Устройство для получения льда может быть использовано во всех типах льдогенераторов, применяемых в пищевой промышленности, фармакологии, АПК и медицине, в которых лед скалывается с гладких цилиндрических, плоских и других видов льдообразующих поверхностей.
Известны различные типы льдогенераторов для получения технологического и пищевого льда. В частности, блочного, плиточного, рассыпного. К последнему, наиболее часто используемому виду льда относятся: мелкозернистый, чешуйчатый, гранулированный и снежный [1].
Проведенные исследования, а также работы других специалистов [2-4], показали, что правильный выбор типа льда для холодильной обработки продуктов обеспечивает снижение времени охлаждения, энергозатраты, а также улучшает качество продукции. В настоящее время, наибольшее распространение получили генераторы чешуйчатого льда состоящие из цилиндрического испарителя, на внутреннюю или наружную поверхность которого подается очищенная от механических примесей вода [5]. Полученный лед скалывают специальным инструментом. Известно, что величина пластинок частиц льда зависит от скорости движения режущего инструмента относительно льдообразующей поверхности. Однако эти изменения незначительны и ограничены временем намораживания льда. Получение льда в льдогенераторах барабанного типа состоит из двух стадий: замораживания воды на его льдообразующей поверхности и скалывания полученного льда при помощи скребков или цилиндрических (пальчиковых) фрез [1, 5]. Тонкие слои льда до 1 мм скалывают скребками, перемещающимися вдоль цилиндрической льдообразующей поверхности льдогенератора, которая может располагаться как вертикально, так и горизонтально. К недостаткам скребков следует отнести резкое возрастание нагрузки на мотор-редуктор и энергозатрат на скалывание льда при увеличении его толщины свыше 1-2 мм и снижении температуры ниже минус 1.5-2°C.
Наибольшее распространение для скалывания льда толщиной свыше 2 мм получили цилиндрические фрезы с непрерывными режущими кромками, смонтированные параллельно оси барабана льдогенератора и находящиеся почти в контакте с его поверхностью. Однако процесс скалывания льда толщиной от 5 мм до 7 мм и температуре последнего минус 5-7°C с применением указанных фрез ухудшается из-за неравномерного распределения усилий со стороны режущей кромки фрезы по поверхности скалываемого льда. Это приводит к резким «скачкам» фрезы вплоть до срабатывания защитного устройства от перегрузок. Как следствие, нарушается соосность, разрушаются подшипники, увеличивается нагрузка на мотор-редуктор и увеличиваются энергозатраты. Размеры частиц и разброс их параметров в сотни процентов делает получаемый лед непригодным для приготовления транспортируемых водяными насосами ледяных смесей, которые широко, наряду с чешуйчатым льдом, применяются в настоящее время для холодильной обработки в пищевой промышленности, АПК и рыболовстве. Целью настоящего изобретения является разработка устройства для получения льда с заданными размерами частиц и снижения энергозатрат на их получение.
Указанная цель достигается тем, что инструмент для скалывания льда, цилиндрическая фреза, изготавливается с режущими спиралеобразными кромками, состоящими из дискретно расположенных по спирали ножей разной формы, при этом ширина основания ножей и просветы между ними равны, а сами ножи расположены на спиралях таким образом, что каждый нож предыдущей кромки располагается напротив просвета между ножами последующей кромки. Для обеспечения симметричности число режущих кромок должно быть четно.
