Данное изобретение относится к получению промысловых углеводородов. В частности, настоящее изобретение относится к способу получения олефиновых продуктов, подходящих для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, и к способу получения парафиновых продуктов, подходящих для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды.
Сырая нефть будет по-прежнему оставаться основным источником энергии для транспортных средств в ближайшие годы и не будет вытеснена в результате недавнего бума сланцевого газа, во многом из-за все возрастающего спроса на топливо, отсутствия достаточной инфраструктуры, а также времени и затрат, связанных с переводом автозаправочных станций исключительно на газ. Газ в настоящее время достаточно широко используется как средство отопления во всем мире и, возможно, в будущем также станет более популярным и в качестве средства выработки электроэнергии с помощью газовых турбин с более низкими выбросами углекислого газа, чем при сжигании угля, вместо того, чтобы использоваться только как топливо или его компоненты. Это означает, что добыча нефти на нефтяных месторождениях будет сохраняться и, возможно, даже станет еще более важным видом деятельности на многие годы вперед.
При использовании первичных и вторичных методов добычи нефти примерно только 50% сырой нефти в скважинах может быть извлечено. Во время циклов высоких цен на нефть окупаются исследования третичных методов добычи с помощью применения химических поверхностно-активных веществ для заводнения неиспользуемых или новых скважин. Данные методы извлечения также называются методами повышения нефтеотдачи (EOR). Одновременно с потребностью в реагентах для EOR в потенциально больших объемах появляется необходимость в промысловых растворителях или буровых растворах. В совокупности, эти растворители, буровые растворы и тому подобное часто называются промысловыми углеводородами.
Промысловые углеводороды, а также смазочные базовые масла могут обеспечивать хорошую рентабельность по сравнению с топливами, если их можно получать из одной производственной установки. Такая производственная установка может предпочтительно быть установкой синтеза Фишера-Тропша, в которой необходимые молекулы промыслового углеводорода и/или молекулы базового масла присутствуют в потоках продуктов, выходящих из реактора синтеза углеводородов Фишера-Тропша. Однако, обычно установка Фишера-Тропша с расположенными ниже по потоку установками переработки продуктов не предназначены для получения промысловых углеводородов, или для оптимизированного производства смазочных базовых масел, а скорее предназначены для получения топлива, такого как дизельное топливо и бензин.
Сырьем для реагентов EOR или поверхностно-активных веществ обычно являются олефины и те углеводороды с полным набором функциональностей, которые обычно используются для разведки и/или добычи нефти и газа из подземных пластов. Промысловые растворители представляют собой парафины или олефины, которые используются в буровых работах на суше или в море.
Наиболее универсальным источником углеводородного сырья для поверхностно-активных веществ или реагентов EOR являются, соответственно, олефины. Олефины, являются более реакционноспособными, чем парафины и, таким образом, могут быть идеальным предшественником для спиртов (например, при гидроформилировании) и алкил- или диалкилароматических соединений (например, при алкилировании), которые могут подвергаться алкоксилированию, сульфатированию и/или сульфонированию, чтобы использоваться в конечном счете в качестве линейных и/или разветвленных поверхностно-активных веществ для практических применений EOR. Олефиновое сырье может быть также непосредственно сульфонировано для использования в практических применениях EOR, или в качестве внутреннего олефинсульфоната или в качестве альфа-олефинсульфоната. Источниками углеводородного сырья для промысловых растворителей и, в частности, буровых растворов на нефтяной основе, являются парафины или олефины и, более предпочтительно, смесь линейных и разветвленных парафинов или внутренних олефинов.
Число атомов углерода для промысловых углеводородов может меняться в зависимости от предполагаемого использования парафинов или олефинов в разных практических применениях. Когда парафины и/или олефины используются в качестве бурового раствора, число атомов углерода может быть в диапазоне C12-C22. Когда олефины используются для алкилирования с получением алкилароматических соединений, число атомов углерода может быть в диапазоне C10-C24, и когда олефины используются сами по себе или в качестве предшественника спирта, - число атомов углерода может находиться в диапазоне C16-C30. Когда парафины используются в качестве смазочного базового масла, число атомов углерода может быть в диапазоне C18-C55.
