Область техники, к которой относится изобретение
Изобретение относится к способам превращения исходного тяжелого углеводородного сырья (например, вакуумного газойля) в углеводороды с более низкой температурой кипения (например, в пределах выкипания дизельного топлива и ниже) посредством гидрокрекинга с одновременным получением в потоке, выходящем с установки гидрокрекинга, высококипящей фракции, которую подвергают гидроизомеризации с целью понижения температуры застывания, повышая ее ценность в качестве базовых компонентов смазочных масел.
Уровень техники
На нефтеперерабатывающих заводах часто производят требуемые продукты, такие как базовые смазочные масла (далее полупродукт базовых компонентов смазочных масел), гидрокрекингом исходного углеводородного сырья, полученного, например, из сырой нефти. Исходным сырьем, чаще всего подвергаемым гидрокрекингу с целью получения полупродукта базовых компонентов смазочных масел, являются газойли и тяжелые газойли, получаемые из сырой нефти дистилляцией. Типичный газойль содержит значительную долю углеводородных компонентов, обычно 50% масс. или более, с температурой кипения выше 382°С (720°F). Характерный интервал температур кипения вакуумного газойля находится в пределах от 316°С (600°F) до 566°С (1050°F).
Гидрокрекинг, как правило, осуществляют контактированием в реакторе гидрокрекинга или реакционной зоне газойля или других видов исходного сырья, подлежащего обработке, в присутствии соответствующего катализатора гидрокрекинга в условиях повышенной температуры и давления. Протекание реакций гидрокрекинга приводит к понижению общей молекулярной массы тяжелого углеводородного сырья с получением продуктов повышенного качества (т.е. более высокой ценности), включая смеси компонентов моторных топлив, таких как дизельное топливо и бензин. Данные продукты повышенного качества, которые являются результатом превращения в реакционной зоне гидрокрекинга, обычно отделяют от общего потока установки гидрокрекинга в виде низкокипящих фракций с использованием одной или нескольких операций выделения и/или дистилляции. Остаточную фракцию с более высокой температурой кипения, часто рассматриваемую как не превращенное масло, возвращают в реактор гидрокрекинга или реакционную зону с целью повышения общей конверсии гидрокрекинга.
Несмотря на то, что данный рецикловый материал преимущественно содержит углеводороды с более высокой молекулярной массой, тем не менее, обычно считается, что "не превращенное" масло характеризуется улучшенным качеством по сравнению со свежим тяжелым углеводородным сырьем вследствие протекания других реакций в зоне гидрокрекинга. В частности, удаляются примеси гетероатомных соединений, а конкретно, соединения серы и азота, ароматические соединения гидрируются до соответствующих насыщенных циклических соединений, и вязкость понижается. В результате этого не превращенное масло стабилизируется и, как правило, характеризуется свойствами, которые являются предпочтительными для полупродукта базовых масел смазок (например, используемых в автомобильных двигателях). Как правило, не превращенное масло гидрокрекинга подвергают обработке на второй стадии каталитической конверсии, такой как гидроизомеризация или депарафинизация, в присутствии подходящего катализатора, часто содержащего благородный металл, такой как платина или палладий. В результате гидроизомеризации нормальные парафины превращаются в изопарафины, тогда как депарафинизация приводит к понижению молекулярной массы парафинов, причем результатом обоих данных каталитических процессов является существенное понижение температуры застывания не превращенного масла. После таких реакций, приводящих к понижению температуры застывания, затем можно использовать стадию гидроочистки для дополнительного гидрирования остаточных ненасыщенных углеводородов и удаления серы и азота, улучшая таким образом качество полупродукта базовых компонентов смазочных масел с точки зрения различных требуемых свойств, таких как термостабильность и стойкость к окислению.
Характерный способ получения полупродукта базовых компонентов смазочных масел с использованием гидрокрекинга описан, например, в патенте США 6432297, в котором поток, выходящий с установки гидрокрекинга, подвергают десорбционной обработке горячим водородом с последующей гидроизомеризацией и гидроочисткой фракции, выходящей из нижней части отпарной колонны. Несмотря на то, что в промышленном производстве полупродукта базовых компонентов смазочных масел использовано большое разнообразие технологических схем, рабочих условий и катализаторов, остается потребность в новых способах, включая и способы с использованием гидрокрекинга, которые могут обеспечивать снижение затрат и повышение эффективности работы.
Сущность изобретения
Варианты осуществления изобретения относятся к раскрытию способов гидрокрекинга, в которых (i) значительная часть исходного тяжелого углеводородного сырья, такого как вакуумный газойль (VGO), превращается в углеводороды с более низкой молекулярной массой и более низкими температурами кипения, а также (ii) достигается существенное понижение температуры застывания высококипящей фракции, некоторую часть которой можно возвращать в реактор гидрокрекинга или реакционную зону, а другую часть использовать в качестве полупродукта базовых компонентов смазочных масел, необязательно, после одной или нескольких стадий дополнительной обработки, такой как гидроочистка. Возможность обеспечивать и существенное повышение качества посредством снижения молекулярной массы, и протекание гидроизомеризации (или понижение температуры застывания) высококипящей фракции реализуется на основе сочетания катализатора гидрокрекинга и используемых рабочих условий, как описано ниже более подробно.
Соответствующие базовые компоненты смазочных масел, полученные способами, содержащими гидрокрекинг, как описано в изобретении, предпочтительно отвечают техническим условиям на базовые масла смазок группы II и группы III с точки зрения содержания насыщенных углеводородов, содержания серы и индекса вязкости, установленным Американским институтом нефти (API). Согласно характерным вариантам осуществления изобретения не превращенное масло, возвращаемое в виде фракции, кипящей при более высоких температурах (например, с точки зрения его начальной температуры кипения) относительно общего потока, выходящего с установки гидрокрекинга, можно использовать в качестве полупродукта базовых компонентов смазочных масел, необязательно, после гидроочистки, но без необходимости в осуществлении стадии каталитической гидроизомеризации или каталитической депарафинизации. Возможность исключения данной стадии способа позволяет получать полупродукт базовых компонентов смазочных масел гидрокрекингом при значительно меньшей стоимости по отношению к известным способам, в которых требуется, например, реактор, катализатор и сопутствующее оборудование для отдельной стадии гидроизомеризации. В частности, катализаторы на основе благородных металлов например, платины или палладия), обычно необходимые для гидроизомеризации с целью снижения в достаточной степени температуры застывания не превращенного масла, представляют собой существенную статью расходов, которые можно сэкономить при реализации способов получения полупродукта базовых компонентов смазочных масел, которые не включают в себя данную стадию.
Данные и другие варианты осуществления, относящиеся к настоящему изобретению, следуют явным образом из приведенного ниже подробного описания.
Краткое описание чертежа
На чертеже изображена схема типичного способа, включающего в себя гидрокрекинг с последующей гидроочисткой в последовательных зонах реактора, для получения полупродукта базовых компонентов смазочных масел.
Осуществление изобретения
Варианты осуществления изобретения относятся к способам гидрокрекинга для получения полупродукта базовых компонентов смазочных масел. Характерные способы содержат гидрокрекинг исходного тяжелого углеводородного сырья с целью получения потока, выходящего с установки гидрокрекинга, который обычно является общим продуктом, выходящим из реактора гидрокрекинга или реакционной зоны. Источником исходных тяжелых углеводородов, как правило, является фракция, полученная в результате перегонки нефти, характеризующаяся интервалом температур кипения выше температур кипения дизельного топлива. Типичный источник исходных тяжелых углеводородов для установки гидрокрекинга представляет собой смесь рецикловой доли не превращенного масла, отбираемой из потока, выходящего с установки гидрокрекинга, в виде высококипящей фракции и возвращаемой в реактор гидрокрекинга, с любым свежим компонентом сырья, в отношении которого гидрокрекинг может быть эффективным для уменьшения молекулярной массы компонента сырья и/или удаления органических соединений серы и азота, а также металлов.
Подходящие свежие компоненты тяжелого углеводородного сырья включают газойли, такие как вакуумный газойль (VGO), который выкипает в характерном интервале температур, например от 288°С (550°F) до 593°С (1100°F), а часто от 343°С (650°F) до 566°С (1050°F). Дополняющие VGO или отличные от него конкретные свежие компоненты сырья, следовательно, включают большое разнообразие прямогонных и подвергнутых превращениям углеводородных фракций, полученных в процессах переработки нефти (т.е. полученных из сырой нефти), таких как атмосферные газойли, вакуумные остатки и деасфальтизированные вакуумные остатки (например, выкипающие выше 566°С (1050°F)), атмосферные остатки (например, выкипающие выше 343°С (650°F)), дистилляты коксования, прямогонные дистилляты, неотбензиненные и отбензиненные сырые нефти, включая тяжелые сырые нефти, масла пиролиза, высокипящие синтетические масла, рецикловые масла и дистилляты с установки каталитического крекинга (например, флюидного каталитического крекинга или FCC). Свежие компоненты тяжелого углеводородного сырья могут также включать минеральные и синтетические масла (например, смолы, битум, каменноугольные масла, горючие сланцы, продукты битуминозного песка и т.д.) и их фракции.
