Область применения изобретения
Данное изобретение относится к газовому и жидкостному охлаждению оборудования, и, в частности, к методам и устройствам для устранения вихревых токов в высокоскоростных потоках охлаждающей жидкости, идущих через каналы для прохода охлаждающей жидкости в виде змеевиков фурм доменной печи.
Описание известного уровня техники
Существует высокая потребность в эффективном охлаждении для различных типов промышленного оборудования и механизмов. Двигатели, плавильные печи и другие механизмы могут генерировать достаточно тепла, чтобы разрушить сами себя, если не использовать охлаждение для удержания рабочих температур в допустимых пределах. Возможны три способа охлаждения передачи тепла: теплоизлучение, теплопроводность, и тепловая конвекция. В обычных машинах и грузовиках используются охлаждающие жидкости, циркулирующие через водяные рубашки и радиаторы, чтобы удерживать рабочие температуры двигателя ниже уровня 200°F. Избыточное тепло, собираемое путем конвекции в охлаждающей жидкости, передается в продувку воздухом через радиатор.
Жидкостные и газовые кулеры широко используются в металлургических печах, литейных формах для затвердевания расплавленных материалов, фурмах, зажимах для электродов, воздушных форсунках фурмы в доменных печах для плавки черных металлов и т.д. К числу наиболее часто используемых охлаждающих агентов относится принудительное водоохлаждение, оборотная вода, обычные (неочищенные) масла, и синтетические масла.
роходы для охлаждающей жидкости могут быть изготовлены внутри металлических деталей путем сверления, машинообработки или литья. Трубопровод для прохода охлаждающей жидкости, выполненный из одного материала, может быть отлит в массе второго типа материала, или проходы могут быть отлиты внутри, используя тонкостенную технологию, которая применяется в блоках автомобильных двигателей. Например, медно-никелевая трубка может быть отлита внутри монолитной медной детали.
Когда необходимы модели комплексного охлаждения, не может быть использовано сверление; именно поэтому применение сверления ограничивается приложениями, где предусмотрены прямолинейные проходы для охлаждающей жидкости. Метод внутренней отливки трубок позволяет получить более сложные конфигурации проходов, но формы проходов и получаемые конфигурации трубопровода выбираются с учетом размера трубки, соединения, изгиба, сварки. Эффективность возможного охлаждения с использованием внедрений изобретения, предусматривающих отливку трубок, ограничивается стандартными параметрами изгиба. Например, в однодюймовой трубке условное давление -40, с возвратом 180° короткого радиуса, расстояние между центрами трубок в два раза больше номинального диаметра, то есть два дюйма. Но внутренний диаметр трубки составляет только 1.099 дюйма. Таким образом, если трубка подвергалась литью, тогда ширина канала для прохода охлаждающей жидкости составляет менее 50% всей массы (монолита) исходя из ограничений на минимальное расстояние между центрами трубок.
Круглое поперечное сечение трубок еще более ограничивает эффективную зону канала для прохода охлаждающей жидкости и, таким образом, расход (объем) потока. Прямоугольное поперечное сечение позволит лучше заполнять доступный объем материала.
Чистые отливки могут быть изготовлены, используя модели выпуклой вставки и модели, где предусмотрена машинная обработка; а для типовых проходов для охлаждающей жидкости чаще всего используется змеевик с тонкостенными перегородками. Однако эти простые конструкции могут привести к образованию значительных завихрений в потоке охлаждающей жидкости, когда поток охлаждающей жидкости разворачивается в каждой петле, и проблемы только усугубляются, когда скорость прохода охлаждающая жидкость поднимается до высокого уровня. Однородность охлаждения серьезно нарушается, когда эти завихрения становятся значительными. Таким образом, контроль над вихревыми потоками представляет собой способ продлить работу кулера без каких-либо иных изменений.
Кулеры с проходами для промывочной жидкости с сердечником (стержнем) могут быть изготовлены в виде цельной детали. Но с одним серьезным осложнением. Песчаные стержни должны быть каким-то образом помещены в литейную форму, чтобы обозначить проходы для промывочной жидкости во время разливки литья. Это обычно означает, что в песок должны быть включены опорные штоки (стержни). Эти штоки (стержни) создают отверстия в последующих отливках, которые должны быть закупорены или заварены позднее.
Так называемая "герметичность" представляет собой проблему в отливках кулера. Измерение микропотока динамического газа может быть использовано для установления путей или микроканалов утечки потока. Это предназначено и позволяет определить отверстия малого диаметра (проколы) в материале. Герметичность в металлической детали, охлаждаемой за счет газового или жидкостного охлаждения, может быть улучшена за счет горячей обработки или ковки (проковки) горячей стороны (рабочей поверхности), чтобы уменьшить размер зерна металлического кристалла. Например, средний размер зерна для литейной меди может быть уменьшен с примерно десяти миллиметров до менее чем одного миллиметра, используя горячую прокатку, горячее прессование и т.д. Выходящие наружу проходы для промывочной жидкости затем должны быть отфрезерованы при выходе на поверхность рабочей детали. Требуется лист обшивки или вторая деталь для укомплектования прохода для промывочной жидкости и завершения отфрезерованной детали.
Проходы для охлаждающей жидкости с прямоугольным поперечным сечением с закругленными углами занимают большой процент доступной высоты и ширины внутри детали. Это абсолютно возможно и практически осуществимо в случае отливок с каналами для прохода охлаждающей жидкости с сердечником или подвергнутых машинной обработке. Встроенные таким образом кулеры потребуют меньше металла, и пропорционально увеличивается их эффективность охлаждения.
Большие поверхностные области внутри проходов для охлаждающей жидкости приводят к значительному увеличению объема возможной теплопередачи. Однако режим течения внутри охлаждающей жидкости в обычных отливках обычно достаточно плох. Завихрения имеют тенденцию к тому, чтобы формироваться в потоках охлаждающей жидкости по направлению к хвостовой части, где они поворачиваются с помощью краев перегородки. Затем могут образовываться горячие точки, поскольку охлаждающая жидкость неэффективно проворачивается малыми кругами и не может увлечь какого-либо абсорбированного тепла. В этих точках может накапливаться достаточно тепла, чтобы вскипятить охлаждающую жидкость, и это может привести к отказу этой детали и соединительных трубок.
В данном случае необходима лучшая конструкция перегородки и прохода, которая позволить устранить неэффективные завихрения и их разрушительные последствия в быстро текущих охлаждающих жидкостях.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Вкратце воплощение системы охлаждения данного изобретения включает тщательно контролируемые радиусы поворота и профили внутри проходов-змеевиков для охлаждающей жидкости, которые отлиты или отфрезерованы внутри обрабатываемого изделия. Отдельные встречноштыревые (гребенчатые) перегородки оконтурены в плоскости потока охлаждающей жидкости, чтобы получить стенки, которые постепенно утолщаются и затем закрепляются на своих дистальных концах. Внешние радиусы (радиусы окружности вершин) на этих поворотах аналогично закруглены и контролируются таких образом, чтобы потоки охлаждающей жидкости не попадали в водоворот завихрений.