В соответствии с первым аспектом изобретения предлагается способ получения олефиновых продуктов, подходящих для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, причем способ включает в себя:
разделение олефинсодержащего конденсата Фишера-Тропша на легкую фракцию, промежуточную фракцию и тяжелую фракцию;
олигомеризацию по меньшей мере части легкой фракции с образованием первого олефинового продукта, который содержит разветвленные внутренние олефины;
осуществление одной или обеих из стадий:
(i) дегидрирования по меньшей мере части промежуточной фракции для получения промежуточного продукта, который содержит внутренние олефины и альфа-олефины, и синтеза высших олефинов из промежуточного продукта, который содержит внутренние олефины и альфа-олефины, с образованием второго олефинового продукта; и
(ii) димеризации по меньшей мере части промежуточной фракции с образованием второго олефинового продукта; и
дегидрирования по меньшей мере части тяжелой фракции с образованием третьего олефинового продукта, который содержит внутренние олефины.
Олефинсодержащий конденсат Фишера-Тропша может быть C5-C22 потоком или продуктом конденсации Фишера-Тропша.
Разделение олефинсодержащего конденсата Фишера-Тропша на легкую фракцию, промежуточную фракцию и тяжелую фракцию обычно включает перегонку олефинсодержащего конденсата Фишера-Тропша.
По меньшей мере 95% по массе молекул, составляющих легкую фракцию, может кипеть в диапазоне от -30°C до 100°С.
Легкая фракция может быть фракцией С5-С7.
По меньшей мере 95% по массе молекул, составляющих промежуточную фракцию, может кипеть в диапазоне от 110°C до 270°С.
Промежуточная фракция может быть фракцией С8-С15.
По меньшей мере 95% по массе молекул, составляющих тяжелую фракцию, может кипеть в диапазоне от 280°C до 370°С.
Тяжелая фракция может быть фракцией С16-С22.
Способ может включать объединение С3 и/или С4 фракции, которая является газообразной в условиях окружающей среды, с легкой фракцией перед олигомеризацией легкой фракции. Данная парафиновая и/или олефиновая фракция может также называться сжиженным нефтяным газом (СНГ).
Олигомеризация легкой фракции может давать указанный первый олефиновый продукт, который содержит разветвленные внутренние олефины в диапазоне C9-C22. Олигомеризация легкой фракции может включать использование цеолитного катализатора, например, цеолитного катализатора, описанного в US 8318003 или EP 382804 B1. Как будет понятно специалистам в области техники, выбор оптимальных условий процесса олигомеризации важен для того, чтобы ограничить образование циклопарафинов и ароматических соединений и чтобы способствовать образованию разветвленных внутренних олефинов. Эти технологические условия обычно включают более низкую среднюю активность катализатора и более низкое давление, как правило, менее 15 бар (1,5 МПа), по сравнению с 50-80 бар (5-8 МПа), как описано в US 8318003.
Способ может включать фракционное разделение первого олефинового продукта на фракцию C9-C15 и фракцию C15+. Фракция C9-C15 может быть конвертирована в установке ароматического алкилирования с образованием разветвленных диалкилатов. Например, 2 x C10 олефинов приведут к образованию С26 диалкилата.
Вместо этого, и в случае, когда промежуточная фракция подвергается дегидрированию и синтезу высших олефинов (стадия (i) выше), фракция C9-C15 может быть объединена с промежуточным продуктом, который содержит внутренние и альфа-олефины, полученные в результате дегидрирования промежуточной фракции, для осуществления синтеза в высшие олефины, тем самым, образуя часть второго олефинового продукта.
Коммерчески доступная технология, например, технология Pacol™ от компании UOP, может использоваться для дегидрирования промежуточной фракции. Коммерчески доступная технология OLEXTM от компании UOP также может применяться для первоначального отделения альфа-олефинов от парафинов промежуточной фракции перед дегидрированием парафинов. Во время стадии дегидрирования образуются внутренние олефины, благодаря чему, когда эти внутренние олефины далее объединяются с отделенными альфа-олефинами, образуется промежуточный продукт, содержащий смесь внутренних и альфа-олефинов.
Синтез высших олефинов из промежуточного продукта, который содержит внутренние олефины и альфа-олефины, может осуществляться посредством димеризации или метатезиса олефинов.
