Область техники, к которой относится изобретение
Изобретение относится к способам испытаний и эксплуатационного контроля изделий в рамках системы планово-предупредительных ремонтов, в частности для оценки показателей надежности изделия по результатам неразрушающего контроля. Изобретение может применяться в транспорте, атомной и традиционной энергетике, авиации, судостроении, нефтехимии, нефте-, газо- и продуктопроводах, сельскохозяйственных машинах и других областях техники и машиностроения.
Уровень техники
Правила проведения эксплуатационного неразрушающего контроля (далее - ЭНК) в России регулируется нормами и правилами побезопасности, например для атомных электростанций (АЭС) документом ПНАЭГ-7-008-89 «Правила устройства и безопасной эксплуатации оборудования и трубопроводов АЭУ», в котором нормирована 4-летняя периодичность ЭНК. При этом весь объем контроля (100%) можно разбить на части и выполнять эти части ежегодно.
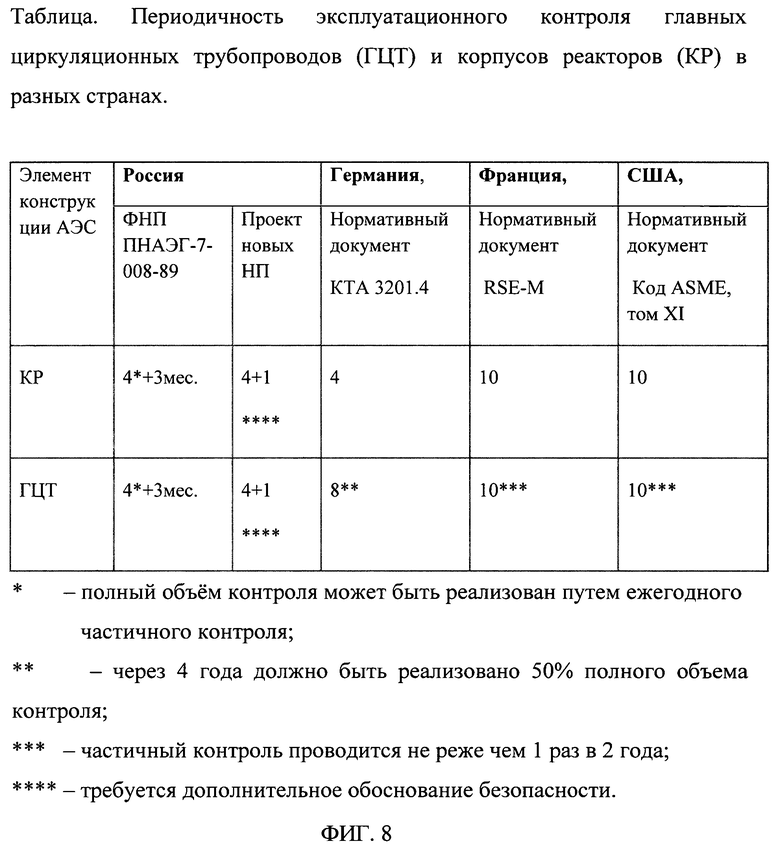
Периодичность ЭНК на АЭС в атомной энергетике различных стран существенно отличается от принятой в России (см. ФИГ.8).
В США в нормативном документе ASME, том XI, в разделе IWA-2430 установлена 10-летняя периодичность ЭНК с возможностью ее увеличения до 11 лет. При этом частичный контроль должен проводиться не реже, чем 1 раз в 2 года.
Очевидно, что наиболее жесткие требования к частоте контроля, согласно ФИГ.8, предусмотрены российским нормативным документом. Это означает, что объем ЭНК на российских АЭС в пересчете на один год эксплуатации является самым большим.
Большой объем и повышенная частота ЭНК на АЭС, с одной стороны, оказывают положительное влияние на надежность эксплуатации оборудования и трубопроводов и безопасность АЭС.
С другой стороны, отрицательным является то, что частое проведение ЭК и его большой объем снижает коэффициент использования установленной мощности (КИУМ). КИУМ - это интегральный показатель эксплуатационного качества энергоблока, который рассчитывается как отношение фактической выработки электроэнергии на энергоблоке за определенный период эксплуатации к максимально возможной выработке энергии при работе без остановок, на номинальной мощности.
Кроме того, любая разборка и последующая сборка оборудования для контроля повышают риск снижения надежности последующей эксплуатации оборудования вследствие возможных в этих ремонтных процессах ошибок персонала. За полный эксплуатационный цикл контроля целесообразно минимизировать число разборок и сборок оборудования.
На ФИГ.1 показан нормативный вариант организации ППР для 12-месячного топливного цикла в соответствии с 4-летней периодичностью ЭНК по требованиям ПНАЭ Г-7-008-89.
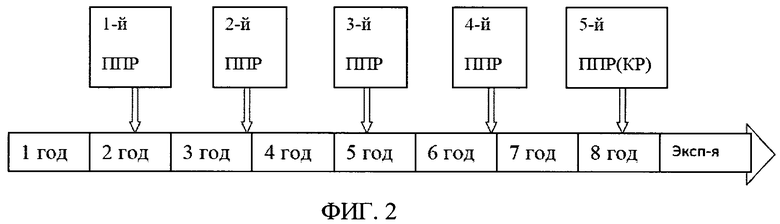
Альтернативная (увеличенная) периодичность ЭНК, равная 8 годам, при топливный цикле 18 месяцев, показана на ФИГ.2.
При увеличении периодичности ЭНК, если не принимать специальных компенсирующих мероприятий, может произойти снижение надежности оборудования и трубопроводов. В работе [Исследование влияния периодичности технического освидетельствования на прочностную надежность элементов 1 контура РУ с ВВЭР-1000. Тутнов А.А., Лоскутов О.Д., Гетман А.Ф. Журнал «Атомная энергия», №4, 2005 г.] показано, что для условий эксплуатации реакторной установки типа ВВЭР-1000 снижение надежности при увеличении периодичности ЭНК с 4 до 10 лет может быть значительным (в 2-3 раза).
