Изобретение относится к ракетной технике, а именно к способу изготовления сопла камеры сгорания жидкостного ракетного двигателя (ЖРД).
Известен способ изготовления камеры сгорания реактивного двигателя, согласно которому изготавливают охлаждаемую облицовку (оболочку) камеры сгорания. Затем на внешней поверхности облицовки выполняют множество каналов для прохода охлаждаемой жидкости. На несущий облицовку сборный элемент (наружную оболочку) устанавливают входной и выходной кольцевые коллекторы системы охлаждения с получением сборной конструкции. Затем подвергают эту сборную конструкцию горячему изостатическому прессованию (патент РФ №2268387 C2, 20.01.2006).
Известен способ изготовления камер сгорания, включающий изготовление наружной (рубашки) и внутренней оболочек, размещение лент припоя, сборку под пайку, при которой рубашку устанавливают на стенку с одним заранее заваренным пластиной патрубком коллектора, а к другому патрубку приваривают пластину с трубкой вакуумной системы, а затем осуществляют пайку («Технология производства жидкостных ракетных двигателей», под ред. В.А.Моисеева и В.А.Тарасова. - М.: Изд-во МГТУ им. Н.Э.Баумана, 2008, стр.232).
Наиболее близким аналогом является способ изготовления сварно-паяной конструкции крупногабаритного сопла камеры жидкостного ракетного двигателя, состоящего из соединенных между собой внутренней и наружной оболочек с подколлекторным кольцом и коллектором, включающий изготовление оболочек из листовых заготовок, используя штамповку, сборку, сварку, фрезерование пазов, нанесение покрытия, пайку. После сварки подколлекторного кольца с коллектором с наружной оболочкой осуществляют пайку сопла (патент РФ №2323363 C1, 27.04.2008).
Однако данные технические решения имеют существенные недостатки:
- во время пайки в полости коллектора образуется вакуум, поэтому прижатие поверхности пайки - одностороннее и обеспечить прочность пайки в зоне коллектора затруднительно;
- при температуре пайки коллектор теряет устойчивость, т.к. пайка, как правило, выполняется с поддавливанием аргоном и поэтому коллектор приходится утолщать, увеличивая массу;
- для обеспечения минимальных зазоров при пайке узел коллектора с кольцом приходится протачивать после приварки коллектора к кольцу, таким образом, увеличивается трудоемкость и масса заготовки кольца.
Техническим результатом, на достижение которого направлено предлагаемое изобретение, является обеспечение двухстороннего сдавливания оболочек и получение прочного паяного соединения, повышение качества пайки в зоне коллектора с подколлекторным кольцом, обеспечение минимальных зазоров при пайке, снижение массы коллектора и подколлекторного кольца.
Данный технический результат достигается с помощью способа изготовления сопла камеры сгорания жидкостного ракетного двигателя (ЖРД). Сначала изготавливают наружную и внутреннюю оболочки, производят их сборку. Пайку сопла камеры сгорания ЖРД осуществляют до сварки коллектора с подколлекторным кольцом. Подколлекторное кольцо изготавливают с припуском по наружному диаметру «усов». Затем в кольцевую полость подколлекторного кольца вставляют разъемный вкладыш. Боковые радиусы вкладыша должны быть больше боковых внутренних радиусов подколлекторного кольца, чтобы вкладыш передавал усилие на паяное соединение и усилие не замыкалось на самом подколлекторном кольце. Вкладыш сверху закрывают технологической накладкой, привариваемой к припускной части обоих «усов» подколлекторного кольца, образуя полость, которую герметизируют перед пайкой для обеспечения поддавливания паяного соединения. После пайки технологическую накладку и припускную часть «усов» подколлекторного кольца срезают и приваривают коллектор с патрубками к соплу.
