Изобретение относится к автомобильной промышленности, а именно к средствам противоскольжения транспортных средств, которыми оснащаются протекторы шин для повышения их сцепления с опорной поверхностью, характеризующейся малым коэффициентом сцепления, и может быть использовано в пневматических шинах для улучшения тяговой возможности и предохранения от скольжения. Настоящее изобретение касается способа изготовления ошипованной шины и конструкции шипа противоскольжения, применяемого согласно этому способу для оснащения автомобильных шин колес транспортных средств, эксплуатируемых в зимний период времени.
Известен способ изготовления ошипованной шины, включающий в себя изготовление ленточного протектора, наложение ленточного протектора на отшерахованный каркас шины, вулканизацию указанного протектора к каркасу и ошиповку протектора шипами противоскольжения (RU, пат. 2106263, В 60 С 11/14, опубл. 10.03.98). Из этого же источника известен ошипованный ленточный протектор, включающий шипы противоскольжения, установленные в отверстиях протектора в количестве в соответствии с используемой схемой шипования.
Недостатком данного способа является сложность изготовления как шипов противоскольжения, выполняемых из резиновых композиций, так и самого протектора, в отверстиях которого вулканизацией закрепляют эти шипы. В результате получают шину с протектором, в котором все шипы противоскольжения выступают на заданную величину над грунтозацепами. По мере износа резины протектора и шипов ослабевают сцепные свойства шины в части обеспечения должного взаимодействия шины с зимним дорожным покрытием. При этом в процессе эксплуатации часть шипов, как правило, выпадает из отверстий, что приводит к неодинаковым качественным показателям сцепления шины в окружном ее направлении.
Известен шип противоскольжения, содержащий корпус с фланцем, внутри которого закреплена износостойкая вставка (DE 3100325, В 60 С 11/16, 1981).
Как правило, такие шипы выпускаются с высотой корпуса, превышающей диаметр его фланца с тем, чтобы, с одной стороны, уменьшить разрушение структуры резины грунтозацепов при нарезке отверстий под шипы, а с другой стороны, чтобы обеспечить большую площадь поверхности корпуса, которая обжимается резиной протектора. Однако во время эксплуатации из-за неодинаковых условий закрепления шипов в грунтозацепах и динамических воздействий со стороны дорожного полотна такие шипы противоскольжения разрушаются или выпадают из гнезд быстрее, чем происходит износ самой резины протектора. В результате шина теряет способность реализации одинаковых сцепных качеств во время качения и при маневрировании.
Настоящее изобретение направлено на решение технической задачи по послойному размещению в протекторе шипов противоскольжения. Достигаемый при этом технический результат заключается в повышении эксплуатационного срока службы ошипованной шины с сохранением сцепных качеств независимо от износа протекторного слоя.
Указанный технический результат в части способа достигается тем, что в способе изготовления ошипованной шины, включающем в себя изготовление ленточного протектора, наложение ленточного протектора на отшерахованный каркас шины, вулканизацию указанного протектора к каркасу и ошиповку протектора шипами противоскольжения, ленточный протектор изготавливают с отверстиями с его внутренней стороны, имеющими седло под фланец шипа, в количестве, по крайней мере в два раза превышающем количество шипов противоскольжения, требуемых согласно используемой схеме шипования, при этом выполняют по количеству шипов противоскольжения в используемой схеме шипования сквозные отверстия, смещают схему шипования на плоскости протектора и выполняют по количеству шипов противоскольжения в используемой схеме шипования глухие отверстия в нем на глубину допустимого износа шипов противоскольжения предыдущей группы отверстий, а над глухими отверстиями протектора с рабочей его стороны выполняют ламели, доходящие до дна глухих отверстий, смазывают клеем шипы противоскольжения и вставляют их в отверстия соответствующей длины, после чего накладывают протектор на каркас и вулканизируют.
При этом после выполнения первой группы глухих отверстий смещают схему шипования и выполняют по количеству шипов противоскольжения в используемой схеме шипования дополнительные глухие отверстия на протекторе на величину допустимого износа шипов предыдущей группы глухих отверстий.
