дисков 60 выбирают таким образом, чтобы она соответствовала толщине уплотнительного кольца 62 в его сжатом состоянии. Кроме поддержания минимального зазора распорные диски также предотвращают локальный изгиб нервюры или элемента жесткости при вакуумной нагрузке.
На фигуре 14 показан поперечный разрез по передней части нервюры 6 с присоединенным элементом жесткости по оси Е-Е с фигуры 9. Нервюру 6 присоединяют к каждому обшивочному листу путем выполнения следующей последовательности сборочных операций.
1. Нервюру 6 с присоединенной панелью жесткости совмещают с обшивкой. Во время выполнения этой сборочной операции нервюру и/или обшивку можно перемещать.
2. В обшивке сверлят отверстия для болтов, вводя сверло через отверстия 18 для болтов во фланцах оснований нервюры. Во время этой сборочной операции элементы жесткости остаются присоединенными для того, чтобы исключить изгибную деформацию нервюры и неправильное совмещение с обшивкой.
3. Нервюру присоединяют к обшивке, пропуская болты через отверстия 18 для болтов во фланцах оснований нервюры и отверстия для болтов, просверленные в обшивке. Во время этой сборочной операции элементы жесткости можно оставлять на месте, а затем удалять путем выключения генератора вакуума для снятия вакуума и съема элементов жесткости вручную. Альтернативно элементы жесткости можно удалить после сверления отверстий, но перед установкой болтов. В последнем случае, если нервюра изгибается перед установкой болтов, ее можно подравнять вручную, чтобы совместить с отверстиями для болтов. После установки нескольких болтов нервюра останется совмещенной и не будет существенно изгибаться.
На фигуре 14 показаны два фланца 16, 17 основания нервюры, а пунктирные линии 64, 65 представляют оси болтов, которые проходят, по существу, параллельно стенке нервюры.
Элемент 40 жесткости не мешает доступу к отверстиям 18 для болтов во время операции сверления по двум причинам:
1. Элемент жесткости является относительно тонким. В частности, дальние концы фланцев 16, 17 оснований нервюры удалены от стенки нервюры на расстояние D1, измеренное в направлении, нормальном к стенке нервюры. Отверстия 18 для болтов во фланцах 16, 17 оснований нервюры удалены от стенки нервюры на расстояние D2, измеренное в направлении, нормальном к стенке нервюры. Панель 40 жесткости имеет максимальную толщину, измеренную в направлении, нормальном к стенке нервюры, которая меньше, чем D1 и D2.
2. Небольшое пространство 63 оставлено между нижней кромкой элемента 40 жесткости и фланцем 16 основания нервюры.
Таким образом, элемент 40 жесткости может оставаться присоединенным к нервюре 6, когда сверло проходит через отверстия 18 для болтов во время сверления отверстий в облицовочных листах 2, 3.
Изобретение описано со ссылками на один или более предпочтительных вариантов осуществления, однако, следует понимать, что различные изменения или модификации могут быть внесены в него без отклонения от объема изобретения, который определяется прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ФОРМОВАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА | 2007 |
|
RU2457111C2 |
| КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ВОЗДУШНОГО СУДНА | 2007 |
|
RU2428353C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО КОМПОНЕНТА | 2007 |
|
RU2453436C2 |
| РЕЗЕРВУАР ДЛЯ СОДЕРЖАНИЯ ТЕКУЧЕЙ СРЕДЫ ВНУТРИ КАМЕРЫ | 2008 |
|
RU2478527C2 |
| КЕССОННЫЙ УЗЕЛ СТАБИЛИЗАТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2608774C2 |
| СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ | 2007 |
|
RU2446986C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРОЧНЕННОЙ ПАНЕЛИ | 2008 |
|
RU2465178C2 |
| КОМПОЗИЦИОННАЯ КОНСТРУКЦИЯ | 2007 |
|
RU2455194C2 |
| КЕССОН КРЫЛА, АРМИРОВАННЫЙ ПОЛИМЕРНЫМ КОМПОЗИЦИОННЫМ МАТЕРИАЛОМ | 2014 |
|
RU2549043C1 |
| Крыло самолёта со съёмными нижними панелями, устройство для крепления нижних панелей и узел соединения подкоса с крылом | 2016 |
|
RU2647399C1 |












Изобретение относится к способу повышения жесткости нервюры при совмещении ее с компонентами крыла воздушного судна при изготовлении блока крыла. Во время сборки крыла воздушного судна для повышения жесткости нервюры присоединяют панели жесткости к боковой стороне нервюры посредством действия низкого вакуума. Затем совмещают нервюру вместе с присоединенными к ней панелями жесткости с компонентом крыла. Выполняют сборочные операции с совмещенной нервюрой и присоединенными к ней панелями, после чего удаляют панели жесткости с нервюры путем снятия низкого вакуума. Каждая панель жесткости содержит упругое внешнее уплотнительное кольцо, которое установлено на боковой стороне панели и образует внешний периметр вакуумной полости. Также панель содержит упругое внутреннее уплотнительное кольцо, которое установлено на панели внутри периметра, определяемого внешним уплотнительным кольцом, и образует внутренний периметр вакуумной полости. Панель жесткости присоединяют к нервюре путем формирования вакуумной камеры в результате контакта нервюры с внешним уплотнительным кольцом панели. Нервюра имеет одно или более отверстий, расположенных внутри периметра, определяемого внешним уплотнительным кольцом. Каждое отверстие в нервюре герметизировано соответствующим внутренним уплотнительным кольцом. Достигается обеспечение жесткости нервюры, имеющей небольшой вес, во время сборки крыла воздушного судна. 3 н. и 11 з.п. ф-лы, 14 ил.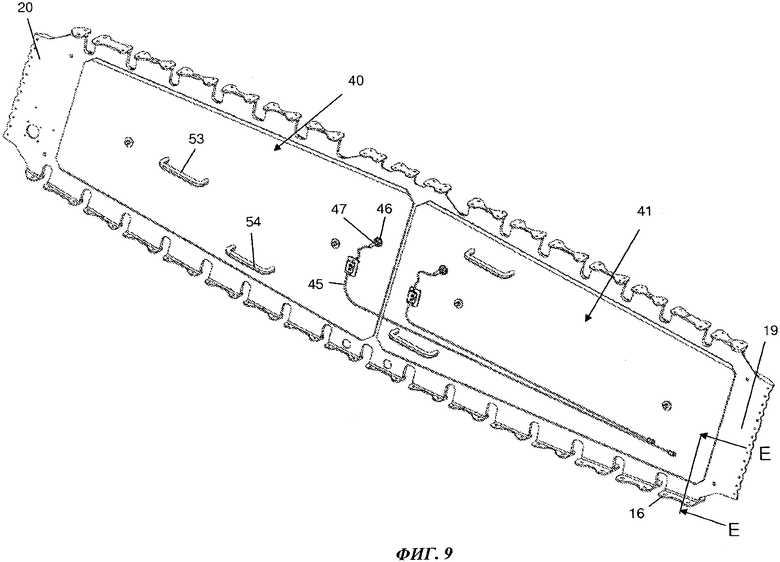
1. Способ повышения жесткости нервюры во время сборки крыла воздушного судна, включающий следующие операции:
- присоединение одной или более панелей жесткости к боковой стороне нервюры посредством действия низкого вакуума,
- совмещение нервюры, вместе с присоединенными к ней одной или более панелями жесткости, с компонентом крыла,
- выполнение сборочной операции с совмещенной нервюрой и одной или более присоединенными к ней панелями жесткости, и
- удаление одной или более панелей жесткости с нервюры после выполнения сборочной операции путем снятия низкого вакуума,
отличающийся тем, что каждая панель жесткости содержит упругое внешнее уплотнительное кольцо, которое установлено на боковой стороне панели и образует внешний периметр вакуумной полости, и, по меньшей мере, одно упругое внутреннее уплотнительное кольцо, которое установлено на панели внутри периметра, определяемого внешним уплотнительным кольцом, и образует внутренний периметр вакуумной полости, при этом панель жесткости присоединяют к нервюре путем формирования вакуумной камеры в результате контакта нервюры с внешним уплотнительным кольцом панели жесткости, при этом нервюра имеет одно или более отверстий, расположенных внутри периметра, определяемого внешним уплотнительным кольцом, герметизации каждого отверстия в нервюре посредством соответствующего внутреннего уплотнительного кольца, и создания низкого вакуума в вакуумной камере для присоединения панели жесткости к нервюре.