Эти и другие цели и преимущества данного изобретения без сомнения станут очевидны для квалифицированных специалистов в данной области после ознакомления со следующим детальным описанием предпочтительных воплощений, изображенных на различных чертежах.
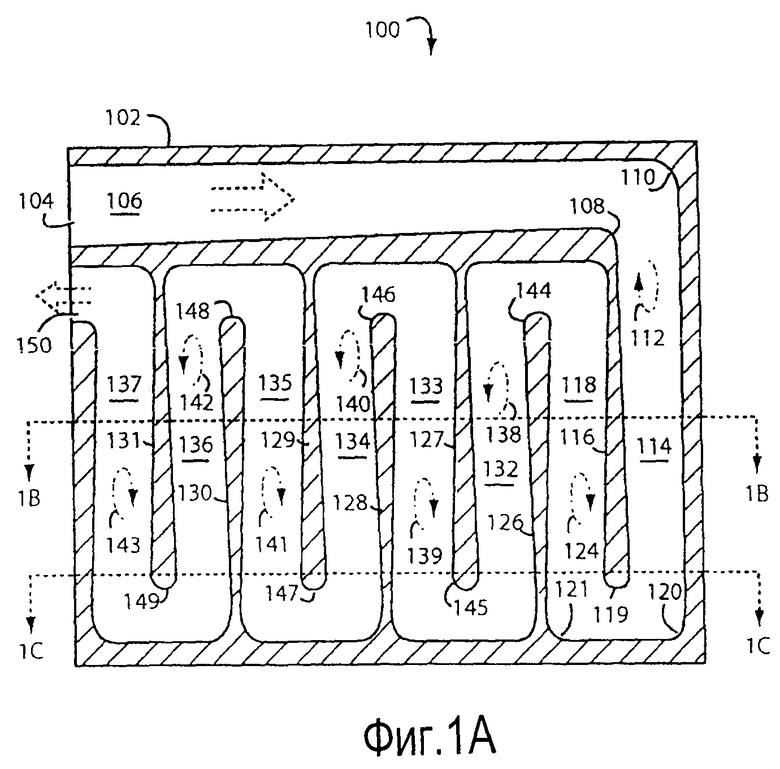
Фиг.1А - это схема поперечного сечения воплощения системы охлаждения данного изобретения, взятого по плоскости общего положения прохода-змеевика для охлаждающей жидкости, который отлит внутри;
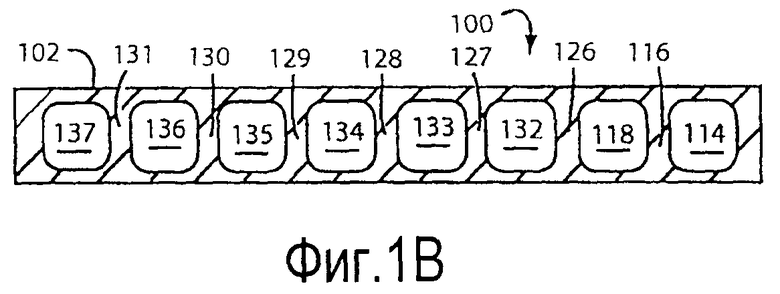
Фиг.1В - это схема поперечного сечения системы охлаждения Фиг.1А, взятого по линии line 1 В-1 В, и поперек плоскости общего положения прохода-змеевика для охлаждающей жидкости, который отлит внутри;
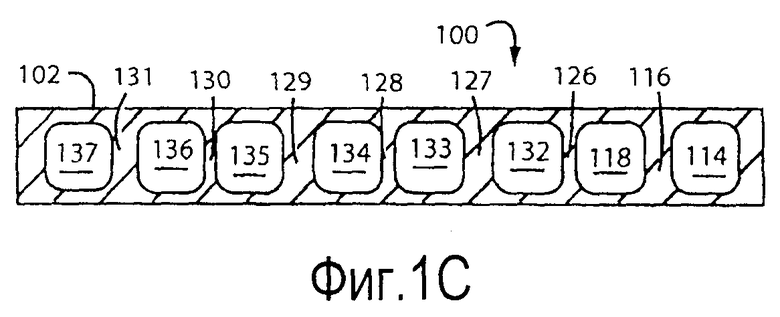
