Изобретение относится к области неразрушающего контроля (далее НК) несплошностей, неоднородностей и других дефектов материала изделия или группы изделий (деталей, элементов конструкций и т.п.), в том числе ультразвукового, вихретокового, радиографического и других методов НК. Изобретение может применяться в атомной и традиционной энергетике, транспорте, авиации, судостроении, нефтехимии, нефте-, газо- и продуктопроводах, сельскохозяйственных машинах и других областях техники и машиностроения.
В соответствии с существующими правилами и нормами в технике устанавливаются допустимые размеры несплошностей, превышение которых запрещено. Такие несплошности называются дефектами. Дефекты в случае их обнаружения методами неразрушающего контроля устраняются ремонтом.
Считается, что после проведения неразрушающего контроля и ремонта по его результатам всех выявленных дефектов в изделии отсутствуют дефекты. При этом считается, что надежность и безопасность изделия в эксплуатации обеспечена (см., например, нормативные документы в области атомной энергетики: «Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок» ПНАЭГ-7-008-89, «Оборудование и трубопроводы атомных энергетических установок. Сварные соединения и наплавки. Правила контроля» ПНАЭГ-7-010-89, Госатомнадзор России, Энергоатомиздат, 1991 г.).
На самом деле в настоящее время в технике практически отсутствуют методы и средства неразрушающего контроля, гарантированно, со 100%-ной достоверностью выявляющие все дефекты. Поэтому всегда имеется определенная вероятность пропуска дефекта, в том числе и дефекта, представляющего опасность (то есть развитие которого во время эксплуатации приведет к повреждению изделия или его разрушению). Известно (например, Гурвич А.К. «Надежность дефектоскопического контроля как надежность комплекса «Дефектоскоп - оператор - среда», Дефектоскопия, 1992 г., №3, с.5-13), что практически во всех случаях НК имеется существенная вероятность пропуска дефекта больших размеров, существенно превышающих допустимые размеры. На практике оказывается, что практически всегда после НК и устранения выявленных дефектов в изделии еще остаются дефекты. Именно эти оставшиеся дефекты в конечном итоге и определяют надежность и работоспособность изделия.
Существующие методы оценки надежности изделия основаны на формально-математических подходах, в которых не учитываются реальные оставшиеся в изделии дефекты. Например, в рамках существующих теорий надежности фактический уровень надежности изделия определяют по результатам математической обработки так называемого потока отказов однотипных изделий, находящихся в эксплуатации (Острейковский В.А. «Эксплуатация атомных станций», Москва, Энергоатомиздат, 1999 г., раздел 3.5: «Методы анализа несплошностей оборудования АЭС»). Недостаток таких подходов состоит в том, что находящиеся в эксплуатации изделия должны повредиться или разрушиться, прежде чем можно будет оценить их фактический уровень надежности и безопасность.
Технический результат, на достижение которого направлено данное изобретение, заключается в том, что оно позволяет произвести оценку реальной дефектности изделия после контроля и ремонта выявленных дефектов и определить фактический уровень надежности и безопасности изделия до того, как оно разрушится или повредится в эксплуатации.
Технический результат достигается тем, что в способе определения надежности и безопасности изделия, включающем определение дефектности изделия методом неразрушающего контроля и ремонт изделия по результатам контроля, отличающийся тем, что определяют для конкретного изделия или группы m однотипных изделий критические размеры χкр дефектов в режиме эксплуатации и допустимые в эксплуатации размеры [χ]д.э дефектов, результаты контроля представляют в виде гистограммы в координатах (Nобн, χ), где Nобн - число обнаруженных при контроле дефектов, χ - характеристический размер дефекта, причем при контроле однотипных изделий результаты контроля суммируют и представляют в виде одной гистограммы, определяют вероятность обнаружения дефекта Рвод, определяют исходную дефектность Nисх=f(χ), определяют остаточную дефектность Nocm=ϕ(χ) как разность Nисх и Nобн, остаточную дефектность разделяют на достоверную часть χ≤χд и вероятностную часть χ>χд, где χ - характеристический размер дефекта, χд - размер дефектов на границе между достоверной и вероятностной частями, определяемый из:

где χмакс - максимально возможные размеры дефектов в данном изделии;
по вероятностной части остаточной дефектности определяют надежность изделия Н как вероятность отсутствия в изделии несплошности недопустимого размера по формуле:
при этом часть надежности, связанную с разрушением изделия и, следовательно, потенциально связанную со здоровьем и/или жизнью людей и экологией окружающей изделие среды, определяют как характеристику безопасности изделия Б (в соответствии с законом РФ «О техническом регулировании» от 15.12.2002 г.), которую определяют как вероятность отсутствия в изделии несплошности, по размерам равной или большей χкр по формуле:
Как правило, в качестве характеристического размера χ дефекта выбирается линейный размер дефекта, или комбинация линейных размеров дефекта, или площадь дефекта, или объем дефекта.
