Изобретение относится к области ракетной техники и может быть использовано при разработке и изготовлении сопел камер сгорания жидкостных ракетных двигателей (ЖРД).
Одной из основных задач, возникающих при создании современных ЖРД, является обеспечение высоких показателей надежности камер сгорания, в том числе таких их составных частей, как сопла. Известны конструкции сопел, в которых внутренняя и наружная оболочки соединяются между собой пайкой по ребрам, выполненным на внутренней оболочке. Надежность и работоспособность сопел во многом зависят от качества пайки. Качество пайки в значительной степени зависит от величины зазоров между внутренней и наружной оболочками во время пайки. Обеспечение требуемого качества пайки достигается разными способами изготовления сопла.
Известен способ изготовления сопла камеры сгорания жидкостного ракетного двигателя, согласно которому изготавливают наружную и внутреннюю оболочки. На внутреннюю оболочку укладывают ленты припоя и соединяют с наружной оболочкой. Пайку сопла камеры сгорания ЖРД осуществляют до сварки коллектора с подколлекторным кольцом, которое изготавливают с припуском по «усам» по наружным диаметрам «усов». Затем в кольцевую полость подколлекторного кольца вставляют разъемный вкладыш, причем боковые радиусы вкладыша должны быть больше боковых внутренних радиусов подколлекторного кольца. Вкладыш закрывают сверху технологической накладкой, привариваемой к припускной части обоих «усов», образуя полость, которую герметизируют перед пайкой для обеспечения поддавливания паяного соединения. После пайки технологическую накладку и припускную часть «усов» подколлекторного кольца срезают, извлекают вкладыш и приваривают коллектор с патрубками к соплу (патент РФ №2465483 C1, 31.03.2011, прототип).
Основными недостатками указанного способа изготовления сопла являются:
- при приварке технологической накладки к припускной части подколлекторного кольца из-за больших остаточных сварочных напряжений происходит деформация (усадка) наружной и внутренней оболочек в районе сварных швов. Указанная деформация может приводить к неконтролируемому увеличению зазоров между внутренней и наружной оболочками перед пайкой и, соответственно, ухудшать качество пайки;
- при срезке технологической накладки и извлечении вкладышей может происходить засорение выполненных заранее перепускных отверстий подвода (отвода) охладителя в подколлекторном кольце и пазов охлаждающего тракта внутренней оболочки;
- из-за невозможности обеспечения полного совпадения профилей вкладышей и подколлекторного кольца снижается эффективность двустороннего сдавливания оболочек.
Задачей изобретения является устранение указанных недостатков, а именно:
- устранение деформаций наружной и внутренней оболочек перед пайкой с обеспечением минимальных зазоров при пайке, за счет исключения сварных швов приварки технологической накладки;
- исключение возможных засорений перепускных отверстий в подколлекторном кольце и пазов охлаждающего тракта внутренней оболочки при срезке технологической накладки и удалении вкладышей;
- обеспечение двустороннего сдавливания наружной и внутренней оболочек по всему профилю подколлекторного кольца за счет исключения вкладышей.
Решение указанной задачи достигается тем, что в известном способе изготовления сопла камеры сгорания ЖРД, включающем изготовление наружной и внутренней оболочек, сборку оболочек, пайку, выполнение перепускных отверстий охладителя в одном или нескольких подколлекторных кольцах, сварку одного или нескольких коллекторов с подколлекторными кольцами, согласно изобретению пайку сопла камеры сгорания осуществляют до выполнения перепускных отверстий охладителя в подколлекторных кольцах или при выполнении перепускных отверстий охладителя не на всю толщину стенки подколлекторных колец, затем после пайки в подколлекторных кольцах выполняют перепускные отверстия охладителя на всю толщину стенки подколлекторных колец и приваривают коллекторы с наконечниками к соплу, причем отверстия выполняют механическим или электроэрозионным сверлением.
