Область применения изобретения - изготовление, монтаж и эксплуатация изделий современного машино- и приборостроения, включая транспорт (автомобильный, авиационный, железнодорожный, водный), энергетику (тепловую, атомную и др.), нефтехимию в том числе нейте-, газо- и продуктопроводы, сосуды и хранилища, общее машиностроение и т.п.
В соответствии с существующей практикой в современной технике проводится НК ответственных изделий после изготовления, перед началом эксплуатации и во время эксплуатации. При этом предполагается, что в результате НК выявляются все дефекты, доступные для выявления данным методом контроля. Все несплошности, неоднородности и тому подобные аномалии металла, если они превышают допустимые размеры, классифицируются как дефекты и устраняются ремонтом. Считают, что после НК и ремонта выявленных дефектов других дефектов в изделии нет (см., например, “Оборудование и трубопроводы атомных энергетических установок. Сварные соединения и наплавки. Правила контроля”, ПНАЭГ-7-010-89, Госатомнадзор России, Энергоатомиздат, 1991 г.). Такая же практика сложилась и за рубежом. Таким образом, считается, что исходно (до НК) в изделии были те дефекты, которые выявились в процессе контроля, а после контроля и ремонта выявленных дефектов в изделии дефектов не осталось и изделие можно безопасно эксплуатировать. Однако при оценке как исходной дефектности изделия, так и остаточной дефектности (т.е. дефектности, оставшейся в изделии после его контроля и ремонта выявленных дефектов) не учитывают реальную выявляемость дефектов, присущую использованным методам контроля и операторам НК с определенным уровнем классификации. Известно (например, Гурвич Н.К. “Надежность дефектоскопического контроля как надежность комплекса “Дефектоскоп - оператор - среда”, Дефектоскопия, 1992 г., №3, с.5-13), что практически во всех случаях НК имеется существенная вероятность пропуска дефекта больших размеров, превышающих допустимые размеры. На практике оказывается, что практически всегда после НК и ремонта выявленных дефектов в изделии еще остаются дефекты. Именно эти дефекты в конечном итоге и определяют надежность и работоспособность изделия.
Известен способ определения дефектности изделия, при котором определяют исходную дефектность изделия, причем измеряемые при контроле параметры выбраны из условия обеспечения максимально возможной достоверности контроля путем уменьшения вероятности принятия ошибочного решения (авторское свидетельство СССР №1406888, 1995 г.).
Однако указанный способ не обеспечивает полное устранение остаточной дефектности и не позволяет производить ее оценку, что отрицательно влияет на надежность и работоспособность изделия.
Наиболее близким к заявленному является способ определения дефектности изделия, по которому изготавливают стандартный образец с дефектом малого размера, полученным сверлением или фрезерованием, по которому настраивается чувствительность, определяющая достоверность данного метода контроля (и средств контроля). Считается, что чем выше чувствительность, тем выше достоверность НК, но количественных характеристик этой взаимосвязи в указанном способе не установлено, т.е. способ не позволяет произвести оценку реальной дефектности как до, так и после ремонта выявленных дефектов. Недостатком является также то, что стандартные образцы не привязывают к реальным конструкциям, к размерам и типам дефектов, влияющих на качество, надежность и безопасность эксплуатации изделия, при этом способ не дает представления о действительной достоверности НК.
Технический результат, на достижение которого направлено данное изобретение, заключается в том, что появляется возможность оценить достоверность НК, проведенного на одном или группе однотипных изделий, с учетом всех реальных особенностей конструкции изделия, технологии его изготовления, условий проведения контроля, квалификации и добросовестности операторов НК, проводивших контроль, а также других факторов, оказывающих влияние на результаты контроля.
