Изобретение относится к устройству и способу термического активирования системы сцепления резины и металла шипов противоскольжения, которые вставлены в беговую поверхность готовой вулканизированной автомобильной пневматической шины.
Еще не опубликованная немецкая патентная заявка заявителя касается способа сцепления шипов противоскольжения в беговой поверхности (протекторе) готовой вулканизированной автомобильной пневматической шины, которые устанавливают в отверстия для шипов противоскольжения в протекторе шины при прессовании резинового материала. Шипы противоскольжения перед размещением в протектор покрывают системой сцепления, соответственно грунтовкой. Систему сцепления при установленных шипах противоскольжения активируют под воздействием тепла таким образом, что получают адгезионное сцепление шипов противоскольжения к резиновому материалу протектора. Активирование системы сцепления, соответственно грунтовки, шипов противоскольжения производится в предпочтительном варианте осуществления с помощью индукционного нагрева, при этом каждый шип противоскольжения необходимо нагревать с помощью отдельного индукционного нагревательного устройства. Произвести нагрев отдельных шипов противоскольжения с необходимой точностью едва ли возможно, и поэтому возникает опасность возникновения локальных перегревов находящегося в шине соединения брекера и, таким образом, опасность повреждения шины. Таким образом, такой способ активирования является очень дорогостоящим, и его едва ли можно использовать в значительной мере автоматизированном производстве шин.
В основу изобретения положена задача по созданию способа и устройства, которые позволяют осуществлять активирование «системы сцепления резины и металла» (сцепляющая резину и металл система) шипов противоскольжения без термической перегрузки шины. Активирование не должно зависеть от размера шины, и должен стать возможным полностью автоматический процесс производства большого количества шин.
Что касается устройства, то поставленная задача согласно настоящему изобретению решается путем того, что предусмотрена по меньшей мере одна нагревательная станция, которая содержит заполняемую насыщенным паром проходную печь, которая содержит перекрываемое впускное отверстие и перекрываемое выпускное отверстие, причем со стороны входа и со стороны выхода предусмотрены ленточные конвейеры, которые для загрузки проходной печи шинами и для отвода обработанных шин переводятся соответственно в положение, в котором они проходят через открытое впускное и выпускное отверстие в проходной печи.
Что касается способа, то поставленная задача согласно настоящему изобретению решается путем того, что оснащенные шипами противоскольжения шины с помощью транспортирующего устройства подводят в проходную печь, в закрытую проходную печь для термического активирования системы сцепления резины и металла подают насыщенный пар и после термического активирования извлекают шины из проходной печи с помощью другого транспортирующего устройства.
Согласно изобретению автомобильные пневматические шины для активирования системы сцепления шипов противоскольжения равномерно нагревают с помощью насыщенного пара, причем этот процесс можно настроить таким образом, что не происходит термической перегрузки шин. Наряду с этим, изобретение позволяет осуществлять независимый от размера шин и полностью автоматически осуществимый процесс.
В одном предпочтительном варианте осуществления изобретения ленточные конвейеры установлены с возможностью перемещения по отношению к проходной печи. Такая мера позволяет при открытых дверях перекрывать простым образом расстояние между находящимся в проходной печи местом для расположения шин и соответствующим ленточным конвейером.
В одном другом варианте осуществления изобретения ленточные конвейеры выполнены таким образом, что они содержат соответственно на концевой области, которая обращена к проходной печи, откидывающиеся в состоянии остановки концевые участки.
Предпочтительно, если внутри проходной печи также будет находиться по меньшей мере один ленточный конвейер или транспортер. Этот ленточный транспортер приводится в действие при загрузке шин в проходную печь и при отводе готовых нагретых шин.
Для того чтобы при большом количестве шин можно было произвести одновременное активирование системы сцепления шипов противоскольжения, будет выгодным, если в проходной печи будет находиться несколько расположенных друг над другом, в частности в два яруса, ленточных транспортера, при этом предпочтительно предусмотреть для каждого ленточного транспортера со стороны входа и со стороны выхода соответственно один ленточный конвейер для загрузки и соответственно для отвода шин.
В еще одном предпочтительном варианте осуществления изобретения каждый ленточный конвейер со стороны выхода можно устанавливать в два положения отвода. В одном из двух положений отвода шины отводятся на склад, в другом положении отвода обработанную партию шин можно отводить отдельно, например, для осуществления отдельного контроля качества.