2. Способ по п.1, отличающийся тем, что сборочная операция включает сверление одного или более отверстий для крепежных элементов в нервюре и/или компоненте крыла путем проведения сверла через совмещенные нервюру и компонент крыла.
3. Способ по п.2, отличающийся тем, что нервюра содержит стенку нервюры с рядом оснований нервюры, расположенных на кромке стенки нервюры и проходящих под углом к стенке нервюры, при этом сверло проводят через основания нервюры.
4. Способ по одному из предшествующих пунктов, отличающийся тем, что сборочная операция включает прикрепление нервюры к компоненту крыла.
5. Способ по одному из пп.1-3, отличающийся тем, что нервюра содержит стенку нервюры с рядом оснований нервюры, расположенных на кромке стенки нервюры и проходящих под углом к стенке нервюры, при этом сборочная операция включает прикрепление оснований нервюры к компоненту крыла.
6. Способ по одному из пп.1-3, отличающийся тем, что одна или более панелей жесткости покрывают более 50% площади боковой стороны нервюры.
7. Блок для сборки крыла воздушного судна, предназначенный для установки нервюры в крыле воздушного судна, содержащий нервюру крыла и одну или более панелей жесткости, присоединенных к боковой стороне нервюры крыла, отличающийся тем, что каждая панель жесткости содержит упругое внешнее уплотнительное кольцо, которое установлено на боковой стороне панели жесткости и образует внешний периметр вакуумной полости, и, по меньшей мере, одно упругое внутреннее уплотнительное кольцо, которое установлено на панели внутри периметра, определяемого внешним уплотнительным кольцом, и образует внутренний периметр вакуумной полости, при этом каждая панель жесткости выполнена с возможностью присоединения к нервюре за счет создания низкого вакуума в вакуумной камере, образованной в результате контакта нервюры с внешним уплотнительным кольцом панели жесткости, причем нервюра имеет одно или более отверстий, расположенных внутри периметра, определяемого внешним уплотнительным кольцом, и каждое отверстие в нервюре герметизировано соответствующим внутренним уплотнительным кольцом.
8. Блок по п.7, отличающийся тем, что нервюра крыла содержит стенку нервюры с рядом оснований нервюры, расположенных на кромке стенки нервюры и проходящих под углом к стенке нервюры.
9. Блок по п.7 или 8, отличающийся тем, что одна или более панелей жесткости покрывают более 50% площади боковой стороны стенки нервюры.
10. Блок по п.8, отличающийся тем, что дальние концы оснований нервюры удалены от стенки нервюры на расстояние D, измеренное в направлении, нормальном к стенке нервюры, при этом каждая панель жесткости имеет максимальную толщину, измеренную в направлении, нормальном к стенке нервюры, которая меньше, чем D.
11. Блок по п.7 или 8, отличающийся тем, что панель изготовлена, по существу, из композитного материала.
12. Блок по п.7 или 8, отличающийся тем, что указанный блок содержит один или более распорных элементов, установленных на боковой стороне панели в вакуумной камере для обеспечения зазора между боковой стороной панели и нервюрой.
13. Блок по п.7 или 8, отличающийся тем, что указанный блок содержит ряд позиционирующих элементов, установленных на боковой стороне панели для позиционирования панели жесткости на нервюре.
14. Элемент жесткости для повышения жесткости нервюры во время сборки крыла воздушного судна, содержащий панель, упругое внешнее уплотнительное кольцо, которое установлено на боковой стороне панели и образует внешний периметр вакуумной полости, несколько упругих внутренних уплотнительных колец, каждое из которых установлено на панели внутри периметра, определяемого внешним уплотнительным кольцом, и образует внутренний периметр вакуумной полости, и вакуумный трубопровод, соединенный с отверстием для вакуумирования в панели элемента жесткости.
| US 3669807 A, 13.06.1972 | |||
| US 5249785 А, 05.10.1993 | |||
| В.В | |||
| Бойцов и др | |||
| "Сборка агрегатов самолета" - М.: Машиностроение, 1988, ISBN 5-217-00126-7, с.114-125, рис.5.2, 5.4 | |||
| ГРУППОВОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ СБОРКИ НЕРВЮР | 0 |
|
SU290866A1 |