Способ позволяет произвести оценку реальной дефектности изделия как до контроля, так и после контроля и ремонта выявленных дефектов, а также его особенность в том, что за счет знания исходной (до контроля) и остаточной (после контроля и ремонта выявленных дефектов) дефектности изделия повышаются точности оценки реального состояния изделия, надежность и безопасность его эксплуатации, приемлемости тех или иных методов НК, качества технологии изготовления изделия. Способ также позволяет при необходимости принять обоснованные меры для повышения качества и надежности изделия до приемлемого уровня, а также сформулировать (при необходимости) обоснованные требования для совершенствования средств и методов НК, повышения квалификации и ответственности операторов НК.
Поставленная задача решается тем, что в способе определения дефектности изделия, включающем контроль изделия методом неразрушающего контроля, для конкретного изделия или группы m однотипных изделий определяют критические размеры χкр дефектов в режиме эксплуатации, допустимые в эксплуатации размеры [χ]д.э дефектов и допустимые в изготовлении размеры [χ]изг дефектов, результаты контроля представляют в виде гистограммы в координатах (Nобн, χ), где Nобн - число обнаруженных при контроле дефектов, χ - характеристический размер дефекта, аппроксимируют гистограмму уравнением
Nобн(χ)=Aχ-n{1-(1-η)exp[-α(χ-χ0)]-η}, (1)
Nобн(χ)=Aexp(-nχ){1-(1-η)exp[-1(χ-χ0)]-η},
где А, n, α, η - постоянные, которые определяют из условия максимального приближения уравнения Nобн(χ) к результатам контроля, представленным в виде гистограммы;
χ0 - минимально доступный для выявления размер дефекта,
определяют исходную дефектность Nucx по формуле:
Nисх=Аχ-n, или Nисх=Аехр (-nχ), (2)
а вероятность обнаружения дефекта Рвод по формуле:
Рвод=1-(1-η)exp[-α(χ-χ0)]-η, (3)
определяют остаточную дефектность Nocm как разность Nucx и Nобн, при этом Nocт определяют в трех диапазонах: остаточную дефектность  в области дефектов, важных для безопасности, определяют в виде числа дефектов в изделии, размеры которых равны или больше критических размеров χкр в режиме эксплуатации изделия
в области дефектов, важных для безопасности, определяют в виде числа дефектов в изделии, размеры которых равны или больше критических размеров χкр в режиме эксплуатации изделия

остаточную дефектность  в области дефектов, важных для надежности, определяют в виде числа дефектов, размеры которых превышают размеры дефектов [χ]д.э., предельно допустимых в эксплуатации изделия
в области дефектов, важных для надежности, определяют в виде числа дефектов, размеры которых превышают размеры дефектов [χ]д.э., предельно допустимых в эксплуатации изделия
остаточную дефектность  в области дефектов, определяющих качество изготовления, в виде числа дефектов, размеры которых превышают размеры [χ]изг допустимых при изготовлении несплошностей
в области дефектов, определяющих качество изготовления, в виде числа дефектов, размеры которых превышают размеры [χ]изг допустимых при изготовлении несплошностей

где χпред - предельно возможный характеристический размер дефекта,
m - число однотипных изделий.
Как правило, в качестве характеристического размера χ дефекта выбирается линейный размер дефекта, или комбинация линейных размеров дефекта, или площадь дефекта, или объем дефекта.
При этом при контроле m однотипных изделий для увеличения достоверности получаемого результата все результаты контроля суммируют и представляют в виде одной гистограммы.
В частности, минимально доступный для выявления размер дефекта χ0 определяют при настройке дефектоскопа, применяемого при контроле изделия, или как минимальный размер дефекта, который был выявлен при контроле.
В частности, для упрощения вычислений постоянную η принимают равной 0.