Любой из упомянутых выше свежих компонентов сырья или сочетания компонентов можно подвергать гидроочистке до введения в реактор гидрокрекинга или реакционную зону для удаления, например, соединений серы и/или азота в такой степени, чтобы свежий компонент сырья характеризовался общим содержанием серы и азота ниже, например, 500 ч/млн масс. и 100 ч/млн масс. соответственно. Гидроочистку можно осуществлять в отдельном реакторе гидроочистки или в том же реакторе, что используется для гидрокрекинга, например размещением слоя катализатора гидроочистки до катализатора гидрокрекинга.
Характерное исходное тяжелое углеводородное сырье представляет собой сочетание свежего компонента сырья VGO или преимущественно VGO (например, обычно, по меньшей мере 50%, а часто, по меньшей мере, 75% масс. VGO) и рецикловой доли потока, выходящего с установки гидрокрекинга. Вне зависимости от конкретных компонентов, которые составляют исходное тяжелое углеводородное сырье, данный поток обычно содержит, по меньшей мере, 50%, а часто, по меньшей мере, 75% масс. углеводородов, кипящих при температурах выше начальной температуры кипения требуемых полупродуктов базовых компонентов смазочных масел. Начальная температура кипения исходного тяжелого углеводородного сырья, как правило, составляет, по меньшей мере, 288°С (550°F), а часто, по меньшей мере, 343°С (650°F). Следовательно, демонстрационные источники тяжелого углеводородного сырья обычно включают углеводороды, кипящие выше 288°С (550°F), и, как правило, содержат, по меньшей мере, 25%, обычно, по меньшей мере, 35%, а часто, по меньшей мере, 50% масс. углеводородов, выкипающих в пределах от 316°С (600°F) до 538°С (1000°F).
Исходное тяжелое углеводородное сырье обычно содержит органические соединения азота и органические соединения серы. Общее содержание серы, в значительной мере представленной органическими соединениями серы, такими как алкилбензотиофены, как правило, находится в пределах от 0,1% до 7%, обычно от 0,2% до 5%, а часто от 0,5% до 3% масс. общей серы. Исходное тяжелое углеводородное сырье также содержит, как правило, от 100 ч/млн до 2%, а обычно от 100 ч/млн до 2000 ч/млн масс. общего азота, в значительной мере представленного органическими соединениями азота, такими как неосновные ароматические соединения, включая карбазолы. Содержание металлических загрязнителей (например, никеля, железа и ванадия) тяжелого углеводородного сырья, как правило, составляет от 0,1 ч/млн до 20 ч/млн масс. и углеродный остаток по Конрадсону обычно составляет от 0,1% до 5% масс. Плотность в градусах API, как правило, находится в пределах от -5° до 35°. Кроме того, тяжелое углеводородное сырье обычно содержит асфальтены, которые представляют собой поликонденсированные ароматические соединения, содержащие гетероатомы кислорода, азота и серы, а также тяжелые металлы, такие как никель и ванадий.
Как обсуждалось выше, к настоящему моменту неожиданно выяснилось, что гидрокрекинг можно осуществлять в таких условиях и в присутствии таких катализаторов, которые обеспечивают не только значительное понижение молекулярной массы компонентов потока, выходящего с установки гидрокрекинга, но также способствуют и гидроизомеризации высококипящей фракции данного выходящего потока, часть которой обычно возвращают в реактор гидрокрекинга, а другую часть используют, необязательно, после дополнительных стадий обработки, которые могут включать гидроочистку, в качестве полупродукта базовых компонентов смазочных масел. Конкретно, в зависимости от степени превращения тяжелого углеводородного сырья в один или несколько продуктов с более низкой молекулярной массой (например, нафту и дизельное топливо), которые можно выделить из потока, выходящего с установки гидрокрекинга, в отдельные потоки продуктов при помощи одного или нескольких одностадийных (испарение) или многостадийных (дистилляция) процессов выделения в секции выделения продуктов ниже по ходу потока, как правило, по меньшей мере, 40% (например, от 50% до 90%), обычно, по меньшей мере, 55% (например, от 60% до 85%), а часто, по меньшей мере, 70% (например, от 70% до 80%) объема углеводородов в потоке, выходящем с установки гидрокрекинга, отнесенного к объему исходного тяжелого углеводородного сырья, кипят при температуре ниже 382°С (720°F) (граничная температура или граница кипения фракций) и, следовательно, превращаются в углеводороды, кипящие в пределах дизельной фракции, или более легкие. Следовательно, "общая конверсия объема жидкости за проход" (в расчете на объемные скорости потока исходного тяжелого углеводородного сырья и выделенной фракции с более низкими температурами кипения, с температурой конца дистилляции ниже данной граничной температуры), как правило, характеризуется данными значениями или находится в пределах, указанных выше.
Специалисты в данной области техники понимают, что значения конверсии гидрокрекинга для любого данного тяжелого углеводородного сырья и каталитической системы можно изменять регулированием переменных характеристик процесса, а конкретно, средней температуры слоя катализатора и/или времени пребывания в реакторе (или объемной скорости по жидкости, LHSV). В зависимости от степени гидроизомеризации выделенной высококипящей фракции (с начальной температурой кипения выше данной граничной температуры) потока, выходящего с установки гидрокрекинга, температура застывания данного не превращенного масла (при любых характерных значениях конверсии, указанных выше) составляет, как правило, не выше 18°С (65°F), обычно не выше 10°С (50°F), а часто не выше -1°С (30°F).
По сравнению с традиционными способами гидрокрекингапонижение температуры застывания не превращенного масла, выделенного из выходящего потока установки гидрокрекинга в виде высококипящей фракции, является результатом действия катализатора и используемых условий гидрокрекинга, которые одновременно промотируют в значительной степени гидроизомеризацию (т.е. превращение прямоцепных парафинов в разветвленные парафины) в реакторе гидрокрекинга или реакционной зоне, наряду с понижением молекулярной массы тяжелого углеводородного сырья, как обсуждалось выше. Гидрокрекинг тяжелого углеводородного сырья, как описано выше, обычно осуществляют в присутствии катализатора гидрокрекинга и водорода.
Типичные условия гидрокрекинга включают среднюю температуру слоя катализатора гидрокрекинга, составляющую от 260°С (500°F) до 593°С (1100°F), часто от 316°С (600°F) до 454°С (850°F); парциальное давление водорода, составляющее от 3,5 МПа (500 фунт/кв. дюйм) до 21 МПа (3000 фунт/кв. дюйм), часто от 8,3 МПа (1200 фунт/кв. дюйм) до 17,2 МПа (2500 фунт/кв. дюйм); LHSV, составляющую от 0,1 ч-1 до 30 ч-1, часто от 0,5 ч-1 до 3 ч-1; и скорость циркуляции водорода, составляющую от 2000 стандартных кубических футов на баррель (337 нормальных м3/м3) до 25000 стандартных кубических футов на баррель (4200 нормальных м3/м3), часто от 4000 стандартных кубических футов на баррель (692 нормальных м3/м3) до 15000 стандартных кубических футов на баррель (2530 нормальных м3/м3).
Подходящие катализаторы для использования в слое катализатора гидрокрекинга или зоне получения потока, выходящего с установки гидрокрекинга, как описано выше, включают катализаторы, содержащие металл, выбранный из группы, состоящей из железа, никеля, кобальта, вольфрама, молибдена, ванадия, рутения и их смесей, осажденных на цеолите. Типичные цеолиты для носителей катализаторов гидрокрекинга, в случае которых, как описано здесь, можно получить предпочтительные результаты, включают бета-цеолит, цеолит Y и цеолит MFI. Структуры цеолита Y и цеолита MFI описаны и дополнительные ссылки приведены в атласе Meier, W. M, et al., Atlas of Zeolite Structure Types, 4th Ed., Elsevier: Boston (1996).
Бета-цеолит является иллюстративным материалом для носителя катализаторов гидрокрекинга, используемых в способах, описанных здесь. Бета-цеолит хорошо известен в данной области техники как компонент катализаторов гидрокрекинга и описан, например, в патенте США 3308069 и документе US Re №28341, которые включены сюда в связи с описанием данного материала. Бета-цеолит, который используют в способе, раскрытом здесь, характеризуется мольным отношением диоксид кремния: оксид алюминия (SiO2:Al2O3) менее чем 30:1, в одном из вариантов осуществления изобретения; менее чем 25:1, в другом варианте осуществления; более чем 9:1 и менее чем 30:1, еще в одном варианте; более чем 9:1 и менее чем 25:1, в четвертом варианте; более чем 20:1 и менее чем 30:1, в пятом варианте, и более чем 15:1, и менее чем 25:1, в шестом варианте осуществления изобретения.