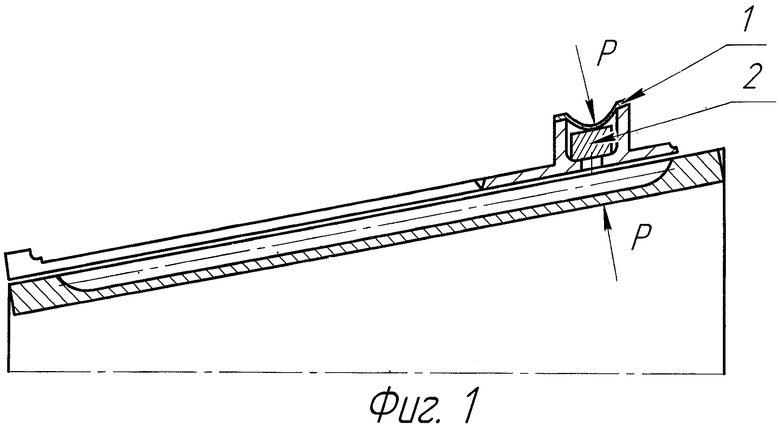
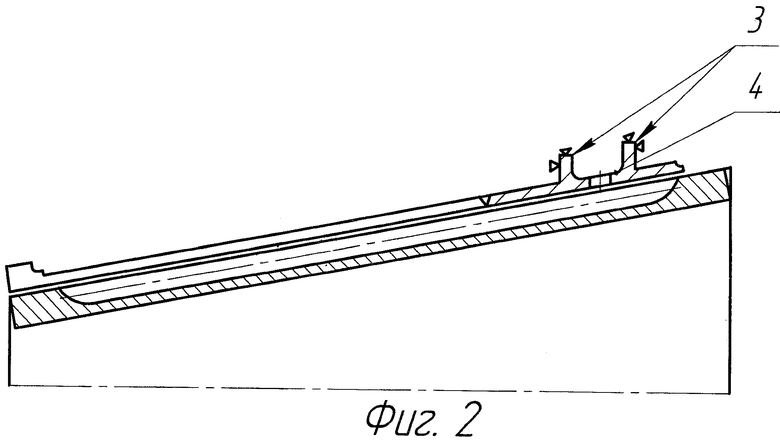
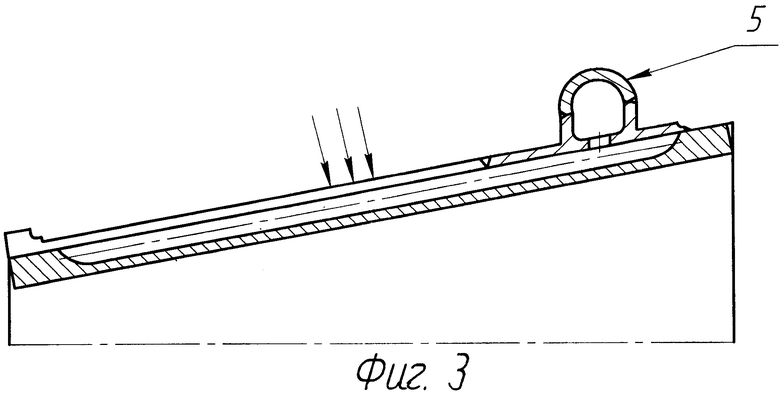
Сущность изобретения поясняется фигурами. На фиг.1 изображено сопло до пайки, на фиг.2 - сопло после пайки и проточки «усов» под сварку, на фиг.3 - сопло после пайки и приварки коллектора.
Способ осуществляют следующим образом.