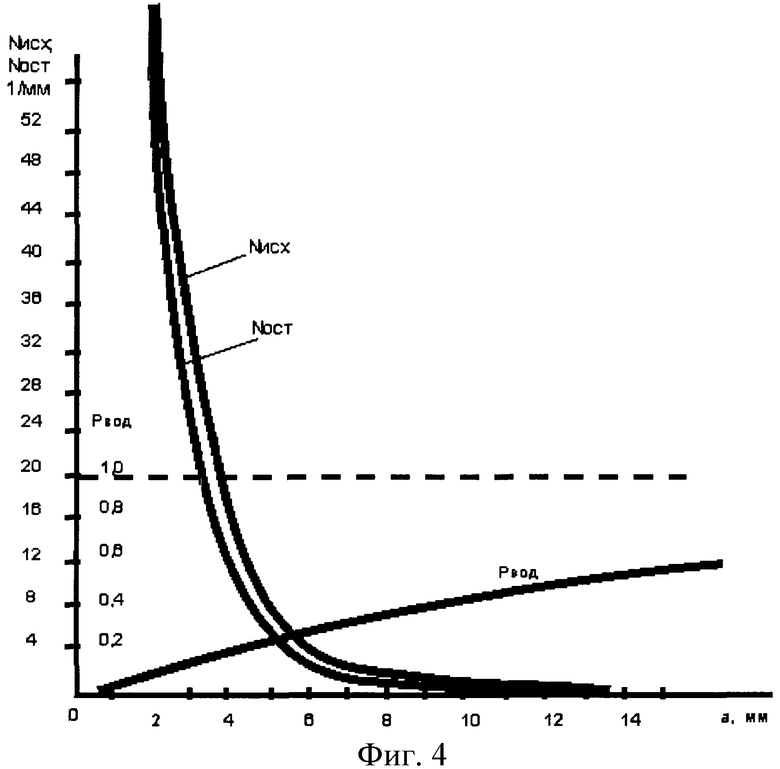
На фиг.1 изображена схематизация дефекта в трубопроводе; на фиг.2 изображены дефекты критических размеров, допустимых в эксплуатации размеров и допустимых размеров несплошностей при изготовлении; на фиг.3 -гистограмма выявленных в изделии дефектов; на фиг.4 - функции исходной дефектности Nucx(χ), остаточной дефектности Nocm(χ) и вероятности обнаружения дефектов Рвод(χ), определенные по результатам НК изделия. Там же показана функция Nобн(χ)=Nисх(χ)Рвод(χ).
Способ применяется для конкретного изделия или группы однотипных изделий, качество изготовления, надежность и безопасность которого необходимо обеспечить с применением известного метода НК при проведении контроля оператором известной квалификации.
Методами механики разрушения определяют критические размеры дефектов в режиме эксплуатации для данного изделия χкр, предельно допустимые в эксплуатации дефекты [χ]д.э, допустимые в изготовлении размеры дефектов [χ]изг (нормы дефектов изделия), определяемые по действующим нормативным документам и/или ТУ на изготовление (χ - характеристический размер дефекта, например, выбирается линейный размер дефекта, или комбинация линейных размеров дефекта, или площадь дефекта, или объем дефекта). Надо отметить, что дефекты, определяющие качество - это дефекты, размеры которых находятся в интервале от размеров минимальных, доступных для выявления дефектов (поискового) до размеров дефектов, допустимых при изготовлении и выше; дефекты определяющие надежность - это дефекты, размеры которых находятся в интервале от браковочного при изготовлении до допустимого при эксплуатации и выше; дефекты, определяющие безопасность, - от допустимых при эксплуатации до критических размеров и выше.
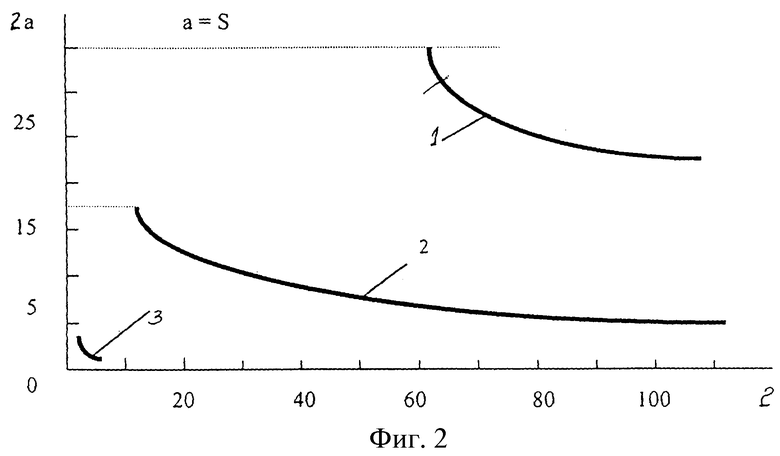
Распределение дефектов критических размеров (кривая 3), допустимых в эксплуатации размеров (кривая 2), а также допустимые размеры несплошностей при изготовлении (кривая 1) изображены на фиг.2.