Указанный технический результат в части устройства достигается тем, что ошипованный ленточный протектор, включающий шипы противоскольжения, установленные в отверстиях протектора в количестве в соответствии с используемой схемой шипования, содержит mi - групп по N отверстий, где i≥2, N - число шипов противоскольжения, используемое в схеме шипования, отверстия первой группы m1 выполнены сквозными, а отверстия по крайней мере одной второй группы m2 выполнены с внутренней стороны протектора глухими с глубиной H-h1, где h1 - допустимый износ шипов для первой группы отверстий, Н - толщина протектора, а над глухими отверстиями второй группы выполнены ламели, доходящие до дна глухих отверстий, при этом в указанные отверстия вставлены шипы противоскольжения, у которых высота корпуса равна или меньше диаметра его фланца.
В протекторе может быть дополнительно выполнена с внутренней стороны протектора по крайней мере одна третья группа m3 глухих отверстий с глубиной Н-h2, где h2 - допустимый износ шипов для первой и второй групп отверстий, а над глухими отверстиями третьей группы выполнены ламели, доходящие до дна глухих отверстий.
В протекторе корпуса шипов противоскольжения по крайней мере для одной группы отверстий могут быть выполнены из материала, отличного от материала корпусов шипов противоскольжения для другой группы отверстий.
Указанный технический результат в части устройства достигается тем, что у шипа противоскольжения, содержащего корпус с фланцем, внутри которого закреплена износостойкая вставка, высота корпуса шипа меньше или равна диаметру его фланца.
Указанные признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Настоящее изобретение поясняется конкретным примером, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения приведенной совокупностью признаков требуемого технического результата.
На фиг.1 - вид в плане на протектор ошипованной шины (в пятне контакта);
на фиг.2 - ленточный протектор с отверстиями, продольный разрез;
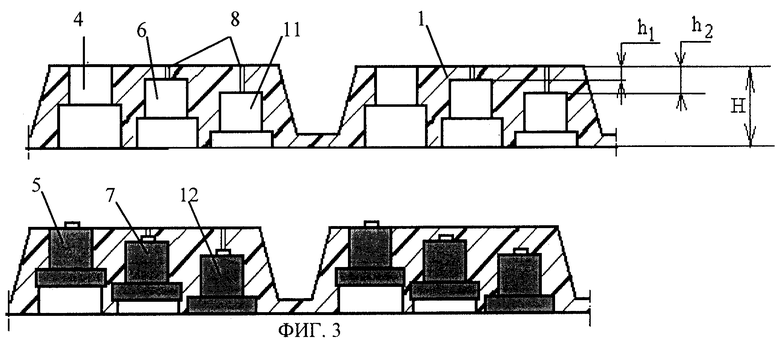
на фиг.3 - ленточный протектор с шипами противоскольжения в отверстиях, продольный разрез;
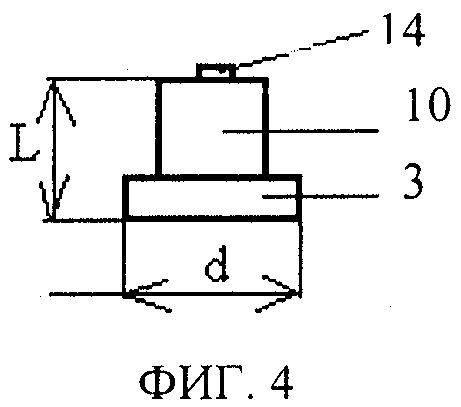
на фиг.4 - шип противоскольжения;
на фиг. 5 - ленточный протектор, прикрепленный к каркасу шины, сечение А-А по фиг.1;
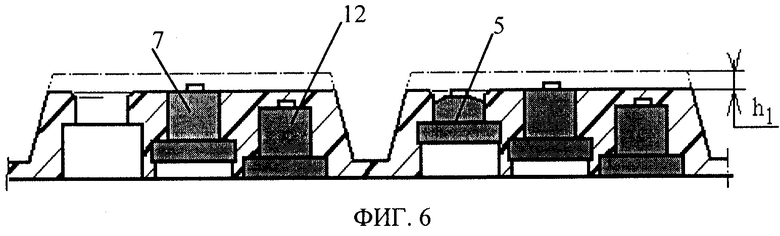
на фиг. 6 - ленточный протектор при полном допустимом износе шипов противоскольжения первой группы;
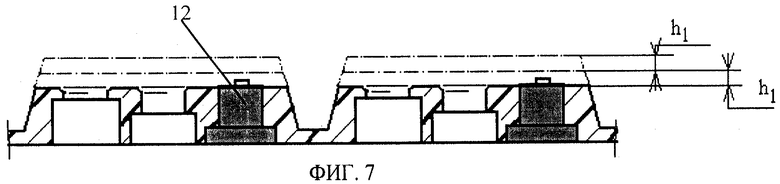
на фиг. 7 - ленточный протектор при полном допустимом износе шипов противоскольжения второй группы.
