Изобретение относится к ракетной технике, а именно к способу изготовления сопла камеры сгорания жидкостного ракетного двигателя (ЖРД).
Известен способ изготовления конусной конструкции, содержащей наружную и внутреннюю оребренную стенки, включающий сборку конструкции с образованием полости между стенками, размещение припоя, герметизацию полости, создание вакуума и давление инертного газа в печи, пайку и охлаждение. Причем при пайке герметизацию полости осуществляют путем приварки двух компенсаторов по большому и малому диаметрам сопрягаемых конических стенок технологических компенсаторов линейных перемещений, выполненных из тонколистового металла (патент №2156181, МПК B23K 1/00, B23K 31/02).
Недостатком данного способа является высокая трудоемкость изготовления двух компенсаторов, нестабильное взаимное положение наружной стенки относительно внутренней.
Технической задачей данного способа является повышение технологичности, обеспечение стабильного взаимного положения наружной и внутренней стенок, снижение трудоемкости, получение высокой надежной герметичности и прочности паяных стенок сопла камеры ЖРД.
Данная задача решается с помощью способа изготовления крупногабаритного сопла камеры ЖРД, включающего изготовление наружной и внутренней стенок, их сборку с образованием полости между стенками, размещение припоя, герметизацию полости со стороны малого и большого диаметров с помощью кольцевого сварного шва со стороны большого диаметра и технологического компенсатора линейного перемещения со стороны малого диаметра, при этом один конец компенсатора приваривают к внутренней стенке, а другой конец - к наружной, создание вакуума в полости и давления инертного газа в печи, пайку и охлаждение, а затем компенсатор срезают, а в местах среза проводят сварку с другим узлом сопла камеры ЖРД. Технологический компенсатор линейного перемещения изготавливают из трубчатой заготовки путем формирования торообразной детали с дальнейшим деформированием последней в имеющемся штампе для формообразования наружной стенки как продолжение профиля стенок сопла до получения внутреннего размера между деформируемыми внутренними поверхностями торообразной детали, равного толщине пакета стенок сопла камеры ЖРД с последующим срезанием радиусной части со стороны большого диаметра компенсатора. При изготовлении сопла камеры сгорания ЖРД применяются стали с различными коэффициентами термического расширения. Для компенсации