Это исключает деформации наружной и внутренней оболочек перед пайкой с обеспечением минимальных зазоров при пайке, исключает возможные засорения перепускных отверстий в подколлекторном кольце и пазов охлаждающего тракта внутренней оболочки, обеспечивает двустороннее сдавливание наружной и внутренней оболочек по всему профилю подколлекторного кольца.
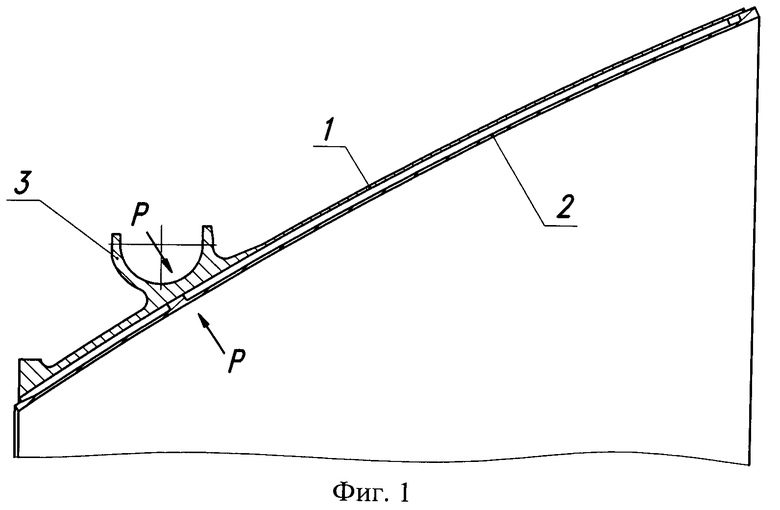
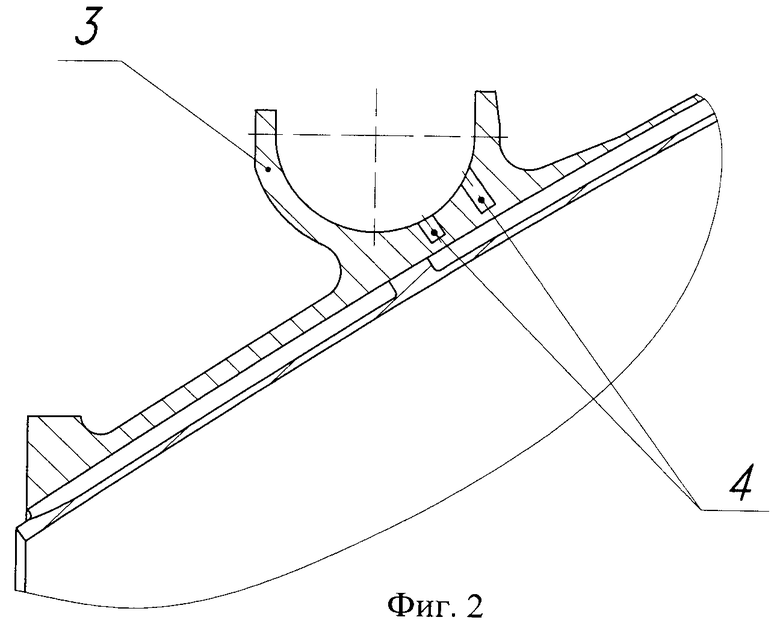
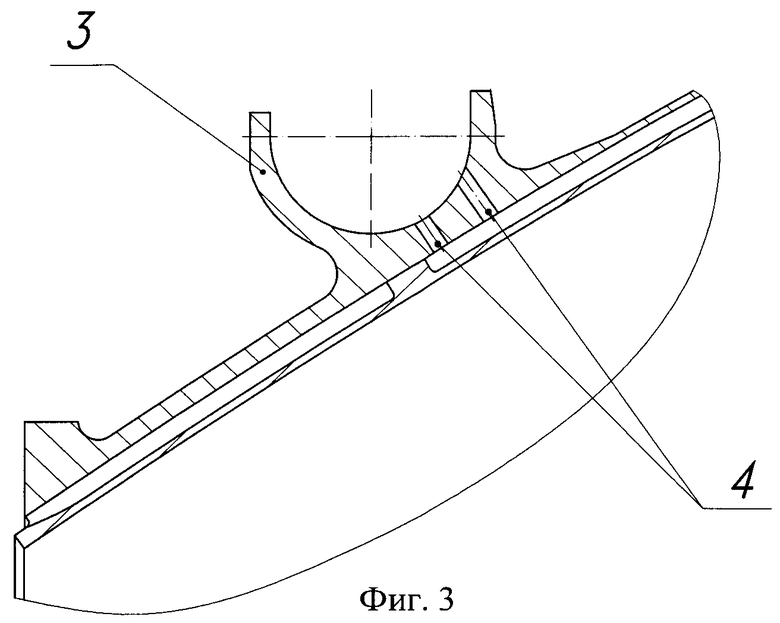
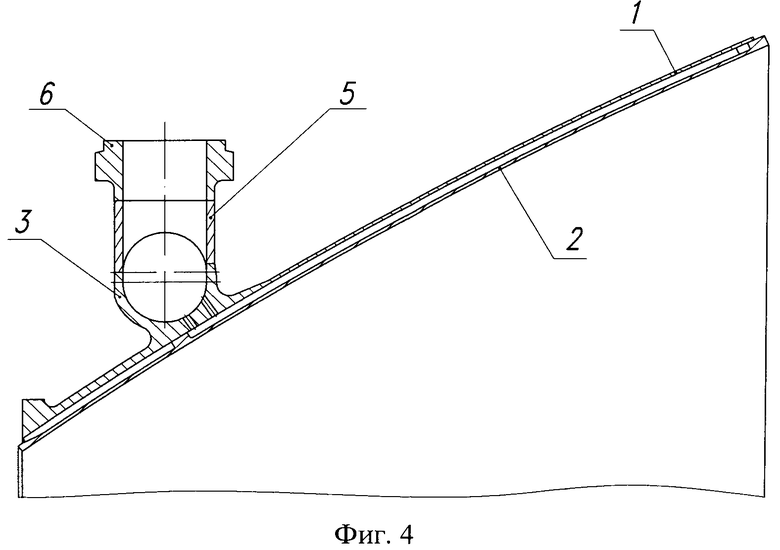
Сущность изобретения поясняется фигурами. На фиг.1 изображено сопло до пайки без отверстий, на фиг.2 - сопло до пайки с отверстиями не на глубину стенки, на фиг.3 - сопло после пайки и выполнения отверстий на всю толщину стенки, фиг.4 - сопло после пайки и приварки коллектора.
Основными конструктивными элементами сопла являются:
1 - наружная оболочка;
2 - внутренняя оболочка;
3 - подколлекторное кольцо;
4 - перепускные отверстия охладителя, выполненные в подколлекторном кольце;
5 - коллектор;
6 - наконечник.
Способ осуществляют следующим образом.
Конструкция сопла жидкостного ракетного двигателя представляет собой пакет из наружной и внутренней эквидистантных оболочек с коллекторами для подачи компонентов. Оболочки соединяют посредством пайки. При этом подколлекторное кольцо 3 изготавливают с припусками по наружным диаметрам мест приварки коллектора, а перепускные отверстия охладителя или не выполняются (фиг.1), или выполняются механическим или электроэрозионным не на всю толщину стенки подколлекторного кольца (фиг.2). Таким образом, внутренняя полость подколлекторного кольца герметизируется перед пайкой. Во время пайки усилие Р передается в зону подколлекторного кольца 4 с двух сторон, таким образом обеспечивается двухстороннее сдавливание оболочек при пайке. После пайки в подколлекторном кольце выполняют перепускные отверстия охладителя на всю толщину стенки подколлекторного кольца (фиг.3) и приваривают коллектор 5 с наконечником 6 к соплу (фиг.4).
