Изобретение относится к автоматике и вычислительной технике и может быть использовано в системах с техническим зрением при контроле печатных плат.
Известны способы контроля печатных плат, основанные на сравнении с эталонами (Automatic PCI Inspection Algoritms / М. Moganti, F. Ercal, С. Dagli [etc.] // A Survey, Computer Vision and Image Understanding. - 1996. - №63. - P.287-313; Automatic Visual Inspection of Printed Circuit Boards: An Experimental System / B. Benhabib, C.R. Charette, K.C. Smith, A.M. Yip // International Journal of Robotic and Automation. - 1990. - №5 (2)).
Несмотря на кажущуюся простоту, способы чувствительны к качеству юстировки изображения и эталона, в частности, к взаимному повороту, параллельному смещению и к незначительному изменению масштаба и не позволяют дифференцирование определять фактические и ложные заужения.
Известны способы контроля печатных плат, основанные на использовании структурно-лингвистических методов распознавания изображений (А.Л. Држевецкий, В.Н. Контишев. «Методы и средства контроля топологических характеристик множества объектов в системах с техническим зрением». Приборы и системы управления. 1993, №3), позволяющие производить контроль допустимых значений ширины проводников и допустимых расстояний между проводниками независимо от их ориентации. Недостатками этих способов являются: снижение точности определения заужений проводников при наличии раковин, расположенных на периферии печатных проводников, и невозможность классифицировать причины заужений.
Наиболее близким к предлагаемому является способ оптического допускового контроля (А.Л.Држевецкий, А.В.Григорьев. «Автоматизированная система оптического допускового контроля печатных плат и фотошаблонов». Метрология, ежемесячное приложение к научно-техническиму журналу «Измерительная техника». 1995, №4), позволяющий контролировать практически весь широкий класс дефектов печатных плат с указанием их местоположения и количественных характеристик, в том числе и недопустимых заужений печатных проводников, для выявления которых используются сложные алгоритмы, снижающие производительность контроля и не исключающие селекцию ложных дефектов, обусловленных наличием раковин, находящихся на периферии печатных проводников, а также сложность однозначного указания причины заужения, которые могут быть вызваны естественным уменьшением поперечного сечения проводников за счет влияния раковин в теле проводника, что является важной характеристикой дефектов, упрощающей анализ технологического процесса и выбор направления его коррекции.
Техническим результатом предлагаемого способа допускового контроля печатных плат является расширение функциональных возможностей за счет определения местоположения раковин печатных проводников, приводящих к недопустимым заужениям.
Предлагаемый способ допускового контроля печатных плат основывается на том, что производят выделение участков проводников печатных плат, поперечное сечение которых превышает допустимое значение. В теле проводника существуют раковины, которые уменьшают его поперечное сечение и образуют двухсвязные дефекты, что является необходимым, но не достаточным признаком заужения. Заужение проводников при отсутствии раковин также образует двухсвязный дефект, и наличие такого дефекта является необходимым и достаточным признаком заужения.
Для правильной диагностики заужений важно определить природу образования двухсвязных дефектов, а именно выяснить: они вызваны физическим заужением проводника или раковинами внутри проводника.
Поставленную задачу решают путем выявления связей между раковинами и двухсвязными дефектами. В случае наличия этих связей через центры тяжести раковин и двухсвязных дефектов проводят сечения. Находят координаты точек пересечения секущих прямых с границами данного печатного проводника, находят координаты точек пересечения секущих прямых с границами раковин, по которым вычисляют ширину проводников в этом сечении, поперечное сечение раковин, местоположение центра тяжести раковин относительно границ печатных проводников. Разность между шириной проводников и величиной поперечного сечения раковин определяет допустимость или не допустимость заужений проводников за счет раковин с определенным значением площади, определяет их весомость при ранжировании дефектов, дает возможность классифицировать раковины как дефекты. Двухсвязные дефекты, не имеющие связи с раковинами, определяют местоположение недопустимых заужений печатных проводников.