линейных перемещений стенок с малого диаметра используется компенсатор линейного перемещения. При этом сварка стенок со стороны большого диаметра выполняется кольцевым швом, что позволяет стабилизировать их взаимное положение и гидравлические характеристики, а именно совместить отверстие подколлекторного кольца на наружной стенке с пазом на внутренней стенке как вдоль оси сопла, так и в перпендикулярном направлении.
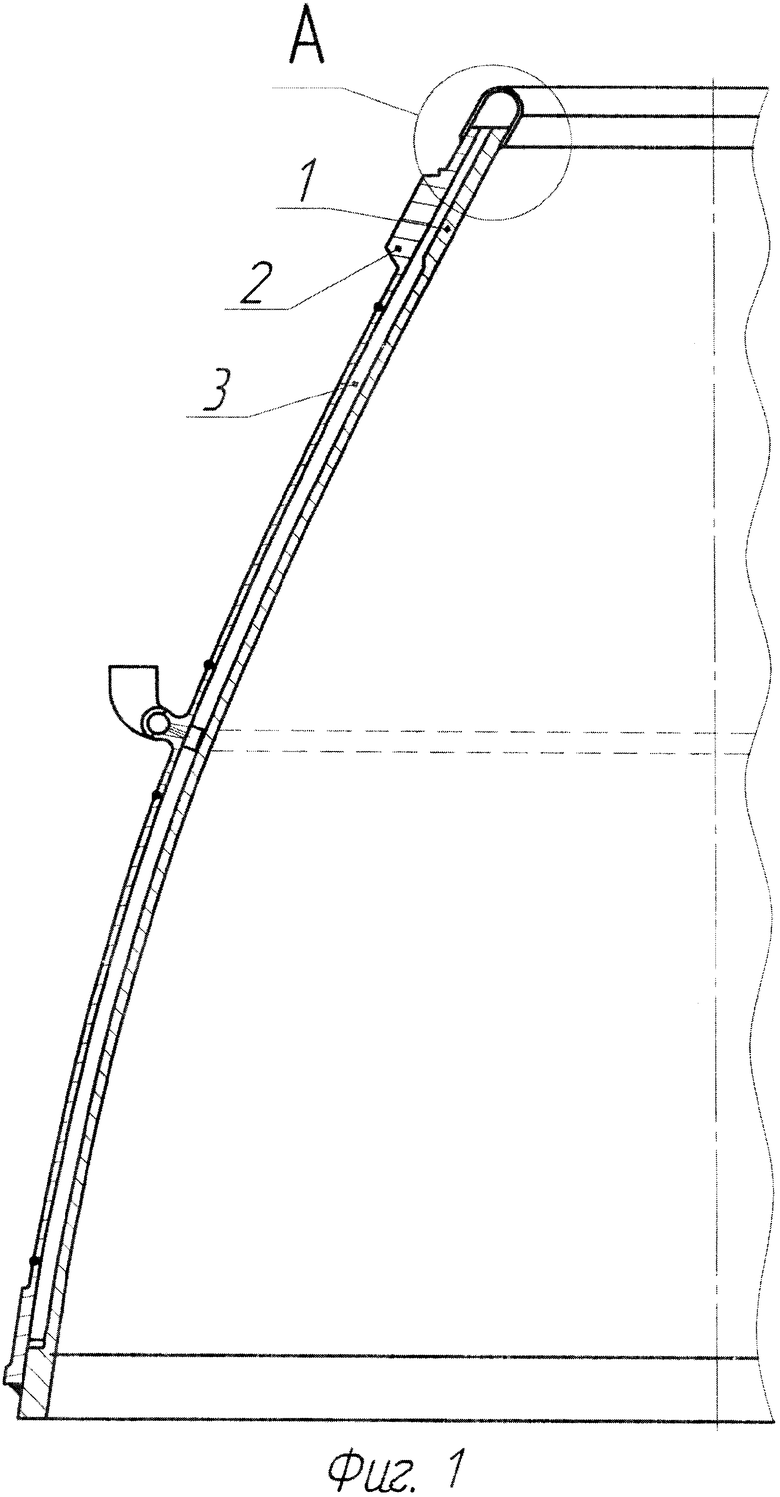
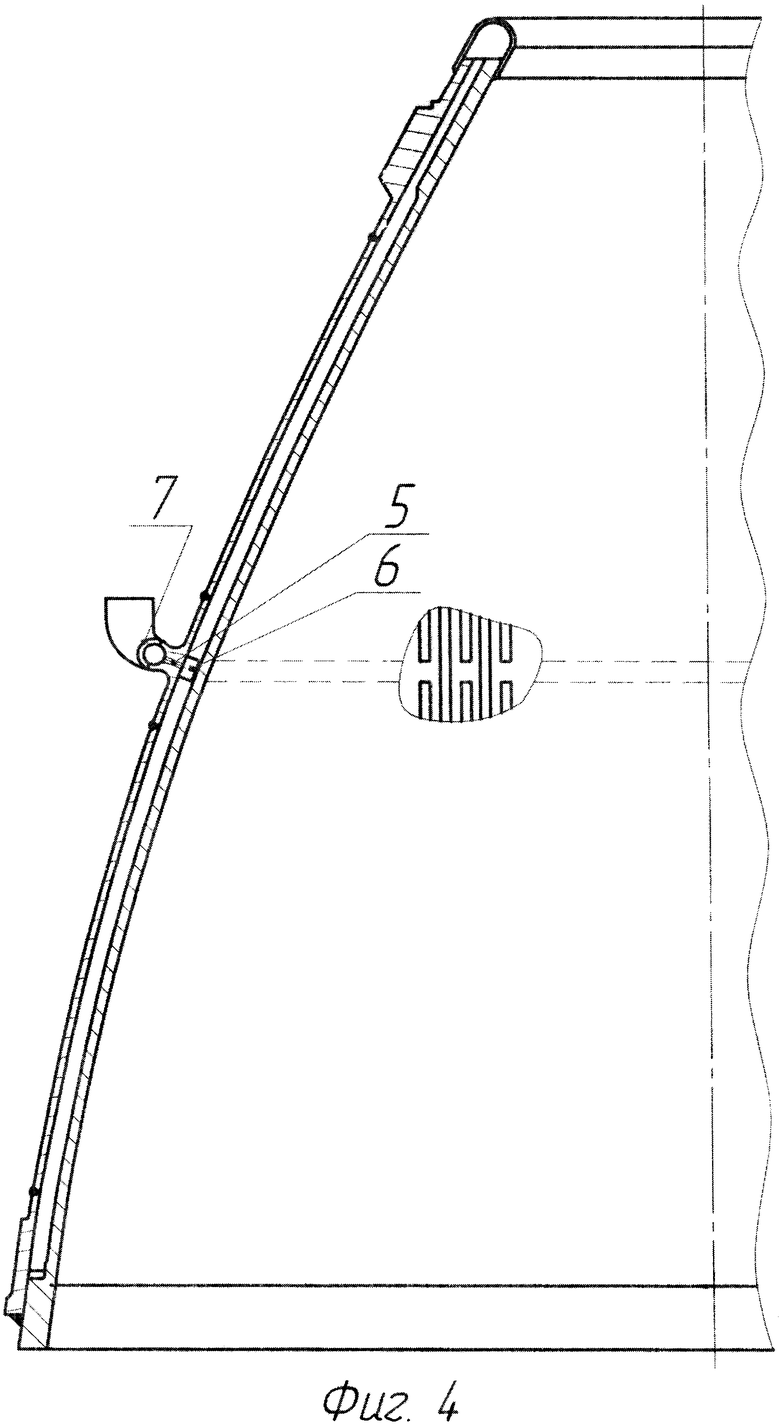
Представленный способ пояснен чертежами. На фиг.1 - сопло камеры ЖРД в разрезе, на фиг.2 - фрагмент А - технологический компенсатор на пакете стенок, на фиг.3 - схема изготовления технологического компенсатора линейного перемещения, на фиг.4 - сопло с коллектором и подколлекторным кольцом.
Крупногабаритное сопло камеры жидкостного ракетного двигателя имеет внутреннюю оребренную стенку 1 и наружную стенку 2 (рубашку). По малому диаметру сопла ЖРД установлен технологический компенсатор линейного перемещения 4, выполненный из трубчатой заготовки ст.12Х18Н10Т. Компенсатор соединен как с внутренней, так и наружной стенками 1 и 2. Между наружной поверхностью внутренней стенки 1 и внутренней поверхностью наружной стенки 2 образована межреберная полость 3.
Способ осуществляется следующим образом.
Изготавливают наружную и внутреннюю стенки, причем внутренняя стенка 1 выполнена с оребренной наружной поверхностью из стали марки 12Х18Н10Т-Ш, а наружная стенка - 06Х15Н6МВФ-Ш (ВНС 16). Стенки собирают с образованием между ними межреберной полости 3, при этом располагают между стенками припой ПЖК-35. Далее по малому диаметру сопла камеры ЖРД устанавливают технологический компенсатор как продолжение профиля стенок сопла, изготовленный из трубчатой заготовки постоянного сечения из стали марки 12Х18Н10Т. На трубогибочном станке формируют диаметр компенсатора с последующей сваркой концов трубчатой заготовки и полученную заготовку в виде тора формуют в имеющемся штампе для формообразования наружной стенки (рубашки) до получения внутреннего размера между деформируемыми внутренними поверхностями торообразной детали, равного толщине пакета стенок сопла камеры ЖРД. Окончательно компенсатор получают путем срезания радиусной части со стороны большего диаметра торообразной деформированной детали (фиг.3). Далее компенсатор с помощью ручной сварки соединяют одним его концом с внутренней стенкой, другим - с