В качестве альтернативы, когда промежуточная фракция подвергается указанной выше стадии (ii) димеризации, фракция C9-C15 может быть объединена с промежуточной фракцией, благодаря чему она тоже подвергается димеризации и, следовательно, образует часть второго олефинового продукта.
Димеризация может осуществляться в присутствии катализатора димеризации. Подходящие катализаторы димеризации описаны, например, в WO 99/55646 и в EP 1618081 B1.
Второй олефиновый продукт может быть смесью C16-С30 винилиденов и/или внутренних олефинов.
Первый олефиновый продукт и второй олефиновый продукт могут быть такими, что комбинация первого олефинового продукта и второго олефинового продукта дает олефиновый продукт с по меньшей мере 50% по массе углеводородов, имеющих длину углеродной цепи от 15 до 30 атомов углерода на молекулу, или же комбинация первого олефинового продукта и второго олефинового продукта дает олефиновый продукт с по меньшей мере 90% по массе углеводородов, имеющих длину углеродной цепи от 15 до 30 атомов углерода на молекулу и имеющих по меньшей мере 0,5 разветвлений на молекулу в среднем.
Способ может включать использование второго олефинового продукта для алкилирования ароматических соединений. Вместо этого, способ может включать гидроформилирование и алкоксилирование второго олефинового продукта для получения линейных и разветвленных молекул предшественника промыслового углеводорода.
Коммерчески доступная технология, например, такая как указанная выше технология UOP PACOL™, может использоваться для дегидрирования более тяжелой фракции. Более тяжелая фракция также может быть обработана в установке OLEXTM для отделения внутренних олефинов от парафинов и затем дегидрирования одной только полученной парафиновой фракции; однако содержание олефина в этой более тяжелой фракции может быть достаточно низким, чтобы не требовать необходимости этой дополнительной стадии.
Способ может включать использование третьего олефинового продукта для алкилирования ароматических соединений. Вместо этого, способ может включать гидроформилирование и алкоксилирование третьего олефинового продукта для получения линейных и разветвленных молекул предшественника промыслового углеводорода.
Способ может включать использование фракции C15+ из первого олефинового продукта для алкилирования ароматических соединений. Вместо этого, способ может включать гидроформилирование и алкоксилирование фракции C15+ из первого олефинового продукта для получения линейных и разветвленных молекул предшественника промыслового углеводорода.
Как правило, конденсат Фишера-Тропша содержит нежелательные оксигенаты, которые могут деактивировать некоторое количество катализатора, используемого ниже по потоку в способе изобретения. В связи с этим, способ может включать дегидратацию олефинсодержащего конденсата Фишера-Тропша для превращения оксигенированных углеводородов в альфа-олефины. Это обычно осуществляется перед разделением олефинсодержащего конденсата Фишера-Тропша на указанную легкую фракцию, промежуточную фракцию и тяжелую фракцию.
Как правило, оксигенаты являются в основном первичными спиртами и могут быть дегидратированы с помощью катализатора оксида алюминия. В качестве альтернативы, оксигенаты могут быть извлечены из олефинсодержащего конденсата Фишера-Тропша с помощью жидкостной экстракции метанолом, но этот подход приведет к уменьшению образования желаемых олефинов.
Предпочтительно, олефинсодержащий конденсат Фишера-Тропша содержит, по меньшей мере, 50% по массе олефинов. Остальное может быть преимущественно парафинами. Олефинсодержащий конденсат Фишера-Тропша является жидким в условиях окружающей среды. Олефинсодержащий конденсат Фишера-Тропша может быть получен из процесса Фишера-Тропша с катализатором на основе Fe или Co. Однако предпочтительно олефинсодержащий конденсат Фишера-Тропша получают из процесса Фишера-Тропша с катализатором на основе Fe.
Таким образом, способ может включать подвергание синтез-газа синтезу Фишера-Тропша на стадии синтеза Фишера-Тропша для получения указанного олефинсодержащего конденсата Фишера-Тропша. Указанный синтез Фишера-Тропша на указанной стадии синтеза Фишера-Тропша может также создавать указанный сжиженный нефтяной газ.