Фиг.1C - это схема поперечного сечения системы охлаждения Фиг.1А, взятого по линии 1C-1C, и поперек плоскости общего положения прохода-змеевика для охлаждающей жидкости, который отлит внутри, где концы нескольких перегородок наиболее толстые;
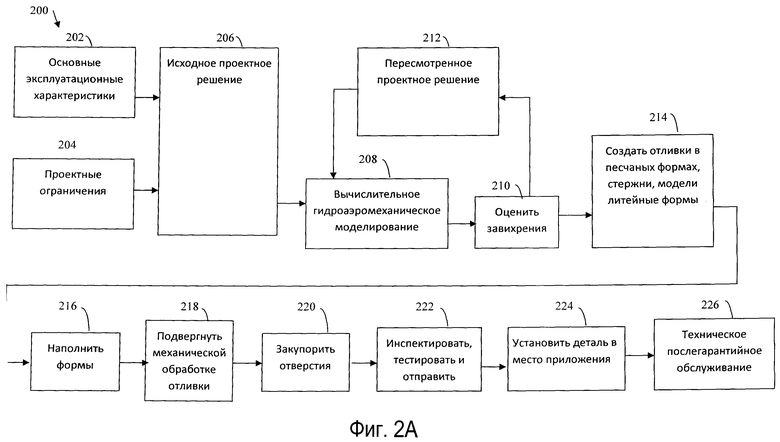
Фигуры 2А-2В - это блок-схемы аналогичных воплощений метода данного изобретения для производства систем охлаждения, кулеров и фурм Фиг. 1А, 1В, 1C, 3, 4А, 4В, и 4С, 5А-5Е и 6;
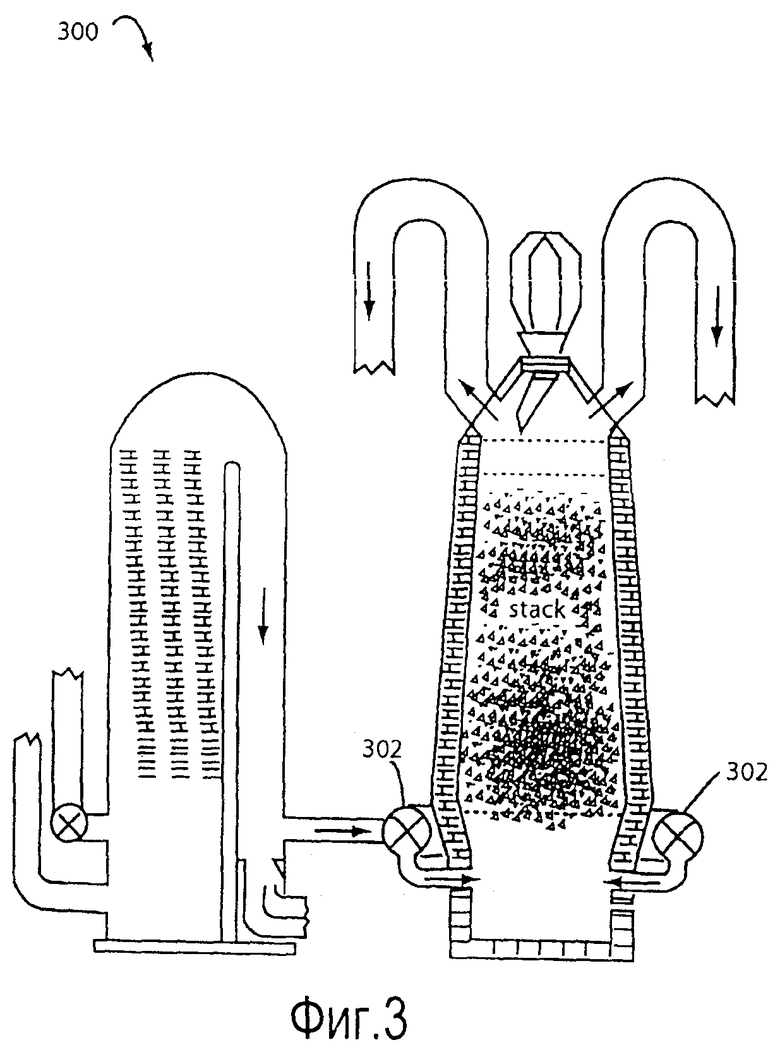
Фиг.3 - это схема в разрезе воплощения доменной печи данного изобретения, которая может включать фурмы Фиг. 4А, 4В и 4С;
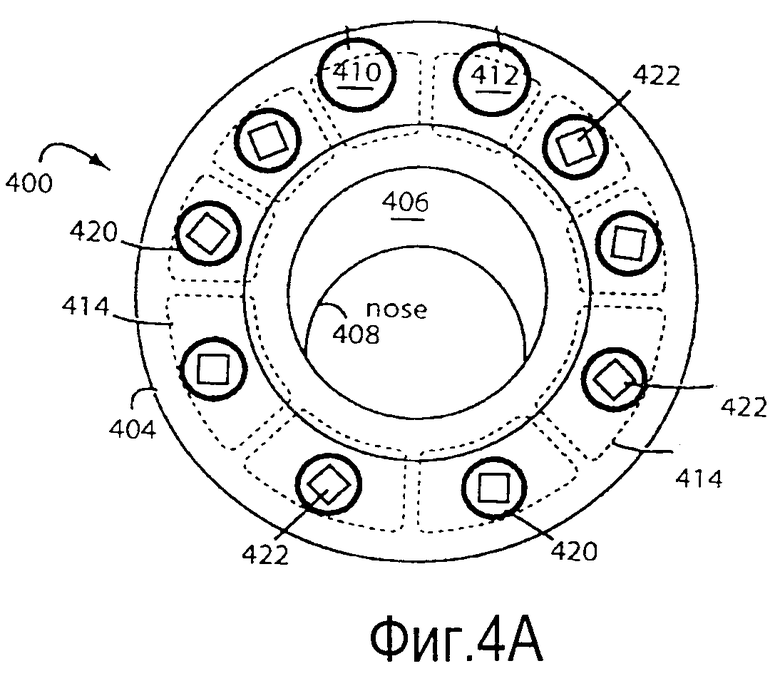
Фиг.4А - это вид сзади воплощения фурмы данного изобретения, используемой в доменной печи Фиг.3;
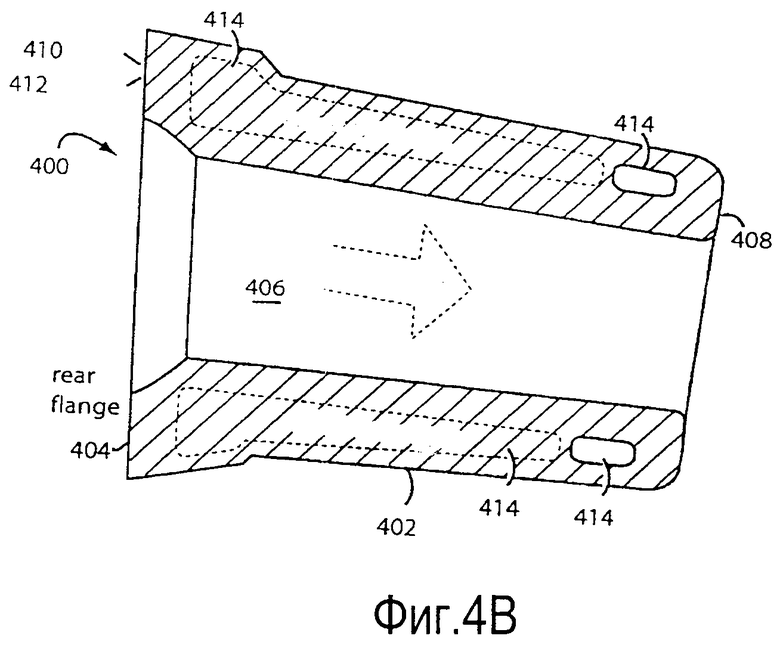