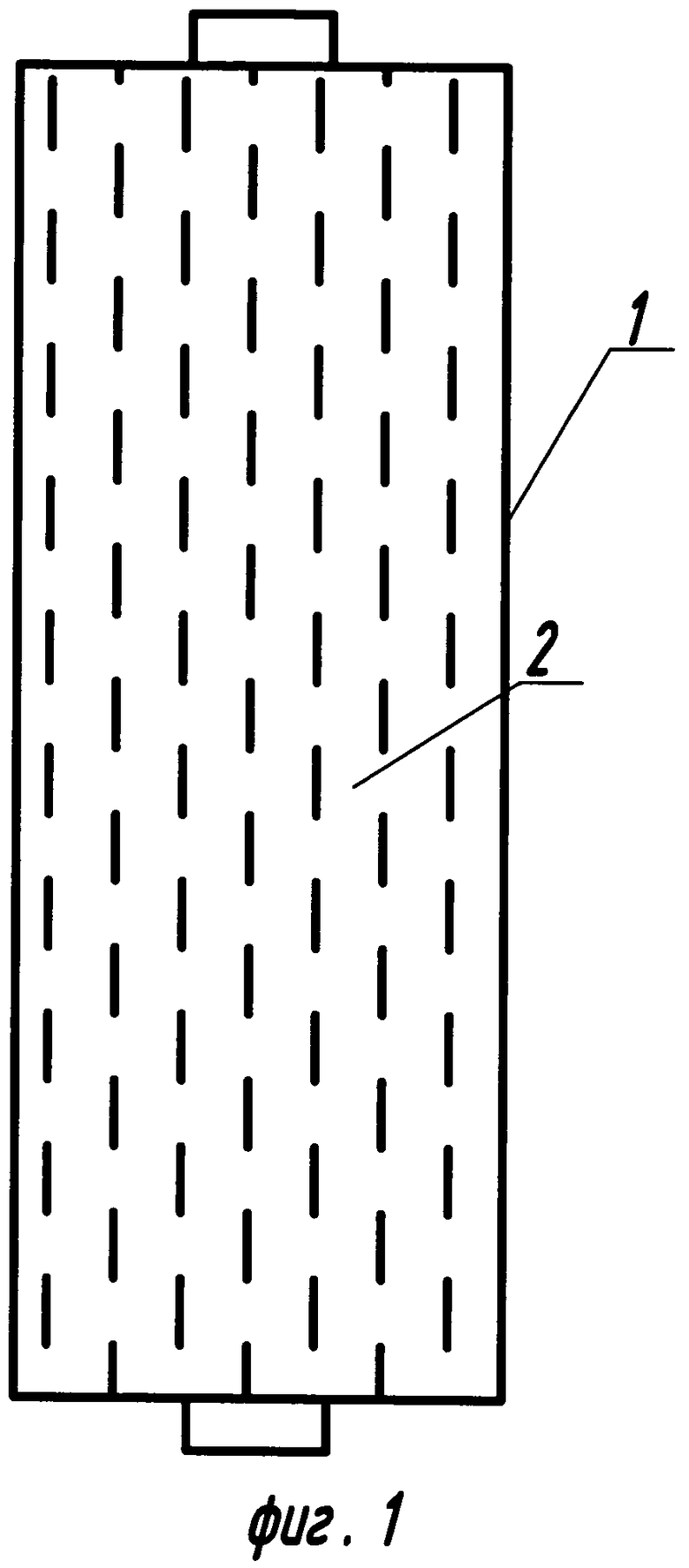
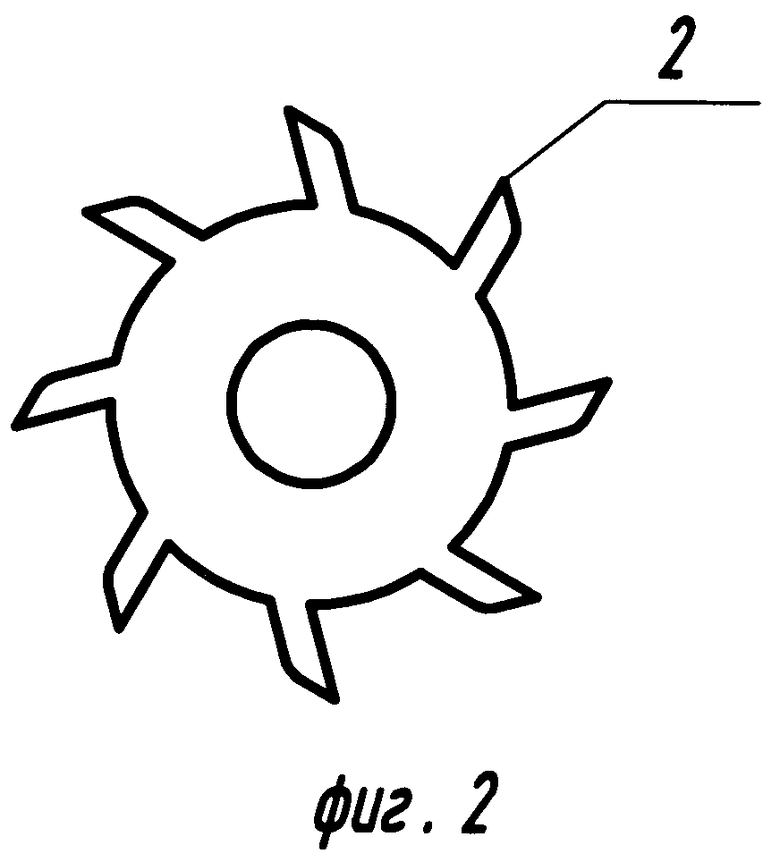
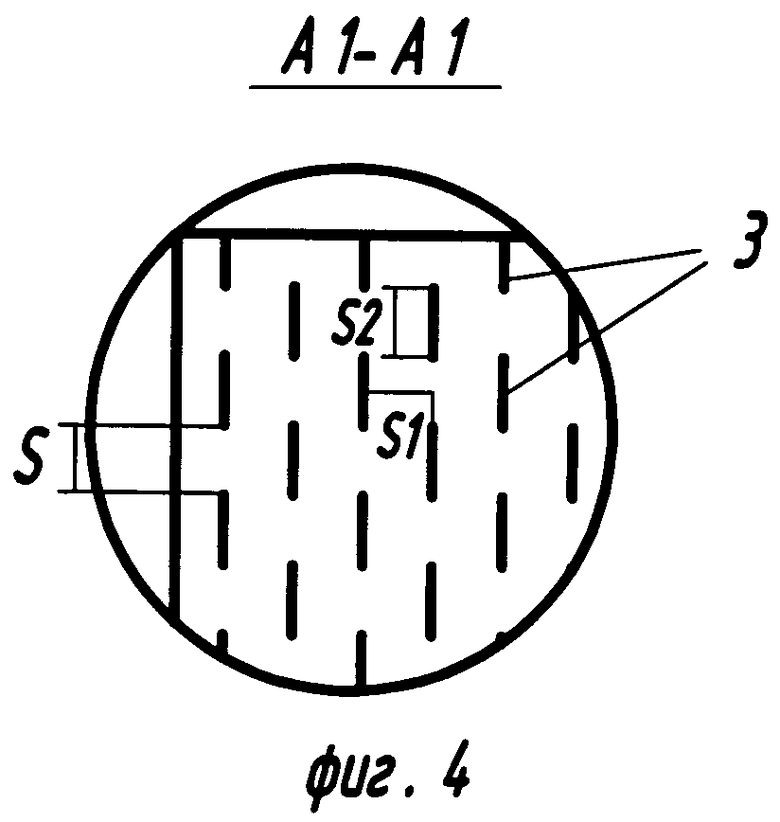
На фиг.1 схематично изображено устройство для получения льда в виде фрезы, на фиг.2 изображен вид фрезы сверху; на фиг.3 - развертка поверхности фрезы; на фиг.4 показаны основные характеристические размеры ножей фрезы; на фиг.5 - форма и размеры граней ножей фрезы.
На цилиндрическом основании фрезы 1 расположено четное число спиралеобразных режущих кромок ножей 2 (фиг.1, 2). Режущие кромки ножей 2 дискретно расположены вдоль спиралей ножей (фиг.3), отстоя друг от друга на расстояние S (фиг.4), равное ширине основания ножа S1 и расстоянию S2 между режущими кромками. Для усиления давления со стороны режущей кромки фрезы на поверхность скалываемого со льдообразующей поверхности льда угол а граней ножа (фиг.5), расположенных перпендикулярно касательной к спирали режущей кромки, может изменяться от 90° до arctg 2h/S, где h - высота ножа, S - ширина основания ножа.