В соответствии со вторым аспектом изобретения предлагается способ получения парафиновых продуктов, подходящих для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, причем способ включает в себя:
разделение воска Фишера-Тропша на по меньшей мере более легкую фракцию и более тяжелую фракцию;
гидрокрекинг более тяжелой фракции с получением крекированного промежуточного продукта; и
разделение крекированного промежуточного продукта на по меньшей мере фракцию нафты, более тяжелую чем нафта фракцию парафинового дистиллята, подходящую для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, и донную фракцию, которая тяжелее, чем фракция парафинового дистиллята.
Как правило, крекированный промежуточный продукт также разделяется на легкую фракцию или фракцию СНГ, которая легче, чем фракция нафты.
При необходимости, способ может включать гидроочистку более тяжелой фракции, полученной из воска Фишера-Тропша, перед гидрокрекингом более тяжелой фракции.
Предпочтительно, по меньшей мере, 50% по массе более тяжелой чем нафта фракции парафинового дистиллята состоит из углеводородов, имеющих длину углеродной цепи от 12 до 22 атомов углерода в молекуле, более предпочтительно, по меньшей мере, 75% по массе более тяжелой чем нафта фракции парафинового дистиллята состоит из углеводородов, имеющих длину углеродной цепи от 12 до 22 атомов углерода в молекуле и имеющих по меньшей мере 0,5 разветвлений на молекулу в среднем, наиболее предпочтительно, по меньшей мере, 90% по массе более тяжелой чем нафта фракции парафинового дистиллята состоит из углеводородов, имеющих длину углеродной цепи от 12 до 22 атомов углерода в молекуле и имеющих по меньшей мере 0,5 разветвлений на молекулу в среднем.
По меньшей мере 95% по массе молекул, составляющих фракцию парафинового дистиллята, может кипеть от 200°C до 370°C.
Предпочтительно фракция парафинового дистиллята является фракцией C12-C22. Фракция парафинового дистиллята может иметь температуру вспышки выше 60°C. Когда крекированный промежуточный продукт разделяется в колонне атмосферной перегонки, этого можно легко достичь с помощью задания нижней точки отсечки для фракции дистиллята в колонне атмосферной перегонки на уровне C12 или выше.
Как правило, фракция дистиллята имеет температуру застывания менее -15°C. Как будет понятно специалистам в данной области техники, при температуре вспышки выше 60°C и температуре застывания ниже -15°C фракция дистиллята хорошо подходит для использования в качестве компонента синтетического парафинового бурового раствора, обеспечивая лучшую рентабельность, чем дизельное топливо.
Фракция парафинового дистиллята предпочтительно имеет отношение и-парафинов к н-парафинам более 50% по массе. Это может быть достигнуто с помощью использования катализатора гидрокрекинга на основе благородного металла и с помощью проведения гидрокрекинга при относительно высокой конверсии указанной тяжелой фракции, полученной из воска Фишера-Тропша. Катализатор на основе благородного металла может быть нанесенным на аморфный SiO2/Al2O3 носитель или на Y-цеолит. Катализатор может иметь селективность в отношении C12-C22 по меньшей мере 75% масс.
Условия гидрокрекинга могут быть такими, что по меньшей мере 80% по массе компонентов более тяжелой фракции, кипящей при 590°C или более, конвертируются или крекируются в кипящие при температуре менее чем 590°C, т.е. ≥ 80% по массе превращается из 590°C+ компонентов в 590°C- компоненты.
В ЕР 142157 описано использование катализаторов гидрокрекинга на основе благородного металла в условиях высокой конверсии.
Если необходимо, чтобы фракция парафинового дистиллята имела температуру застывания ниже -25°С, - способ может включать гидроизомеризацию фракции парафинового дистиллята с использованием катализатора гидроизомеризации на основе благородного металла. Катализатор гидроизомеризации может, соответственно, быть катализатором на основе благородного металла, например, на носителе типа SAPO-11, ZSM-22, ZSM-48, ZBM-30 или MCM. Предпочтительно, гидроизомеризованная фракция парафинового дистиллята имеет массовое отношение и-парафинов к н-парафинам более чем 2:1, при этом ароматические соединения составляют менее 1% по массе.