Согласно изобретению способ изготовления ошипованной шины включает в себя изготовление ленточного протектора, наложение ленточного протектора на отшерахованный каркас шины, вулканизацию указанного протектора к каркасу и ошиповку протектора шипами противоскольжения. Ленточный протектор изготавливают с отверстиями с его внутренней стороны, имеющими седло под фланец шипа, в количестве, по крайней мере в два раза превышающем количество шипов противоскольжения, требуемых согласно используемой схеме шипования, при этом выполняют по количеству шипов противоскольжения в используемой схеме шипования сквозные отверстия, смещают схему шипования на плоскости протектора и выполняют по количеству шипов противоскольжения в используемой схеме шипования глухие отверстия в нем на глубину допустимого износа шипов противоскольжения предыдущей группы отверстий, а над глухими отверстиями протектора с рабочей его стороны выполняют ламели, доходящие до дна глухих отверстий, смазывают клеем шипы противоскольжения и вставляют их в отверстия соответствующей длины, после чего накладывают протектор на каркас и вулканизируют.
При этом после выполнения первой группы глухих отверстий повторно смещают схему шипования и выполняют по количеству шипов противоскольжения в используемой схеме шипования дополнительные глухие отверстия на протекторе на величину допустимого износа шипов предыдущей группы глухих отверстий.
Согласно указанному способу в отверстия протектора вставляются шипы противоскольжения, содержащие корпус с фланцем, внутри которого закреплена износостойкая вставка и у которых высота корпуса шипа меньше или равна диаметру его фланца.
Ошипованный ленточный протектор представляет собой ленту, в которой шипы противоскольжения установлены в отверстиях протектора в количестве в соответствии с используемой схемой шипования. Протектор содержит mi - групп по N отверстий, где i≥2, а N - число шипов противоскольжения, используемое в схеме шипования. Отверстия первой группы m1 выполнены сквозными, а отверстия по крайней мере одной второй группы m2 выполнены с внутренней стороны протектора глухими с глубиной H-h1, где h1 - допустимый износ шипов для первой группы отверстий, а Н - толщина протектора.
Над глухими отверстиями второй группы выполнены ламели, доходящие до дна глухих отверстий, при этом в указанные отверстия вставлены шипы противоскольжения, у которых высота L корпуса равна или меньше диаметра d его фланца.
В протекторе может быть дополнительно выполнена с внутренней стороны протектора по крайней мере одна третья группа m3 глухих отверстий с глубиной Н-h2, где h2 - допустимый износ шипов для первой и второй групп отверстий, над которыми также выполняются ламели, доходящие до дна этих глухих отверстий.
При этом корпуса шипов противоскольжения по крайней мере для одной группы отверстий могут быть выполнены из материала, отличного от материала корпусов шипов противоскольжения для другой группы отверстий. Например, для одной группы отверстий корпуса шипов противоскольжения выполняются металлическими, а для другой - из полимера.
Ниже приводится пример конкретного исполнения способа.
Способ изготовления ошипованной шины согласно изобретению может быть реализован как при изготовлении новой шины с последующей ее вулканизацией, так и при ремонте шины в случае износа ее протектора за счет наложения ленточного протектора 1 на отшерахованный каркас 2 шины.