Устройство работает следующим образом. Ножи за счет орбитального вращения вокруг цилиндрической поверхности барабана-испарителя льдогенератора оказывают усиленное локальное давление на лед, находящийся на его поверхности. Давление со стороны дискретно расположенных ножей тем выше, чем больше отношение площадей контакта дискретного ножа и цельной режущей кромки в месте контакта их с поверхностью скалываемого льда. Так как усилия на фрезу при работе дискретных ножей ниже по сравнению с фрезой с непрерывной режущей кромкой, то и затраты энергии на скол льда уменьшаются. Размеры частиц льда при использовании указанного устройства, напрямую коррелируют с параметром S и, как правило, не превышают максимального значения размера между точками касания ножа с поверхностью льда. При этом высота ножей h должна быть на 0.1 больше максимальной толщины получаемого льда.
В таблице 1 приведены экспериментальные данные, полученные при сравнении предлагаемого и известного устройств. Сравнивались цилиндрическая фреза с непрерывной режущей кромкой и цилиндрические фрезы, на кромках которых сформированы ножи с дискретными прямоугольными и трапециевидными формами с шириной основания каждого ножа, равного S=10 мм, и углами 90° и 60° при высоте ножа h=7.7 мм. Калибровку частиц льда осуществлялась при помощи сита.