Способ может включать использование фракции нафты, полученной из крекированного промежуточного продукта, в качестве разбавителя для улучшения перекачиваемости любого материала с высокой вязкостью, полученного в процессе, или в качестве исходного сырья для установки парового крекинга.
Как правило, разделение воска Фишера-Тропша на по меньшей мере более легкую фракцию и более тяжелую фракцию включает разделение воска Фишера-Тропша на легкую фракцию и промежуточную фракцию, и указанную более тяжелую фракцию.
Легкая фракция может быть легкой фракцией С15-С22.
Промежуточная фракция может быть промежуточной фракцией С23-С50.
Способ может включать гидроочистку промежуточной фракции с использованием катализатора гидроочистки для удаления оксигенатов или олефинов, которые могут присутствовать. Катализатор гидроочистки может быть любым монофункциональным коммерчески доступным катализатором, например, Ni на оксиде алюминия.
Способ может включать гидроизомеризацию промежуточной фракции при использовании катализатора гидроизомеризации для получения гидроизомеризованного промежуточного продукта. Катализатор гидроизомеризации может быть катализатором на основе благородного металла на носителе типа SAPO-11, ZSM-22, ZSM-48, ZBM-30 или MCM.
Способ может включать разделение гидроизомеризованного промежуточного продукта на две или более фракции базового масла. Таким образом, способ в соответствии со вторым аспектом изобретения может быть также способом получения смазочных базовых масел.
Предпочтительно гидроизомеризованный промежуточный продукт подвергают вакуумной перегонке на по меньшей мере легкую фракцию базового масла, среднюю фракцию базового масла и тяжелую фракцию базового масла. Класс вязкости каждой фракции базового масла может изменяться в определенных пределах в соответствии с рыночным спросом, в зависимости от того, как работает боковая десорбционная секция установки вакуумной перегонки, используемой для разделения фракций базового масла. Наиболее предпочтительными фракциями базового масла являются средняя фракция базового масла и тяжелая фракция базового масла, с классами кинематической вязкости, соответственно, примерно 4 сСт (4 мм2/с) и примерно 8 сСт (8 мм2/с) при 100°C. Эти фракции синтетического смазочного базового масла обладают превосходными индексами вязкости, превышающими 120, благодаря их высокопарафиновой природе, очень низкой температуре застывания ниже -25°C и летучести согласно тесту Ноака менее 12 для средней фракции базового масла.
Разделение гидроизомеризованного промежуточного продукта может включать получение фракции нафты и/или фракции дистиллята С12-С22, в зависимости от жесткости технологической стадии гидроизомеризации. Если получают фракцию дистиллята C12-C22, она может быть объединена с крекированным промежуточным продуктом, или отделена от крекированного промежуточного продукта, для обеспечения дополнительной фракции парафинового дистиллята.
По меньшей мере 95% по массе молекул, составляющих донную фракцию, полученную из крекированного промежуточного продукта, может кипеть выше 370°С.
Донная фракция, полученная из крекированного промежуточного продукта, который обычно представляет собой поток С22+, может быть рециркулирована для гидрокрекинга с более тяжелой фракцией, полученной из воска синтеза Фишера-Тропша. В качестве альтернативы, и более предпочтительно - донная фракция может быть подвергнута гидроизомеризации вместе с промежуточной фракцией, полученной из воска синтеза Фишера-Тропша, для увеличения образования ценного базового масла, принимая во внимание, что базовые масла обеспечивают даже еще более высокую рентабельность, чем промысловый углеводород, такой как буровой раствор.
Способ может включать подвергание синтез-газа синтезу Фишера-Тропша на стадии синтеза Фишера-Тропша для получения указанного воска Фишера-Тропша.
Стадия синтеза Фишера-Тропша может осуществляться в по меньшей мере одном суспензионном реакторе, использующим катализатор Фишера-Тропша для превращения синтез-газа в углеводороды. Катализатор может быть на основе Fe или Co. Однако предпочтительно катализатор является катализатором на основе Fe.
Предпочтительно, стадия синтеза Фишера-Тропша, в случае использования катализатора на основе Fe, осуществляется при температуре в диапазоне от примерно 200°C до примерно 300°C, более предпочтительно от примерно 230°C до примерно 260°C, например, примерно 245°C.
Предпочтительно, стадия синтеза Фишера-Тропша, в случае использования катализатора на основе Fe, осуществляется при давлении в диапазоне от примерно 15 бар (абс.) до примерно 40 бар абс. (1,5-4,0 МПа абс.), например, примерно 21 бар (абс.) (2,1 МПа абс.).
Предпочтительно, стадия синтеза Фишера-Тропша, в случае использования катализатора на основе Fe, осуществляется при молярном отношении синтез-газа H2:CO в диапазоне от примерно 0,7:1 до примерно 2:1, например, примерно 1,55:1.
Предпочтительно, стадия синтеза Фишера-Тропша, в случае использования катализатора на основе Fe, осуществляется при величине альфа воска по меньшей мере примерно 0,92, более предпочтительно по меньшей мере примерно 0,94, например, примерно, 0,945.
Предпочтительно, стадия синтеза Фишера-Тропша, в случае использования катализатора на основе Co, осуществляется при температуре в диапазоне от примерно 200°C до примерно 300°C, более предпочтительно от примерно 220°C до примерно 240°C, например, примерно 230°C.
Предпочтительно, стадия синтеза Фишера-Тропша, в случае использования катализатора на основе Co, осуществляется при давлении в диапазоне от примерно 15 бар (абс.) до примерно 40 бар абс. (1,5-4,0 МПа абс.), например, примерно 25 бар (абс.) (2,5 МПа абс.).
Предпочтительно, стадия синтеза Фишера-Тропша, в случае использования катализатора на основе Co, осуществляется при молярном отношении синтез-газа H2:CO в диапазоне от примерно 1,5:1 до примерно 2,5:1, например, примерно 2:1.
Предпочтительно, стадия синтеза Фишера-Тропша, в случае использования катализатора на основе Co, осуществляется при величине альфа воска по меньшей мере примерно 0,87, более предпочтительно по меньшей мере примерно 0,90, например, примерно, 0,91.
В одном варианте осуществления изобретения способ включает подвергание синтез-газа синтезу Фишера-Тропша на стадии синтеза Фишера-Тропша для получения указанного воска Фишера-Тропша, при этом стадия синтеза Фишера-Тропша осуществляется в по меньшей мере одном суспензионном реакторе с использованием катализатора Фишера-Тропша на основе Fe для превращения синтез-газа в углеводороды, при этом стадия синтеза Фишера-Тропша осуществляется при температуре от 200°C до 300°C, при давлении от 15 бар (абс.) до 40 бар (абс.) (1,5-4,0 МПа абс.), при молярном отношении синтез-газа H2:CO в диапазоне от 0,7:1 до 2:1 и при величине альфа воска по меньшей мере 0,92.
В соответствии с третьим аспектом изобретения предлагается способ получения олефиновых продуктов, подходящих для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, и получения парафиновых продуктов, подходящих для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, причем способ включает способ в соответствии с первым аспектом изобретения и способ в соответствии со вторым аспектом изобретения.
Способ в соответствии с третьим аспектом изобретения может давать общий выход олефина по меньшей мере 25% по массе и общий выход парафина по меньшей мере 25% по массе.
Способ в соответствии с третьим аспектом изобретения может давать общий выход олефина с числом атомов углерода в диапазоне C16-C30 по меньшей мере 10% по массе и общий выход парафина с числом атомов углерода в диапазоне C12-C22 по меньшей мере 10% по массе, и общий выход парафина с числом атомов углерода в диапазоне C23-C50 по меньшей мере 15% по массе. Парафиновая фракция C12-С22 хорошо подходит для использования в качестве буровых растворов или для превращения в буровые растворы, и парафиновая фракция C22-С50 хорошо подходит для использования в качестве смазочных базовых масел. Олефиновая фракция в диапазоне C16-C30 хорошо подходит для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, такие как промысловые растворители или поверхностно-активные вещества EOR.
Способ в соответствии с третьим аспектом изобретения может использовать стадию синтеза Фишера-Тропша, как описано выше, и может создавать парафиновые и олефиновые продукты, подходящие для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, и смазочные базовые масла, с выходом, по меньшей мере, 50% по массе, из указанной стадии синтеза Фишера-Тропша.