Другие признаки, преимущества и детали изобретения более подробно объясняются посредством схематических чертежей, на которых изображен пример осуществления изобретения.
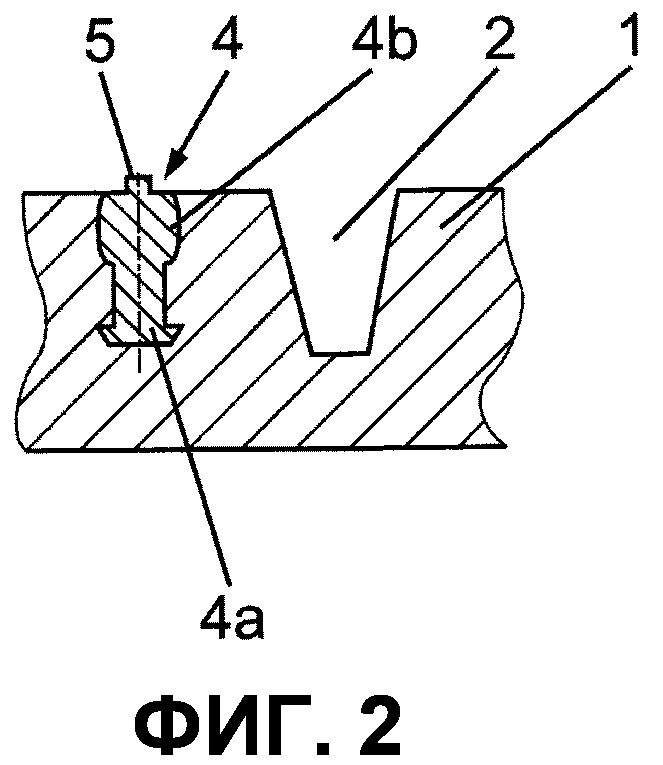
Фиг.1 и фиг.2 - аксиальное сечение профильных элементов протектора автомобильной пневматической шины,
фиг.3 - вид сверху основной концепции устройства согласно настоящему изобретению,
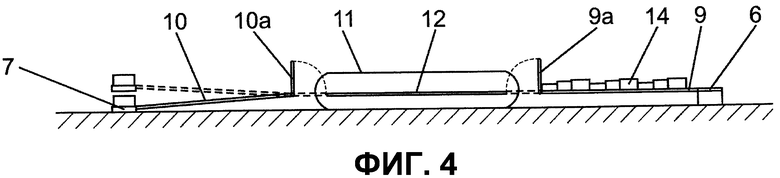
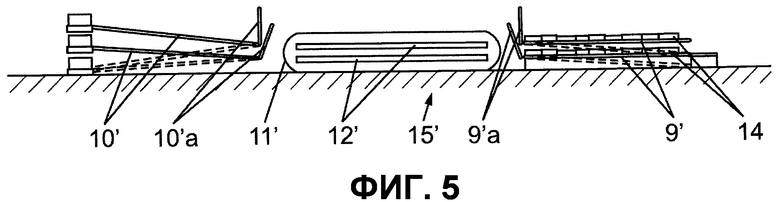
фиг.4 и фиг.5 - виды сбоку существенных компонентов устройства на фиг.3 в различных вариантах осуществления.
На фиг.1 и фиг.2 показаны два разделенных между собой пазом 2 профильных элемента 1 протектора для легковых автомобилей. Профильные элементы 1 могут представлять собой грунтозацепы протектора или ленты протектора, а паз 2 может представлять собой, например, проходящий в окружном направлении протектора паз. Далее на фиг.1 показано отверстие 3 для шипа противоскольжения, которое при вулканизации еще сырой шины выполняется в форме для вулканизации с помощью выполненного соответствующим образом выступа формы. Показанное в качестве примера отверстие 3 для шипа противоскольжения содержит в радиальном разрезе базовый участок 3а, центральный, в частности цилиндрический, проходящий в радиальном направлении участок 3b и расположенный смежно с верхней стороной профиля устьевой участок 3с. На фиг.2 показан установленный в отверстие 3 для шипа противоскольжения уже готовой вулканизованной автомобильной пневматической шины металлический шип 4 противоскольжения, который содержит базовую часть 4а, на которой находится тело 4b шипа противоскольжения, несущее штырь 5 шипа противоскольжения.