В одном из вариантов апроксимируют гистограмму (Nобн, χ) уравнением
Nобн(χ)=A1χ-n1{1-(1-η)exp[-α(χ-χ0)]-η} или
Nобн(χ)=A2exp(-n2χ){1-(1-η)exp[-α(χ-χ0)]-η}
где A1, A2, n1, n2, α, η - постоянные, которые определяют из условия максимального приближения уравнения Nобн(χ) к результатам контроля, представленным в виде гистограммы,
χ0 - минимально доступный для выявления размер дефекта,
исходную дефектность Nисх определяют по формуле
Nисх=Aχ-n
а вероятность обнаружения дефекта Рвод по формуле:
Рвод=1-(1-η)exp[-α(χ-χ0)]-η
В частном случае в качестве характеристического размера принимают малую полуось а эллипса, которым схематизируют дефект, при этом соотношение а/с принимают постоянным для всех а, определяемым из условия максимальной скорости развития дефекта в эксплуатационных условиях.
При этом минимально доступный для выявления размер дефекта χ0 определяют при настройке дефектоскопа, применяемого при контроле изделия, или как минимальный размер дефекта, который был выявлен при контроле.
Для упрощения вычислений постоянную η можно принимать равной 0.
В другом варианте изготавливают тест-образец, предназначенный для определения характеристик неразрушающего контроля несплошностей в материале изделия, осуществляют контроль этого тест-образца методом неразрушающего контроля и контроль изделия, который производится тем же методом, что и контроль тест-образца, при этом тест-образец изготавливают в форме изделия или его наиболее ответственной части из того же материала и по той же технологии, что и изделие с расположенными случайным образом дефектами с различными характеристическими размерами χ, определяют вероятность обнаружения дефектов Pвод(χ)
Pвод(χ)=Nобн то(χ)/Nзал то(χ),
где Nобнто - число обнаруженных при контроле тест-образца дефектов,
Nзалто - число заложенных при изготовлении образца дефектов,
исходную дефектность изделия определяют после НК изделия как
Nисх=Nобн изд/Рвод(χ)
гистограмму (Nисх,χ) апроксимируют уравнением Nисх=f(χ) или Nисх=f(а,c), где а, с - линейные размеры дефектов,
а остаточную дефектность Nост определяют по формуле
Nocm(χ)=Nисх(χ)-Nобн изд или
Nocm(а,c)=Nисх(a,c)-Nобн изд(а,с)
При этом тест-образец содержит две группы дефектов: дефекты, размеры которых лежат в области дефектов, допустимых при эксплуатации, и размеры которых лежат в области критических для изделия в режиме эксплуатации, при этом дефекты имитируют дефекты эксплуатационной и технологической природы.
При этом гистограмму (Nисх,χ) апроксимируют уравнением типа Nисх=Aχexp(-nχχ), или Nисх=Aаexp(-naа), или Nисх=Aа,c exp[-na,c(а2/c)], или Nисх=AF exp(-nF), или  или
или  или
или  или
или 
где а, с - линейные размеры дефекта,
F - площадь дефекта
n, A - коэффициенты, выбираемые из условия максимального приближения аналитической кривой к экспериментальным данным.
На фиг.1 изображена схематизация дефекта в трубопроводе эллипсом с полуосями а и с, на фиг.2 - совокупность дефектов критических и допустимых размеров, на фиг.3 - гистограмма выявленных в изделии дефектов, на фиг.4 - кривые исходной и остаточной дефектности, вероятности выявления дефектов.
Способ может применяться для конкретного изделия или группы однотипных изделий, качество изготовления, надежность и безопасность которого необходимо обеспечить с применением известного метода НК при проведении контроля оператором известной квалификации с последующим ремонтом выявленных дефектов.