В способе в соответствии с третьим аспектом изобретения олефины в олефинсодержащем конденсате Фишера-Тропша могут составлять по меньшей мере 15% по массе от общей суммы олефинсодержащего конденсата Фишера-Тропша, воска Фишера-Тропша и любого сжиженного нефтяного газа.
Изобретение распространяется на использование олефинсодержащего конденсата Фишера-Тропша в способе получения олефиновых продуктов, подходящих для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды.
Изобретение также распространяется на использование воска Фишера-Тропша в способе получения парафиновых продуктов, подходящих для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды.
Использование воска Фишера-Тропша в способе получения парафиновых продуктов, подходящих для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, может включать применение указанного воска для получения базовых масел.
Олефинсодержащий конденсат Фишера-Тропша и воск Фишера-Тропша могут быть получены из реакции синтеза Фишера-Тропша, проведенной при температуре от 200°C до 300°C.
Изобретение теперь будет описано на примере со ссылками на прилагаемые схематические чертежи. На чертежах,
на фиг.1 показан способ в соответствии с первым вариантом осуществления изобретения для получения олефиновых продуктов, подходящих для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, и для получения парафиновых продуктов, подходящих для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, наряду с базовыми маслами; и
на фиг.2 показана часть способа в соответствии со вторым вариантом осуществления изобретения для получения олефиновых продуктов, подходящих для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, и для получения парафиновых продуктов, подходящих для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, наряду с базовыми маслами.
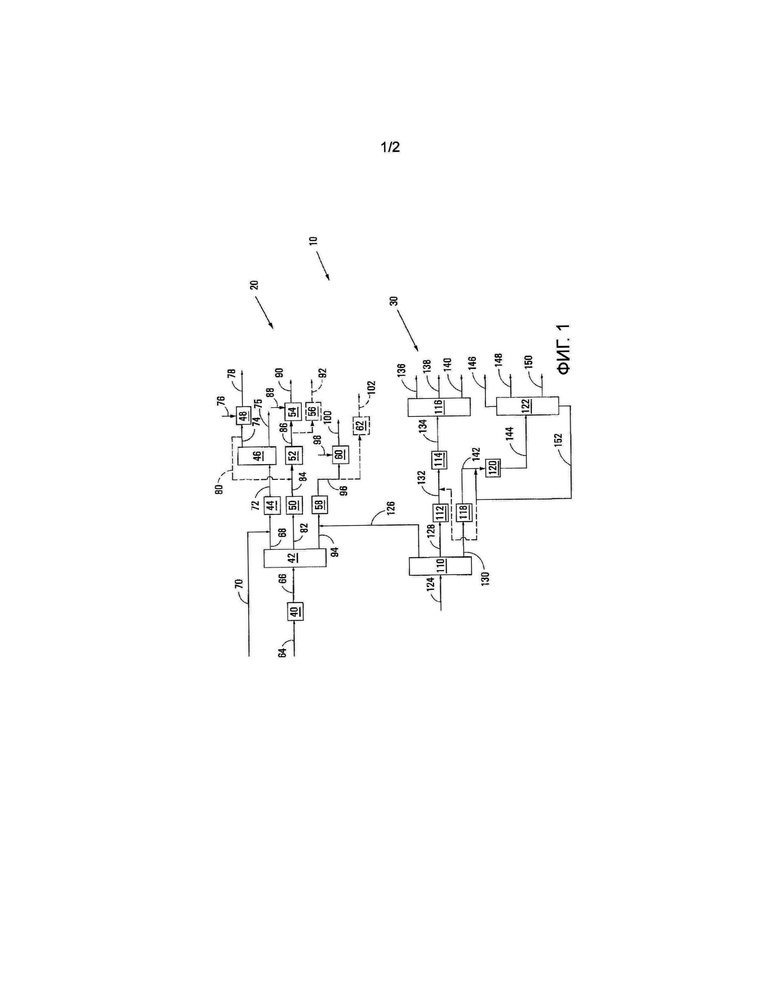
Как показано на фиг.1, номер позиции 10 в целом показывает способ в соответствии с первым вариантом осуществления изобретения для получения олефиновых продуктов, подходящих для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, и для получения парафиновых продуктов, подходящих для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, а также базовых масел. Способ 10 представляет собой сочетание способа 20 по изобретению для получения олефиновых продуктов из конденсата Фишера-Тропша и способа 30 по изобретению для получения парафиновых продуктов (и базовых масел) из воска Фишера-Тропша.