Бета-цеолит обычно синтезируют из реакционной смеси, содержащей темплат. Использование темплатов для синтеза бета-цеолита хорошо известно в данной области техники. Например, в патенте США 3308069 и документе US Re №28341 описано использование гидроксида тетраэтиламмония, а в патенте США 5139759, который включен сюда ссылкой, описано использование иона тетраэтиламмония, полученного из соответствующего галогенида тетраэтиламмония. Считается, что выбор конкретного темплата не является критическим моментом для успешного осуществления способа гидрокрекинга, раскрытого здесь. В одном из вариантов осуществления изобретения бета-цеолит прокаливают на воздухе при температуре от 500°С (932°F) до 700°С (1292°F) в течение периода времени, достаточного для удаления темплата из бета-цеолита. Прокалку с целью удаления темплата можно осуществлять до или после объединения бета-цеолита с носителем и/или гидрирующим компонентом. Хотя предполагают, что темплат можно удалять при температурах прокалки выше 700°С (1292°F), очень высокие температуры прокалки могут приводить к значительному уменьшению SF6 адсорбционной емкости бета-цеолита. По этой причине полагают, что при получении бета-цеолита следует избегать температур прокалки выше 750°С (1382°F) для удаления темплата. Предпочтительно, чтобы SF6 адсорбционная емкость бета-цеолита составляла, по меньшей мере, 28% масс.
Для использования в составе катализаторов гидрокрекинга известны цеолиты, подвергнутые гидротермальной обработке. Тем не менее обработка паром является относительно грубым приемом. В случае любого данного цеолита обработка паром приводит к снижению кислотности цеолита. При использовании цеолита, обработанного паром, в качестве катализатора гидрокрекинга очевидным результатом является то, что общий выход дистиллята увеличивается, но и выход LPG, и активность катализатора снижаются. Данное очевидное соотношение между выходом дистиллята, с одной стороны, и выходом LPG и активностью катализатора, с другой стороны, означает, что для достижения высокой активности и высоких выходов продукта LPG, цеолит не следует подвергать обработке паром, хотя это и снижает выходы дистиллятных продуктов. Данное очевидное соотношение между общими выходами и активностью катализатора необходимо принимать во внимание, и оно ограничивает усовершенствование системы, которое может быть достигнуто при обработке цеолита паром.
В способах гидрокрекинга, раскрытых здесь, можно применять катализаторы, содержащие относительно малые количества бета-цеолита, характеризующегося относительно низким мольным отношением диоксид кремния:оксид алюминия и относительно высокой SF6 адсорбционной емкостью. Было обнаружено, что достигаются отличающиеся показатели при включении такого бета-цеолита в катализаторы гидрокрекинга для данного способа. Повышается не только активность катализатора гидрокрекинга по сравнению с активностью катализаторов, содержащих обработанный паром бета-цеолит, но неожиданно возрастает и выход продукта.
Катализатор гидрокрекинга характеризуется размером и формой, которые, как правило, аналогичны таковым у традиционных промышленных катализаторов. Его предпочтительно производят в форме цилиндрического экструдата с диаметром от 0,8-3,2 мм (1/32-1/8 дюйма). Однако можно приготовить катализатор любой другой желаемой формы, такой как сфера или гранула. Экструдат может характеризоваться формами, отличными от цилиндрической, такой как хорошо известная трехлепестковая форма или другая форма, которая обладает преимуществами с точки зрения либо уменьшенного диффузионного расстояния, либо перепада давления.
Катализатор гидрокрекинга может содержать ряд нецеолитных материалов, которые могут оказывать благоприятное воздействие на прочность частицы, стоимость, пористость и показатели работы. Следовательно, другие компоненты катализатора вносят положительный вклад в катализатор в целом, даже если не являются необходимыми как компоненты, активные в крекинге. Упомянутые другие компоненты являются частью носителя катализатора. Некоторые традиционные компоненты носителя, такие как алюмосиликат, обычно вносят вклад в крекирующую способность катализатора. В одном из вариантов осуществления изобретения катализатор раскрытых здесь способов содержит заданное количество, менее 15 процентов масс. бета-цеолита в расчете на массу бета-цеолита и других компонентов носителя, объединенных на нелетучей основе. Нелетучая основа относится к массе бета-цеолита и носителя, определенной после нагревания каждого из них при 500°С (932°F) для удаления всех летучих веществ. В расчете на массу бета-цеолита и других компонентов носителя, объединенных на нелетучей основе, содержание цеолита в катализаторе, используемом в раскрытом здесь способе представляет собой заданную величину менее 3% масс. в другом варианте осуществления изобретения, менее 2% масс. в третьем варианте, менее 1,5% масс. в четвертом варианте, менее 1% масс. в пятом варианте, менее 0,5% масс. в шестом варианте и от 0,1 до 2% масс. в седьмом варианте осуществления. Остальная доля частицы катализатора, за исключением цеолитного компонента, может быть заполнена, главным образом, традиционными компонентами носителя катализатора гидрокрекинга, такими как оксид алюминия и/или алюмосиликат. Присутствие алюмосиликата помогает в достижении требуемых эксплуатационных характеристик катализатора. В одном из вариантов осуществления изобретения катализатор содержит, по меньшей мере, 25% масс. оксида алюминия и, по меньшей мере, 25% масс. алюмосиликата от массы катализатора. В другом варианте осуществления изобретения содержание алюмосиликата в катализаторе составляет выше 40% масс., а содержание оксида алюминия составляет выше 35% масс., обе величины приведены в расчете на массу катализатора. Однако оксид алюминия, как полагают, действует только как связующее и не является активным крекирующим компонентом. Носитель катализатора может содержать свыше 50% масс. алюмосиликата или свыше 50% масс. оксида алюминия от общей массы носителя. В характерном варианте осуществления изобретения используют приблизительно равные количества алюмосиликата и оксида алюминия. Другие неорганические тугоплавкие материалы, которые можно использовать в качестве носителя в дополнение к алюмосиликату и оксиду алюминия, включают, например, диоксид кремния, диоксид циркония, диоксид титана, оксид бора и смесь диоксида циркония с оксидом алюминия. Данные материалы носителя, упомянутые выше, можно использовать отдельно или в любом сочетании.
Кроме бета-цеолита и других компонентов носителя катализатор гидрокрекинга может содержать металлический гидрирующий компонент. Гидрирующий компонент предпочтительно предусматривается в виде одного или нескольких основных металлов, равномерно распределенных в частице катализатора. Можно использовать благородные металлы, такие как платина и палладий, но лучшие результаты были получены при сочетании двух базовых металлов. В особенности либо никель, либо кобальт хорошо сочетаются с вольфрамом или молибденом соответственно. Предпочтительная композиция металлического гидрирующего компонента включает и никель, и вольфрам, причем массовое количество элементарного вольфрама в 2-3 раза больше количества никеля. Количество никеля или кобальта предпочтительно составляет от 2 до 8 процентов масс. от массы готового катализатора. Количество вольфрама или молибдена предпочтительно составляет от 8 до 22 процентов масс. от массы готового катализатора. Общее количество базового металлического гидрирующего компонента составляет от 10 до 30 процентов масс.
Катализатор гидрокрекинга можно приготовить при использовании стандартных промышленных методик. Очень обобщенно это можно свести к смешиванию бета-цеолита с другими неорганическими оксидными компонентами и жидкостями, такими как вода или слабая кислота, с целью формирования пригодной для экструзии густой массы с последующим продавливанием через многоканальную фильеру. Экструдат собирают и прокаливают предпочтительно при высокой температуре для придания ему прочности. Экструдированные частицы затем сортируют по размерам просеиванием и добавляют гидрирующие компоненты посредством пропитки погружением или широко известной методики пропитки по влагоемкости. В случае, если катализатор содержит в составе гидрирующего компонента два металла, их можно добавлять последовательно или одновременно. Частицы катализатора можно прокаливать между стадиями добавления металлов, а также после их добавления. Готовый катализатор должен характеризоваться площадью поверхности от 300 до 550 м2/г и средней объемной плотностью (ABD) от 0,9 до 0,96 г/см3.
Катализатор гидрокрекинга можно использовать в вариантах процесса, которые называют в данной области техники одностадийной и двухстадийной технологическими схемами, с предварительной гидроочисткой или без нее. Данные термины используют, как определено и пояснено в книге Hydrocracking Science and Technology, by Julius Scherzer and A. J. Gruia published in 1996 by Marcel Dekker, Inc., New York, ISBN 0-8247-9760-4, особенно на страницах 174-183 и чертежах 10.2, 10.3 и 10.4. В двухстадийном способе катализатор гидрокрекинга можно использовать или на первой, или на второй стадии. Данному катализатору может предшествовать катализатор гидроочистки в отдельном реакторе, или катализатор гидрокрекинга можно загрузить в тот же реактор, что и катализатор гидроочистки или другой катализатор гидрокрекинга (например, при последовательном размещении). Обработку в присутствии предшествующего катализатора гидроочистки можно применять как стадию предварительной обработки сырья или для гидроочистки не превращенных рецикловых веществ. Катализатор гидроочистки можно использовать для конкретной цели гидроочистки полиядерных ароматических (PNA) соединений для промотирования их превращения в последующем слое (слоях) катализатора гидрокрекинга. Катализатор гидрокрекинга можно также использовать в сочетании со вторым, другим катализатором, таким как катализатор на основе цеолита Y или катализатор, содержащий главным образом аморфные крекирующие компоненты.