Методами механики разрушения определяют критические размеры дефектов в режиме эксплуатации для данного изделия χкр и предельно допустимые в эксплуатации дефекты [χ]д.э (нормы дефектов изделия), определяемые по действующим нормативным документам и/или ТУ на изготовление (например, для атомной техники - по нормативной методике М-02-91, описанной в...), χ - характеристический размер дефекта, например, выбирается линейный размер дефекта, или комбинация линейных размеров дефекта, или площадь дефекта, или объем дефекта. Надо отметить, что дефекты, определяющие качество, - это дефекты, размеры которых находятся в интервале от размеров минимальных доступных для выявления дефектов (поискового) до размеров дефектов, допустимых при изготовлении и выше; дефекты, определяющие надежность, - это дефекты, размеры которых находятся в интервале от браковочного при изготовлении до допустимого при эксплуатации и выше; дефекты, определяющие безопасность, - от допустимых при эксплуатации до критических размеров и выше.
Совокупность дефектов критических размеров (кривая 3), допустимых в эксплуатации размеров (кривая 2), а также допустимые размеры несплошностей при изготовлении (кривая 1) изображены на фиг.2.
Проводят неразрушающий контроль изделия (НК) выбранным методом (ультразвуковым, вихретоковым, радиографическим и другими методами НК) и техническими средствами контроля операторами определенной квалификации и затем устраняют в нем обнаруженные дефекты (ремонтом).
Результаты контроля представляют в виде гистограммы в координатах «характеристический размер дефекта χ - количество выявленных дефектов данного размера Nобн изд».
Далее определяют вероятность обнаружения дефекта Рвод, исходную дефектность Nисх=f(χ) и остаточную дефектность Nост=ϕ(χ) как разность Nисх и Nобн.
Указанные зависимости можно определять различными методами.
Согласно одному из вариантов результаты НК представляют в виде аналитических выражений.
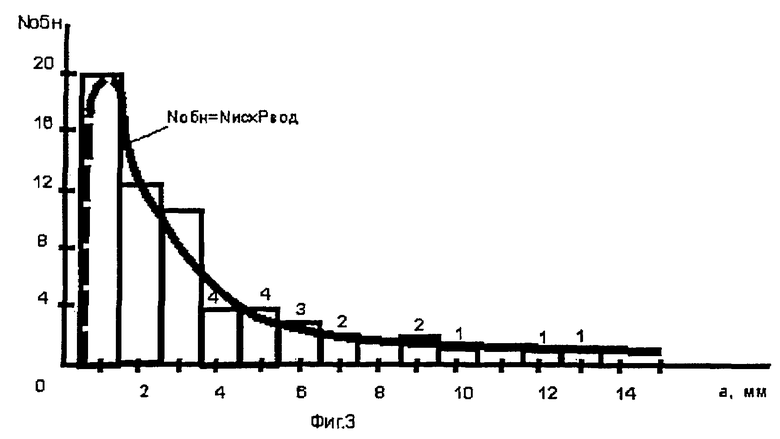
Структура уравнения, которое может описать результаты НК, представленные на гистограмме, фиг.3, следующая:
Nобн(χ)=Nисх(χ)Pвод(χ)
где Nобн - число обнаруженных при контроле дефектов на единицу характеристического размера. Если в качестве характеристического размера выбрана малая полуось эллипса, которым схематизируют дефект, то размерность Nобн - мм-1;
Nисх - функция исходной (до НК и ремонта) дефектности с той же размерностью, что и Nобн,
Рвод - вероятность обнаружения дефекта данного размера χ.
Вид функций Nисх и Рвод определяется, исходя из условия наибольшей простоты выражения, минимального числа констант и соответствия физически обусловленной зависимости Nисх и Рвод от χ. В первом приближении могут быть использованы следующие уравнения:
Nисх=Aχ-n,
Рвод=1-(1-η)exp[-α(χ-χ0)]-η
Nобн(χ)=Aχ-n{1-(1-η)exp[-α(χ-χ0)]-η}
где A, n, α, η, χ0 - постоянные.
Определяют численные значения постоянных А, n, α, η из условия максимального приближения уравнения Nобн(χ) к результатам НК, представленным в виде гистограммы.