Конструкция сопла жидкостного ракетного двигателя представляет собой пакет оживальных эквидистантных оболочек с коллекторами для подачи компонентов. Соединяют оболочки посредством пайки. При этом подколлекторное кольцо 4 изготавливают с припуском по «усам» по наружному диаметру «усов» (фиг.2). При сборке сопла под пайку в кольцевую полость подколлекторного кольца 4 вставляют разъемный вкладыш 2, который закрывается сверху технологической накладкой 1, привариваемой к припускной части «усов» 3 подколлекторного кольца 4 (фиг.1, 2). Таким образом, внутренняя полость подколлекторного кольца герметизируется перед пайкой. При этом боковые радиусы вкладыша должны быть больше боковых внутренних радиусов подколлекторного кольца 4 (на фиг. не показано). Это необходимо для того, чтобы вкладыш 2 не завис на радиусах. Во время пайки усилие Р передается в зону подколлекторного кольца 4 с двух сторон, таким образом обеспечивается двухстороннее давление при пайке. После пайки технологическую накладку 1 и припуски с обоих «усов» 3 срезают на токарном станке с последующим обтачиванием, извлекают вкладыш и приваривают коллектор 5 с патрубками к соплу (фиг.1, 2, 3). Предложенный способ изготовления сопла камеры сгорания ЖРД снижает массу коллектора, так как коллектор не участвует в процессе пайки и его не надо утолщать, чтобы он выдержал поддавливание аргоном в процессе пайки.
При традиционной пайке с коллектором, после сварки коллектора поверхность подколлекторного кольца деформируется от напряжений сварки, в связи с чем подколлекторное кольцо необходимо было изготавливать с припусками, затем узел кольца с коллектором протачивать после приварки коллектора с патрубками к соплу, что увеличивало расход материала и соответственно массу подколлекторного кольца. В предлагаемом способе подколлекторное кольцо изготавливают окончательно, что снижает массу заготовки подколлекторного кольца и упрощает технологию.
Пример осуществления способа.
Для сопла камеры сгорания ЖРД изготавливают пакет эквидистантных оболочек: наружную и внутреннюю. Внутреннюю оболочку изготавливают, например, из сталей марки ЭП-750, 12Х18Н10ТШ толщиной 2,0-5,0 мм. На внутренней оболочке фрезеруют пазы. Остаточная толщина стенки после фрезеровки составляет 0,7-1,0 мм. Для обеспечения необходимой прочности и жесткости сопла обычно наружную оболочку изготавливают из высокопрочных, труднодеформируемых сталей, например из сталей марки ЭП-750, ВНС-16, 12Х21Н5Т. Наружную оболочку толщиной 0,6-0,8 мм кольцевыми сварными швами сваривают с кольцами жесткости и с подколлекторным кольцом. На внутреннюю оболочку укладывают ленты припоя и соединяют с наружной оболочкой. При сборке сопла под пайку в полость подколлекторного кольца 4 между «усами» 3 вставляют разъемный вкладыш 2 марки 12Х18Н10Т. К обоим «усам» 3 подколлекторного кольца 4 приваривают технологическую накладку 1 из стали 12Х21Н5Т толщиной 0,8-1,0 мм. Эта сталь при температуре пайки хорошо деформируется и передает давление на подколлекторное кольцо 4 через вкладыш 2, таким образом, обеспечивается двухстороннее давление при пайке. После пайки срезают технологическую накладку 1 и припуск с «усов» 3 подколлекторного кольца 4, извлекают вкладыш и приваривают коллектор 5 с патрубками. Далее выполняют операции гидро- и пневмоиспытания.