Проводят неразрушающий контроль изделия (НК) выбранным методом (ультразвуковым, вихретоковым, радиографическим и другими методами НК) и техническими средствами контроля операторами определенной квалификации.
Результаты контроля представляют в виде гистограммы в координатах "характеристический размер дефекта χ - количество выявленных дефектов данного размера Nобн. изд". Горизонтальная ось χ должна включать критический размер дефекта, даже если в результате контроля все выявленные дефекты не достигали критических размеров.
В случае контроля нескольких однотипных изделий все результаты контроля суммируют и представляют в виде одной гистограммы. Чем большее количество изделий было проконтролировано, тем достовернее получаемый окончательный результат.
Структура аналитического выражения, которое может описать результаты НК, представленные на гистограмме, следующая
Nобн(χ)=Nисх(χ)Рвод(χ) (7)
где Noбн - число обнаруженных при контроле дефектов на единицу характеристического размера. Если в качестве характеристического размера выбрана малая полуось эллипса, которым схематизируют дефект, то размерность Nобн - мм-1;
nисх - функция исходной (до НК) дефектности с той же размерностью, что и Nобн;
Рвод - вероятность обнаружения дефекта данного размера %.
Вид функций Nиcx и Рвод определяется, исходя из условия наибольшей простоты выражения, минимального числа констант и соответствия физически обусловленной зависимости Nucx и Рвод от χ. В первом приближении могут быть использованы следующие уравнения:
Nисх=Aχ-n, (2)
Pвод=1-(1-η)exp[-α(χ-χ0)]-η, (3)
Nобн(χ)=Aχ-n{1-(1-η)exp[-α(χ-χ0)]-η} (1)
где А, n, α, η, χ0 - постоянные.
Определяют численные значения постоянных, где А, n, α, η из условия максимального приближения уравнения Nобн(χ) к результатам НК, представленным в виде гистограммы.
При этом χ0 - минимально доступный для выявления размер дефекта -определяют при настройке дефектоскопа, применяемого при контроле изделия, или как минимальный размер дефекта, который был выявлен при контроле; η в первом приближении можно принять равной 0. В результате остается три неизвестных, что существенно облегчает задачу их определения.
Определить постоянные А, n, α можно, либо решая систему трех уравнений относительно А, n и α, которые получают, если взять три точки на гистограмме, либо их определяют с использованием метода наименьших квадратов.
Остаточную дефектность Nocm определяют как разность Nucx и No6н
Nост(χ)=Nисх(χ)-Nобн(χ). (8)
При этом число оставшихся дефектов в изделии определяют в трех диапазонах: остаточную дефектность  в области дефектов, важных для безопасности, определяют в виде числа дефектов в изделии, размеры которых равны или больше критических размеров χкр в режиме эксплуатации изделия
в области дефектов, важных для безопасности, определяют в виде числа дефектов в изделии, размеры которых равны или больше критических размеров χкр в режиме эксплуатации изделия

остаточную дефектность  в области дефектов, важных для надежности, определяют в виде числа дефектов, размеры которых превышают размеры дефектов [χ]д.э, предельно допустимых в эксплуатации изделия:
в области дефектов, важных для надежности, определяют в виде числа дефектов, размеры которых превышают размеры дефектов [χ]д.э, предельно допустимых в эксплуатации изделия:

остаточную дефектность  в области дефектов, определяющих качество изготовления, в виде числа дефектов, размеры которых превышают размеры [χ]изг допустимых при изготовлении несплошностей
в области дефектов, определяющих качество изготовления, в виде числа дефектов, размеры которых превышают размеры [χ]изг допустимых при изготовлении несплошностей

где χпред - предельно возможный характеристический размер дефекта в данной конструкции с данной геометрией (например, в направлении толщины стенки сосуда давления предельный размер дефекта равен толщине стенки),
m - число однотипных изделий.