Предложенный способ изготовления сопла камеры сгорания ЖРД повышает качество паяного соединения, а также исключает возможные засорения перепускных отверстий в подколлекторном кольце и пазов охлаждающего тракта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛА КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД) | 2011 |
|
RU2465483C1 |
| СОПЛО КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2017 |
|
RU2665601C1 |
| СОПЛО КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД) | 2008 |
|
RU2366825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ КРУПНОГАБАРИТНОГО СОПЛА КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2007 |
|
RU2323363C1 |
| СОПЛО КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2014 |
|
RU2563114C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОГО СОПЛА КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД) | 2008 |
|
RU2368480C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛА КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД), СОДЕРЖАЩЕГО НАРУЖНУЮ И ВНУТРЕННЮЮ ОБОЛОЧКИ | 2010 |
|
RU2454305C2 |
| СИСТЕМА ОХЛАЖДЕНИЯ КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2013 |
|
RU2511791C1 |
| КАМЕРА ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2022 |
|
RU2774754C1 |
| СИСТЕМА ОХЛАЖДЕНИЯ КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2013 |
|
RU2511982C1 |
Изобретение относится к области ракетной техники и может быть использовано при разработке и изготовлении сопел камер сгорания жидкостных ракетных двигателей (ЖРД). Способ изготовления сопла камеры сгорания ЖРД, включающий изготовление наружной и внутренней оболочек, сборку оболочек, пайку, выполнение перепускных отверстий охладителя в одном или нескольких подколлекторных кольцах, сварку одного или нескольких коллекторов с подколлекторными кольцами, согласно изобретению пайку сопла камеры сгорания осуществляют до выполнения перепускных отверстий охладителя в подколлекторных кольцах или при выполнении перепускных отверстий охладителя не на всю толщину стенки подколлекторных колец, затем после пайки в подколлекторных кольцах выполняют перепускные отверстия охладителя на всю толщину стенки подколлекторных колец и приваривают коллекторы с наконечниками к соплу, причем отверстия выполняют механическим или электроэрозионным сверлением. Изобретение обеспечивает повышение качества паяного соединения, а также исключает засорение перепускных отверстий в подколлекторном кольце и пазов охлаждающего тракта. 1 з.п. ф-лы, 4 ил.
1. Способ изготовления сопла камеры сгорания жидкостного ракетного двигателя, включающий изготовление наружной и внутренней оболочек, сборку оболочек, пайку, выполнение перепускных отверстий охладителя в одном или нескольких подколлекторных кольцах, сварку одного или нескольких коллекторов с подколлекторными кольцами, отличающийся тем, что пайку сопла камеры сгорания осуществляют до выполнения перепускных отверстий охладителя в подколлекторных кольцах или при выполнении перепускных отверстий охладителя не на всю толщину стенки подколлекторных колец, после пайки в подколлекторных кольцах выполняют перепускные отверстия охладителя на всю толщину стенки подколлекторных колец, а затем приваривают коллекторы с наконечниками к соплу.
2. Способ изготовления сопла камеры сгорания жидкостного ракетного двигателя по п.1, отличающийся тем, что перепускные отверстия охладителя в подколлекторных кольцах выполняют механическим или электроэррозионным сверлением.
| СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛА КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД) | 2011 |
|
RU2465483C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ КРУПНОГАБАРИТНОГО СОПЛА КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2007 |
|
RU2323363C1 |
| КАМЕРА СГОРАНИЯ РЕАКТИВНОГО ДВИГАТЕЛЯ С НЕСУЩИМИ ЭЛЕМЕНТАМИ, ИМЕЮЩИМИ ФОРМУ ГОРЛОВИНЫ СОПЛА И СОБРАННЫМИ ИЗ КОНФОРМНЫХ СЕКЦИЙ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ КАМЕРЫ СГОРАНИЯ | 2003 |
|
RU2268387C2 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ ФОРСУНКА ДЛЯ ДИЗЕЛЯ | 2012 |
|
RU2519538C1 |
| СРЕДСТВО ДЛЯ АНТИСЕПТИЧЕСКОЙ ОБРАБОТКИ КОРНЕВЫХ КАНАЛОВ ЗУБОВ | 2005 |
|
RU2309729C2 |
| US 5701670 A, 30.12.1997 | |||