Способ включает в себя изготовление ленточного протектора 1 (фиг.1), наложение ленточного протектора 1 на каркас 2 шины (фиг.5), вулканизацию указанного протектора для его прикрепления к каркасу и ошиповку протектора шипами противоскольжения. Ленточный протектор 1 (фиг.2) изготавливают с отверстиями с его внутренней стороны, имеющими седло под фланец 3 шипа. Количество отверстий выполняется большим, чем требуется для размещения заданного количества шипов противоскольжения, определенного заданной схемой шипования. Например, если обратиться к фиг.1, то затемненными квадратами показано расположение шипов противоскольжения согласно применяемой в данном примере схеме шипования. Как минимум количество отверстий должно быть в два раза больше, чем требуется согласно используемой схеме шипования.
В ленточном протекторе сначала выполняют сквозные отверстия 4, которые выполняются в количестве, соответствующем количеству шипов противоскольжения и в местах, определенных в используемой схеме шипования. Эти отверстия 4 формируют первую группу отверстий. Эти отверстия предназначены для размещения первой группы шипов противоскольжения, которые на фиг.1 представлены в виде затемненных квадратов под позицией 5. Шипы 5 противоскольжения первой группы закрепляют в этих отверстиях с выводом износостойкой вставки наружу.
Затем смещают схему шипования на плоскости протектора и выполняют в нем по количеству шипов противоскольжения в используемой схеме шипования глухие отверстия 6 (фиг.2) на глубину допустимого износа h1 шипов 5 противоскольжения первой группы отверстий 4. Эти отверстия 6 формируют вторую группу отверстий. Эти отверстия предназначены для размещения второй группы шипов противоскольжения, которые на фиг.1 представлены в виде светлых квадратов под позицией 7. Шипы противоскольжения второй группы закрепляют в этих отверстиях 6 с выводом износостойкой вставки в ламели 8. Ламели 8 выполняются над глухими отверстиями протектора с его рабочей стороны 9 и доходят до дна глухих отверстий. Ламели предназначены для выпуска воздуха из отверстий при установке шипов противоскольжения и утапливания выступающей наружу из корпуса 10 (фиг.4) шипа противоскольжения износостойкой вставки. В общем случае ламели 8 представляют собой прорези, проколы или выполненные минимальным диаметром отверстия.
Затем снова смещают схему шипования и выполняют по количеству шипов противоскольжения в используемой схеме шипования глухие отверстия 11 на протекторе 1 на величину допустимого износа h2 шипов противоскольжения предыдущих групп сквозных 4 и глухих 6 отверстий. Для этой группы глухих отверстий с рабочей стороны протектора также выполняют ламели 8, доходящие до дна глухих отверстий. Эти отверстия 11 формируют третью группу отверстий. Эти отверстия предназначены для размещения третьей группы шипов противоскольжения, которые на фиг.1 представлены в виде светлых кругов под позицией 12. Шипы 12 противоскольжения третьей группы закрепляют в этих отверстиях 11 с выводом износостойкой вставки в ламели 8 (фиг.3).
Перед установкой шипы противоскольжения смазывают клеем и вставляют их в отверстия соответствующей длины, после чего накладывают протектор на каркас и вулканизируют. Если протектор изготовлен из сырой резины, то формирование грунтозацепов и прикрепление его к каркасу осуществляется в пресс-форме при вулканизации шины. Если речь идет о восстановительном ремонте шины, то между каркасом и вулканизированным протектором размещают ленту 13 сырой резины (фиг. 5), которая при вулканизации заполняет полости отверстий под фланцами шипов противоскольжения и прикрепляет протектор к каркасу. Вид готовой ошипованной шины в плане на рабочую поверхность протектора представлен на фиг. 1, а в разрезе А-А - на фиг.5. При внешнем осмотре шины видно, что на поверхности протектора визуально воспринимаются шипы противоскольжения первой группы. Остальные шипы послойно утоплены в теле резины протектора.