Следовательно, увеличить периодичность ЭНК можно только при условии, что надежность при новой периодичности не снизится, а останется, как минимум, на прежнем уровне.
Для выполнения указанного выше условия требуется введение специальных мероприятий, обеспечивающих повышение надежности и безопасности до необходимого уровня.
В качестве прототипа выбран способ определения качества изделий, раскрытый в патенте RU 2243586 C1 (опубликован 27.12.2004). Данный способ позволяет определять остаточную дефектность. Однако данный способ не позволяет определять и обосновывать периодичность неразрушающего контроля и ее влияние на надежность изделия, а также ее изменение при изменении периодичности ЭНК в ходе эксплуатации изделия.
Раскрытие изобретения
Задача, которую решает данное изобретение, состоит в совершенствовании методов эксплуатационного неразрушающего контроля изделий в рамках системы планово-предупредительных ремонтов.
Технический результат, на достижение которого направлено изобретение, заключается в том, что обеспечивается увеличение периодичности ЭНК с существующей величины Псущ до новой увеличенной периодичности Пнов без снижения надежности изделия. Дополнительным техническим результатом является улучшение экономических показателей эксплуатации изделия или технической системы в счет увеличение времени ее эксплуатации.
Упомянутые выше технические результаты достигаются тем, что способ проведения неразрушающего контроля изделия во время его эксплуатации состоит в том, что определяют для изделия критический размер χкр, дефекта в режиме эксплуатации и допустимый в эксплуатации размер [χ]д.э. дефекта; осуществляют контроль изделия штатными средствами и представляют результаты контроля в виде гистограммы в координатах (Nобн, χ), где Nобн - число обнаруженных при контроле дефектов, χ - характеристический размер дефектов; определяют вероятность Рвод сущ обнаружения дефектов штатными средствами неразрушающего контроля; определяют исходную дефектность Nисх(χ) изделия по формуле Nисх(χ)=Nобн(χ)/Pвод сущ(χ), определяют остаточную дефектность изделия Nост(χ) до начала эксплуатации как разность Nисх(χ) и Nобн(χ); определяют величину подроста остаточных дефектов за период эксплуатации Псущ, получая тем самым предельную кривую остаточной дефектности на конец периода эксплуатации Псущ; задают новую длительность периода эксплуатации Пнов; принимают предельную кривую остаточной дефектности на конец периода эксплуатации Псущ в качестве предельной кривой остаточной дефектности на конец периода эксплуатации Пнов; определяют дополнительное время эксплуатации по формуле (Пнов-Псущ), определяют величину Δχt подроста остаточных дефектов, возникших в конце периода эксплуатации Псущ, за дополнительное время эксплуатации (Пнов-Псущ); определяют параметры дефектности изделия в области размеров дефектов (χкр-Δχt) и в области размеров дефектов ([χ]д.э.-Δχt); исходя из полученных параметров дефектности в областях размеров дефектов (χкр-Δχt) и ([χ]д.э.-Δχt) определяют потребные характеристики достоверности контроля; по полученным характеристикам подбирают новые средства неразрушающего контроля; осуществляют контроль изделия новыми средствами; в случае необходимости проводят ремонт изделия; последующие контроли осуществляют через период времени эксплуатации Пнов.
В качестве характеристического размера χ дефекта выбирают линейный размер дефекта, или комбинацию линейных размеров дефекта, или площадь дефекта, или объем дефекта.
Отличительной чертой данного изобретения является то, что надежность и безопасность изделия обеспечивается путем управления остаточной дефектностью изделия по результатам неразрушающего контроля несплошностей, неоднородностей и других дефектов материала изделия или группы изделий (деталей, элементов конструкций и т.п.), при этом могут использоваться любые способы неразрушающего контроля (ультразвуковой, вихретоковый, радиографический и другие).
Краткое описание чертежей
На ФИГ.1 показан нормативный вариант организации ППР для 12-месячного топливного цикла в соответствии с 4-летней периодичностью ЭНК.
На ФИГ.2 показан новый вариант организации ППР для 18-месячного топливного цикла в соответствии с 8-летней периодичностью ЭНК.
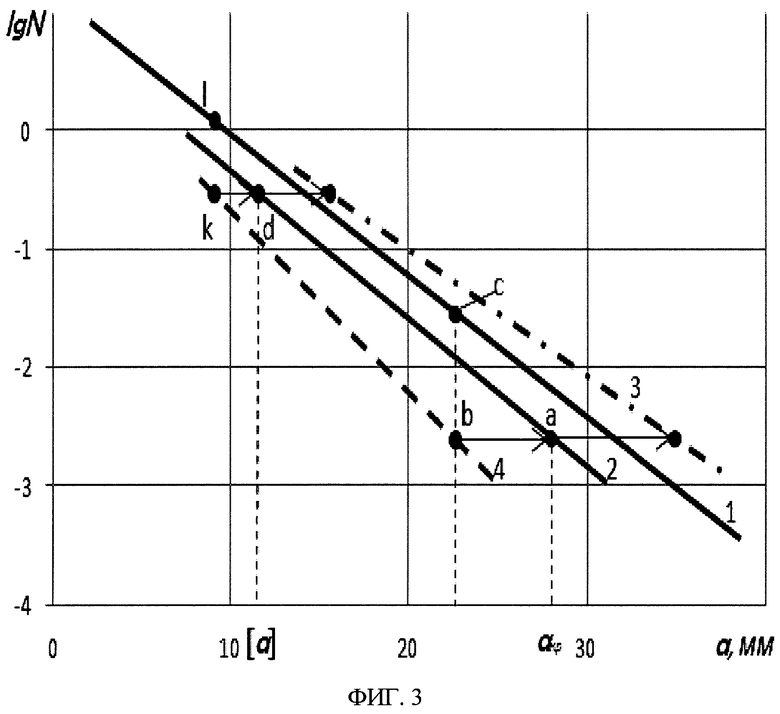
На ФИГ.3 представлены кривые остаточной дефектности.