При этом χ0 - минимально доступный для выявления размер дефекта - определяют при настройке дефектоскопа, применяемого при контроле изделия, или как минимальный размер дефекта, который был выявлен при контроле; η в первом приближении можно принять равной 0. В результате остается три неизвестных, что существенно облегчает задачу их определения.
Определить постоянные А, n, α можно либо решая систему трех уравнений относительно А, n и α, которые получают, если взять три точки на гистограмме, либо их определяют с использованием метода наименьших квадратов.
Остаточную дефектность Nост определяют как разность Nисх и Nобн:
Nост(χ)=Nисх(χ)-Nобн(χ).
При этом число оставшихся после НК и ремонта дефектов в изделии определяют в трех диапазонах: остаточную дефектность  в области дефектов, важных для безопасности, определяют в виде числа дефектов в изделии, размеры которых равны или больше критических размеров χкр в режиме эксплуатации изделия:
в области дефектов, важных для безопасности, определяют в виде числа дефектов в изделии, размеры которых равны или больше критических размеров χкр в режиме эксплуатации изделия:
 при
при  при
при  изделие не имеет запаса безопасности и не может быть допущено к эксплуатации;
изделие не имеет запаса безопасности и не может быть допущено к эксплуатации;
остаточную дефектность  , в области дефектов, важных для надежности, определяют в виде числа дефектов, размеры которых превышают размеры дефектов [χ]д.э., предельно допустимых в эксплуатации изделия:
, в области дефектов, важных для надежности, определяют в виде числа дефектов, размеры которых превышают размеры дефектов [χ]д.э., предельно допустимых в эксплуатации изделия:
 при
при  при
при 
изделие не имеет запаса надежности;
где m - число однотипных изделий.
При построении гистограммы горизонтальная ось χ должна включать критический размер дефекта, даже если в результате контроля все выявленные дефекты не достигали критических размеров.
В случае контроля нескольких однотипных изделий все результаты контроля суммируют и представляют в виде одной гистограммы. Чем большее количество изделий было проконтролировано, тем достовернее получаемый окончательный результат.
Согласно другому варианту для определения зависимостей Рвод (вероятность обнаружения дефекта), Nисх=f(χ) (исходная дефектность) и Nост=ϕ(χ) (остаточная дефектность) изготавливают тест-образец.
С учетом реальных эксплуатационных нагрузок и условий определяют для изделия (например, трубопровода, фиг.1) методами механики разрушения (с учетом коэффициентов безопасности) дефекты (несплошности).
Совокупность дефектов критических размеров (кривая 3), допустимых в эксплуатации размеров (кривая 2), а также допустимые размеры несплошностей при изготовлении (кривая 1) изображены на фиг.2.
Тест-образец изготавливается по форме изделия и в масштабе примерно 1:1 к изделию или его наиболее ответственной части. Наиболее ответственная часть изделия - это та часть изделия, в которой наиболее вероятно возникновение дефектов (сварные швы, места максимальных эксплуатационных воздействий и т.п.) или разрушение которых представляет опасность. Тест-образец выполняют из того же материала и по той же технологии, что и изделие. В тест-образцы закладывают искусственные дефекты трех типов:
- дефекты, размеры которых лежат в интервале от размеров дефектов, допустимых при эксплуатации, до размеров критических для изделия в режиме эксплуатации дефектов,
- дефекты, размеры которых лежат в интервале от размеров допустимых при изготовлении дефектов до размеров дефектов, допустимых при эксплуатации.
При этом дефекты (несплошности) должны имитировать дефекты эксплуатационной природы. Эксплуатационные дефекты - дефекты, которые могут развиться от технологических дефектов или зародиться и развиться под действием эксплуатационных нагрузок (трещины усталости, трещины коррозионного растрескивания под напряжением и т.п.).
Все заложенные дефекты должны быть скрытыми от операторов НК, т.е. быть внутренними (подповерхностными) или, если дефект поверхностный, располагаться в месте, недоступном для визуального обнаружения (или иметь размеры, которые невозможно зафиксировать визуально).
Также следует отметить, что дефекты располагают в образце случайным образом, например, с использованием таблиц случайных чисел.
Минимальное допустимое расстояние между дефектами определяют исходя из условия существования одиночных дефектов (если закладываются одиночные дефекты) или меньше - для групповых трещин (условия взаимного влияния известны, например, Методические рекомендации МР 108.7-86, М., ЦНИИТМАШ, 1986).
Число дефектов каждого типа должно быть достаточным для статистической обработки результатов, например, не менее 9 шт. (При меньшем количестве результаты менее достоверны.)
Любой дефект консервативно можно смоделировать трещиной, а любую трещину можно описать эллипсом с полуосями: короткой а и длинной с.
Возможны различные варианты закладки дефектов в тест-образец.
В тест-образец закладывают дефекты в виде эллипсов, а соотношение осей эллипса принимают исходя из условия максимальной скорости роста дефекта в эксплуатационном поле напряжений.
В тест-образец закладывают дефекты в виде эллипсов, при этом соотношение осей эллипса принимают произвольное, а в качестве характеризующей размер дефекта величины принимают площадь плоскостного дефекта или площадь проекции объемного дефекта на плоскость вероятного развития дефекта.
В тест-образец закладывают дефекты в виде эллипсов, при этом количество дефектов и соотношение осей эллипса выбирают с использованием математических методов планирования эксперимента исходя из условия минимизации числа закладываемых дефектов (К.Дэниел. Применение статистики в промышленном эксперименте, из-во «Мир», М. 1979).
В случае, если закладываемые в тест-образец дефекты не имеют форму эллипса, то их схематизируют эллипсами.
После изготовления тест-образца производят его контроль с использованием тех же средств и методов контроля и операторами той же квалификации, которые затем будут применяться при контроле изделия, результаты контроля сравниваются с реальными дефектами, заложенными в тест-образец.
Для каждого характеристического размера дефекта определяется достоверность в виде функции вероятности обнаружения дефектов Рвод(χ)
Pвод(χ)=Nобн то(χ)/Nзал то(χ),
где Nобнто - число обнаруженных при контроле тест-образца дефектов,
Nзал то - число заложенных при изготовлении образца дефектов.
По результатам контроля строят кривую вероятности выявляемости дефектов для данной детали данным методом НК в зависимости от характеристического размера дефектов. Кривую вероятности выявления дефектов от размеров дефектов "а" и "с" (любой дефект в материале консервативно можно описать эллипсом с полуосями а и с) можно аппроксимировать наиболее близко описывающим экспериментальные результаты контроля уравнением, например
Pвод=1-(1-η)exp[-αHK(а-а0)(c-c0)]-η, или
 или
или
Pвод=1-(1-η)exp[-αHK(χ-χ0)]-η
Где αHK - коэффициент достоверности НК, характеризует увеличение выявляемости дефектов в зависимости от его размера;
η - постоянная, характеризующая предельную выявляемость контроля данным методом при сколь угодно большом размере дефекта; если размеры детали небольшие, то данной величиной можно пренебречь, введя соответствующую корректировку величины αHK;
χ - характеристический размер дефекта, например, его площадь;
χ0 - минимальный характеристический размер дефекта;
а0, с0 - минимальные размеры дефектов, доступные для выявления НК.
Далее проводят контроль изделия, а результаты контроля представляют в виде гистограммы в координатах «характеристический размер дефекта χ - количество выявленных дефектов данного размера Nобн изд».
Исходную дефектность Nисх определяют как отношение Nобнизд/Рвод(χ); полученную гистограмму апроксимируют уравнением типа Nисх=Aχ exp(-nχχ), или или 
 или
или  или
или  или
или 
где а, с - линейные размеры дефекта,
ρс - функция распределения величины с, например нормальный закон распределения,
F - площадь дефекта,
n, A, D,  - коэффициенты, выбираемые из условия максимального приближения аналитической кривой к экспериментальным данным, при этом - среднее значение с, D - дисперсия.
- коэффициенты, выбираемые из условия максимального приближения аналитической кривой к экспериментальным данным, при этом - среднее значение с, D - дисперсия.
В качестве характеристического размера можно принять малую полуось а эллипса, которым схематизируют дефект, при этом соотношение а/с принимают постоянным для всех а исходя из условия максимальной скорости роста дефекта в условиях эксплуатации; при этом
 , например, в случае однородного поля напряжений а/с=2 и нормального закона для распределения с со средним значением с=2а и дисперсией D=а/2 получаем
, например, в случае однородного поля напряжений а/с=2 и нормального закона для распределения с со средним значением с=2а и дисперсией D=а/2 получаем

Остаточную дефектность получают как разность между Nисх и Nобнизд. При этом Nобн изд определяют из аналитического выражения Nисх·Рвод(χ), т.е. остаточную дефектность Nост можно представить в виде уравнения
Nост=Nисх(1-Рвод).
Безопасность изделия Б определяют как вероятность отсутствия в изделии дефектов, больше или равных χкр, где остаточную дефектность  в области дефектов, важных для безопасности, определяют в виде числа дефектов в изделии, размеры которых равны или больше критических размеров χкр в режиме эксплуатации изделия:
в области дефектов, важных для безопасности, определяют в виде числа дефектов в изделии, размеры которых равны или больше критических размеров χкр в режиме эксплуатации изделия:

остаточную дефектность  в области дефектов, важных для надежности (надежность Н), определяют в виде вероятности отсутствия дефектов, размеры которых превышают размеры дефектов χд,э предельно допустимых в эксплуатации изделия:
в области дефектов, важных для надежности (надежность Н), определяют в виде вероятности отсутствия дефектов, размеры которых превышают размеры дефектов χд,э предельно допустимых в эксплуатации изделия:
Далее остаточную дефектность разделяют на достоверную часть χ≤χд,в которой дефекты с размерами χ≤χд существуют достоверно, и вероятностную часть χ>χд, в которой дефекты с размерами χ>χд могут быть, а могут и не быть.
Границу между достоверной и вероятностной частями остаточной дефектности определяют из условия:

где χмакс - максимально возможные размеры дефектов в данном изделии.
По вероятностной части остаточной дефектности определяют вероятность существования дефектов, размеры которых превышают χкр, и дефектов, размеры которых превышают [χ]д.э
Безопасность изделия определяют как вероятность существования дефектов, размеры которых превышают χкр, а надежность изделия определяют как вероятность дефектов, размеры которых превышают [χ]д.э.
Изобретение иллюстрируется следующим примером.
Необходимо обеспечить качество двух трубопроводов внутренним диаметром D=800 мм, толщиной стенки S=34 мм из перлитной стали. Критические размеры дефектов в поперечных сварных швах представлены на фиг.2 (кривая 1). Допустимые в эксплуатации дефекты определили с использованием уравнений механики разрушения и коэффициентов запаса прочности (кривая 2 на фиг.2). Нормы дефектов в эксплуатации представлены на фиг.2 кривой 3.
В результате НК штатным методом и средствами до начала эксплуатации (после монтажа) было обнаружено 60 несплошностей.
Все выявленные несплошности (дефекты) представлены в виде гистограммы на фиг.3.
При этом в качестве характеристического размера дефекта выбрана ширина дефекта в направлении толщины стенки, а точнее - малая полуось эллипса, которыми схематизировали все выявленные дефекты.
При соотношении а/c≈0,5 критическому размеру дефекта соответствует а=15 мм, [а]д.э.=6 мм, [а]изг.=1,15 мм (фиг.2).
Несмотря на то, что максимальный размер выявленного дефекта составил амакс=13 мм, ось абсцисс содержит критический размер а=15 мм.
Уравнение, описывающее число выявленных дефектов Nобн в зависимости от размеров а:
Nобн=Aа-n[1-exp[-α(а-а0)].
По результатам контроля минимальный выявленный дефект имел а=0,6 мм.
Для определения постоянных А, n, α решают систему из трех уравнений относительно этих постоянных:
1-е уравнение получают для точки с координатами (а=1 мм, Nобн=20) по фиг.3:
20=A·1-n[1-exp[-α(1-0,6)]];
2-е уравнение получают для точки с координатами (а=5 мм, Nобн=4) по фиг.3:
4=A·5-n[1-exp[-α(5-0,6)]];
3-е уравнение получают для точки с координатами (а=13 мм, Nобн=0,66) по фиг.3:
0,66=A·13-n[1-exp[-α(13-0,6)]].
Для 3-его уравнения Nобн=0,66 получено как осреднение числа выявленных дефектов в интервале от 11 до 13 мм, что составило 2/3, где 2 - число выявленных дефектов, 3 - число интервалов.