наружной. Собранное сопло паяют в вакуумной печи. Пайку проводят при температуре 1200°С. После пайки компенсатор срезают и по местам среза проводят сварку с другим узлом сопла камеры ЖРД. Так как по большому диаметру сопла компенсатор отсутствует и обе стенки соединены кольцевым сварным швом, тем самым взаимное положение стенок в процессе пайки не меняется и стабильны гидравлические характеристики. Происходит совмещение отверстия 5 подколлекторного кольца 7 на наружной стенке 2 с пазом 6 на внутренней стенке 1 как вдоль оси сопла, так и в перпендикулярном направлении (фиг.4). В процессе пайки технологический компенсатор при линейном перемещении стенок компенсирует возникающее напряжение внутренних и наружных стенок, связанное с различными коэффициентами линейного расширения (КЛР), и предотвращает перемещение стенок и нарушение герметичности сопла камеры ЖРД.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛА КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД), СОДЕРЖАЩЕГО НАРУЖНУЮ И ВНУТРЕННЮЮ ОБОЛОЧКИ | 2010 |
|
RU2454305C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛА КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД) | 2011 |
|
RU2465483C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛА КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2013 |
|
RU2519003C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ КРУПНОГАБАРИТНОГО СОПЛА КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2007 |
|
RU2323363C1 |
| СОПЛО КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2017 |
|
RU2665601C1 |
| СОПЛО КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2014 |
|
RU2563114C1 |
| СОПЛО КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД) | 2008 |
|
RU2366825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНУСНОЙ КОНСТРУКЦИИ | 1998 |
|
RU2156181C2 |
| КАМЕРА ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2022 |
|
RU2774754C1 |
| Способ изготовления смесительной головки камеры сгорания или газогенератора жидкостного ракетного двигателя (ЖРД) и смесительная головка (варианты) | 2022 |
|
RU2826040C2 |