Катализатор гидрокрекинга может также содержать цеолит Y. Подразумевается, что термин "цеолит Y", используемый здесь, распространяется на все кристаллические цеолиты, характеризующиеся типичной порошковой дифракционной рентгенограммой, приведенной в патенте США 3130007, или модифицированный цеолит Y, характеризующийся порошковой дифракционной рентгенограммой, аналогичной описанной в патенте США 3130007, но со смещенным до некоторой степени периодом d решетки, что обусловлено, как понимают специалисты в данной области техники, катионными обменами, прокалками и т.д., которые в целом необходимы для превращения цеолита Y в каталитически активную и стабильную форму.
В способе, описанном здесь, можно использовать в качестве катализатора гидрокрекинга цеолит Y, характеризующийся или одним, или обоими из двух свойств, упомянутых выше, причем такие цеолиты Y являются модифицированными цеолитами Y, в отличие от цеолита Y, о котором сообщалось в патенте США 3130007. Используемый здесь размер элементарной ячейки означает размер элементарной ячейки, определенный по порошковой рентгенограмме. Предпочтительно, количество цеолита Y в катализаторе гидрокрекинга меньше количества бета-цеолита, и предпочтительно, катализатор содержащий цеолит Y, используют на стадии, в условиях которой достигается относительно высокая конверсия за проход, например выше 70% или выше 90%, с образованием углеводородов, выкипающих в пределах кипения дизельной фракции, и более легких. Предпочтительный цеолит Y получают четырехстадийной процедурой, о которой сообщалось в патенте США 5350501 и которая включена сюда ссылкой. Цеолит Y, полученный четырехстадийной процедурой в патенте США 5350501, является цеолитом UHP-Y, ультрагидрофобным цеолитом Y, как определено в патенте США 5350501. Предпочтительный цеолит UHP-Y, описанный в патенте США 5350501, представляет собой цеолит LZ-10, который является подходящим для катализатора гидрокрекинга цеолитом Y. Кроме того, подходящие для катализатора гидрокрекинга цеолиты Y включают цеолиты, полученные способом, описанным в патенте США 5350501, за исключением изменения условий прокалки на четвертой стадии обработки в патенте США 5350501 таким образом, чтобы обеспечивать получение цеолита с размером элементарной ячейки меньше 24,36 ангстрем. Четвертая стадия обработки в патенте США 5350501 включает прокалку цеолита, полученного на третьей стадии обработки, в присутствии достаточного количества паров воды (в атмосфере, состоящей в основном из пара или состоящей из пара), такую, что обеспечивает получение цеолита с размером элементарной ячейки меньше 24,40, и наиболее предпочтительно, не более 24,35 ангстрем, и относительно низкой сорбционной емкостью по парам воды. Кроме того, подходящие для катализатора гидрокрекинга цеолиты Y включают цеолиты Y, которые получают в результате кислотной промывки цеолитов Y, приготовленных способом, описанным в патенте США 5350501, или в результате кислотной промывки цеолитов Y, приготовленных способом, описанным в патенте США 5350501 и включающим измененную четвертую стадию обработки. В результате такой кислотной промывки из цеолита Y удаляется внекаркасный алюминий и ее можно осуществить способами, известными обычным специалистам в данной области техники.
Несмотря на то, что известно, что обработка паром цеолита, такого как бета-цеолит, вызывает изменения в существующей кристаллической структуре, возможности современной аналитической техники не позволили точно контролировать и/или характеризовать данные изменения на уровне важных структурных элементов цеолита.
Ситуация еще более усложняется в случае бета-цеолита по сравнению с цеолитом Y, поскольку в бета-цеолите содержится девять различных видов тетраэдрических алюминиевых центров и только один - в цеолите Y. Вместо этого в качестве индикаторов происходящих изменений, а также степени данных изменений используют измерения различных физических свойств цеолита, таких как площадь поверхности. Например, предполагается, что снижение адсорбционной емкости цеолита по гексафториду (SF6) после обработки паром происходит вследствие уменьшения кристалличности цеолита или размера микропор или доступности микропор цеолита. Данный результат измерений коррелирует с изменениями в цеолите, которые могут быть нежелательными, и следовательно, SF6 адсорбционная емкость катализаторов гидрокрекинга, используемых в способах, раскрытых здесь, предпочтительно является относительно высокой. В одном из вариантов осуществления способов гидрокрекинга, раскрытых здесь, SF6 адсорбционная емкость бета-цеолита, используемого в катализаторе гидрокрекинга, независимо от того, был ли он подвергнут обработке паром или нет, составляет, по меньшей мере, 28% масс. (например, от 30% до 50% масс.).
Хотя в одном из вариантов осуществления способа, раскрытого здесь, бета-цеолит не подвергался обработке паром, в других вариантах осуществления бета-цеолит могли подвергать мягкой, относительно традиционных способов, применяемых в данной области техники, обработке паром. Было обнаружено, что в надлежащих условиях и при соответствующей длительности обработка бета-цеолита паром обеспечивает получение катализатора, который можно использовать в способах гидрокрекинга с достижением предпочтительных результатов, описанных здесь. Как упомянуто ранее, существует очевидное соотношение между общим выходом дистиллята, с одной стороны, и выходом LPG и активностью катализатора, с другой стороны, которое ограничивает совершенствование системы, осуществление которого доступно при обработке паром.
Обработку бета-цеолита паром можно успешно осуществлять различными способами, при этом способ, который реально используется в промышленности, часто сильно зависит и, возможно, определяется типом и производительностью доступного оборудования. Обработку паром можно осуществлять в случае цеолита, удерживаемого в виде неподвижной массы, или цеолита, перемещаемого лентой конвейера или перемешиваемого во вращающейся печи. Важными факторами являются одинаковая обработка всех частиц цеолита при соответствующих условиях, продолжительности, температуре и концентрации пара. Например, цеолит не следует размещать таким образом, чтобы имелась значительная разница между количеством пара, контактирующего с поверхностью и внутренней областью цеолитной массы. В одном из вариантов осуществления изобретения бета-цеолит обрабатывают паром в атмосфере, содержащей острый пар, проходящий через оборудование, обеспечивающее низкую концентрацию пара. Это можно описать как пребывание в атмосфере с заданной концентрацией пара менее 50% мол. Концентрации пара могут находиться в пределах от 1 до 20% мол. в одном из вариантов осуществления изобретения и от 5 до 10% мол. в другом варианте, причем мелкомасштабные лабораторные операции распространяются в область более высоких концентраций. В одном из вариантов осуществления изобретения обработку паром осуществляют в течение периода времени, равного 2 часам или меньшего, или в другом варианте в течение периода времени от 1 до 2 часов, в любом из данных вариантов при температуре, равной 600°С (1112°F) или меньшей, при атмосферном давлении и заданном содержании пара, равном 5% мол. или меньше. Еще в одном варианте осуществления изобретения обработку паром осуществляют в течение периода времени, равного 2 часам или меньшего, при температуре, равной 650°C (1202°F) или меньшей, при атмосферном давлении и заданном содержании пара, равном 10% мол. или меньше. Величины содержания пара определяют в расчете на массу паров, контактирующих с бета-цеолитом. Обработка паром при температурах выше 650°С (1202°F), оказывается, приводит к получению цеолита, который невозможно применять в способе, раскрытом здесь, поскольку SF6 адсорбционная емкость полученного бета-цеолита является слишком низкой. Можно использовать температуры ниже 650°С (1202°F), причем характерные температуры обработки паром составляют от 600°С (1112°F) до 650°С (1202°F) в одном из вариантов осуществления и ниже 600°С (1112°F) в другом варианте. Для достижения хороших результатов можно использовать период времени от 1/2 до 2 часов в одном из вариантов осуществления и от 1 до 1 1/2 часов в другом варианте. Обычно имеет место взаимная зависимость между временем и температурой обработки паром, причем повышение температуры приводит к сокращению требуемого времени. В конкретном варианте способ проведения обработки паром в промышленном масштабе осуществляется при помощи вращающейся печи, в которую пар вводят со скоростью, достаточной для поддержания атмосферы с концентрацией пара 10% мол.
В одном из вариантов выполнения изобретения бета-цеолит, используемый в составе катализаторов гидрокрекинга, описанных здесь, не обрабатывают кислотным раствором для осуществления деалюминирования. В этой связи следует отметить, что практически весь сырой (синтезированный) цеолит подвергают обработке кислотой с целью уменьшения концентрации натрия, который остается после синтеза. Данную стадию процесса получения цеолита не рассматривают как часть обработки полученного цеолита, описанного здесь. В одном из вариантов выполнения изобретения цеолит подвергают обработке кислотой в ходе процессов обработки и получения катализатора только при осуществлении дополнительных технологических операций, таких как пептизация, при формировании или пропитке металлами. Еще в одном варианте выполнения изобретения цеолит не промывают кислотой после процедуры обработки паром, например, для удаления "останков" алюминия из пор.