В результате повышается точность допускового контроля печатных плат. Повышение точности допускового контроля печатных плат при селекции дефектов достигается за счет того, что выявляют фактические заужения печатных проводников и определяют площадь и местоположение раковин в проводниках относительно их границ. Предлагаемый способ позволяет дать ответ на вопрос о допустимости или не допустимости влияния раковин на величину заужений проводников. Кроме того, предлагаемый способ позволяет определить фактические недопустимые заужения не связанные с образованием раковин и классифицировать такие заужения, как дефекты. Данный способ может входить в состав других способов, значительно улучшая их характеристики или использоваться самостоятельно.
Предлагаемый способ допускового контроля печатных плат ориентирован на применение считывающих устройств телевизионного типа, преобразующих изображение участка печатной платы в видеосигнал, который после квантования его на два уровня образует отсчеты бинарного изображения участка печатной платы, соответствующие матрице исходного изображения, в которой уровень «1» соответствует участкам металлизации, а «0» - участкам диэлектрика.
Затем формируются четыре матрицы, полученные из матрицы исходного изображения, одна из которых соответствует внешним границам печатных проводников, вторая - участкам раковин, третья - границам раковин. Участки раковин маркируются, и для них определяются площади и координаты центров тяжести. Четвертая матрица формируется из исходной путем операции изотропного сжатия и расфокусировки, в которой связанные элементы соответствуют участкам изображения, размер которых превышает минимально допустимую величину, задаваемую коэффициентами изотропного сжатия и расфокусировки.
Принцип выполнения операций сжатия и расфокусировки и реализация цифровых фильтров изложены в статье (А.Л.Држевецкий.«Методы построения нелинейных пространственных фильтров с управляемыми характеристиками»,г.Пенза,1991 г.). Способы получения матриц внешних границ печатных проводников, участков раковин, границ раковин, а также осуществление маркировки и определение площадей и координат центров тяжести являются известными. Способ и устройство для определения координат центров тяжести изображений множества объектов, которые максимально адаптированы для использования в данном изобретении, рассмотрены в (Патент Российской Федерации RU №2032218 С1, кл. G06K 9/00 от 27.03.95, Бюл. №9).
Для установления связей между областями раковин и областями дефектов образуют вначале матрицу дефектов путем логического вычитания отсчетов матрицы, полученной в результате операции изотропного сжатия и расфокусировки, из матрицы исходного изображения, на основании которой выделяются связанные участки изображения, соответствующие матрице дефектных участков, примыкающих к сжатым и расфокусированным областям.
Так как признаком недопустимых заужений являются двухсвязные дефекты, то из матрицы дефектных участков, примыкающих к сжатым и расфокусированным областям, выбираются только двухсвязные дефектные участки, которые маркируются, и для них определяются координаты центров тяжести.
Для идентификации недопустимых заужений на основе анализа двухсвязных дефектов необходимо вначале выяснить причины образования двухсвязных дефектов. Одной из них является физическое недопустимое заужение проводника, и наличие раковин здесь не имеет значения, а второй - наличие раковин, которые могут привести к заужениям, а могут и не привести.
Во втором случае также важно определить местонахождение раковины по отношению к границе печатного проводника, и этот параметр является важной характеристикой допустимости дефектов такого вида.
Например, наличие прокола или раковины одинаковой площади, но находящихся на периферии печатного проводника не принимается за дефект, однако прокол или раковина уже в середине печатного проводника относится к дефектам при той же эффективной ширине проводника. Также имеет значение при определении допустимости дефектов такого вида и отношение ширины проводника к эффективной ширине проводника и так далее.
Чтобы выяснить влияние двухсвязного дефекта на заужение проводника за счет раковин необходимо установить его связь с раковинами. Для этого устанавливают связь между маркированными участками раковин и двухсвязными дефектными участками, при условии их смежности друг с другом. Затем проводят сечения в матрицах внешних границ печатных проводников и границ раковин через точки, соответствующие координатам центров тяжести связанных между собой раковин (