Изобретение относится к ракетной технике, а именно к способу изготовления сопла камеры сгорания жидкостного ракетного двигателя (ЖРД). Наружную и внутреннюю стенки собирают с образованием полости между стенками и размещают припой. Полость герметизируют со стороны большого диаметра с помощью кольцевого сварного шва. Со стороны малого диаметра - с помощью технологического компенсатора линейного перемещения. Один конец компенсатора приваривают к внутренней стенке, а другой конец - к наружной. Создают вакуум в полости и давление инертного газа в печи, паяют и охлаждают. Компенсатор срезают, а в местах среза проводят сварку с другим узлом сопла камеры ЖРД. Компенсатор изготавливают из трубчатой заготовки путем формирования горообразной детали с дальнейшим деформированием последней в имеющемся штампе для формообразования наружной стенки сопла как продолжение ее профиля до получения внутреннего размера между деформируемыми внутренними поверхностями горообразной детали равного толщине пакета стенок сопла камеры ЖРД с последующим срезанием радиусной части со стороны большого диаметра компенсатора. Способ обеспечивает снижение трудоемкости изготовления, повышение технологичности, герметичности и прочности паяных стенок сопла камеры ЖРД. 4 ил.
Способ изготовления крупногабаритного сопла камеры жидкостного ракетного двигателя (ЖРД), включающий изготовление наружной и внутренней оребренной стенок, их сборку с образованием полости между стенками, размещение припоя, герметизацию полости со стороны малого и большого диаметров сопла, осуществляемую со стороны малого диаметра с помощью технологического компенсатора линейного перемещения путем приваривания одного конца компенсатора к внутренней стенке, а другого конца - к наружной, создание вакуума в полости и давления инертного газа в печи, пайку, охлаждение и последующее срезание компенсатора, отличающийся тем, что технологический компенсатор линейного перемещения изготавливают из трубчатой заготовки путем формирования торообразной детали с дальнейшим деформированием последней в штампе для формообразования наружной стенки как продолжение профиля стенок сопла до получения внутреннего размера между деформируемыми внутренними поверхностями торообразной детали, равного толщине пакета стенок сопла, с последующим срезанием ее радиусной части со стороны большего диаметра, а герметизацию полости между наружной и внутренней стенками сопла со стороны его большого диаметра осуществляют путем выполнения между ними кольцевого сварного шва.
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНУСНОЙ КОНСТРУКЦИИ | 1998 |
|
RU2156181C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1999 |
|
RU2158666C2 |
| Способ пайки изделий | 1977 |
|
SU1830318A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |