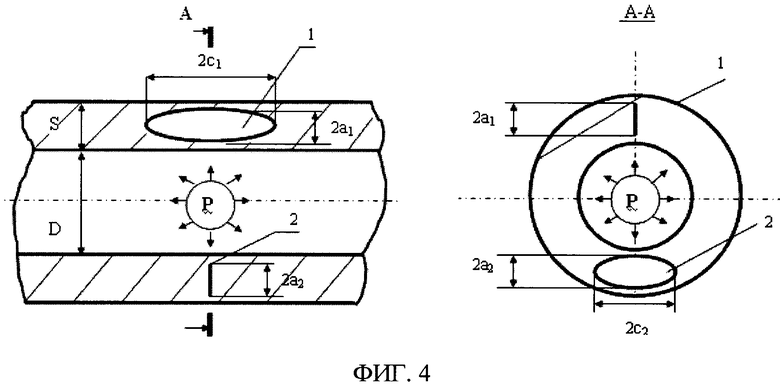
На ФИГ.4 изображена схематизация дефекта в трубопроводе эллипсом с полуосями a и c.
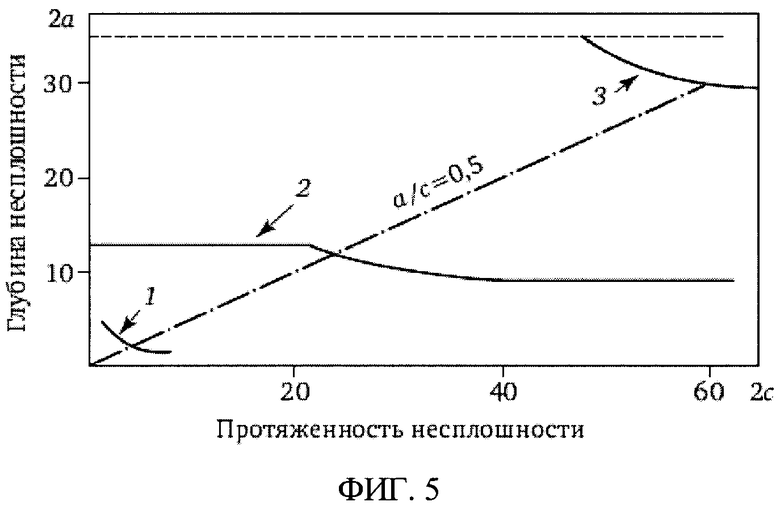
На ФИГ.5 показана совокупность дефектов критических и допустимых размеров.
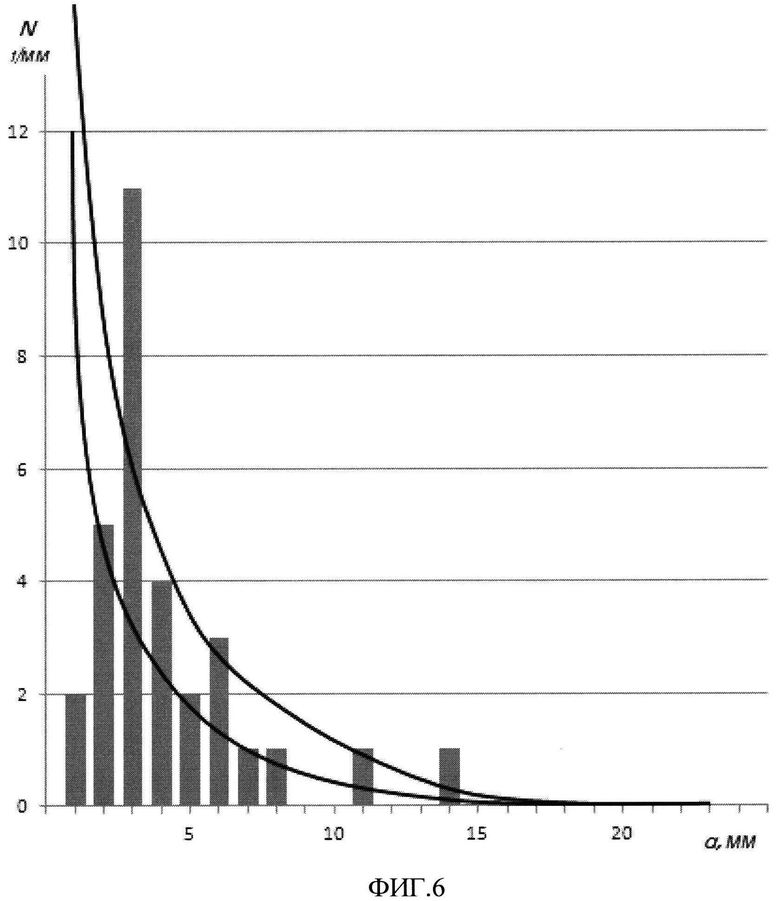
На ФИГ.6 показана гистограмма выявленных в изделии дефектов, кривые исходной и остаточной дефектности.
На ФИГ.7 показаны графики для определения вероятности обнаружения дефектов при Псущ и Пнов.
На ФИГ.8 представлена таблица периодичности эксплуатационного контроля главных циркуляционных трубопроводов (ГЦТ) и корпусов реакторов (КР) в разных странах.
Осуществление изобретения
Эксплуатационный неразрушающий контроль (ЭНК) оборудования, трубопроводов и элементов конструкций (далее - изделий) современной техники является одной из самых затратных и дорогих технологий, реализуемых на технических объектах во время их эксплуатации.
ЭНК включает контроль состояния металла (материала) изделия и включает ряд трудозатратных операций, таких как установка и разборка ремонтных лесов, снятие и установка теплоизоляции, подготовка поверхностей изделий для проведения неразрушающего контроля, разборка и сборка узлов уплотнения насосов, арматуры, главного и других разъемов корпусного оборудования и других изделий. Эти работы выполняются в период планово-предупредительных ремонтов (ППР), и в них участвует большое число персонала организации и персонала специализированных предприятий.