На фиг.1 приведена иллюстрация способа определения местоположения раковин относительно границ печатных плат проводников. Вычисление координат точек пересечения секущих прямых с ближайшими элементами матрицы внешних границ печатных проводников осуществляют следующим образом. Вычисляют угол наклона секущих прямых, исходящих из центров тяжести раковин:
Вначале в направлении к центру тяжести двухсвязных дефектов (направление по стрелке В (фиг.1)) определяют координаты точек пересечения секущих прямых с ближайшими элементарными матрицами внешних границ (




Аналогично определяют координаты точек пересечения секущих прямых с ближайшими элементами матрицы границ раковины (




Вычисляют эквивалентную ширину проводника:
которую сравнивают с допустимой величиной и принимают решение о наличии или отсутствии дефектов.
Местоположение раковин относительно границ печатного проводника определяют как расстояние от центров тяжести раковин до границ печатных проводников и вычисляют на основании соотношений:

Эквивалентная ширина проводников, местоположение раковин и их площадь позволяют сделать заключение о годности изделия и корректировать технологический процесс в сторону уменьшения количества дефектов. Маркированные двухсвязные дефектные участки, не имеющие связи с маркированными участками раковин, определяют местоположение (

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДОПУСКОВОГО КОНТРОЛЯ ПЕЧАТНЫХ ПЛАТ | 2013 |
|
RU2522870C1 |
| Способ контроля отклонений ширины проводников печатной платы от номинальных значений | 2016 |
|
RU2634494C2 |
| Устройство для селекции дефектов изображений объектов | 1988 |
|
SU1631562A1 |
| СПОСОБ ИЗМЕРЕНИЯ ВИБРАЦИЙ | 2013 |
|
RU2535522C1 |
| Способ контроля печатных плат и фотошаблонов и устройство для его осуществления | 1985 |
|
SU1312383A1 |
| СПОСОБ ИЗМЕРЕНИЯ ВИБРАЦИЙ | 2013 |
|
RU2535237C1 |
| СПОСОБ КОНТРОЛЯ ШИРИНЫ ЭЛЕМЕНТОВ ТОПОЛОГИИ | 2013 |
|
RU2533097C1 |
| Устройство для селекции изображений объектов | 1987 |
|
SU1608710A1 |
| Устройство для допускового контроля паяных соединений на печатных платах | 1987 |
|
SU1539694A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЛУБИНЫ ЗАЛЕГАНИЯ ДЕФЕКТОВ В ИЗДЕЛИЯХ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2017 |
|
RU2650711C1 |
Изобретение может быть использовано в вычислительной технике. Техническим результатом является расширение функциональных возможностей за счет определения местоположения раковин печатных проводников, приводящих к недопустимым заужениям. Для этого предложен способ допускового контроля печатных плат, в котором из матрицы исходного изображения формируют дополнительную матрицу, в которой области связанных элементов изображения соответствуют фрагментам изображения, размер которых превышает минимально допустимую величину, задаваемую коэффициентами изотропного сжатия и расфокусировки, путем логического вычитания отсчетов дополнительной матрицы из матрицы исходного изображения получают матрицу дефектов, в которой выделяют области связанных элементов, соответствующие дефектам, и дефектные участки, примыкающие к областям связанных элементов дополнительной матрицы, из этих дефектных участков выбирают двухсвязные дефектные участки, которые маркируют и определяют для них координаты центров тяжести, при этом выявляют раковины печатных проводников, имеющие смежные двухсвязные дефекты, через центр тяжести каждой такой раковины и центр тяжести каждого смежного с ней двухсвязного дефекта проводят прямолинейное сечение печатного проводника, суммарную ширину печатного проводника в области раковины определяют как разность между длиной этого сечения и суммарной длиной его отрезков, пересекающих раковины, если суммарная ширина печатного проводника в области раковины меньше минимально допустимой ширины печатного проводника, то делают вывод о том, что в области данной раковины обнаружено недопустимое заужение печатного проводника. 1 ил.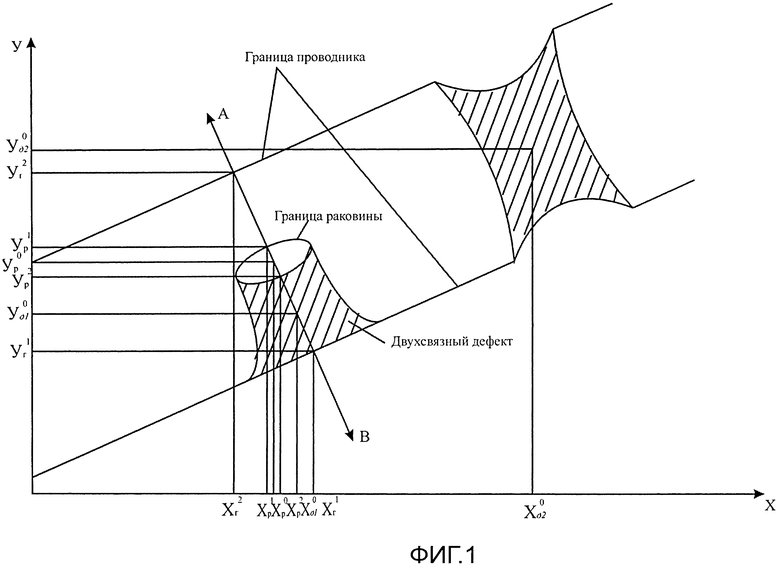
Способ допускового контроля печатных плат по их бинарным изображениям, заключающийся в том, что из матрицы исходного изображения, путем изотропного сжатия и расфокусировки, формируют дополнительную матрицу, в которой области связанных элементов изображения соответствуют фрагментам изображения, размер которых превышает минимально допустимую величину, задаваемую коэффициентами изотропного сжатия и расфокусировки, путем логического вычитания отсчетов дополнительной матрицы из матрицы исходного изображения получают матрицу дефектов, в которой выделяют области связанных элементов, соответствующие дефектам, и дефектные участки, примыкающие к областям связанных элементов дополнительной матрицы, из этих дефектных участков выбирают двухсвязные дефектные участки, которые маркируют и определяют для них координаты центров тяжести, отличающийся тем, что выявляют раковины печатных проводников, имеющие смежные двухсвязные дефекты, через центр тяжести каждой такой раковины и центр тяжести каждого смежного с ней двухсвязного дефекта проводят прямолинейное сечение печатного проводника, суммарную ширину печатного проводника в области раковины определяют как разность между длиной этого сечения и суммарной длиной его отрезков, пересекающих раковины, если суммарная ширина печатного проводника в области раковины меньше минимально допустимой ширины печатного проводника, то делают вывод о том, что в области данной раковины обнаружено недопустимое заужение печатного проводника.
| А.Л | |||
| ДРЖЕВЕЦКИЙ и др., Автоматизированная система оптического допускового контроля печатных плат и фотошаблонов, Метрология, приложение к журналу "Измерительная техника", 1995, N 4, стр | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| СПОСОБ ГЛАЗ-ПРОЦЕССОРНОЙ ОБРАБОТКИ ИЗОБРАЖЕНИЙ И ОПТИКО-ЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2178915C2 |
| УСТРОЙСТВО СЕЛЕКЦИИ ИЗОБРАЖЕНИЙ ОБЪЕКТОВ | 2011 |
|
RU2452012C1 |
| US 8224124 B2, 17.07.2012 | |||