Фиг.4В - это схема продольного поперечного сечения фурмы Фиг.9А;
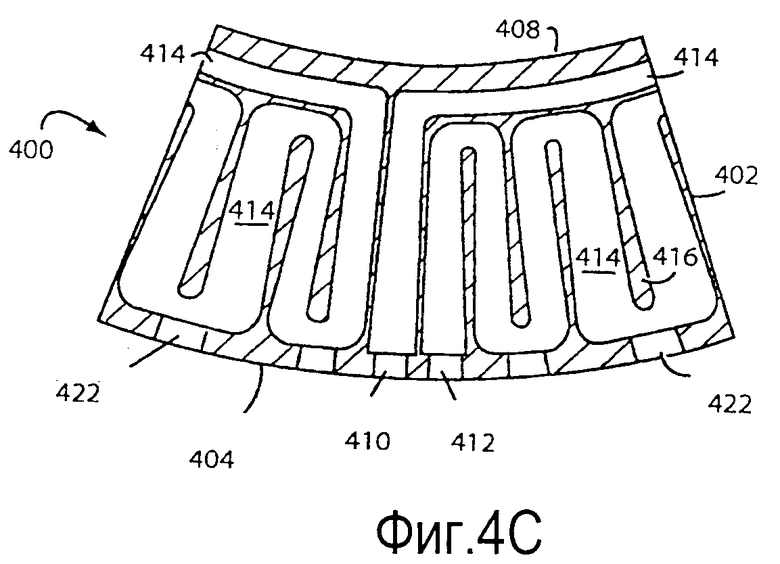
Фиг.4С - это схема поперечного сечения сбоку участка конического корпуса фурмы Фиг. 4А и 4В и представленного на плоскости для данной иллюстрации;
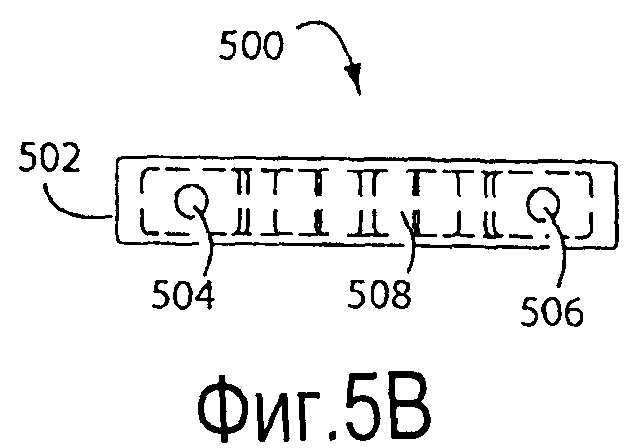
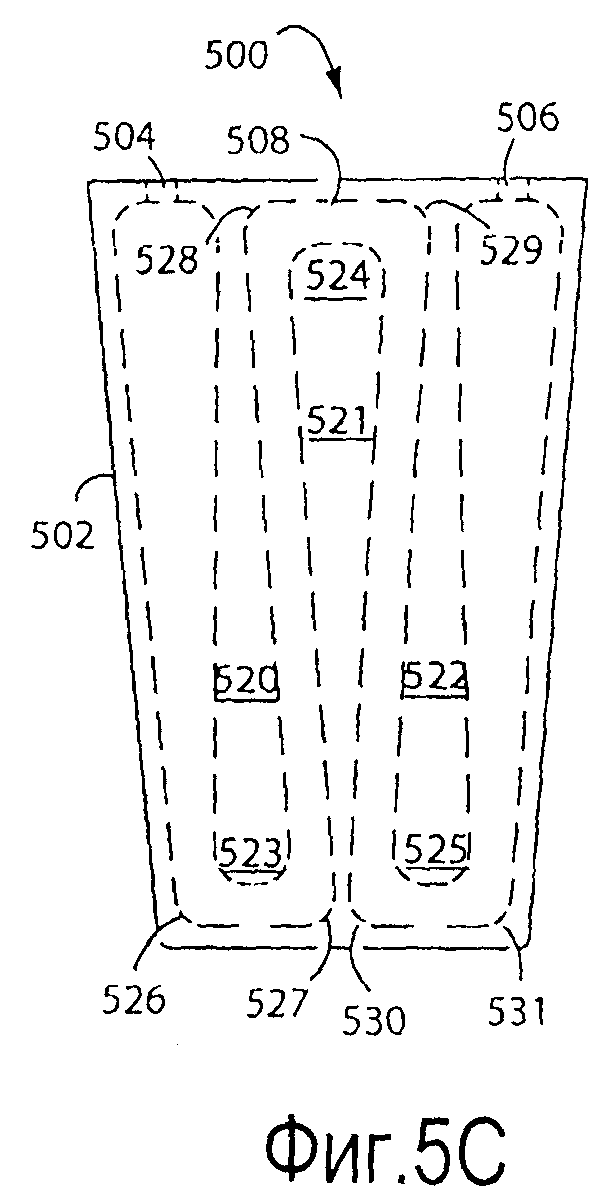
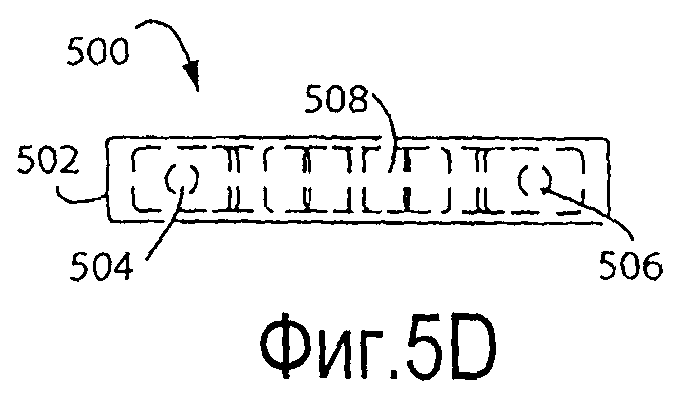
Фиг. 5А-5Е - это, соответственно, схемы перспективы, широкого конца, верха, узкого конца и вида сбоку воплощения пластины кулера данного изобретения; и
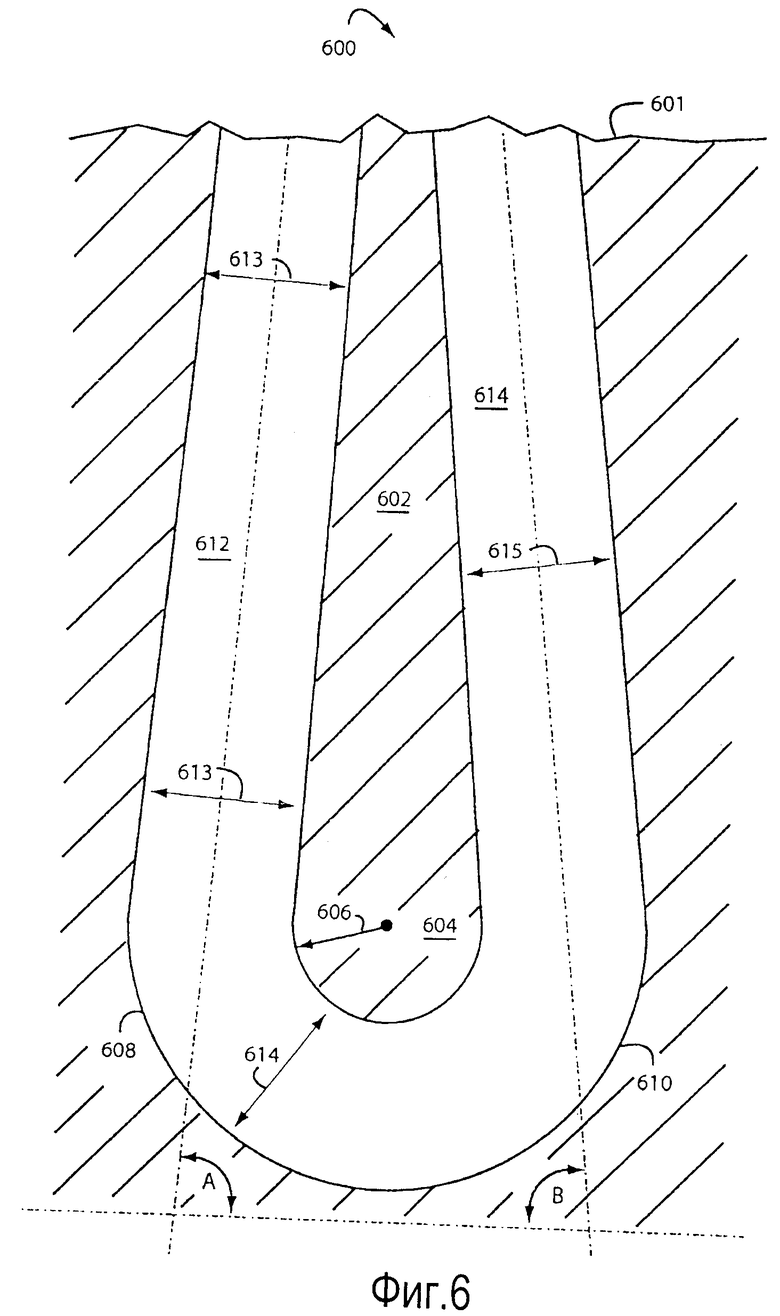
Фиг.6 - это вид поперечного сечения, взятый по плоскости поворота петли змеевика в проходе для охлаждающей жидкости, причем данный проход расположен в отлитом или подвергнутом машинной обработке кулере в воплощении данного изобретения.