Предложенный способ позволяет повысить прочность паяного соединения и качество пайки в зоне подколлекторного кольца, снизить массу коллектора и заготовки подколлекторного кольца.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛА КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2013 |
|
RU2519003C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛА КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД), СОДЕРЖАЩЕГО НАРУЖНУЮ И ВНУТРЕННЮЮ ОБОЛОЧКИ | 2010 |
|
RU2454305C2 |
| СОПЛО КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД) | 2008 |
|
RU2366825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ КРУПНОГАБАРИТНОГО СОПЛА КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2007 |
|
RU2323363C1 |
| СОПЛО КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2017 |
|
RU2665601C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕЙ ОБОЛОЧКИ СОПЛА КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД) | 2014 |
|
RU2563289C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОГО СОПЛА КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД) | 2008 |
|
RU2368480C1 |
| СПОСОБ ПАЙКИ УЗЛА КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2008 |
|
RU2397846C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПАКЕТА ЭКВИДИСТАНТНЫХ КРУПНОГАБАРИТНЫХ ОБОЛОЧЕК ОЖИВАЛЬНОЙ ФОРМЫ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2434705C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПАКЕТА ЭКВИДИСТАНТНЫХ ОБОЛОЧЕК ОЖИВАЛЬНОЙ ФОРМЫ | 2010 |
|
RU2466815C2 |
Изобретение относится к ракетной технике, а именно к способу изготовления сопла камеры сгорания жидкостного ракетного двигателя (ЖРД). Изготавливают наружную и внутреннюю оболочки. На внутреннюю оболочку укладывают ленты припоя и соединяют с наружной оболочкой. Пайку сопла камеры сгорания ЖРД осуществляют до сварки коллектора с подколлекторным кольцом, которое изготавливают с припуском по наружному диаметру «усов». Затем в кольцевую полость подколлекторного кольца вставляют разъемный вкладыш, причем боковые радиусы вкладыша должны быть больше боковых внутренних радиусов подколлекторного кольца. Вкладыш закрывают сверху технологической накладкой, привариваемой к припускной части обоих «усов», образуя полость, которую герметизируют перед пайкой для обеспечения поддавливания паяного соединения. После пайки технологическую накладку и припускную часть «усов» подколлекторного кольца срезают, извлекают вкладыш и приваривают коллектор с патрубками к соплу. Изобретение обеспечивает повышение прочности паяного соединения и качества пайки в зоне подколлекторного кольца, снижение массы коллектора и заготовки подколлекторного кольца. 3 ил.
Способ изготовления сопла камеры сгорания жидкостного ракетного двигателя (ЖРД), включающий изготовление наружной и внутренней оболочек, сварку коллектора с подколлекторным кольцом, сборку оболочек, пайку, отличающийся тем, что пайку сопла камеры сгорания ЖРД осуществляют до сварки коллектора с подколлекторным кольцом, при этом подколлекторное кольцо изготавливают с припуском по наружному диаметру «усов», затем в кольцевую полость подколлекторного кольца вставляют разъемный вкладыш, причем боковые радиусы вкладыша должны быть больше боковых внутренних радиусов подколлекторного кольца, вкладыш закрывают сверху технологической накладкой, привариваемой к припускной части обоих «усов» подколлекторного кольца, образуя полость, которую герметизируют перед пайкой для обеспечения поддавливания паяного соединения, затем после пайки технологическую накладку и припускную часть «усов» подколлекторного кольца срезают, извлекают вкладыш и приваривают коллектор с патрубками к соплу.
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ КРУПНОГАБАРИТНОГО СОПЛА КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2007 |
|
RU2323363C1 |
| КАМЕРА СГОРАНИЯ РЕАКТИВНОГО ДВИГАТЕЛЯ С НЕСУЩИМИ ЭЛЕМЕНТАМИ, ИМЕЮЩИМИ ФОРМУ ГОРЛОВИНЫ СОПЛА И СОБРАННЫМИ ИЗ КОНФОРМНЫХ СЕКЦИЙ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ КАМЕРЫ СГОРАНИЯ | 2003 |
|
RU2268387C2 |
| ДВИГАТЕЛЬ И СПОСОБ СБОРКИ КАМЕРЫ СГОРАНИЯ РАКЕТНОГО ДВИГАТЕЛЯ | 2004 |
|
RU2267635C1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ ФОРСУНКА ДЛЯ ДИЗЕЛЯ | 2012 |
|
RU2519538C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ПРОДУКТОВ ДЛИТЕЛЬНОГО ХРАНЕНИЯ ИЗ РАСТИТЕЛЬНОГО СЫРЬЯ | 1997 |
|
RU2137395C1 |
| Система регулирования турбины | 1985 |
|
SU1295012A1 |
| US 5701670 A, 30.12.1997. | |||