Окончательно система уравнений имеет вид:
20=A·[1-exp(-0,4α)]
4=A·5-n[1-exp[(-4,4α)]];
0,66=A·13-n[1-exp(-12,4α)]].
Решение системы уравнений относительно A, n, α дало следующие результаты:
A=1000 мм, n=2,56, α=0,05 мм-1.
Подставляя постоянные А, n, α в соответствующие уравнения, получают:
уравнение исходной дефектности:
Nисх=1000а-2,56;
уравнение вероятностей обнаружения дефекта:
Рвод=1-exp[-0,05(а-0,6)];
уравнение остаточной дефектности
Nост(χ)=Nисх(χ)-Nобн(χ).
Полученные уравнения представлены на фиг.4.
Решают уравнения

и 
При этом амакс=S, где S - толщина стенки трубопровода. Результаты решения представлены на фиг.5 в виде кривой 1. Допустимые в эксплуатации и критические дефекты отмечены соответственно [а] и акр
Окончательно получили
ад=14 мм; Н=1-1=0; Б=1-0,55=0,45.
Так как значения надежности и безопасности для характеристик остаточной дефектности в соответствии с кривой 1 недопустимо низки, изделие было забраковано и отправлено на доработку. После доработки изделия провели повторный контроль и ремонт изделия, по результатам которого была получена кривая 2. В этом случае надежность составила

а безопасность составила

По полученным результатам изделие было допущено в эксплуатацию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДОВЕДЕНИЯ ИЗДЕЛИЯ ДО ЗАДАННОГО УРОВНЯ КАЧЕСТВА, НАДЕЖНОСТИ И БЕЗОПАСНОСТИ С УЧЕТОМ МЕТОДИКИ КОНТРОЛЯ (ВАРИАНТЫ) | 2004 |
|
RU2296986C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЕРОЯТНОСТИ ОБНАРУЖЕНИЯ ДЕФЕКТОВ, ИСХОДНОЙ И ОСТАТОЧНОЙ ДЕФЕКТНОСТИ С ИСПОЛЬЗОВАНИЕМ РЕЗУЛЬТАТОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2003 |
|
RU2243585C1 |
| СПОСОБ ОЦЕНКИ ГАММА-ПРОЦЕНТНОГО РЕСУРСА ИЗДЕЛИЯ ПО РЕЗУЛЬТАТАМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ С ИСПОЛЬЗОВАНИЕМ ТЕСТ-ОБРАЗЦОВ СО СКРЫТЫМИ ДЕФЕКТАМИ | 2013 |
|
RU2518409C1 |
| СПОСОБ ОЦЕНКИ ГАММА-ПРОЦЕНТНОГО РЕСУРСА ИЗДЕЛИЯ ПО РЕЗУЛЬТАТАМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2013 |
|
RU2518413C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КАЧЕСТВА ИЗДЕЛИЯ ПО ДОСТОВЕРНОЙ И ВЕРОЯТНОСТНОЙ ЧАСТЯМ ОСТАТОЧНОЙ ДЕФЕКТНОСТИ | 2003 |
|
RU2243586C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИСХОДНОЙ И ОСТАТОЧНОЙ ДЕФЕКТНОСТИ ИЗДЕЛИЯ С ИСПОЛЬЗОВАНИЕМ ТЕСТ-ОБРАЗЦОВ | 2003 |
|
RU2254562C2 |
| СПОСОБ ПРОВЕДЕНИЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ИЗДЕЛИЯ ВО ВРЕМЯ ЕГО ЭКСПЛУАТАЦИИ | 2013 |
|
RU2518407C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЕЙ БЕЗОТКАЗНОСТИ ИЗДЕЛИЯ ПО РЕЗУЛЬТАТАМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2005 |
|
RU2301992C2 |
| СПОСОБ ПОВЫШЕНИЯ ГАММА-ПРОЦЕНТНОГО РЕСУРСА ИЗДЕЛИЯ | 2013 |
|
RU2529096C1 |
| СПОСОБ ОБЕСПЕЧЕНИЯ ЗАДАННОГО УРОВНЯ НАДЕЖНОСТИ ИЗДЕЛИЯ НА ОСНОВЕ НЕПРЕРЫВНОГО МОНИТОРИНГА ЭКСПЛУАТАЦИОННЫХ НАГРУЗОК И НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПО ЕГО ПОКАЗАНИЯМ | 2013 |
|
RU2531428C1 |