Предельные состояния изделий (механических изделий), как правило, связаны с дефектами металла (или другого конструкционного материала) из которого изготовлено изделие. В соответствии с существующими правилами и нормами в технике устанавливаются допустимые размеры несплошностей, превышение которых запрещено. Такие несплошности называются дефектами. Дефекты, в случае их обнаружения методами неразрушающего контроля, устраняются ремонтом. В процессе эксплуатации несплошности и дефекты материала изделия могут развиваться и увеличиваться в размере, приводя к окончательной поломке или разрушению изделия. Для своевременного выявления опасных несплошностей применяют неразрушающий контроль.
Настоящее изобретение направлено на то, чтобы увеличить периодичность ЭНК с существующей величины Псущ до новой увеличенной периодичности Пнов без снижения надежности изделия.
Считается, что после проведения неразрушающего контроля и ремонта по его результатам всех выявленных дефектов в изделии отсутствуют дефекты. При этом считается, что надежность и безопасность изделия в эксплуатации обеспечена (см., например, нормативные документы в области атомной энергетики: «Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок» ПНАЭГ-7-008-89, «Оборудование и трубопроводы атомных энергетических установок. Сварные соединения и наплавки. Правила контроля» ПНАЭГ-7-010-89, Госатомнадзор России, Энергоатомиздат, 1991 г.).
На самом деле в настоящее время в технике практически отсутствуют методы и средства неразрушающего контроля, гарантированно, со 100%-ной достоверностью выявляющие все дефекты. Поэтому всегда имеется определенная вероятность пропуска дефекта, в том числе и дефекта, представляющего опасность (то есть развитие которого во время эксплуатации приведет к повреждению изделия или его разрушению). Известно (см., например, Аркадов Г.В., Гетман А.Ф., Родионов А.Н. Надежность оборудования и трубопроводов АЭС и оптимизация их жизненного цикла, -М.: Энергоатомиздат, 2010.; Гурвич А.К. «Надежность дефектоскопического контроля как надежность комплекса «Дефектоскоп - оператор - среда». Дефектоскопия, 1992 г., №3, с.5-13), что практически во всех случаях НК имеется существенная вероятность пропуска дефекта больших размеров, существенно превышающих допустимые размеры. На практике оказывается, что практически всегда после НК и устранения выявленных дефектов в изделии еще остаются дефекты. Именно эти оставшиеся дефекты в конечном итоге и определяют надежность и долговечность изделия.
Существующие методы оценки надежности изделия основаны на формально-математических подходах, в которых не учитываются реальные оставшиеся в изделии дефекты. Например, в рамках существующих теорий надежности фактический уровень надежности изделия определяют по результатам математической обработки так называемого потока отказов однотипных изделий, находящихся в эксплуатации (Острейковский В.А. «Эксплуатация атомных станций», Москва, Энергоатомиздат, 1999 г., раздел 3.5: «Методы анализа несплошностей оборудования АЭС»). Недостаток таких подходов состоит в том, что находящиеся в эксплуатации изделия должны повредиться или разрушиться, прежде чем можно будет оценить их фактический уровень надежности и безопасность.
Данное изобретение позволяет произвести оценку реальной дефектности изделия после контроля и ремонта выявленных дефектов и определить условия ЭНК с увеличенной периодичностью, выполнение которого в сочетании с ремонтом выявленных дефектов позволит, как минимум, не снизить уровень надежности изделия, который существовал до увеличения периодичности ЭНК.
Вначале методами механики разрушения определяют для изделия критический размер χкр дефекта в режиме эксплуатации и допустимый в эксплуатации размер [χ]д.э. дефекта (нормы дефектов изделия). Расчеты производятся на основе действующих нормативных документов и/или ТУ на изготовление (например, для атомной техники - по нормативной методике М-02-91). В качестве χ обозначен характеристический размер дефекта, в качестве которого, например, можно выбрать линейный размер дефекта, или комбинацию линейных размеров дефекта, или площадь дефекта, или объем дефекта. Совокупность дефектов критических размеров (кривая 3), допустимых в эксплуатации размеров (кривая 2), а также допустимые размеры несплошностей при изготовлении (кривая 1) изображены на ФИГ.5.
Далее осуществляют контроль изделия штатными средствами ЭНК и представляют результаты контроля в виде гистограммы в координатах (Nобн, χ), Nобн - число обнаруженных при контроле дефектов, χ -характеристический размер дефектов.
Как правило, в качестве характеристического размера χ дефекта выбирается линейный размер а дефекта, или комбинация линейных размеров дефекта, или площадь дефекта, или объем дефекта.
Как вариант гистограмму (Nобн, χ) можно аппроксимировать уравнением
Nобн(χ)=A1χ-n1{1-(1-η)exp[-α(χ-χ0)]-η} или
Nобн(χ)=A2exp(-n2χ){1-(1-η)exp[-α(χ-χ0)]-η},
где A1, A2, n1, n2, α, η - постоянные, которые определяют из условия максимального приближения уравнения Nобн (χ) к результатам контроля, представленным в виде гистограммы,
χ0 - минимально доступный для выявления размер дефекта.
В частном случае в качестве характеристического размера χ принимают малую полуось а эллипса, которым схематизируют дефект, при этом соотношение а/с принимают постоянным для всех а, определяемым из условия максимальной скорости развития дефекта в эксплуатационных условиях.
При этом минимально доступный для выявления размер дефекта χ0 определяют при настройке дефектоскопа, применяемого при контроле изделия, или как минимальный размер дефекта, который был выявлен при контроле.
Для упрощения вычислений постоянную η можно принимать равной 0.
Определяют вероятность Pвод сущ обнаружения дефектов штатными средствами неразрушающего контроля. Для этого может использоваться формула Pвод сущ=1-(1-η)exp[-α(χ-χ0)]-η].