Как видно из таблицы, удельное потребление энергии фрезы с дискретными прямоугольными и трапецеидальными формами снижается по сравнению с фрезой с непрерывной режущей кромкой. При толщине льда 3 мм на 14-25%, при толщине льда 5 мм соответственно на 20-30%, при толщине льда 7 мм соответственно на 22-44%, с минимальным разбросом размеров частиц, то есть практически с одинаковыми размерами частиц. В то время как при использовании фрезы с непрерывной режущей кромкой получается значительный разброс размеров частиц получаемого льда от ледяной шуги до размеров льда 40-60 мм. При этом размеры частиц надежно коррелируют с характеристическим размером S. При соблюдении условия - высота ножей больше на 0.1 толщины льда, изменяя характеристический размер S, можно варьировать размеры получаемых частиц в широких пределах, ограниченных лишь техническими и технологическими возможностями изготовления устройства.
Литература
1. Бобков В.А. Производство и применение льда. М.: Пищевая промышленность, 1997 г., 231 с.
2. Маренюк Б.Т. и др. Экологически чистые методы получения водного льда. Журнал «Холодильный бизнес», №2, 2008 г.
3. Баль В.В., Вереин Е.П. Технология рыбных продуктов и технологическое оборудование. Агропромиздат. 1990 г.
4. Колодязная B.C., Соколов В.Н. Выбор оптимального соотношения продукт-хладоноситель при замораживании пищевых продуктов в ледяных суспензиях. Сборник Низкотемпературные и пищевые технологии в XXI веке. СПб. Т.2, 2003 г. - 396 с.
5. Фомин Н.В., Менин Б.М., Ржевская В.Б., Гуйко Э.М. Барабанные морозильные аппараты. Л.: Машиностроение, 1986 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЗОРАЗРЯДНОЕ УСТРОЙСТВО ДЛЯ СИНТЕЗА ОЗОНА | 2009 |
|
RU2400421C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИСЕПТИЧЕСКОГО ЛЬДА | 2010 |
|
RU2442937C2 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИСЕПТИРОВАННЫХ РАСТВОРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2442755C2 |
| СПОСОБ ОБРАБОТКИ ПРОДУКТОВ | 2009 |
|
RU2399345C1 |
| СПОСОБ АНТИСЕПТИРОВАНИЯ МАТЕРИАЛОВ | 2010 |
|
RU2443433C1 |
| Генератор чешуйчатого льда непрерывного действия | 1976 |
|
SU983402A1 |
| Устройство для разделения эфирно-масличных дистиллятов | 2023 |
|
RU2816844C1 |
| РЕЖУЩИЙ НОЖ ДЛЯ ЛЕДОБУРА | 2014 |
|
RU2561750C1 |
| ГАЗОРАЗРЯДНОЕ УСТРОЙСТВО | 2002 |
|
RU2257637C2 |
| СПОСОБ ГЕНЕРИРОВАНИЯ ЛЬДА | 2011 |
|
RU2474772C1 |


Устройство для получения льда может быть использовано во всех типах льдогенераторов, применяемых в пищевой промышленности, фармакологии, АПК и медицине, в которых лед скалывается с гладких цилиндрических, плоских и других видов льдообразующих поверхностей. Устройство содержит четное число спиралеобразных кромок состоящих из дискретно расположенных вдоль них ножей различной формы. Размеры основания ножей, расстояние между ними и между режущими кромками равны, а сами ножи расположены на спиралях режущих кромок таким образом, что каждый нож режущей кромки располагается напротив просвета между ножами последующей и предыдущей кромок. Использование данного изобретения обеспечивает снижение энергозатрат на получение льда. 1 з.п. ф-лы, 1 табл., 5 ил.
1. Устройство для получения льда, содержащее на цилиндрической поверхности спиралеобразные непрерывные режущие кромки, отличающееся тем, что четное число спиралеобразных кромок устройства состоят из дискретно расположенных вдоль них ножей различной формы, при этом ширина основания каждого ножа, расстояние между ними и между режущими кромками равны, а сами ножи расположены на спиралях режущих кромок таким образом, что каждый нож режущей кромки располагается напротив просвета между ножами последующей и предыдущей кромок.
2. Устройство для получения льда по п.1, отличающееся тем, что углы плоскостей ножей, расположенных перпендикулярно к касательной в точке их расположения на спиральной кромке, варьируются от 90° до arctg 2h/S, где h - высота ножа, a S - ширина основания ножа.
| СПОСОБ ПОЛУЧЕНИЯ АЦЕТИЛЕНА И СИНТЕЗ-ГАЗА | 2013 |
|
RU2631431C2 |
| US 4932223 A, 12.06.1990 | |||
| KR 201000287959 A1, 18.11.2010 | |||
| US 6394373 B1, 28.05.2002 | |||
| Устройство для образования траншей во льду | 1961 |
|
SU142310A1 |