Согласно указанному способу в отверстия протектора вставляются шипы противоскольжения (фиг.4), содержащие корпус 10 с фланцем 3, внутри которого закреплена износостойкая вставка 14. Особенностью этих шипов является то, что высота корпуса шипа меньше или равна диаметру его фланца. Это условие является важным для данного типа шин с послойным расположением шипов противоскольжения, так как высота грунтозацепа до каркаса задана техническими параметрами шины и имеет определенную величину. Для размещения по крайней мере двух слоев шипов необходимо, чтобы их высота укладывалась в высоту грунтозацепа. При этом исключается необходимость в решении задачи по долговечности самого шипа, которая определяется, как правило, формой корпуса и его прочностными показателями, которые рассчитываются из условия продолжительности службы шипа, равной продолжительности службы шины до ее полного износа. Так как в предлагаемом способе срок службы шипа определен рамками его допустимого износа и не зависит от срока службы шины до ее полного износа, то важным становится сохранение работоспособности шипа только в режиме его допустимого износа. В этом случае шип может быть укорочен и выполняться из облеченных материалов.
Корпуса шипов противоскольжения по крайней мере для одной группы отверстий могут быть выполнены из материала, отличного от материала корпусов шипов противоскольжения для другой группы отверстий. Например, для одной группы отверстий корпуса шипов противоскольжения выполняются металлическими, а для другой - из полимера. Возможно использование шипов с корпусами из одного и того же материла с одинаковой глубиной допустимого износа (h1 по величине одна и та же для всех шипов и h2 = 2h1). Если материалы корпусов шипов для разных групп отличны, то h1 первой группы не равно глубине допустимого износа шипов противоскольжения другой группы.
В общем случае согласно изобретению ошипованный ленточный протектор представляет собой ленту (фиг.3), в которой шипы противоскольжения установлены в отверстиях протектора в количестве в соответствии с используемой схемой шипования. Протектор содержит mi - групп по N отверстий, где i≥2, а N - число шипов противоскольжения, используемое в схеме шипования. Отверстия первой группы m1 выполнены сквозными, а отверстия по крайней мере одной второй группы m2 выполнены с внутренней стороны протектора глухими с глубиной H-h1, где h1 - допустимый износ шипов для первой группы отверстий, а Н - толщина протектора.
Над глухими отверстиями второй группы выполнены ламели, доходящие до дна глухих отверстий, при этом в указанные отверстия вставлены шипы противоскольжения, у которых высота корпуса равна или меньше диаметра его фланца.
В протекторе может быть дополнительно выполнена с внутренней стороны протектора по крайней мере одна третья группа m3 глухих отверстий с глубиной H-h2, где h2 - допустимый износ шипов для первой и второй групп отверстий, над которыми также выполняются ламели, доходящие до дна этих глухих отверстий.
Изготовленная ошипованная шина или восстановленная ремонтом согласно изобретению ошипованная шина эксплуатируется в обычном для ошипованных шин режиме качения по зимней дороге, снегу или льду. Сцепные качества шины определяются рисунком протектора и взаимодействием шипов противоскольжения с дорожным полотном. По мере износа протектора высота грунтозацепов уменьшается. Износу подвергаются также шипы 5 противоскольжения первой группы. При выборке допустимого износа h1 на поверхности протектора обнажаются шипы 7 противоскольжения второй группы. При этом, как видно на фиг.6, часть шипов 5 противоскольжения практически выработаны, а часть из них выпала из гнезда. В этом режиме шина взаимодействует с дорожным полотном оставшейся частью шипов первой группы и шипами второй группы. По мере износа грунтозацепов на поверхности протектора обнажаются шипы 12 противоскольжения третьей группы (фиг. 7) и компенсируют изношенные и выпавшие шипы второй группы. Таким образом, в течение всего срока службы шина остается полноценно ошипованной и сохраняет надлежащее сцепление с дорожным полотном.