Определяют исходную дефектность Nисх(χ) изделия по формуле Nисх(χ)=Nобн(χ)/Pвод сущ(χ). Зависимость (Nисх,χ) можно аппроксимировать уравнением типа Nисх=Aχexp(-nχχ), или Nисх=Aaexp(-naa), или Nисх=Aa,cexp{-na,c(a2/c)] или Nисх=AFexp(-nF), или 

где a, c - линейные размеры дефекта,
F - площадь дефекта,
n, A - коэффициенты, выбираемые из условия максимального приближения аналитической кривой к экспериментальным данным.
Определяют остаточную дефектность изделия Nост(χ) до начала эксплуатации как разность Nисх(χ) и Nобн(χ). Структура уравнения, которое может описать результаты НК, представленные на гистограмме, фиг.6, следующая:
Nобн(χ)=Nисх(χ)Pвод(χ),
где Nобн - число обнаруженных при контроле дефектов на единицу характеристического размера. Если в качестве характеристического размера выбрана малая полуось эллипса, которым схематизируют дефект, то размерность Nобн - мм-1;
Nисх - функция исходной (т.е. до неразрушающего контроля и ремонта) дефектности с той же размерностью, что и Nобн,
Pвод сущ - вероятность обнаружения дефекта данного размера χ.
Вид функций Nисх и Pвод сущ определяется исходя из условия наибольшей простоты выражения, минимального числа констант и соответствия физически обусловленной зависимости Nисх и Pвод от χ. В первом приближении могут быть использованы следующие уравнения:
Nисх=Aχ-n,
Pвод=1-(1-η)exp[-α(χ-χ0)]-η,
Nобн(χ)=Aχ-n{1-(1-η)exp[-α(χ-χ0)]-η},
где A, n, α, η, χ0 - постоянные.
Определяют численные значения постоянных A, n, α, η из условия максимального приближения уравнения Nобн(χ) к результатам неразрушающего контроля, представленным в виде гистограммы.
При этом χ0 - минимально доступный для выявления размер дефекта - определяют при настройке дефектоскопа, применяемого при контроле изделия, или как минимальный размер дефекта, который был выявлен при контроле; η в первом приближении можно принять равной 0. В результате остаются три неизвестных, что существенно облегчает задачу их определения.
Определить постоянные A, n, α можно либо решая систему трех уравнений относительно A, n и α, которые получают, если взять три точки на гистограмме, либо их определяют с использованием метода наименьших квадратов.
Остаточную дефектность Nост определяют как разность Nисх и Nобн:
Nост(χ)=Nисх(χ)-Nобн(χ).
При этом число оставшихся после ПК и ремонта дефектов в изделии определяют в двух диапазонах. Остаточную дефектность 

числа дефектов, размеры которых превышают размеры допустимых в эксплуатации дефектов [χ]д.э.
При построении гистограммы горизонтальная ось χ должна включать критический размер дефекта, даже если в результате контроля все выявленные дефекты не достигали критических размеров.
В случае контроля нескольких однотипных изделий все результаты контроля суммируют и представляют в виде одной гистограммы. Чем большее количество изделий было проконтролировано, тем достовернее получаемый окончательный результат.
Кривую вероятности выявления дефектов от размеров дефектов "a" и "c" (любой дефект в материале консервативно можно описать эллипсом с полуосями a и c) можно аппроксимировать наиболее близко описывающим экспериментальные результаты контроля уравнением, например
Pвод=1-(1-η)exp[-αНК(a-a0)(c-c0)]-η,
или

или

где αНК - коэффициент достоверности НК, характеризует увеличение выявляемости дефектов в зависимости от его размера;
η - постоянная, характеризующая предельную выявляемость контроля данным методом при сколь угодно большом размере дефекта; если размеры детали небольшие, то данной величиной можно пренебречь введя соответствующую корректировку величины αНК;
χ -характеристический размер дефекта, например его площадь;
χ0 - минимальный характеристический размер дефекта;
aO, cO - минимальные размеры дефектов, доступные для выявления неразрушающим контролем.
Далее проводят контроль изделия, а результаты контроля представляют в виде гистограммы в координатах «характеристический размер дефекта χ - количество выявленных дефектов данного размера Nобн изд».
Исходную дефектность Nисх также можно определить из соотношения Nобн/Рвод сущ(χ). Для этого полученную гистограмму аппроксимируют уравнением типа Nисх=Aχexp(-nχχ), или


где a, c - линейные размеры дефекта,
ρc - функция распределения величины c, например нормальный закон распределения,
F - площадь дефекта,
n, A, D, 

В качестве характеристического размера можно принять малую полуось а эллипса, которым схематизируют дефект, при этом соотношение а/с принимают постоянным для всех а исходя из условия максимальной скорости роста дефекта в условиях эксплуатации; при этом
например, в случае однородного поля напряжений а/с=2 и нормального закона для распределения с со средним значением c=2а и дисперсией D=a/2 получаем
Остаточную дефектность получают как разность между Nисх и Nобн изд. При этом Nобн изд определяют из аналитического выражения Nисх·Pвод (χ), т.е. остаточную дефектность Nост можно представить в виде уравнения
Nост=Nисх(1-Pвод).
Полученная таким образом остаточная дефектность будет начальной кривой остаточной дефектности после контроля и ремонта выявленных дефектов.
Далее необходимо определить величину подроста остаточных дефектов за период эксплуатации Псущ и получить тем самым предельную кривую остаточной дефектности на конец периода эксплуатации Псущ.
Во время эксплуатации дефекты будут расти. Это означает, что за время эксплуатации Псущ (за счет того, что дефекты подрастут) эта кривая сдвинется вправо (кривая 3 на ФИГ.3). Величины сдвигов вправо можно определить по известным формулам в зависимости от исходного размера дефекта, например по нормативному документу в атомной энергетике РД ЭО-0330 или упоминавшейся выше монографии Аркадова Г.В., Гетмана А.Ф. и Родионова А.Н. Полученная новая кривая остаточной дефектности будет предельной остаточной дефектностью, превысить которую нельзя при увеличенной периодичности Пнов ЭНК.