В то время как в данном изобретении возможны различные модификации и альтернативные формы, особенности данного изобретения иллюстрируются примерами на чертежах и будут детально описаны Следует, однако, понимать, что это не нацелено на то, чтобы ограничить данное изобретение только описанными конкретными воплощениями. Как раз наоборот, намерение заключается в том, чтобы охватить все модификации, эквиваленты и альтернативы, подпадающие под сущность и объем данного изобретения, как описано в прилагаемых пунктах патентной формулы.
ДЕТАЛЬНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВОПЛОЩЕНИЯ
Фиг. 1А-1С представляют собой воплощение системы охлаждения данного изобретения, и здесь используются общие ссылки, обозначенные цифрами 100 и далее. Система охлаждения 100 включает литую металлическую обрабатываемую деталь 102 с входом 104 в змеевиковый проход 106 для циркуляции охлаждающая жидкость. Первый поворот в змеевиковом проходе 106 имеет внутренний радиус поворота 108 и внешний радиус поворота 110 по отношению к плоскости общего положения змеевикового прохода 106. Внутренний и внешний радиусы поворота 108 и 110 имеют такие размеры и формы, которые позволяют устранить или большей частью сократить завихрения 112, которые иначе возникали бы в потоке охлаждающей жидкости. Такие завихрения 112 часто возникают в этих точках и как раз вниз по потоку в обычных конструкциях. Завихрения 112 кружат охлаждающую жидкость бесполезными кругами, где нет возможности избавиться от накопленного или удерживаемого тепла.
В целом, тот факт, что радиусы поворота становятся больше и шире, в некоторой точке, приводит к ликвидации завихрений 112 в потоке охлаждающей жидкости. Однако подобные увеличения должны быть сбалансированы с негативными воздействиями, вызванными утолщением стенок литьевого материала. Осуществление теплопередачи может пострадать от переизбытка закруглений. Одним из путей определения оптимального баланса между сокращением потока завихрений и повышением эффективности теплопередачи при увеличении толщины стен и снижением эффективности теплопередачи является использование программного обеспечения для построения вычислительных моделей гидроаэромеханики в имитационном моделировании.
Ссылаясь снова на Фиг. 1А-1С, первая змеевиковая петля 114 поворачивается вокруг первой перегородки 116 во вторую змеевиковую петлю 118. Перегородка 116 постепенно утолщается по направлению к концу (краю) радиуса 119, обращенному к двум внешним закруглениям радиуса 120 и 121. Такой конец (край) радиуса 119 и закругления радиуса 120 и 121 соразмерны тому, чтобы ликвидировать или в основном устранить любые завихрения 124, которые в противном случае образовывались бы в потоке охлаждающей жидкости, если бы повороты были слишком острыми и крутыми.
В производственной альтернативе, нацеленной на экономию расходов, перегородка 116 и другие аналогичные ей перегородки могут вместо этого иметь стенки равномерной толщины, которые расширяются в каплеобразный профиль по мере того, как достигается конец радиуса 119. Лицевые (фасадные) два внешних закругления радиуса 120 и 121 соответствуют каплеобразному профилю, что сокращает завихрения по мере того, как поток охлаждающей жидкости поворачивается.
Непрерывный ряд перегородок 126-131 предусмотрен в змеевиковом проходе 106, чтобы обеспечить дополнительный поворот циркулирующей охлаждающей жидкости в каждой из следующего ряда змеевиковых петель 132-137. Каждый такой поворот способствует образованию еще более интенсивных завихрений 138-143 в потоке охлаждающей жидкости. Завихрения, которые показаны здесь, кружатся в той же плоскости, что и змеевиковый проход 106.
Каждая из перегородок 126-131 также постепенно утолщается по направлению к их дистальным концам 144-149 и заканчивается на конце радиуса. Соответствующие внешние углы аналогичны закруглениям радиуса 120 и 121. Охлаждающая жидкость в конечном счете удаляется в охладитель через выход 150.
Завихрения в целом ограничивают осуществление охлаждения в непосредственной близости от литой металлической обрабатываемой детали 102. В случае применения доменной печи в крайне тяжелых условиях, предусмотренных для воплощений фурм данного изобретения, подобные потери при осуществлении охлаждения в любой точке могут спровоцировать катастрофический сбой, вызванный сильным нагревом окружающей среды.
Вычислительная гидрогазодинамика - это область механики жидкостей, где используются различные численные методы и алгоритмы для решения и анализа проблем, которые включают жидкостные потоки. Компьютеры используются для осуществления многих расчетов, необходимых для имитации взаимодействий жидкостей с поверхностями, обозначаемыми граничными условиями.
В продаже представлено специализированное программное обеспечение, которое может информировать пользователя об осуществлении теплопередачи и скоростях жидкости в определенных точках или отсеках моделирования в системе охлаждения. Например, ANSYS CFX программный продукт, который предлагается на рынке ANSYS, Inc. (Канонсберг, Пенсильвания) предоставляет техническое обеспечение и программное обеспечение на основе вычислительной гидрогазодинамики для моделирования прохода жидкостных потоков. См. www.ansys.com/products/fluid-dynamics/cfx/. Когда это используется для сооружения воплощений данного изобретения, перспектива любых завихрений 112, 124, и 138-143 в охлаждающей жидкости выявляется путем моделирования отсеков, где моделируется наблюдаемая там нулевая скорость или вихревые потоки.
На Фиг. 1В и 1C можно увидеть, что каждая петля 119, 118 и 132-137 змеевикового прохода 106 имеет в целом прямоугольное поперечное сечение. Область поперечного сечения змеевикового прохода 106 сохраняется в качестве постоянной величины, насколько это возможно в рамках данного приложения. Если змеевиковый проход 106 должен быть сужен или расширен в любой точке, то эти переходы должны быть постепенными, чтобы не способствовать образованию завихрения.
Фиг.2А представляет воплощение производственного метода данного изобретения, которое может быть использовано для изготовления системы охлаждения 100 Фиг.1, и здесь используются общие ссылки, обозначенные цифрами 200 и далее. Метод 200 начинается с требований к приложению 202, которые определяют необходимое исполнение и окружающую среду, в которой должна функционировать система охлаждения. Эти требования могут включать, например, внешние тепловые нагрузки, давления на входе и т.д. Конструктивные ограничения 204 далее ограничивают материалы и размеры, применимые в конструкции системы охлаждения. Первоначальная конструкция 206 представляет прототип или архетип и будет включать закругленные края перегородок и внутренний угол (закругление), затыловочный, как показано на Фиг. 1А-1С, 9А-4С, 5А-5Е и 6.