По полученным результатам делают оценки и принимают решения
- по величине  - о возможности полного или частичного разрушения изделия в эксплуатации,
- о возможности полного или частичного разрушения изделия в эксплуатации,
- по величине  - о надежности и объемах ремонта изделия во время эксплуатации,
- о надежности и объемах ремонта изделия во время эксплуатации,
- по величине  - о качестве контроля,
- о качестве контроля,
- по функции Рвод (χ) - o достоверности НК изделия и уровне квалификации операторов НК,
- по функции Nисх(χ) - о качестве изделия до НК и ремонта (а следовательно, о качестве изготовления, если НК проводили на заводе-изготовителе, или о степени повреждения изделия, если причиной образования дефектов были эксплуатационные воздействия).
Изобретение иллюстрируется следующим примером.
Необходимо обеспечить качество двух трубопроводов внутренним диаметром D=800 мм толщиной стенки S=34 мм из перлитной стали. Критические размеры дефектов в поперечных сварных швах представлены на фиг.2 (кривая 1). Допустимые в эксплуатации дефекты определили с использованием уравнений механики разрушения и коэффициентов запаса прочности (кривая 2 на фиг.2). Нормы дефектов в эксплуатации представлены на фиг.2 кривой 3.
В результате НК штатным методом и средствами до начала эксплуатации (после монтажа) было обнаружено 47 несплошностей.
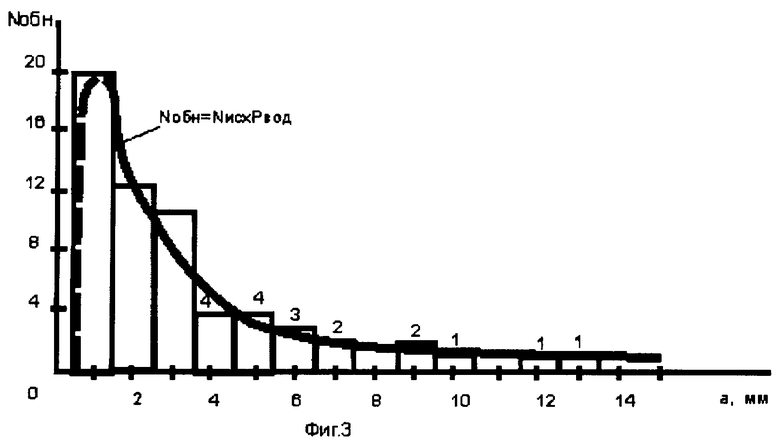
Все выявленные несплошности (дефекты) представлены в виде гистограммы на фиг.3.
При этом в качестве характеристического размера дефекта выбрана ширина дефекта в направлении толщины стенки, а точнее малая полуось эллипса, которыми схематизировали все выявленные дефекты.
При соотношении α/с≈0,5 критическому размеру дефекта соответствует α=15 мм, [α]д.э=мм, [α]изг=1,15 мм (фиг.2).
Несмотря на то что максимальный размер выявленного дефекта составил αмaкс=13 мм, ось абсцисс содержит критический размер α=15 мм.
Уравнение, описывающее число выявленных дефектов Nобн в зависимости от размеров а
Nобн=Аа-n[1-exp[-α(a-a0)]. (9)
По результатам контроля минимальный выявленный дефект имел α0=0,6 мм.