Механизм роста может быть различным в зависимости от условий эксплуатации. Если превалирует рост дефектов под действием циклических нагрузок, то в этом случае используем уравнение типа:
в котором
C и m - постоянные, зависящие от материала и условий эксплуатации;
R - коэффициент асимметрии цикла для цилиндра давления равен 0;
ΔK1 - размах коэффициента интенсивности напряжений. Коэффициент интенсивности напряжений при неоднородном распределении напряжений в районе трещины определяют по уравнению:
K1=Y*σкр*(а/1000)0,5,
где
Y=(2-0,82(a/c))/[1-(0,89-0,57(a/c)0,5)3(a/c)l,5]3,25,

σA - напряжение в вершине трещины;
σB - напряжение на поверхности детали в корне трещины.
Для частного случая 
Интегрируя приведенное выше выражение, его можно представить в виде:
Подставляя в выражение предыдущие выражения и решая его относительно конечного размера трещины ak, можно определить подрост трещины ΔaN под воздействием N циклов нагружения.
Определяя указанным способом подрост дефектов для верхней, средней и нижней частей кривой 2 (ФИГ.3) остаточной дефектности для числа циклов нагружения на конец времени эксплуатации Псущ, получим предельную кривую остаточной дефектности (кривая 3 на ФИГ.3).
Таким образом, ФИГ.3 иллюстрирует тот факт, что определенная указанным выше способом кривая остаточной дефектности принимается за исходную (то есть на момент проведения ЭНК до начала эксплуатации) остаточную дефектность (кривая 1 на ФИГ.3), которая после контроля существующими методами и ремонта выявленных дефектов сдвинется влево (кривая 2, ФИГ.3), а за время эксплуатации Псущ (за счет того, что дефекты подрастут) сдвинется вправо (ФИГ.3, кривая 3). Полученную кривую 3 остаточной дефектности принимают за предельную кривую остаточной дефектности.
Далее задают желательную новую длительность периода эксплуатации Пнов и принимают предельную кривую остаточной дефектности на конец периода эксплуатации Псущ в качестве предельной кривой остаточной дефектности на конец периода эксплуатации Пнов.
Определяют дополнительное время эксплуатации по формуле (Пнов-Псущ) и величину Δχt (сдвига кривой остаточной дефектности влево, связанную с дополнительным временем эксплуатации (Пнов-Псущ).
Характерными размерами изделия, определяющие возможность его разрушения или ремонта, являются критический размер дефекта χкр и допустимый в эксплуатации размер дефекта [χ]д.э
Точка a на кривой 3 ФИГ.3 соответствует остаточной дефектности для χкр, которая при новой периодичности контроля должна быть смещена влево на расстояние Δχt, равное подросту дефекта от точки b до точки а за время эксплуатации (Пнов-Псущ).
Исходя из полученных параметров дефектности в областях размеров дефектов (χкр-Δχt) и ([χ]д.э.-Δχt) определяют потребные характеристики достоверности контроля. Требования к вероятности выявления дефектов при увеличенной периодичности ЭНК находят их соотношения:
αНК={ln[Nост после НКнов(χкр-Δχt)/Nост до НК(χкр-Δχt)]}/(χкр-Δχt-χ0).
При этом значениям Nост после НКнов(χкр-Δχt) соответствует точка b на ФИГ.3, а Nост до НК (χкр-Δχt) - точка а.
Аналогичное уравнение необходимо применить и для размеров дефектов ([χ]д.э-Δχt). В этих уравнениях:
αНК - коэффициент достоверности неразрушающего контроля, который характеризует выявляемость дефектов в зависимости от их размеров;
Nост после НКнов (χкр-Δχt) - величина остаточной дефектности после ЭНК новыми средствами неразрушающего контроля с повышенной выявляемостью контроля в области размеров дефектов (χкр-Δχt) (точка b на ФИГ.3);
Nост до НК (χкр-Δχt) - величина остаточной дефектности до ЭНК и до ремонта выявленных дефектов в области размеров дефектов (χкр-Δχt); точка а на ФИГ.3;
χкр-Δχt-χt0) - где Δχt, подрост дефекта за время Пнов-Псущ от величины (χкр-Δχt) до χкр, а χ0 - чувствительность средств контроля; при использовании в качестве размера дефекта его ширину в направлении стенки трубопроводов - а, эта величина будет равна (a-Δa-a0) (размер а показан на ФИГ.4)
По полученным характеристикам подбирают новые средства неразрушающего контроля. Новые средства неразрушающего контроля (методы и технические средства) с требуемыми характеристиками достоверности контроля αНК подбирают путем, например, изготовления тест-образца со скрытыми дефектами и определения на нем вероятности выявления дефектов с применением различных существующих на рынке средств и методов неразрушающего контроля. После этого выполняют контроль изделия новыми средствами неразрушающего контроля и проводят ремонт всех выявленных дефектов (трещин, непроваров, неоднородностей и других дефектов) материала изделия по результатам двух контролей. В последующие циклы контроля с повышенной периодичностью Пнов выполняют только одним новым средством ЭНК.
Таким образом, существенными операциями способа являются следующие: определение дефектности изделия методом неразрушающего контроля (критические размеры χкр дефектов в режиме эксплуатации и допустимые в эксплуатации размеры [χ]д.э. дефектов, Nобн, вероятность обнаружения дефектов Pвод сущ, исходную дефектность Nисх, остаточную дефектность Nост до начала эксплуатации, остаточную дефектность изделия после ремонта, если таковой проводился, выявленных дефектов существующими методами контроля), определение остаточной дефектности на момент достижения времени контроля при исходной периодичности Псущ, которое изменится из-за подроста дефектов во время эксплуатации, при этом величину перемещения остаточной дефектности определяют расчетным путем в зависимости от механизма и условий эксплуатации; полученную новую кривую принимают за предельную кривую остаточной дефектности, которую нельзя превысить при новой периодичности Пнов. Предельную кривую остаточной дефектности используют для определения требований к новому ЭНК с увеличенной периодичность, который должен обеспечить условие не снижения надежности изделия при увеличенной периодичности.