По меньшей мере, базовая часть 4а и тело 4b шипа 4 противоскольжения перед закреплением шипа 4 противоскольжения в отверстии 3 для шипа противоскольжения, например, методом окунания, покрывают системой сцепления резины и металла, которую после установки шипа 4 противоскольжения в протектор активируют с помощью отдельной термообработки и, таким образом, получают соединение шипа 4 противоскольжения с резиновым материалом профильного элемента 1. Применяемая система сцепления резины и металла может представлять собой известную грунтовку, например Parlock, Chemlock или Chemosil. Покрытие шипа 4 противоскольжения производится после завершения механической или химической очистки, причем толщина находящегося на шипе 4 противоскольжения сухого грунтовочного слоя находится в пределах 2-60 мкм.
На фиг.3 и 4 схематически показаны виды устройства, с помощью которого можно производить термическое активирование грунтовки установленного в протекторе автомобильной пневматической шины шипа 4 противоскольжения щадящим шины и проходящим автоматически образом. Устройство снабжено двумя параллельно расположенными нагревательными станциями 15, которые подключены к общему устройству 6 для подвода шин и к общему устройству 7 для отвода шин. Устройства 6 и 7 могут представлять собой, например, ленточные конвейеры, которые перемещаются в направлении стрелок Р1 и Р2. Со стороны подвода шин производится передача снабженной шипами 4 противоскольжения шины 14 на находящийся со стороны входа ленточный конвейер 9, который подает шины в проходную печь 11, заполняемую насыщенным паром. Отвод обработанных в проходной печи 11 шин 14 в направлении склада производится с помощью соответствующего находящегося со стороны выхода ленточного конвейера 10, который перегружает шины на устройство 7. Находящиеся со стороны входа ленточные конвейеры 9, а также находящиеся со стороны выхода ленточные конвейеры 10 содержат на своих обращенных к проходной печи 11 концах откидываемые кверху концевые участки 9а, 10а. В рабочем положении ленточных конвейеров 9, 10 концевые участки располагаются в плоскости лент, так что лента может производить беспрепятственное перемещение. При неподвижном ленточном конвейере 9, 10 концевые участки могут откидываться, например, в вертикальное положение.
Как показано на фиг.4, внутри каждой проходной печи 11 расположен еще один ленточный транспортер 12, который ориентирован к ленточным конвейерам 9, 10. Далее проходная печь 11 по обеим своим сторонам, которые обращены к ленточным конвейерам 9, 10, снабжена отверстием, которое закрывается непоказанными дверьми. При открытых дверях ленточные конвейеры 9 и 10 выдаются в проходную печь 11 и примыкают непосредственно к ленточному транспортеру 12. Ленточный конвейер 10 попеременно устанавливается в два положения, при этом на фиг.4 одно положение обозначено сплошными линиями, а другое - пунктирными линиями. Обозначенное пунктирными линиями положение может представлять собой, например, то положение, в котором возможен отдельный отвод обработанной в проходной печи 11 партии шин, в частности для целей контроля качества. Обозначенное сплошными линиями положение может представлять собой, например, то положение, в котором возможен отвод шин 14 на склад для шин.
Основной процесс обработки оснащенных шипами противоскольжения шин 14 происходит следующим образом. Шины 14, оснащенные шипами 4 противоскольжения, с помощью устройства 6 перегружают на находящиеся со стороны входа ленточные конвейеры 9. Двери проходной печи 11, обращенные к ленточным конвейерам 9, находятся в открытом положении, так что ленточные конвейеры 9 выдаются своими концевыми участками 9а в проходную печь 11. Шины 14 с ленточного конвейера 9 перегружают на ленточный транспортер 12. Если ленточный транспортер 12 загружен шинами, его останавливают таким же образом, как и ленточные конвейеры 9. Откидные концевые участки 9а откидываются кверху, и двери проходной печи 11 закрываются. При закрытых дверях производится подвод насыщенного пара внутрь проходной печи 11 до достижения предварительно установленного давления пара.