Программное обеспечение на основе вычислительной гидрогазодинамики для моделирования прохода жидкостных потоков 208, такое как ANSYS CFX, работающее на подходящей компьютерной системной платформе, создает имитации термального перехода и скоростей для определенной конструкции, которая итерируется. Этап 210 представляет информацию таким образом, что подготовленный оператор может оценить, действительно ли конструкция нуждается в дальнейшей подстройке, особенно в области концевых радиусов перегородки и радиусов фасадного (лицевого) внутреннего угла змеевиковых проходов внутри системы охлаждения. Если это так, то исправленная конструкция 212 повторно загружается в программное обеспечение на основе вычислительной гидрогазодинамики для моделирования прохода жидкостных потоков 208. Конструкторские итерации можно остановить тогда, когда уменьшение завихрений очевидно оптимизировано и сбалансировано другими практическими соображениями, например толщиной литья стен.
Когда конструкция завершена, песчаные литейные стержни создаются на этапе 214. Заливки отливаются в жидкой меди, например, на этапе 216 и подвергаются механической обработке на этапе 218. Песчаные литейные стержни обычно имеют штоки, чтобы поддерживать их в определенном положении так, чтобы после окончания литья и машинообработки закупоривать остаточные отверстия в отливках на этапе 220. Затычки могут быть заварены или закручены. Этап 222 включает инспектирование, тестирование и отправку окончательной системы охлаждения. Эти обрабатываемые детали устанавливаются в их конкретные приложения на этапе 224.
Основным преимуществом данного изобретения является то, что воплощения обрабатываемых деталей имеют пролонгированный срок службы, что может быть заложено в бюджет и предусматривать техническое обеспечение на этапе 226.
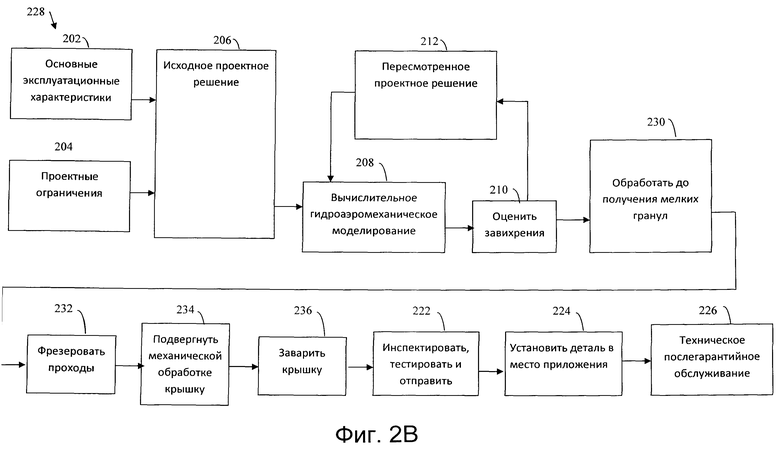
Фиг.2В представляет другое воплощение производственного метода данного изобретения, который может быть использован для построения кулера, подвергнутого машинной обработке, и проходит здесь под справочным номером 228. Метод 228 в большей степени аналогичен методу 200 и начинается с требований к приложению 202, которые определяют необходимое исполнение и окружающую среду, в которой должна функционировать система охлаждения. Эти требования могут включать, например, внешние тепловые нагрузки, давления на входе и т.д. Конструкторские ограничения 204 далее ограничивают материалы и размеры, применимые в конструкции системы охлаждения.
Первоначальная конструкция 206 представляет прототип или архетип и будет включать закругленные края перегородок и внутренний угол (закругление), затыловочный, как показано на Фиг. 1А-1С, 9А-4С, 5А-5Е и 6. Программное обеспечение на основе вычислительной гидрогазодинамики для моделирования прохода жидкостных потоков 208, такое как ANSYS CFX, работающее на подходящей компьютерной системной платформе, создает имитации термального перехода и скоростей для определенной конструкции, которая итерируется. Этап 210 представляет информацию таким образом, что подготовленный оператор может оценить, действительно ли конструкция нуждается в дальнейшей подстройке, особенно в области концевых радиусов перегородки и радиусов фасадного (лицевого) внутреннего угла змеевиковых проходов внутри системы охлаждения. Если это так, то исправленная конструкция 212 повторно загружается в программное обеспечение на основе вычислительной гидрогазодинамики для моделирования прохода жидкостных потоков 208. Конструкторские итерации можно остановить тогда, когда уже невозможно добиться дальнейших улучшений в уменьшении завихрений.
В этой точке метод 228 варьируется, если конструкция завершена, затем деталь обрабатывается для получения меньших размеров зерна на этапе 230. Обработка может быть приостановлена, когда испытания на герметичность показывают приемлемые уровни. Проходы фрезеруются на этапе 232, и крышка перепускного канала подвергается машинной обработке на этапе 234. Крышка приваривается на этапе 236. Как в методе 200, этап 222 используется, чтобы проинспектировать, протестировать и отправить окончательную систему охлаждения. Эти обрабатываемые детали устанавливаются в их конкретные приложения на этапе 224. Эти воплощения будут иметь пролонгированный срок службы, что бюджетируется и получает техническое обслуживание со стороны обслуживающего персонала на этапе 226.
Фиг.3 представляет собой воплощение доменной печи 300 данного изобретения, где ряд фурм 302 используется для внедрения очень горячего воздуха в процесс плавки. Фурмы напоминают форсунки (выпускные отверстия), и их непосредственная близость к плавке чугуна обычно требует того, чтобы они подвергались жидкостному охлаждению и изготавливались из меди.
Доменные печи химически сокращают и физически преобразуют оксиды железа в жидкий чугун при высоких температурах. Доменные печи - это очень большие стальные шахты, облицованные огнеупором, куда подается смесь железной руды кокса и известняка сверху. Предварительно нагретый воздух задувается снизу через фурмы. Капельки жидкого чугуна падают в под печи, где они собираются в качестве шлака и жидкого чугуна. Все это периодически выгружается из печи по мере заполнения пода печи.
Горячий воздух, задуваемый в печь через под, участвует во многих химических реакциях по мере того, как он проходит к колошнику печи. Доменные печи работают непрерывно в течение многих лет с короткими перерывами на техническое обслуживание. Обычной причиной для прерывания проходящей в противном случае в непрерывном режиме плавки чугуна в доменной печи является необходимость замены изношенных или поврежденных фурм 302. Таким образом, высока потребность в фурмах с более длительным сроком службы и в меньшей степени подверженных повреждениям, поскольку это позволило бы значительно сократить простой и эксплутационные расходы.
Необогащенная руда, извлекаемая из земли, включает Гематит (Fe203) или Магнетит (Fe30~) с содержанием железа от 50% до 70% и представлена в небольших частицах с диаметром около дюйма. Обогащенный железом порошок может быть скатан в шарики и сожжен в печи, чтобы получить крупинки, аналогичные мраморным окатышам по размерам, с содержанием железа от 60% до 65%. Может также использоваться окалина, полученная из мелкозернистой необогащенной руды, кокса известняка с крупинками, аналогичными песчанику, из отходов с железом. Мелкозернистые материалы смешиваются вместе, чтобы получить желательный химический состав продукта. Смесь из сырья затем помещается на агломерационную ленту и поджигается с помощью печи на газовом топливе, чтобы сплавить коксовые мелкие частицы в большие по размеру частицы. Железная руда, крупинки и окалина выплавляются в жидкий чугун, производимый доменной печью. Все оставшиеся примеси стекают каплями в жидкий шлак. Твердые частицы кокса с высокой энергетической ценностью обеспечивают проницаемость, тепло и газы, необходимые для дальнейшего сокращения и плавки железной руды, окатышей и окалины.