Способ может применяться для конкретного изделия или группы однотипных изделий, периодичность ЭНК которых надо безопасно увеличить с применением нового метода ЭНК при проведении контроля оператором известной квалификации с последующим ремонтом выявленных дефектов.
Изобретение иллюстрируется следующим примером.
Необходимо безопасно увеличить периодичность неразрушающего контроля (ЭНК) с существующей величины Псущ 4 года (ФИГ.1) до новой периодичности Пнов=8 лет (ФИГ.2), то есть без снижения надежности изделия.
Изделие - трубопровод внутренним диаметром D=800 мм толщиной стенки S=34 мм из перлитной стали. Критические размеры дефектов в поперечных сварных швах представлены на ФИГ.5 (кривая 3). Допустимые в эксплуатации дефекты определили с использованием уравнений механики разрушения и коэффициентов запаса прочности (кривая 2 на ФИГ.5). Нормы дефектов при изготовлении представлены на ФИГ.5 кривой 1.
По результатам штатного НК, который характеризуется вероятностью выявления дефектов Pвод в соответствии с кривой 1 на ФИГ.7 (определили с использованием тест-образцов со скрытыми дефектами), выявили дефекты (ФИГ.6, гистограмма) и определили исходную дефектность изделия до контроля и ремонта выявленных дефектов по формуле:
Nисх до НК(χ)=Nобн(χ)/Pвод(χ).
Эта кривая представлена кривой 1 на ФИГ.3.
В качестве характеристического размера дефекта χ выбрана ширина дефекта в направлении толщины стенки, а точнее - малая полуось эллипса a, которыми схематизировали все выявленные дефекты.
При соотношении а/с≈0,5 (соотношение, при котором дефекты имеют максимальную скорость и первыми могут достигнуть критических значений во время эксплуатации) критическому размеру дефекта соответствует aкр=28 мм, [a]д.э.=11 мм, [a]изг.=1,15 мм (ФИГ.4).
Несмотря на то, что максимальный размер выявленного дефекта составил aмакс.=3 мм, ось абсцисс содержит критический размер a=28 мм.
По результатам контроля определяли остаточную дефектность до начала эксплуатации и ремонта выявленных дефектов (кривая 1 на ФИГ.3) после ремонта выявленных штатным методом НК дефектов до начала эксплуатации (кривая 2 на ФИГ.3) и на конец срока эксплуатации Псущ (кривая 3 на ФИГ.3). Способ определения (построения остаточной дефектности описан в патенте RU 2243586 C1 (опубликован 27.12.2004).
Во время эксплуатации дефекты будут расти. Механизм роста может быть различным в зависимости от условий эксплуатации. В нашем случае превалирует рост дефектов под действием циклических нагрузок по механизму коррозионной усталости. В этом случае используем уравнение типа:
в котором
C и m - постоянные, зависящие от материала и условий эксплуатации;
R - коэффициент асимметрии цикла для цилиндра давления равен 0;
ΔK1 - размах коэффициента интенсивности напряжений.
Интегрируя приведенное выше выражение, его можно представить в виде:
Решая выражение относительно конечного размера трещины ak, можно определить подрост трещины ΔaN под воздействием N циклов нагружения.
Определяя указанным способом подрост дефектов для верхней, средней и нижней частей начальной кривой остаточной дефектности для числа циклов нагружения на конец срока эксплуатации Псущ, получим предельную кривую остаточной дефектности (кривая 3 на ФИГ.3).
Определяем время эксплуатации (Пнов-Псущ) и для него определяем величину смещения точки а на кривой 2 ФИГ.3 влево, которое будет равно величине подроста дефекта размером (aкр-Δat) до размера aкр. Этот подрост составил (28-22,5)=5,5 мм. При этом начальный дефект размером 22,5 мм за срок эксплуатации (Пнов-Псущ) дорастет до дефекта критического размера, то есть величина подроста составит ΔaN=5,5 мм.
Аналогичным образом определим смещение точек d и k, соответствующим [aдэ].
По уравнению
αНК={ln[Nост после НКнов (aкр-Δat)/Nост до НК(aкр-Δat)]}/(a-Δat-a0)
определим характеристику ЭНК, обеспечивающую безопасность при увеличении периодичности ЭНК (чувствительность a0 принимаем на уровне 1 мм). При этом как в районе aкр, так и в районе [a]дэ значения αНК оказались близкими, равными 0,11 (1/мм) и 0,105 (1/мм).
В дальнейшем ориентировались на величину 0,11 (1/мм).
Подбор средств ПК (методы и технические средства) с требуемыми характеристиками достоверности контроля осуществляли с использованием тест-образца со скрытыми дефектами, на котором определяют вероятности выявления дефектов с применением различных существующих на рынке средств и методов ПК. Характеристики выявления дефектов штатным методом контроля и новым методом показаны на ФИГ.7 (кривые 1 и 2, соответственно).
После подбора необходимых средств НК выполняют контроль изделия новыми средствами неразрушающего контроля и производят ремонт изделия по результатам по результатам двух неразрушающих контролей.
Проконтролированное и отремонтированное описанным выше изделие (трубопровод) будет иметь уровень надежности, не ниже надежности при 4-летней периодичности ЭНК, который определяется предельной кривой остаточной дефектности 3 на ФИГ.3.