После достижения заданной температуры она удерживается в течение заранее определенного промежутка времени, и таким образом производят активирование системы сцепления шипов 4 противоскольжения. После этого снижают давление и температуру, открывают проходную печь 11 со стороны выхода, откидывают вниз концевые участки 10а ленточных конвейеров 10 и перемещают шины 14 с нагретыми шипами 4 противоскольжения из проходной печи 11 на ленточные конвейеры 10. Для осуществления следующего цикла нагрева откидывают кверху концевые участки 10а находящихся со стороны выхода ленточных конвейеров 10а, закрывают находящиеся здесь двери проходной печи 11, открывают расположенные со стороны входа двери проходной печи 11, откидывают вниз концевые участки 9а находящихся со стороны входа ленточных конвейеров 9 и снова включают ленточные конвейеры 9.
На фиг.5 показан вариант нагревательной станции 15′ с двумя расположенными друг над другом ярусами. В проходных печах 11′ расположены друг над другом два ленточных транспортера 12′, со стороны входа два ленточных конвейера 9′, а со стороны выхода два ленточных конвейера 10′ расположены друг над другом, которые по аналогии с первым вариантом осуществления снабжены откидными концевыми участками 9′а и 10′а. Термическая активация системы сцепления шипов 4 противоскольжения производится аналогичным первому варианту осуществления образом. Как показано на фиг.5, оба находящихся со стороны выхода ленточных конвейера 10′ можно устанавливать соответственно в два положения, чтобы делать возможным отвод шин в направлении склада или в направлении станции контроля.
Устройство согласно настоящему изобретению содержит по меньшей мере одну нагревательную станцию 15, 15′. Разумеется, они могут снабжаться более чем двумя нагревательными станциями 15, 15′. Ленточные конвейеры 9, 10 можно установить с возможностью перемещения, так что их можно отводить или отодвигать из областей отверстия (проема) проходной печи и перемещать вовнутрь проходной печи. Использование поворотных участков ленты в этом варианте осуществления является излишним.
Перечень ссылочных позиций
1 - профильный элемент
2 - паз
3 - отверстие для шипа противоскольжения
3a - базовый участок
3b - центральный участок
3c - устьевой участок
4 - шип противоскольжения
4a - базовая часть
4b - тело шипа противоскольжения
5 - штырь
5b - слой корда брекера
6 - устройства для подвода шин
7 - устройства для отвода шин
Р1 - стрелка
Р2 - стрелка
9 - ленточный конвейер со стороны входа
9′ - ленточный конвейер со стороны входа
10 - ленточный конвейер со стороны выхода
10′ - ленточный конвейер со стороны выхода
9а - откидной концевой участок
9′а - откидной концевой участок
10а - откидной концевой участок
10′а - откидной концевой участок
11 - проходная печь
11′ - проходная печь
12 - ленточный транспортер
12′ - ленточный транспортер
14 - шина
15 - нагревательная станция
15′ - нагревательная станция
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОШИПОВАННЫХ ШИН | 2002 |
|
RU2208526C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВУЛКАНИЗОВАННОГО КОЛЬЦЕВОГО ЛЕНТОЧНОГО ПРОТЕКТОРА ДЛЯ ПРОИЗВОДСТВА ШИПОВАННЫХ ШИН | 2021 |
|
RU2779125C1 |
| ШИПОВАННАЯ ШИНА | 2010 |
|
RU2441766C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОШИПОВАННОЙ ШИНЫ, ОШИПОВАННЫЙ ЛЕНТОЧНЫЙ ПРОТЕКТОР ДЛЯ ЭТОЙ ШИНЫ | 2001 |
|
RU2211153C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО ПРОТЕКТОРА | 2002 |
|
RU2208525C1 |
| ЭЛЕМЕНТ ПРОТИВОСКОЛЬЖЕНИЯ ДЛЯ ШИНЫ КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА, СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ПРОТИВОСКОЛЬЖЕНИЯ ДЛЯ ШИНЫ КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ИЗГОТОВЛЕНИЯ ОШИПОВАННОЙ ШИНЫ | 1997 |
|
RU2106263C1 |
| ШИПОВАННАЯ ШИНА | 2010 |
|
RU2441767C1 |
| СПОСОБ ШИПОВАНИЯ ШИНЫ | 2001 |
|
RU2220055C2 |
| Шина шипованная минишипами и способ её шипования | 2020 |
|
RU2731853C1 |
| УСТРОЙСТВО ДЛЯ ПРОТИВОСКОЛЬЖЕНИЯ КОЛЕС ТРАНСПОРТНОГО СРЕДСТВА | 2009 |
|
RU2392128C1 |


Изобретение относится к устройству и способу термического активирования системы сцепления резины и металла шипов противоскольжения, которые вставлены в беговую поверхность готовой вулканизированной шины. Техническим результатом заявленного изобретения является исключение термической перегрузки шины в процессе активирования, снятие ограничений по размеру обрабатываемых шин и автоматизация процесса активирования. Технический результат достигается устройством для термического активирования системы сцепления резины и металла шипов противоскольжения, которые введены в протектор готовой вулканизированной автомобильной пневматической шины. При этом в устройстве предусмотрена нагревательная станция, которая содержит заполняемую насыщенным паром проходную печь. Печь содержит перекрываемое впускное отверстие и перекрываемое выпускное отверстие. Причем предусмотрены находящиеся со стороны входа и со стороны выхода ленточные конвейеры, предназначенные для загрузки проходной печи шинами и для отвода обработанных шин, соответственно. Конвейеры выполнены с возможностью приведения в такое положение, в котором они выступают через открытое впускное и, соответственно, выпускное отверстие в проходной печи. 2 н.з., 7 з.п. ф-лы, 5 ил.