Для определения постоянных А, n, α решают систему из трех уравнений относительно этих постоянных:
1-е уравнение получают для точки с координатами (α=1 мм, Nобн=20) по фиг.3
20=A·1-n[1-exp[-α(1-0,6)]]; (10)
2-е уравнение получают для точки с координатами (α=5 мм, Nовн=4) по фиг.3
4=А·5-n[1-exp[-α(5-0,6)]]; (11)
3-е уравнение получают для точки с координатами (α=13 мм, Nобн=0,66) по фиг.3
0,66=А·13-n[1-exp[-α(13-0,6)]]. (12)
Для 3-его уравнения Nобн=0,66 получено как осреднение числа выявленных дефектов в интервале от 11 до 13 мм, что составило 2/3, где 2 - число выявленных дефектов, 3 - число интервалов.
Окончательно система уравнений имеет вид
20=A·[1-exp(-0,4α)]
4=A·5-n[1-exp(-4,4α)] (13)
0,66=A·13-n[1-exp(-12,4α)]
Решение системы уравнений относительно А, n, α дало следующие результаты
A=1000 мм, n=2,56, α=0,05 мм-1.
Подставляя постоянные А, n, α в соответствующие уравнения, получают уравнение исходной дефектности
Nисх=1000а-2,56; (14)
уравнение вероятностей обнаружения дефекта:
Рвод=1-exp[-0,05(a-0,6)]; (15)
уравнение остаточной дефектности
Nост(χ)=Nисх(χ)-Nобн(χ). (8)
Указанные уравнения представлены графически на фиг.4.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ НАДЕЖНОСТИ И БЕЗОПАСНОСТИ ИЗДЕЛИЯ ПО РЕЗУЛЬТАТАМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2004 |
|
RU2265237C1 |
| СПОСОБ ОЦЕНКИ ГАММА-ПРОЦЕНТНОГО РЕСУРСА ИЗДЕЛИЯ ПО РЕЗУЛЬТАТАМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ С ИСПОЛЬЗОВАНИЕМ ТЕСТ-ОБРАЗЦОВ СО СКРЫТЫМИ ДЕФЕКТАМИ | 2013 |
|
RU2518409C1 |
| СПОСОБ ДОВЕДЕНИЯ ИЗДЕЛИЯ ДО ЗАДАННОГО УРОВНЯ КАЧЕСТВА, НАДЕЖНОСТИ И БЕЗОПАСНОСТИ С УЧЕТОМ МЕТОДИКИ КОНТРОЛЯ (ВАРИАНТЫ) | 2004 |
|
RU2296986C2 |
| СПОСОБ ПРОВЕДЕНИЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ИЗДЕЛИЯ ВО ВРЕМЯ ЕГО ЭКСПЛУАТАЦИИ | 2013 |
|
RU2518407C1 |
| СПОСОБ ОЦЕНКИ ГАММА-ПРОЦЕНТНОГО РЕСУРСА ИЗДЕЛИЯ ПО РЕЗУЛЬТАТАМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2013 |
|
RU2518413C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КАЧЕСТВА ИЗДЕЛИЯ ПО ДОСТОВЕРНОЙ И ВЕРОЯТНОСТНОЙ ЧАСТЯМ ОСТАТОЧНОЙ ДЕФЕКТНОСТИ | 2003 |
|
RU2243586C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИСХОДНОЙ И ОСТАТОЧНОЙ ДЕФЕКТНОСТИ ИЗДЕЛИЯ С ИСПОЛЬЗОВАНИЕМ ТЕСТ-ОБРАЗЦОВ | 2003 |
|
RU2254562C2 |
| СПОСОБ ПОВЫШЕНИЯ ГАММА-ПРОЦЕНТНОГО РЕСУРСА ИЗДЕЛИЯ | 2013 |
|
RU2529096C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЕЙ БЕЗОТКАЗНОСТИ ИЗДЕЛИЯ ПО РЕЗУЛЬТАТАМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2005 |
|
RU2301992C2 |
| СПОСОБ ОБЕСПЕЧЕНИЯ ЗАДАННОГО УРОВНЯ НАДЕЖНОСТИ ИЗДЕЛИЯ НА ОСНОВЕ НЕПРЕРЫВНОГО МОНИТОРИНГА ЭКСПЛУАТАЦИОННЫХ НАГРУЗОК И НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПО ЕГО ПОКАЗАНИЯМ | 2013 |
|
RU2531428C1 |