Изобретение относится к области неразрушающего контроля несплошностей, неоднородностей и других дефектов материала изделия или группы изделий. Способ заключается в том, что определяют критические размеры χкр дефектов в режиме эксплуатации и допустимые в эксплуатации размеры [χ]д.э. дефектов. Результаты контроля представляют в виде гистограммы в координатах (Nобн,χ), где Nобн - число обнаруженных при контроле дефектов, χ - характеристический размер дефекта. Определяют вероятность обнаружения дефекта Рвод, исходную дефектность Nисх=f(χ), остаточную дефектность Nocm=ϕ(χ) как разность Nисх и Nобн. Остаточную дефектность разделяют на достоверную часть χ≤χд и вероятностную часть χ>χд, где χд - размер дефектов на границе между достоверной и вероятностной частями. По вероятностной части остаточной дефектности определяют вероятность существования дефектов, размеры которых превышают χкр, и дефектов, размеры которых превышают [χ]д.э. Безопасность изделия определяют как вероятность отсутствия дефектов, размеры которых превышают χкр, а надежность изделия определяют как вероятность отсутствия дефектов, размеры которых превышают [χ]д.э. Технический результат - определение фактического уровня надежности и безопасности изделия до того, как оно разрушится или повредится в эксплуатации. 8 з.п. ф-лы, 5 ил.
где χмакс - максимально возможные размеры дефектов в данном изделии;
по вероятностной части остаточной дефектности определяют надежность изделия Н как вероятность отсутствия в изделии несплошности недопустимого размера по формуле
при этом часть надежности, связанную с разрушением изделия, определяют как характеристику безопасности изделия Б, которую определяют как вероятность отсутствия в изделии несплошности, по размерам равной или большей χкр, по формуле

Nобн(χ)=A1χ-n1{1-(1-η)ехр[-α(χ-χ0)]-η} или
Nобн(χ)=A2exp(-n2χ){1-(1-η)ехр[-α(χ-χ0)]-η},
где А1, А2, n1, n2, α, η - постоянные, которые определяют из условия максимального приближения уравнения Nобн (χ) к результатам контроля, представленным в виде гистограммы;
χ0 - минимально доступный для выявления размер дефекта, исходную дефектность Nисх определяют по формуле
Nисх=Аχ-n,
а вероятность обнаружения дефекта Рвод формуле
Рвод=1-(1-η)ехр[-α(χ-χ0)]-η.
Pвод(χ)=Nобн.то(χ)/Nзал.то(χ),
где Nобн.то - число обнаруженных при контроле тест-образца дефектов;
Nзал.то - число заложенных при изготовлении образца дефектов, исходную дефектность определяют как
Nисх=Nобн.изд/Pвод(χ),
гистограмму (Nисх,χ) апроксимируют уравнением Nисх=f(χ) или Nисх=f(a,с), где а, с - линейные размеры дефектов,
а остаточную дефектность Nост определяют по формуле
Nост(χ)=Nисх(χ)-Nобн.изд или
Nост(a,c)=Nисх(a,c)-Nобн.изд (a,c).
 или
или 

где a, с - линейные размеры дефекта;
F - площадь дефекта;
n, A - коэффициенты, выбираемые из условия максимального приближения аналитической кривой к экспериментальным данным.
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ УПРУГИХ НАПРЯЖЕНИЙ В ФЕРРИТОВЫХ ИЗДЕЛИЯХ | 2000 |
|
RU2184371C2 |
| СПОСОБ ОБНАРУЖЕНИЯ ПЛОСКОСТНЫХ НЕСПЛОШНОСТЕЙ В ТОЛСТОСТЕННЫХ ИЗДЕЛИЯХ УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2000 |
|
RU2192635C2 |
| RU 219376 C2, 20.10.2002 | |||
| Способ диагностики отказов динамических объектов и устройство для его осуществления | 1990 |
|
SU1718190A1 |
| US 4173139 A, 06.11.1979 | |||
| US 4425545 A, 10.01.1984 | |||
| Механизм привода поворотного элемента | 1981 |
|
SU1040242A1 |