Настоящее изобретение промышленно применимо, так как современные технологии, применяемые при изготовлении как протекторов, так и шипов противоскольжения, позволяют изготовить ошипованную шину по данному изобретению.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШИПОВАНИЯ ШИНЫ | 2001 |
|
RU2220055C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОШИПОВАННЫХ ШИН | 2002 |
|
RU2208526C1 |
| СПОСОБ ШИПОВАНИЯ ШИН | 2001 |
|
RU2211152C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО ПРОТЕКТОРА | 2002 |
|
RU2208525C1 |
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ ДЛЯ ШИН КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2001 |
|
RU2220056C2 |
| Шина шипованная минишипами и способ её шипования | 2020 |
|
RU2731853C1 |
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ ДЛЯ ШИН ТРАНСПОРТНЫХ СРЕДСТВ | 1998 |
|
RU2175914C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОЙ ВСТАВКИ И ТВЕРДАЯ ВСТАВКА ДЛЯ ШИПА ПРОТИВОСКОЛЬЖЕНИЯ | 1998 |
|
RU2171179C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИПОВ ПРОТИВОСКОЛЬЖЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2166431C2 |
| УСТРОЙСТВО ДЛЯ ШИПОВАНИЯ ШИН | 1998 |
|
RU2152318C1 |


Изобретение относится к автомобильной промышленности. Ленточный протектор изготавливают с отверстиями с его внутренней стороны, имеющими седло под фланец шипа, согласно используемой схеме шипования. Сначала выполняют по количеству шипов противоскольжения в используемой схеме шипования сквозные отверстия, смещают схему шипования на плоскости протектора и для того же количества шипов выполняют глухие отверстия в нем на глубину допустимого износа предыдущей группы отверстий. Затем вставляют шипы в отверстия соответствующей длины, после чего накладывают протектор на каркас и вулканизируют. Технический результат - повышение эксплуатационного срока службы ошипованной шины с сохранением сцепных качеств независимо от износа протекторного слоя. 2 с. и 4 з.п.ф-лы, 7 ил.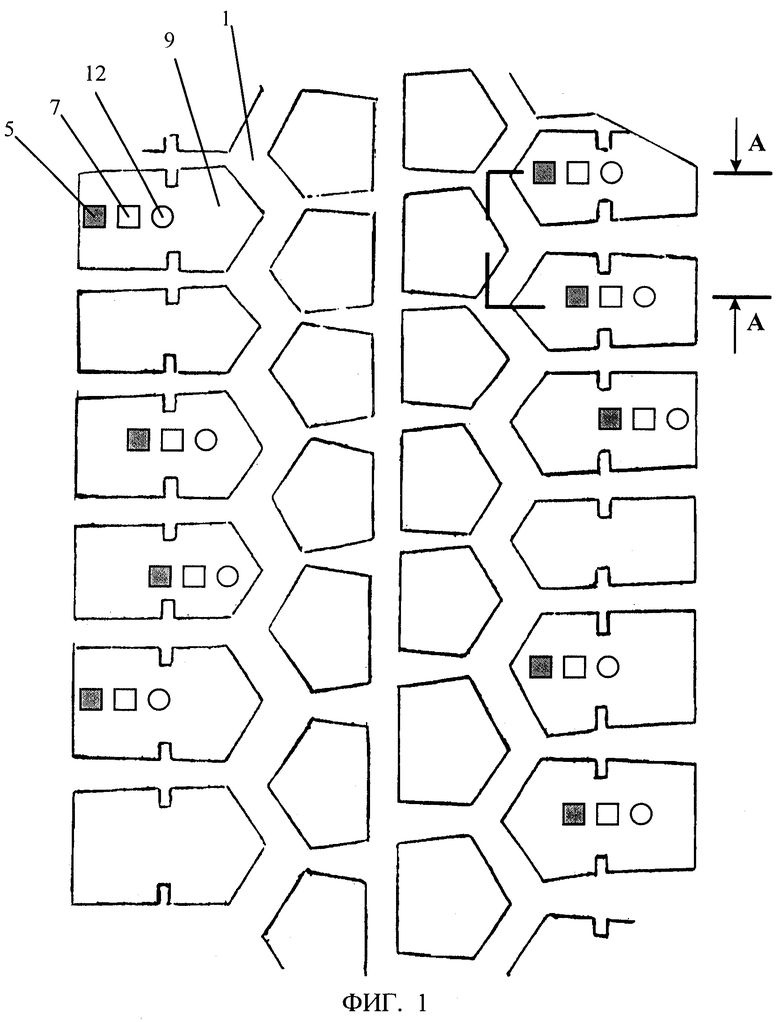
| GB 1034446 А, 29.06.1966 | |||
| RU 2051807 C1, 10.01.1996 | |||
| US 4875515 A, 24.10.1989 | |||
| Способ очистки возвратного растворителя | 2017 |
|
RU2648754C1 |