В лабораторном масштабе демонстрационную процедуру обработки паром осуществляют с цеолитом, помещенным в кварцевую трубку (например, диаметром 6,4 см (2½ дюйма)), находящуюся в печи. Температуру печи медленно повышают при помощи контроллера. После того, как температура цеолита достигает 150°С (302°F), в нижнюю часть кварцевой трубки подают пар, генерируемый из находящейся в колбе деионизированной воды, и пропускают его вверх. Для достижения требуемого содержания пара в трубку можно пропускать другой газ. Колбу пополняют водой по мере необходимости. В демонстрационной процедуре промежуток времени между началом подачи пара и достижением цеолитом температуры 600°С (1112°F) составляет один час. В конце периода подачи пара температуру печи можно снизить переустановкой контроллера на 20°С (68°F). Печи дают остыть до 400°С (752°F) (например, за 2 часа), после чего прекращают пропускание потока пара в кварцевую трубку. Образец извлекают из печи при 100°С (212°F) и помещают в лабораторную печь, выдерживаемую в течение ночи при 110°С (230°F), в режиме продувки воздухом.
Бета-цеолит, используемый в составе катализаторов гидрокрекинга, описанных здесь, можно также характеризовать с точки зрения адсорбции SF6. Это является общепринятой методикой определения характеристик микропористых материалов, таких как цеолиты. Она аналогична другим измерениям адсорбционной емкости, например по влагоемкости, тем, что при этом используют разность масс для определения количества SF6, адсорбируемого образцом, который подвергали предварительной обработке для достижения состояния, практически свободного от адсорбата. SF6 используют в данном испытании вследствие того, что размер и форма данной молекулы препятствует ее проникновению в поры с диаметром меньше 6 ангстрем. Таким образом, данную методику можно использовать в рамках единого измерения для определения уменьшения размера устьев доступных пор и диаметра пор, что является, в свою очередь, мерой воздействия на цеолит обработки паром. В упрощенном описании данного способа, предпочтительно, образец предварительно сушат в вакууме при 350°С (662°F) и взвешивают. Затем его подвергают обработке SF6 в течение одного часа, при этом температуру образца поддерживают равной 20°С (68°F). Давление паров SF6 поддерживают при этом соответствующим жидкому состоянию SF6, равным 400 торр (53,3 кПа). Образец снова взвешивают для определения количества адсорбированного SF6. Для облегчения процедуры образец можно оставлять на чашке весов.
В любом массовом производственном процессе, включающем такие способы, как обработка паром и нагревание, имеется вероятность того, что отдельные частицы будут подвергнуты различной степени обработки. Например, частицы на дне штабеля, движущегося вместе с лентой транспортера, могут не подвергаться воздействию той же атмосферы или температуры, что и частицы, которые покрывают верх штабеля. Данный фактор должен учитываться в ходе производства, а также при анализе и испытании готового продукта. Следовательно, рекомендуется, чтобы при испытаниях любые измерения выполняли на образце, составленном из большого числа произвольно взятых индивидуальных гранул катализатора, во избежание введения в заблуждение измерениями, проведенными на нерепрезентативном образце. Например, измерение адсорбционной емкости, выполненное при использовании нескольких гранул, дает представление о средних адсорбционных характеристиках всех гранул и не показывает, соответствует ли критериям адсорбции любая отдельно взятая частица. Среднее значение адсорбционных характеристик может соответствовать данному описанию, в то время как индивидуальные частицы, в случае больших различий от частицы к частице, по своим свойствам находятся за рамками данного описания.
В слое катализатора гидрокрекинга или реакционной зоне тяжелое углеводородное сырье подвергается контактированию с описанным выше катализатором гидрокрекинга для получения потока, выходящего с установки гидрокрекинга. Обычно тяжелое углеводородное сырье объединяют с водородсодержащим газовым потоком до контактирования с катализатором гидрокрекинга. Наиболее часто данный водородсодержащий газовый поток является объединенным рецикловым водородсодержащим газовым потоком, который в целом представляет собой сочетание (i) обогащенного водородом газового потока, отделенного в процессе последующей газожидкостной сепарации (например, в сепараторе высокого давления), и (ii) относительно небольшого количества потока свежего подпиточного водорода, добавляемого для восполнения количества водорода, израсходованного в реакциях гидрокрекинга, а также потерь процесса в виде растворенного водорода.
Следовательно, способы изобретения в общем смысле относятся к гидрокрекингу углеводородных потоков, обычно используемых как источники сырья установки гидрокрекинга (например, газойли, такие как прямогонный газойль или VGO) в процессах нефтепереработки, в которых поток, выходящий с установки гидрокрекинга, разделяют на одну или несколько низкокипящих фракций в виде продуктов (например, нафты и дизельного топлива) и высококипящую фракцию в виде не превращенного масла. Процессы разделения в целом осуществляют при использовании одной или нескольких операций испарения и/или дистилляции, в зависимости от конкретного тяжелого углеводородного сырья и потоков требуемых продуктов. В характерном варианте осуществления изобретения не превращенное масло получают в виде кубовой фракции на стадии выделения, включающей однократное испарение потока, выходящего с установки гидрокрекинга (необязательно, после отделения обогащенного водородом газового потока, описанного выше), в то время как фракцию, отходящую из верхней части колонны и содержащую превращенные (или крекированные) углеводороды с более низкой молекулярной массой, направляют далее на фракционирование с целью выделения потоков продуктов, обычно более ценных, чем не превращенное масло. Как описано в упомянутом выше патенте США US 6432297, однократное испарение можно осуществлять отгонкой легких фракций, например, с использованием водородсодержащего газового потока. Условия, используемые для выделения не превращенного масла, определяют его состав и начальную температуру кипения.
Следовательно, превращенную углеводородную фракцию выделяют в виде относительно низкокипящей фракции (например, по меньшей мере, по температуре конца перегонки) потока, выходящего с установки гидрокрекинга. Данное выделение можно выполнять, например, после отделения обогащенного водородом газового потока, описанного выше, а можно после отделения других рецикловых компонентов газа и/или после других стадий удаления легких или тяжелых фракций. В результате дистилляции превращенной углеводородной фракции, следовательно, можно получить в качестве продуктов нафту и дизельное топливо. В зависимости от потребностей в продуктах, которые определяют условия фракционирования, конечную температуру дистилляции потока продукта, содержащего нафту, можно варьировать. Например, поток продукта, содержащий относительно легкую нафту, можно отделить от превращенной углеводородной фракции, при этом данный продукт характеризуется конечной температурой дистилляции 149°С (300°F) (например, фракция от 132°С (270°F) до 160°С (320°F)). Согласно другим вариантам осуществления изобретения можно отделить поток продукта, содержащий относительно тяжелую нафту, характеризующуюся конечной температурой дистилляции 204°С (400°F) (например, фракция от 193°С (380°F) до 216°С (420°F)). Саму нафту можно подвергнуть фракционированию с получением одной или нескольких фракций нафты, например, легкой нафты, бензина и тяжелой нафты, причем характерные конечные температуры дистилляции находятся в пределах от 132°С (270°F) до 160°С (320°F), от 168°С (335°F) до 191°С (375°F) и от 193°С (380°F) до 216°С (420°F) соответственно. В любой нафте или ее фракции, характеризующейся обсужденной выше конечной температурой дистилляции, начальная температура кипения типичной "головной фракции" или начальная температура кипения составляет 85°С (185°F) (например, фракция от 70°С (158°F) до 100°С (212°F)). Согласно характерным вариантам осуществления изобретения выход нафты (характеризующейся начальной и/или конечной температурой дистилляции, находящейся в описанных выше пределах) составляет в целом, по меньшей мере, 15% об. (например, от 20% до 50% об.), а обычно, по меньшей мере, 25% об. (например, от 30% до 45% об.) в расчете на поток, выходящий с установки гидрокрекинга.
В высококипящей фракции обычно желательно отделять от потока, выходящего с установки гидрокрекинга, углеводороды, которые кипят при температурах, выше характерных пределов кипения углеводородов дизельной фракции. Поэтому не превращенное масло в большинстве случаев характеризуется начальной температурой кипения (или "головной фракцией"), по меньшей мере, 288°С (550°F), типично, по меньшей мере, 316°С (600°F), а часто, по меньшей мере, 343°С (650°F). Как обсуждалось выше, во многих случаях данная высококипящая фракция представляет меньшую часть (например, менее 45% об.) потока, выходящего с установки гидрокрекинга, что обусловлено значительным объемом реакций крекинга, протекающих в реакторе гидрокрекинга или реакционной зоне с образованием продуктов более низкой молекулярной массы. Конечная температура дистилляции не превращенного масла, как правило, близка к соответствующей температуре VGO, особенно в случаях, если VGO используют в качестве основной составляющей или всего свежего компонента сырья. Поэтому обычно не превращенное масло характеризуется конечной температурой дистилляции не выше 593°С (1100°F) (например, в пределах от 510°С (950°F) до 593°С (1100°F)), а часто не выше 566°С (1050°F).