Важный сырьевой материал, используемый в процессе производства чугуна, - это известняк. Известняк добывается из земли путем взрыва руды с помощью взрывчатых веществ. Затем этот материал дробится и сортируется до размеров диапазона от 0.5 дюйма до 1.5 дюйма, чтобы получить флюс доменной печи. Этим флюсом может быть чистый известняк с высоким содержанием кальция, доломитовый известняк, содержащий окись магния, или смесь из этих двух видов известняка.
Поскольку известняк плавится и становится шлаком, который удаляет серу и другие примеси, то оператор доменной печи может регулировать состав смеси исходя из желаемого химического состава шлака. Задачами при подготовке смеси является обеспечение низкой температуры плавления, высокой жидкоплавкости и других оптимальных характеристик.
Все сырьевые материалы обычно хранятся в рудном бассейне и передаются на близлежащий склад до загрузки. Затем материалы загружаются в колошник печи и подвергаются многочисленным химическим и физическим реакциям по мере того, как они спускаются в под печи.
Оксиды железа проходят через ряд реакций рафинирования, чтобы размягчиться, расплавиться и, наконец, вытечь через кокс в виде капелек жидкого чугуна, которые падают на под печи. Сам кокс падает (стекает каплями) на под печи, где предварительно разогретый воздух и горячее дутье от фурм входит в домны. Кокс воспламеняется горячим дутьем и незамедлительно вступает в реакцию, чтобы генерировать больше тепла.
Реакция имеет место в присутствии избыточного углерода при высокой температуре таким образом, что диоксид углерода преобразуется в оксид углерода. Оксид углерода преобразует железную руду в реакциях с оксидом железа. Известняк также опускается в доменную печь, но он остается твердым, проходя через первую реакцию, СаСО3=СаО+CO2. Такая реакция требует энергии и начинается примерно при 875°С. Са0, полученный из этой реакции, используется, чтобы удалить серу из железа, и это необходимо перед тем, как металл становится сталью. Реакция по удалению серы - это FeS+Са0+С=25 CaS+Fe0+CO. CaS становится частью шлака. Шлак также образуется из любого оставшегося Кремнезема (Si02), Глинозема (Al203), окиси Магния (Mg0) или оксида Кальция (Са0), который поступает с железной рудой, окатышами, окалиной или коксом. Жидкий шлак затем просачивается через слой кокса к поду печи, где он будет удерживаться на плаву поверх более плотного жидкого чугуна.
Горячие загрязненные газы, выходящие из колошника доменной печи, проходят через оборудование для очистки газов таким образом, чтобы твердые частицы могли быть удалены, а газ охлажден. Этот газ имеет значительную энергетическую ценность, а потому он сжигается в качестве топлива в подогревателях дутья, которые используются для предварительного подогрева воздуха, поступающего в доменную печь через фурмы. Фурмы, таким образом, подвергаются воздействию температур воздуха, которые могут превышать 900°С. Точка плавления меди очень близка к этим температурам при 1083°С. Любой газ, не сожженный в печах, посылается в бойлерную, чтобы генерировать пар для центробежных вентиляторов, которые генерируют сжатый воздух "холодного дутья" для плит.
Фиг. 4А-4С представляют собой воплощение фурм данного изобретения, и здесь используются общие ссылки, обозначенные цифрами от 400 и далее. Они используются в доменной печи 300 Фиг.3.
Фурма 400 включает литой медный металлический корпус 402, имеющий общую форму форсунки, и включает задний фланец 404, который присоединяется через горловину (колошник) 406 к устью 408 на переднем крае. Входное отверстие для охлаждающей жидкости 410 и выходное отверстие для охлаждающей жидкости 412 расположены на заднем фланце 404. Они подсоединены к внутреннему змеевиковому проходу для охлаждающей жидкости 414, аналогичному тому, что описан на Фиг. 1А-1С. Циркулирующая охлаждающая жидкость может быть водой, маслом или специальной жидкой смесью.
Несколько перегородок поворачивают поток охлаждающей жидкости внутри змеевика. Перегородка 416, например, аналогична перегородкам 116 и 126-31 и краям радиуса 119 и 144-199 (Фиг. 1А-1С). Внутренний и внешний радиусы поворота внутреннего змеевикового прохода для охлаждающей жидкости 419 имеют такие размеры и такую форму, которые позволят устранить завихрения в потоке охлаждающей жидкости.
Змеевиковые проходы 414 обычно проходят в изогнутой плоскости внутри конического корпуса 402. Ряд технологических отверстий 420 на внешней стороне литого металлического корпуса 402 допускают опорные штоки для отливки сердечников во время плавки металла. Отверстия в отливках, которые получаются в итоге, заделываются заклепками 422. Заклепки 422 могут быть условно врезаны в трубку, приварены, припаяны, запаяны, впрессованы и т.д.
Фиг. 5А-5Е представляют собой воплощение кулера данного изобретения, и здесь используются общие ссылки, обозначенные цифрами 500 и далее. В основной части пластины 502 находится входное отверстие трубопровода охлаждающей жидкости 504 и выходное отверстие 506 на одном конце. Это позволяет обеспечить внешние соединения к змеевиковому проходу для охлаждающей жидкости 508 внутри. Три перегородки 520-522 поворачивают поток охлаждающей жидкости вокруг их утолщенных и закругленных концов 523-525 и внутренних соответствующих лицевых углов 526-531. Геометрия и закругления этих концов и углов проектируется и проверяется с помощью имитаций, моделирования и прототипов, чтобы удалить горячие точки, когда кулер 500 подвергается сильной тепловой нагрузке. Производственные методы 200 и 228 (Фиг. 2А и 2В) могут быть использованы, например, для проектирования и изготовления.
Фиг.6 представляет собой поворот змеевиковой петли 600 в проходе для охлаждающей жидкости, размещенном в литом или подвергнутом машинной обработке кулере 601 в воплощении данного изобретения. Перегородка 602 утолщается, а затем закругляется на конце радиуса 604, например в радиусе 606. Пара внутренних закругленных углов 608 и 610 обращена к концу радиуса 604. Поток охлаждающей жидкости в петле прохода 612 поворачивает в следующую петлю прохода 614 вокруг конца радиуса 604 перегородки 602. Ширины 613-615 также все остаются постоянными в той мере, в какой это целесообразно при литье металлических деталей. Целью сохранения постоянной ширины является не поощрять и не способствовать завихрениям, когда охлаждающая жидкость обтекает углы в перегородке.