Изобретение относится к изготовлению, монтажу, эксплуатации изделий современного машино- и приборостроения, включая энергетику, нефтехимию, транспорт. Способ включает контроль изделия методом неразрушающего контроля. Для конкретного изделия или группы однотипных изделий определяют критические размеры дефектов в режиме эксплуатации, допустимые в эксплуатации размеры дефектов и допустимые в изготовлении размеры дефектов. Результаты контроля представляют в виде гистограммы. Гистограмму аппроксимируют уравнением с постоянными, которые определяют из условия максимального приближения уравнения к результатам контроля, представленным в виде гистограммы. Определяют исходную дефектность и вероятность обнаружения дефекта. Остаточную дефектность определяют как разность исходной и обнаруженной дефектности. При этом остаточную дефектность определяют в трех диапазонах: в области дефектов, важных для безопасности, надежности и качества изготовления. Способ позволяет повысить точность оценки состояния изделия. 4 з.п.ф-лы, 4 ил.

Nобн(χ)=Aχ-n{1-(1-η)exp[-α(χ-χ0)]-η}, или
Nобн(χ)=Aexp(-nχ){1-(1-η)exp[-1(χ-χ0)]-η},
где А, n, α, η - постоянные, которые определяют из условия максимального приближения уравнения Nобн (χ) к результатам контроля, представленным в виде гистограммы,
χ0 - минимально доступный для выявления размер дефекта,
определяют исходную дефектность Nисх по формуле:
Nисх=Аχ-n, или Nисх=Аехр (-nχ),
а вероятность обнаружения дефекта Рвод по формуле:
Рвод=1-(1-η)exp[-α(χ-χ0)]-η,
определяют остаточную дефектность Nост как разность Nисх и Nобн, при этом Nост определяют в трех диапазонах: остаточную дефектность  в области дефектов, важных для безопасности, определяют в виде числа дефектов в изделии, размеры которых равны или больше критических размеров χкр в режиме эксплуатации изделия:
в области дефектов, важных для безопасности, определяют в виде числа дефектов в изделии, размеры которых равны или больше критических размеров χкр в режиме эксплуатации изделия:
остаточную дефектность  в области дефектов, важных для надежности, определяют в виде числа дефектов, размеры которых превышают размеры дефектов [χ]д.э., предельно допустимых в эксплуатации изделия:
в области дефектов, важных для надежности, определяют в виде числа дефектов, размеры которых превышают размеры дефектов [χ]д.э., предельно допустимых в эксплуатации изделия:

остаточную дефектность  в области дефектов, определяющих качество изготовления, в виде числа дефектов, размеры которых превышают размеры [χ]изг допустимых при изготовлении несплошностей:
в области дефектов, определяющих качество изготовления, в виде числа дефектов, размеры которых превышают размеры [χ]изг допустимых при изготовлении несплошностей:
где χпред - предельно возможный характеристический размер дефекта,
m - число однотипных изделий.
| US 2003138138 А, 24.07.2003 | |||
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СОЕДИНЕНИЙ ТРУБ ПРИ ИХ ЭЛЕКТРОГИДРОИМПУЛЬСНОЙ ЗАПРЕССОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1406888A1 |
| СПОСОБ ИЗМЕРЕНИЯ РАЗМЕРОВ ДЕФЕКТОВ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ ИЗДЕЛИЙ | 2000 |
|
RU2191376C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ СТЕНКИ НЕФТЯНЫХ И ГАЗОВЫХ ТРУБОПРОВОДОВ И ЦЕЛОСТНОСТИ ВНЕШНЕЙ ИЗОЛЯЦИИ | 1996 |
|
RU2121105C1 |