Не превращенное масло отделяют в виде высококипящего компонента (по меньшей мере, по его начальной температуре кипения) общего потока, выходящего с установки гидрокрекинга, от данного выходящего потока, необязательно, после отделения обогащенного водородом газового потока (например, в сепараторе высокого давления). Не превращенное масло содержит существенное количество углеводородов, подходящих для полупродукта базовых компонентов смазочных масел, а конкретно, насыщенных и изомеризованных (разветвленных) углеводородов. Пониженное содержание серы, азота и металлов в не превращенном масле по сравнению и со свежим сырьем установки гидрокрекинга, и с объединенным тяжелым углеводородным сырьем также является благоприятным для полупродукта базовых компонентов смазочных масел.
Следовательно, тогда как часть не превращенного масла возвращают в реактор гидрокрекинга для повышения эффективности, нерецикловую часть можно использовать в качестве полупродукта базовых компонентов смазочных масел, необязательно, после одной или нескольких стадий дополнительной обработки, таких как гидроочистка для дополнительного повышения содержания насыщенных соединений в не превращенном масле и дополнительного понижения содержания загрязняющих примесей азота и серы. Согласно некоторым вариантам осуществления изобретения нерецикловая часть составляет меньшую часть (например, от 5% до 45% масс.) не превращенного масла, тогда как в других вариантах осуществления изобретения нерецикловая часть составляет основную часть (например, по меньшей мере, от 50% до 95% масс.) не превращенного масла. Проточный процесс (т.е. без рецикла не превращенного масла) представляет еще один вариант осуществления изобретения, согласно которому можно реализовать способы гидрокрекинга. Следовательно, нерецикловая часть не превращенного масла может представлять собой все или практически все (например, больше 95%) не превращенное масло, выделяемое в виде высококипящей фракции из потока, выходящего с установки гидрокрекинга.
Предпочтительно, не превращенное масло согласно некоторым вариантам осуществления изобретения используют в качестве полупродукта базовых компонентов смазочных масел без отдельных стадий гидроизомеризации или депарафинизации, вследствие значительной степени изомеризации тяжелого углеводородного сырья, уже достигнутой в сочетании с крекингом согласно способам, описанным выше. Конкретно, не превращенное масло, выделяемое непосредственно из потока, выходящего с установки гидрокрекинга, может характеризоваться достаточно низкой температурой застывания для использования в качестве полупродукта базовых компонентов смазочных масел, без контактирования с катализатором, содержащим благородный металл (например, платину или палладий), традиционно применяемый для понижения температуры застывания.
Стадия гидроочистки, при ее использовании, как описано выше, включает контактирование нерецикловой части не превращенного масла с катализатором гидроочистки в реакторе умеренной или реакционной зоне. Конкретно, по меньшей мере, часть, а обычно всю нерецикловую долю не превращенного масла, необязательно, в сочетании с другим углеводородным потоком, для которого гидроочистка также может быть эффективна, подвергают контактированию с катализатором гидроочистки в качестве сырья для реактора гидроочистки с целью получения полупродукта базовых компонентов смазочных масел. Поэтому полупродукт базовых компонентов смазочных масел может содержать, по меньшей мере, часть нерецикловой части не превращенного масла после осуществления гидроочистки, например для снижения содержания серы. Гидроочистка в большинстве случаев включает введение в реактор гидроочистки или реакционной зоны отдельного водородсодержащего газового потока, который может содержать обогащенный водородом газовый поток или объединенный рецикловый газовый поток, полученный при гидрокрекинге, как описано выше.
Гидроочистку, как правило, осуществляют в присутствии катализатора гидроочистки при средней температуре слоя от 288°С (550°F) до 454°С (850°F), парциальном давлении водорода от 6,2 МПа (800 фунт/кв. дюйм) до 17,2 МПа (2500 фунт/кв. дюйм) и объемной скорости по жидкости (LHSV) от 0,5 ч-1 до 3 ч-1. Подходящие катализаторы гидроочистки обычно содержат металл, выбранный из группы, состоящей из платины, палладия, никеля, кобальта, вольфрама, молибдена и их смесей, на тугоплавком неорганическом оксидном носителе. Катализатор гидроочистки может быть тем же, что и катализатор гидрокрекинга, или иным. Гидроочистка, по меньшей мере, части нерецикловой части не превращенного масла, полученного в процессе гидрокрекинга, может приводить к дополнительному улучшению различных свойств полупродукта базовых компонентов смазочных масел, например, повышением индекса вязкости, стойкости к окислению, термостабильности и/или низкотемпературной текучести, а также снижением летучести и токсичности.
Полупродукт базовых компонентов смазочных масел, полученный по описанным выше способам, содержащим гидрокрекинг и, необязательно, гидроочистку, предпочтительно соответствует стандартам, установленным Американским институтом нефти (API) на базовые масла смазок группы II или группы III. Технические условия на масла группы II и группы III включают, по меньшей мере, 90% масс. насыщенных углеводородов и не более 300 ч/млн масс. общей серы. Согласно техническим условиям индекс вязкости (VI) для масел группы II и группы III находится в пределах (i) от 80 до менее 120 и (ii) по меньшей мере, 120 соответственно. Высокий индекс VI является важным с точки зрения стойкости смазки к "разжижению" при более высоких температурах двигателя. Полупродукт базовых компонентов смазочных масел, как правило, является прозрачным и бесцветным.
Следовательно, аспекты данного изобретения связаны с гидрокрекингом различных видов тяжелого углеводородного сырья при их одновременной гидроизомеризации. Катализатор, используемый для осуществления комбинированных реакций, можно помещать в единственный реактор. В некоторых случаях может быть желательным использование различных, с точки зрения их состава, типов катализаторов в разных слоях внутри реактора. Различные типы катализаторов можно также смешивать, например, для получения однородного смешанного слоя катализатора. Согласно другим вариантам осуществления изобретения можно использовать два или более отдельных реактора для осуществления описанных выше реакций гидрокрекинга и гидроизомеризации в зависимости от необходимости в проведении различных реакций или различных стадий данных реакций в отдельных рабочих условиях (например, общем давлении или парциальном давлении водорода) и/или необходимости в добавлении или удалении потоков (например, водорода или углеводородов) между стадиями или реакторами.
Как обсуждалось выше, конкретные аспекты изобретения связаны со способами, в которых исключают традиционную отдельную стадию гидроизомеризации выделенной относительно высококипящей фракции потока, выходящего с установки гидрокрекинга (например, нерецикловой части не превращенного масла, как описано выше). Поэтому согласно определенным вариантам осуществления изобретения не превращенное масло не подвергают ни каталитической гидроизомеризации, ни каталитической депарафинизации для понижения его температуры застывания. В качестве альтернативы согласно другим вариантам осуществления изобретения не превращенное масло не подвергают контактированию с катализатором, содержащим дорогостоящий благородный металл, например платину или палладий, для понижения его температуры застывания. В других дополнительных вариантах осуществления изобретения, в которых гидрокрекинг объединяют с гидроочисткой, как описано выше, сырье реактора гидроочистки характеризуется практически той же температурой застывания, что и нерецикловая часть не превращенного масла, отделенная от потока, выходящего с установки гидрокрекинга. Например, температуры застывания могут быть идентичными или отличаться максимум на 5°С (9°F), указывая на целесообразность исключения промежуточной стадии (например, гидроизомеризации или депарафинизации), предназначенной для существенного понижения температуры застывания сырья гидроочистки.
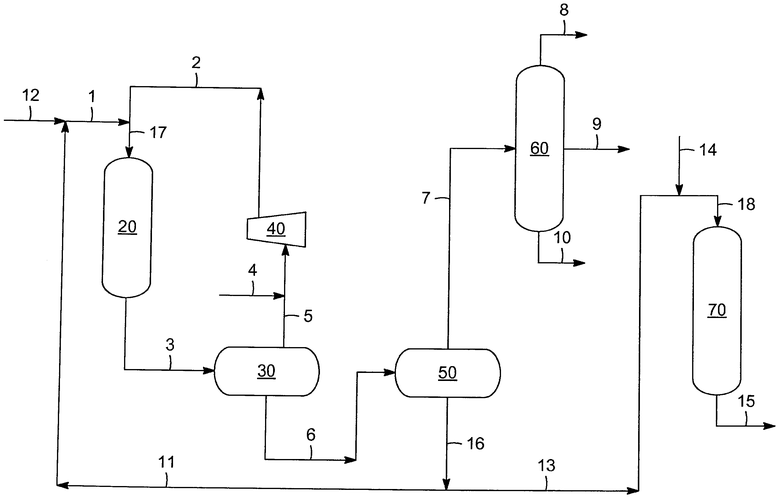
На чертеже изображена упрощенная типичная технологическая схема процесса, иллюстрирующая конкретный вариант осуществления способов, описанных выше. Подробности, включающие насосы, контрольно-измерительное оборудование, схемы теплообмена и регенерации тепла и другие позиции, не существенные для понимания изобретения, не приведены. Необходимо понимать, что данный чертеж представляет собой иллюстрацию изобретения и/или заложенных в него принципов. Как очевидно специалисту в данной области техники, обладающему знанием сведений настоящего описания, способы согласно различным другим вариантам осуществления изобретения содержат конфигурации, компоненты и рабочие параметры, определяемые, отчасти, конкретными видами исходного сырья, продуктами и техническими требованиями к качеству продуктов.