В одном воплощении каждый из углов "А" и "В" меньше 90°, и А+В вместе составляют менее 180°. Другими словами, центральные линии петель прохода 612 и 614 не параллельны друг другу. Такая компановка поможет при упаковке петель прохода 612 и 614 плотнее, особенно, когда каждый поворот аналогичен тому, что представлено на Фиг.6, и общая конструкция змеевикового прохода симметрична.
Фурмы и другие кулеры могут включать внешние поверхностные покрытия из огнеупора или металла, и они могут быть сверху покрыты металлом. Покрытия могут наноситься самыми разными способами, например, с помощью осаждения из паровой фазы, нанесено вручную путем окрашивания или газопламенного напыления, путем окунания или гальванопокрытия. Поверхностные слои - это металлические покрытия, нанесенные с использованием высокоэнергетических источников, таких как сварка, лазер, пламя или сварка взрывом.
Необходимость, тип, расположение и толщина таких покрытий и поверхностных слоев обычно определяется эмпирически. Кулеры также могут быть изготовлены с желобками и кармашками, наполненными огнеупором.
Воплощения фурм изготавливаются либо на основе литья, либо на основе машинной обработки мелкозернистой металлической детали. В случае отливки проходы охлаждающей жидкости отливаются, используя литейные формы. В случае детали, подвергшейся механической обработке, например фурма, должна быть изготовлена в виде детали из двух частей. Типичный случай данного подхода можно увидеть в патенте США 3840219, Фиг.7.
В фурме, состоящей из двух частей, внешняя и внутренняя части подвергаются машинной обработке, деталь для закрывания используется, чтобы закрыть проходы для воды и укомплектовать кулер. В такие фурмы могут быть впрыснуты жидкость или газ. В целом воплощения кулера данного изобретения включают профилирование проходов охлаждающей жидкости во время конструирования с целью устранения завихрений, где кулер всегда будет подвергаться серьезным внешним тепловым нагрузкам.
Хотя данное изобретение было описано в терминах предпочтительных на данный момент воплощений, следует понимать, что раскрытие не следует воспринимать как ограничение. Различные переделки и модификации без сомнения станут очевидными для квалифицированных специалистов в данной области после ознакомления с данным раскрытием. Соответственно, подразумевается, что прилагаемые пункты патентной формулы станут интерпретироваться как покрытие всех переделок и модификаций, которые подпадают под " истинный " объем и сущность изобретения
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлаковая фурма доменной печи | 1979 |
|
SU850666A1 |
| Холодильник доменной печи | 1981 |
|
SU998508A1 |
| ТРУБА, ОТЛИТАЯ ВНУТРИ БЛОКА, И ХОЛОДИЛЬНЫЙ БЛОК | 2001 |
|
RU2259529C2 |
| ОХЛАЖДАЕМАЯ СТЕНКА КОМПОНЕНТА ТУРБИНЫ И СПОСОБ ОХЛАЖДЕНИЯ ЭТОЙ СТЕНКИ | 2016 |
|
RU2706211C2 |
| Фурма доменной печи | 1980 |
|
SU933711A1 |
| ШЛАКОВЫЙ ПРИБОР ДОМЕННОЙ ПЕЧИ | 1973 |
|
SU404851A1 |
| УСТРОЙСТВО ДЛЯ ИНЖЕКТИРОВАНИЯ ГАЗА В РЕЗЕРВУАР | 2005 |
|
RU2413150C2 |
| ФУРМА ДОМЕННОЙ ПЕЧИ | 2022 |
|
RU2803301C1 |
| Фурма доменной печи | 1980 |
|
SU933710A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ КЕРАМИЧЕСКИХ СЕРДЕЧНИКОВ ДЛЯ ЛОПАТОК ТУРБОМАШИН | 2005 |
|
RU2374031C2 |
Изобретение относится к области металлургии, в частности к системе охлаждения фурмы доменной печи. Система содержит литой или подвергнутый обработке фрезерованием металлический корпус, в котором выполнен змеевидный проход для циркуляции охлаждающей жидкости и ряд перегородок, размещенных внутри змеевидного прохода с возможностью образования ряда змеевидных петель, обеспечивающих поворот циркулирующей охлаждающей жидкости в каждом из рядов змеевидных петель. Каждая из ряда перегородок выполнена с постепенным утолщением по направлению к ее дистальному концу, завершающемуся закруглением, обеспечивающим поворот на 180° указанной циркулирующей охлаждающей жидкости в последующую змеевидную петлю. С внутренней стороны змеевидного прохода, в котором предусмотрен поворот указанной охлаждающей жидкости в последующую змеевидную петлю, выполнены закругления, радиальные относительно каждого утолщения каждой из ряда перегородок. Использование изобретения обеспечивает устранение или уменьшение завихрений в охлаждающей жидкости. 3 н. и 2 з.п. ф-лы, 15 ил.
1. Система охлаждения фурмы доменной печи, содержащая литой или подвергнутый обработке фрезерованием металлический корпус, в котором выполнен змеевидный проход для циркуляции охлаждающей жидкости и ряд перегородок, размещенных внутри змеевидного прохода с возможностью образования ряда змеевидных петель, обеспечивающих поворот циркулирующей охлаждающей жидкости в каждом из рядов змеевидных петель, при этом каждая из ряда перегородок выполнена с постепенным утолщением по направлению к ее дистальному концу, завершающемуся закруглением, обеспечивающим поворот на 180° указанной циркулирующей охлаждающей жидкости в последующую змеевидную петлю, а с внутренней стороны змеевидного прохода, в котором предусмотрен поворот указанной охлаждающей жидкости в последующую змеевидную петлю, выполнены закругления, радиальные относительно каждого утолщения каждой из ряда перегородок, обеспечивающие устранение или уменьшение завихрений в охлаждающей жидкости.
2. Система охлаждения по п.1, в которой змеевидный проход выполнен с прямоугольным поперечным сечением.
3. Система охлаждения по п.1, которая включает ряд технологических отверстий на внешней стороне литого металлического, подвергаемого обработке корпуса, для обеспечения поддержки литейных стержней во время отливки металла, которые запаяны наглухо с помощью заглушек или заклепок.
4. Фурма доменной печи, содержащая систему охлаждения по п.1, литой или подвергнутый обработке фрезерованием металлический корпус которой имеет форму форсунки с устьем, подвергаемым воздействию тепла во время работы, и задним фланцем, на котором расположены входное и выходное отверстия для охлаждающей жидкости, подсоединенные к внутреннему змеевидному проходу для циркуляции охлаждающей жидкости в указанной системе охлаждения.
5. Доменная печь, содержащая по меньшей мере одну фурму по п.4.
| МЕДНЫЙ ПЛИТОВЫЙ ХОЛОДИЛЬНИК ДОМЕННОЙ ПЕЧИ | 2002 |
|
RU2204611C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ПЕЧЕЙ, ИСПОЛЬЗУЕМЫХ В ЧЕРНОЙ МЕТАЛЛУРГИИ | 1998 |
|
RU2170265C2 |
| US 2005039896 A1, 24.02.2005 | |||
| US 3599952 A, 17.08.1971 | |||
| ПРИЗОВЫЕ ЭЛЕКТРОННЫЕ ЧАСЫ | 1996 |
|
RU2131137C1 |