В дальнейшем ЭНК проводят с новой периодичностью Пнов=8 лет с использованием средств контроля с αНК=0,11 (1/мм), которая обеспечивает безопасность изделия на уровне, как и при 4-летней периодичности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ ГАММА-ПРОЦЕНТНОГО РЕСУРСА ИЗДЕЛИЯ ПО РЕЗУЛЬТАТАМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ С ИСПОЛЬЗОВАНИЕМ ТЕСТ-ОБРАЗЦОВ СО СКРЫТЫМИ ДЕФЕКТАМИ | 2013 |
|
RU2518409C1 |
| СПОСОБ ОЦЕНКИ ГАММА-ПРОЦЕНТНОГО РЕСУРСА ИЗДЕЛИЯ ПО РЕЗУЛЬТАТАМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2013 |
|
RU2518413C1 |
| СПОСОБ ОЦЕНКИ НАДЕЖНОСТИ И БЕЗОПАСНОСТИ ИЗДЕЛИЯ ПО РЕЗУЛЬТАТАМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2004 |
|
RU2265237C1 |
| СПОСОБ ДОВЕДЕНИЯ ИЗДЕЛИЯ ДО ЗАДАННОГО УРОВНЯ КАЧЕСТВА, НАДЕЖНОСТИ И БЕЗОПАСНОСТИ С УЧЕТОМ МЕТОДИКИ КОНТРОЛЯ (ВАРИАНТЫ) | 2004 |
|
RU2296986C2 |
| СПОСОБ ОБЕСПЕЧЕНИЯ ЗАДАННОГО УРОВНЯ НАДЕЖНОСТИ ИЗДЕЛИЯ НА ОСНОВЕ НЕПРЕРЫВНОГО МОНИТОРИНГА ЭКСПЛУАТАЦИОННЫХ НАГРУЗОК И НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПО ЕГО ПОКАЗАНИЯМ | 2013 |
|
RU2531428C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЕРОЯТНОСТИ ОБНАРУЖЕНИЯ ДЕФЕКТОВ, ИСХОДНОЙ И ОСТАТОЧНОЙ ДЕФЕКТНОСТИ С ИСПОЛЬЗОВАНИЕМ РЕЗУЛЬТАТОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2003 |
|
RU2243585C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИСХОДНОЙ И ОСТАТОЧНОЙ ДЕФЕКТНОСТИ ИЗДЕЛИЯ С ИСПОЛЬЗОВАНИЕМ ТЕСТ-ОБРАЗЦОВ | 2003 |
|
RU2254562C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЕЙ БЕЗОТКАЗНОСТИ ИЗДЕЛИЯ ПО РЕЗУЛЬТАТАМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2005 |
|
RU2301992C2 |
| СПОСОБ ПОВЫШЕНИЯ ГАММА-ПРОЦЕНТНОГО РЕСУРСА ИЗДЕЛИЯ | 2013 |
|
RU2529096C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КАЧЕСТВА ИЗДЕЛИЯ ПО ДОСТОВЕРНОЙ И ВЕРОЯТНОСТНОЙ ЧАСТЯМ ОСТАТОЧНОЙ ДЕФЕКТНОСТИ | 2003 |
|
RU2243586C1 |

Изобретение относится к методам испытаний, в частности к методам неразрушающего контроля. Определяют дефектность изделия методом неразрушающего контроля (критические размеры χкp дефектов в режиме эксплуатации и допустимые в эксплуатации размеры [χ]d.э. дефектов, Nобн, вероятность обнаружения дефектов Pвод сущ, исходную дефектность Nисх, остаточную дефектность Nост до начала эксплуатации, остаточную дефектность изделия после ремонта, если таковой проводился, выявленных дефектов существующими методами контроля). Определяют остаточную дефектность на момент достижения времени контроля при исходной периодичности Псущ, которая изменится из-за подроста дефектов во время эксплуатации. Величину перемещения остаточной дефектности определяют расчетным путем в зависимости от механизма и условий эксплуатации. Полученную новую кривую принимают за предельную кривую остаточной дефектности, которую нельзя превысить при новой периодичности Пнов. Предельную кривую остаточной дефектности используют для определения требований к новому ЭНК. Достигается увеличение периодичности эксплуатационного неразрушающего контроля без снижения надежности изделия. 1 з.п. ф-лы, 8 ил. 
1. Способ проведения неразрушающего контроля изделия во время его эксплуатации, состоящий в том, что определяют для изделия критический размер χкр дефекта в режиме эксплуатации и допустимый в эксплуатации размер [χ]d.э. дефекта; осуществляют контроль изделия штатными средствами и представляют результаты контроля в виде гистограммы в координатах (Nобн, χ), где Nобн - число обнаруженных при контроле дефектов, χ - характеристический размер дефектов; определяют вероятность Pвод сущ обнаружения дефектов штатными средствами неразрушающего контроля; определяют исходную дефектность Nисх(χ) изделия по формуле Nисх(χ)=Noбн(χ)/Pвoд сущ(χ); определяют остаточную дефектность изделия Nост(χ) до начала эксплуатации как разность Nисх(χ) и Nобн(χ); определяют величину подроста остаточных дефектов за период эксплуатации Псущ, получая тем самым предельную кривую остаточной дефектности на конец периода эксплуатации Псущ; задают новую длительность периода эксплуатации Пнов; принимают предельную кривую остаточной дефектности на конец периода эксплуатации Псущ в качестве предельной кривой остаточной дефектности на конец периода эксплуатации Пнов; определяют дополнительное время эксплуатации по формуле (Пнов-Псущ); определяют величины Δχt подроста остаточных дефектов, возникших в конце периода эксплуатации Псущ, за дополнительное время эксплуатации (Пнов-Псущ); определяют параметры дефектности изделия в области размеров дефектов (χкр-Δχt) и в области размеров дефектов ([χ]d.э.-Δχt); исходя из полученных параметров дефектности в областях размеров дефектов (χкр-Δχt) и ([χ]d.э.-Δχt) определяют потребные характеристики достоверности контроля; по полученным характеристикам подбирают новые средства неразрушающего контроля; осуществляют контроль изделия новыми средствами; в случае необходимости проводят ремонт изделия; последующие контроли осуществляют через период времени эксплуатации Пнов.
2. Способ по п.1, отличающийся тем, что в качестве характеристического размера χ дефекта выбирается линейный размер дефекта, или комбинация линейных размеров дефекта, или площадь дефекта, или объем дефекта.
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЕЙ БЕЗОТКАЗНОСТИ ИЗДЕЛИЯ ПО РЕЗУЛЬТАТАМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2005 |
|
RU2301992C2 |
| DE 10304270 A1, 26.08.2004 | |||
| ПОДОГРЕВАТЕЛЬ СЕТЕВОЙ ВОДЫ | 1995 |
|
RU2098732C1 |