1. Устройство для термического активирования системы сцепления резины и металла шипов (4) противоскольжения, которые введены в протектор готовой вулканизированной автомобильной пневматической шины, отличающееся тем, что предусмотрена по меньшей мере одна нагревательная станция (15, 15'), которая содержит заполняемую насыщенным паром проходную печь (11, 11'), которая содержит перекрываемое впускное отверстие и перекрываемое выпускное отверстие, причем предусмотрен находящийся со стороны входа и находящийся со стороны выхода ленточный конвейер (9, 10, 9', 10'), и эти ленточные конвейеры (9, 10, 9', 10') для загрузки проходной печи (11, 11') шинами и для отвода обработанных шин соответственно выполнены с возможностью приведения в такое положение, в котором они выступают через открытое впускное и, соответственно, выпускное отверстие в проходной печи (11, 11').
2. Устройство по п.1, отличающееся тем, что ленточные конвейеры (9, 10, 9', 10') установлены с возможностью перемещения относительно проходной печи (11, 11').
3. Устройство по п.1, отличающееся тем, что ленточные конвейеры (9, 10, 9', 10') содержат откидывающиеся в состоянии остановки концевые участки (9а, 10а, 9'а, 10'а).
4. Устройство по п.1, отличающееся тем, что в проходной печи (11, 11') находится по меньшей мере один ленточный транспортер (12, 12').
5. Устройство по п.4, отличающееся тем, что в проходной печи (11') находится несколько, в частности два, расположенных ярусами друг над другом ленточных транспортера (12').
6. Устройство по п.4, отличающееся тем, что для каждого ленточного транспортера (12, 12') в проходной печи (11, 11') предусмотрен соответственно со стороны входа и со стороны выхода ленточный конвейер (9, 10, 9', 10').
7. Устройство по п.5, отличающееся тем, что для каждого ленточного транспортера (12, 12') в проходной печи (11, 11') предусмотрен соответственно со стороны входа и со стороны выхода ленточный конвейер (9, 10, 9', 10').
8. Устройство по одному из пп.1-7, отличающееся тем, что каждый находящийся со стороны выхода ленточный конвейер (10, 10') выполнен с возможностью перестановки в два положения отвода.
9. Способ для термического активирования системы сцепления резины и металла шипов (4) противоскольжения, которые введены в протектор готовой вулканизированной автомобильной пневматической шины, отличающийся тем, что оснащенные шипами (4) противоскольжения шины (14) с помощью транспортирующего устройства подают в проходную печь (11, 11'), в закрытую проходную печь (11, 11') для термического активирования системы сцепления подводят насыщенный пар и после термического активирования шины (14) с помощью другого транспортирующего устройства извлекают из проходной печи (11, 11').
| Вяжущее | 1980 |
|
SU968003A1 |
| DE 4101729 A1, 23.07.1992 | |||
| JP S5851134 A, 25.03.1983 | |||
| US 3998981 A, 21.12.1976 | |||
| Состав для пропитки фильтрующего вкладыша противопылевого респиратора | 1976 |
|
SU592830A1 |
| Прибор, сигнализирующий о землетрясении | 1926 |
|
SU5757A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ С ШИПАМИ В ПРОТЕКТОРЕ | 1995 |
|
RU2089395C1 |