Согласно варианту воплощения, изображенному на чертеже, исходное тяжелое углеводородное сырье 1 содержит смесь (i) рецикловой части 11 не превращенного масла 16 и (ii) VGO 12 как свежего компонента сырья. Тяжелое углеводородное сырье 1 добавляют к объединенному рецикловому газовому потоку 2, который является смесью обогащенного водородом газового потока 5, полученного из сепаратора 30 высокого давления, и свежего подпиточного водородного потока 4. Как показано на схеме, и выделенный обогащенный водородом газовый поток 5, и свежий подпиточный водородный поток 4 подают на всасывание или на вход (или в качестве альтернативы подают на нагнетание или выход) рециклового компрессора 40. Объединенный сырьевой поток 17 затем подвергают контактированию с катализатором гидрокрекинга в зоне 20 гидрокрекинга. Как отмечено выше, условия и катализатор в зоне 20 гидрокрекинга являются такими, что конверсия в углеводороды с более низкими температурами кипения (например, кипящими в пределах кипения дизельной фракции и ниже), содержащиеся в потоке 3, выходящем с установки гидрокрекинга, является значительной. Кроме того, степень гидроизомеризации углеводородов, содержащихся в потоке 3, выходящем с установки гидрокрекинга, является достаточной для понижения температуры застывания высококипящей фракции или не превращенного масла 16, что также отмечено выше.
Часть потока 3, выходящего с установки гидрокрекинга, а именно жидкую часть 6 (или дегазированную часть), после отделения обогащенного водородом газового потока 5 в сепараторе 30 высокого давления, направляют на стадию 50 разделения (например, во второй сепаратор испарения или дистилляционную колонну) для получения в виде жидкого кубового продукта не превращенного масла 16 и в виде парообразного головного продукта фракции 7 превращенных углеводородов, включающей продукты, подвергнутые гидрокрекингу и содержащие ценные углеводороды с более низкой температурой кипения, которые можно разделить на такие потоки продуктов, как легкая нафта 8, бензин 9 и дизельное топливо 10 фракционированием в ректификационной колонне 60. До указанного разделения потоков продуктов фракцию 7 превращенных углеводородов со стадии 50 разделения можно подвергнуть одной или нескольким дополнительным операциям разделения, например в сепараторе низкого давления (не показан), которые обеспечивают удаление дополнительных количеств растворенного водорода, а также низших побочных углеводородов, сжиженного нефтяного газа и других легких газов, например сероводорода. Можно использовать одну или несколько дистилляционных колонн для выделения нафты, дизельного топлива и других топливных компонентов, в зависимости от вида перерабатываемого тяжелого углеводородного сырья и требуемого состояния продуктов. В некоторых случаях с использованием фракционирования может быть желательным выделение совокупности топливных компонентов, например общий продукт нафты с конечной температурой кипения 204°С (400°F) можно использовать для составления бензиновой смеси или разделять на фракции легкой нафты, бензина и тяжелой нафты иным способом.
Сепаратор 30 высокого давления, как правило, эксплуатируют практически при том же давлении, что и в зоне 20 гидрокрекинга, и температуре от 38°С (100°F) до 71°С (160°F). Обогащенным водородом газовым потоком 5 обычно обеспечивают основную часть общего количества водорода в объединенном рецикловом газовом потоке 2, причем водород, израсходованный в зоне 20 гидрокрекинга и потерянный вследствие растворения, возмещают свежим подпиточным водородным потоком 4. В некоторых случаях поток 3, выходящий с установки гидрокрекинга, подвергают контактированию с водным потоком (не показан) с целью растворения солей аммония (например, хлорида аммония), образующихся в зоне 20 гидрокрекинга и которые могут конденсироваться в виде твердых побочных продуктов на более холодных поверхностях. Данный водный поток затем удаляют из сепаратора 30 высокого давления как отдельный водный выходящий поток.
Не превращенное масло 16 разделяют на рецикловую часть 11, которую возвращают реактор 20 гидрокрекинга, и нерецикловую часть 13, которую можно использовать в качестве полупродукта базовых компонентов смазочных масел. В альтернативном варианте осуществления изобретения, представляющем проточный рабочий режим, не превращенное масло 16 не разделяют и все не превращенное масло 16 подвергают дополнительной обработке, обсуждаемой ниже в отношении нерецикловой доли 13. Как показано на чертеже, нерецикловую часть 13 подвергают контактированию со вторым водородсодержащим газовым потоком 14 (который может содержать часть обогащенного водородом газового потока 5, подпиточного водородного потока 4 и/или объединенного рециклового газового потока 2) до введения объединенного сырья 18 гидроочистки в реактор гидроочистаи или реакционную зону 70. Гидроочистка приводит к уменьшению содержания ненасыщенных углеводородов и иному облагораживанию нерецикловой доли 13, как обсуждалось выше, с целью получения продукта 15 гидроочистки, конкретно применимого в качестве полупродукта базовых компонентов смазочных масел.
В целом, аспекты изобретения предназначены для использования катализаторов гидрокрекинга и рабочих условий с целью превращения исходного тяжелого углеводородного сырья в ценные продукты, а также гидроизомеризации высококипящей фракции, которую выделяют как полупродукт базовых компонентов смазочных масел, необязательно, после стадии гидроочистки. Специалисты в данной области техники осознают преимущества способов, описанных здесь, с точки зрения возможности исключения традиционной стадии процесса, а именно отдельной стадии гидроизомеризации не превращенного масла и сопутствующего ей катализатора и оборудования, с достижением в силу этого существенной экономии средств. Следовательно, процессы, описанные здесь, могут состоять или в основном состоять из стадий гидрокрекинга и, необязательно, гидроочистки с целью получения полупродукта базовых компонентов смазочных масел, без каких-либо дополнительных существенных стадий процесса, включая гидроизомеризацию или депарафинизацию.
С точки зрения настоящего раскрытия видно, что можно извлечь некоторые другие преимущества и получить другие предпочтительные результаты. Применимость раскрытых здесь способов к любому числу процессов гидрокрекинга и особенно процессам, включающим получение полупродукта базовых компонентов смазочных масел, становится очевидной с точки зрения настоящего раскрытия. Специалисты в данной области техники, обладая сведениями, почерпнутыми из настоящего раскрытия, понимают, что в упомянутые выше способы можно вносить различные изменения в пределах объема настоящего раскрытия. Механизмы, используемые для объяснения теоретических или наблюдаемых явлений или результатов, интерпретируются только как иллюстративные и ни в коей мере не ограничивают объем прилагаемой формулы изобретения.
Следующие примеры изложены как типичные примеры настоящего изобретения. Данные примеры не следует истолковывать как ограничивающие объем изобретения, поскольку данные и другие эквивалентные варианты осуществления изобретения являются очевидными с точки зрения настоящего раскрытия и прилагаемой формулы изобретения,
Пример 1
Вакуумный газойль подвергали гидрокрекингу в присутствии (i) традиционного катализатора гидрокрекинга (катализатор А), содержащего никель и вольфрам на связанном цеолите LZ-15 и (ii) катализатора (катализатор В), содержащего данные металлы, но нанесенные на связанный бета-цеолит. Для каждого из двух испытанных катализаторов условия гидрокрекинга изменяли с целью достижения за проход 55%, 70% и 85%-ной (по объему) конверсии VGO в углеводороды, кипящие в пределах дизельной фракции, и более легкие вещества. Не превращенное масло, характеризующееся граничной температурой кипения головной фракции 382°С (720°F), затем анализировали в каждом случае и результаты данного анализа для различных значений конверсии за проход приведены ниже в таблицах:
Свойства продуктов с граничной температурой кипения >720°F (382°C)
Свойства продуктов с граничной температурой кипения >720°F (382°C)
Свойства продуктов с граничной температурой кипения >720°F (382°C)
Пример 2
Вакуумный газойль подвергали гидрокрекингу в присутствии (i) катализатора А, описанного в примере 1 и (ii) катализатора В, описанного в примере 1, и (iii) слоя с последовательным размещением катализаторов, включающего катализатор В, описаний в примере 1, и катализатор С, содержащий никель и вольфрам в различных количествах относительно катализатора В, но также нанесенный на связанный бета-цеолит. При последовательном размещении в слое катализаторов гидрокрекинга использовали соотношение 70% / 30% масс. катализатор В/катализатор С. Для испытанных слоев катализаторов условия гидрокрекинга позволяли достигать 70%-ной конверсии за проход (по объему) VGO в углеводороды, кипящие в пределах дизельной фракции, и более легкие вещества. Не превращенное масло, характеризующееся граничной температурой кипения головной фракции 382°С (720°F) затем анализировали в каждом случае и результаты данного анализа приведены ниже в таблице 4:
Как показано результатами, полученными в примерах 1 и 2, при сравнимых значениях конверсии каждый из испытанных катализаторов гидрокрекинга обеспечивал получение аналогичных значений плотности (в градусах API); содержания водорода, ароматических соединений, серы и примесей металлов (никель и ванадий); характеристик дистилляции; температур вспышки и других характеристик. Однако не превращенное масло, выделенное из потока, выходящего из реактора гидрокрекинга, содержащего катализатор В в примерах 1 и 2, или последовательно размещенные слои катализатора В и катализатора С в примере 2, характеризовалось значительно более низкой температурой застывания, причем в каждом случае она составляла ниже 10°С (50°F), тогда как традиционный катализатор, катализатор А, обеспечивал получение не превращенного масла, характеризующегося во всех случаях температурой застывания выше 29°С (85°F). Значительное понижение температуры застывания не превращенного масла, полученного в результате использования в зоне гидрокрекинга катализатора В (одного или в последовательном размещении с катализатором С), включающего носитель, содержащий бета-цеолит, имеет важные последствия для использования данного не превращенного масла в качестве полупродукта базовых компонентов смазочных масел. В частности, низкая температура застывания указывает на продукт, традиционно подвергнутый гидроизомеризации или депарафинизации (например, на отдельной стадии реакции), который можно использовать в качестве полупродукта базовых компонентов смазочных масел после небольшой гидроизомеризации или без дополнительной гидроизомеризации (например, в отдельном реакторе после гидрокрекинга и, возможно, в присутствии платинового или палладиевого металлического катализатора).
Более того, результаты, полученные для последовательных слоев катализаторов В/С демонстрируют, что описанные здесь катализаторы можно использовать в отдельных слоях или зонах для дополнительного улучшения или оптимизации свойств не превращенного масла, как показано на примере повышенного индекса вязкости, полученного при использовании последовательного размещения катализаторов в слое, по сравнению с одним катализатором В. Специалисты в данной области техники принимают во внимание, что условия, используемые для гидроочистки не превращенного масла, характеризующегося свойствами, приведенными в данных примерах и описанными здесь в других местах, можно изменять с целью удовлетворения желаемым техническим условиям, включающим содержание насыщенных углеводородов и серы, а также индекс вязкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОИЗВОДСТВО ВЫСОКОКАЧЕСТВЕННОГО ДИЗЕЛЬНОГО ТОПЛИВА И СМАЗОЧНЫХ МАТЕРИАЛОВ ИЗ АРОМАТИЧЕСКОГО УГЛЕРОДИСТОГО МАТЕРИАЛА С ВЫСОКОЙ ТЕМПЕРАТУРОЙ КИПЕНИЯ | 2015 |
|
RU2701526C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОСНОВ НИЗКОЗАСТЫВАЮЩИХ АРКТИЧЕСКИХ МАСЕЛ | 2015 |
|
RU2570649C1 |
| СМЕСЬ СМАЗОЧНОГО МАСЛА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2008 |
|
RU2494140C2 |
| ИЗОПАРАФИНОВЫЕ МАСЛЯНЫЕ БАЗОВЫЕ КОМПОЗИЦИИ (ВАРИАНТЫ) | 1998 |
|
RU2198203C2 |
| СПОСОБ ПОЛУЧЕНИЯ БАЗОВОГО СМАЗОЧНОГО МАСЛА (ВАРИАНТЫ) | 2000 |
|
RU2228947C2 |
| КОМПОЗИЦИИ СМАЗОЧНОГО МАСЛА, СОДЕРЖАЩИЕ ТЯЖЕЛОЕ БАЗОВОЕ МАСЛО, ПОЛУЧЕННОЕ В СИНТЕЗЕ ФИШЕРА-ТРОПША, И АЛКИЛИРОВАННОЕ АРОМАТИЧЕСКОЕ БАЗОВОЕ МАСЛО | 2013 |
|
RU2658914C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПАРАФИНИСТОГО РАФИНАТА И ЕГО ПРИМЕНЕНИЕ | 2002 |
|
RU2268286C2 |
| СПОСОБ КАТАЛИТИЧЕСКОЙ ДЕПАРАФИНИЗАЦИИ УГЛЕВОДОРОДНОГО СЫРЬЯ И СПОСОБ ПОЛУЧЕНИЯ БАЗОВЫХ СМАЗОЧНЫХ МАСЕЛ С ЕГО ИСПОЛЬЗОВАНИЕМ | 1999 |
|
RU2211855C2 |
| ПОЛУЧЕНИЕ ПРОМЫСЛОВЫХ УГЛЕВОДОРОДОВ | 2015 |
|
RU2720409C2 |
| КАТАЛИТИЧЕСКАЯ СИСТЕМА ДЛЯ ДЕПАРАФИНИЗАЦИИ | 2017 |
|
RU2768876C2 |
Изобретение относится к процессам гидрокрекинга, в условиях которых значительная доля тяжелого углеводородного сырья, например вакуумного газойля (VGO), превращается в углеводороды с меньшей молекулярной массой и более низкими температурами кипения. Изобретение касается способа получения базового масла, содержащего: a) гидрокрекинг тяжелого углеводородного сырья в присутствии катализатора гидрокрекинга, содержащего заранее заданное количество менее 15% масс. бета-цеолита с получением потока, выходящего с установки гидрокрекинга, содержащего по меньшей мере 40% масс. углеводородов, кипящих при температуре ниже 382°C (720°F), и b) отделение от потока, выходящего с установки гидрокрекинга, не превращенного масла с температурой застывания не выше 18°C (65°F) в виде высококипящей фракции, содержащей базовое масло. Технический результат - улучшение качества базового масла. 10 з.п. ф-лы, 1 ил., 4 табл., 2 пр.
1. Способ получения базового масла, содержащий:
a) гидрокрекинг тяжелого углеводородного сырья в присутствии катализатора гидрокрекинга, содержащего заранее заданное количество менее 15% масс. бета-цеолита с получением потока, выходящего с установки гидрокрекинга, содержащего по меньшей мере 40% масс. углеводородов, кипящих при температуре ниже 382°C (720°F), и
b) отделение от потока, выходящего с установки гидрокрекинга, не превращенного масла с температурой застывания не выше 18°C (65°F) в виде высококипящей фракции, содержащей базовое масло.
2. Способ по п.1, в котором базовое масло содержит нерецикловую часть не превращенного масла, отделенного на стадии (b).
3. Способ по п.1 или 2, в котором базовое масло характеризуются индексом вязкости, равным, по меньшей мере, 100.
4. Способ по п.2, в котором нерецикловую часть не превращенного масла подвергают гидроочистке, с получением базового масла, содержащего, по меньшей мере, 90% масс. насыщенных углеводородов.
5. Способ по п.3, в котором нерецикловую часть не превращенного масла подвергают гидроочистке, с получением базового масла, содержащего, по меньшей мере, 90% масс. насыщенных углеводородов.
6. Способ по п.1, в котором тяжелое углеводородное сырье содержит вакуумный газойль.
7. Способ по п.1, в котором тяжелое углеводородное сырье содержит рецикловую часть не превращенного масла, отделенного на стадии (b).
8. Способ по любому из пп.1, 2, 4-6, в котором гидрокрекинг осуществляют в присутствии указанного катализатора гидрокрекинга, содержащего металл, выбранный из группы, состоящей из никеля, кобальта, вольфрама, молибдена и их смесей.
9. Способ по п.3, в котором гидрокрекинг осуществляют в присутствии катализатора гидрокрекинга, содержащего металл, выбранный из группы, состоящей из никеля, кобальта, вольфрама, молибдена и их смесей.
10. Способ по п.1, содержащий:
гидрокрекинг указанного тяжелого углеводородного сырья, содержащего вакуумный газойль и рецикловую часть не превращенного масла, в зоне гидрокрекинга, содержащей катализатор гидрокрекинга с получением потока, выходящего с установки гидрокрекинга и содержащего, по меньшей мере, 55% масс. углеводородов, кипящих при температуре ниже 382°C (720°F);
пропускание, по меньшей мере, части потока, выходящего с установки гидрокрекинга, в сепаратор испарения для осуществления указанной стадии отделения с получением (i) указанной высококипящей фракции в виде жидкого кубового продукта и (ii) парообразного головного продукта;
возвращение рецикловой части не превращенного масла в зону гидрокрекинга; и гидроочистку нерецикловой части не превращенного масла с целью понижения содержания ненасыщенных углеводородов в нерецикловой части и получения базового масла;
причем катализатор гидрокрекинга содержит металл, выбранный из группы, состоящей из никеля, кобальта, вольфрама, молибдена и их смесей, нанесенных на бета-цеолит.
11. Способ по п.10, в котором не превращенное масло, полученное на стадии (b), не подвергают гидроизомеризации или депарафинизации.
| US 4486296 A, 04.12.1984 | |||
| КАТАЛИТИЧЕСКАЯ КОМПОЗИЦИЯ И СПОСОБ ПРЕВРАЩЕНИЯ УГЛЕВОДОРОДНОГО СЫРЬЯ | 1996 |
|
RU2169044C2 |
| US 20040256286 A1, 23.12.2004 | |||
| US 6517705 B1, 11.02.2003 | |||
| US 6096191 A, 01.08.2000 | |||