Способ 20 включает в себя стадию 40 дегидратации, перегонную колонну 42, стадию 44 олигомеризации, перегонную колонну 46, установку 48 ароматического алкилирования, стадию 50 дегидрирования, стадию 52 димеризации, стадию 54 ароматического алкилирования или необязательную стадию 56 гидроформилирования и алкоксилирования, стадию 58 дегидрирования, стадию 60 ароматического алкилирования и необязательную стадию 62 гидроформилирования и алкоксилирования.
В способе 20 олефинсодержащий конденсат Фишера-Тропша подается по трубопроводу 64 на стадию 40 дегидратации. Олефинсодержащий конденсат Фишера-Тропша получают со стадии синтеза Фишера-Тропша, на которой синтез-газ подвергается синтезу Фишера-Тропша в присутствии катализатора Фишера-Тропша с образованием серии углеводородов и побочных продуктов, таких как оксигенаты. Катализатор Фишера-Тропша может быть катализатором на основе кобальта или катализатором на основе железа, однако катализатор на основе железа является предпочтительным. В US 7524787 и US 8513312 описано получение катализаторов на основе Co и Fe, которые могут использоваться на указанной стадии синтеза Фишера-Тропша. В таблице 1 показаны подходящие или даже предпочтительные рабочие условия для такой стадии синтеза Фишера-Тропша, как при использовании катализаторов на основе кобальта, так и для катализаторов на основе железа.
Таблица 1
Рабочие условия
В таблице 2 показан типичный состав продуктов для такой стадии синтеза Фишера-Тропша при использовании катализаторов на основе кобальта или катализаторов на основе железа. Как будет понятно специалистам в данной области техники, в зависимости от типа используемого катализатора Фишера-Тропша, температуры и молярного отношения сингаза H2:CO, углеводородные компоненты синтетической сырой нефти, полученной с помощью синтеза Фишера-Тропша, могут варьировать от преимущественно парафинов до довольно значительного количества олефинов, причем основное количество этих олефинов обычно оказывается во фракции жидкого конденсата (>30% по массе). Когда синтетическая сырая нефть Фишера-Тропша образуется в результате низко-среднетемпературного процесса Фишера-Тропша с катализатором на основе Fe (200°C - 300°C, основная масса синтетической сырой нефти находится в жидкой фазе в условиях реакции), полученное содержание олефина в конденсате синтетической сырой нефти обычно превышает 15% по массе от общего количества синтетической сырой нефти.
Большая часть углеводородов C3-C22,показанных в таблице 2, образует часть олефинсодержащего конденсата Фишера-Тропша, хотя некоторые из C3 и C4 углеводородов будут получены с помощью стадии синтеза Фишера-Тропша в форме газа, который может быть сжижен с образованием сжиженного нефтяного газа (СНГ). Таким образом, олефинсодержащий конденсат Фишера-Тропша обычно состоит из углеводородов C5-C22 и некоторого количества оксигенатов (2-10% по массе).
Таблица 2
Состав синтетической сырой нефти Фишера-Тропша (% на общую массу)
Таким образом, олефинсодержащий конденсат Фишера-Тропша извлекается из верхней части суспензионного реактора синтеза Фишера-Тропша, работающего при температуре в диапазоне от 200°C до 300°C обычным образом, и является жидким в условиях окружающей среды. Как можно видеть из таблицы 2, олефинсодержащий конденсат Фишера-Тропша содержит некоторое количество нежелательных оксигенатов, которые потенциально могут деактивировать катализаторы, используемые в технологических установках ниже по потоку. В связи с этим, олефинсодержащий конденсат Фишера-Тропша дегидратируют на стадии 40 дегидратации для превращения оксигенированных углеводородов, содержащих главным образом первичные спирты, в альфа-олефины, как правило, при использовании катализатора оксида алюминия. В качестве альтернативы, эти оксигенаты могут извлекаться из олефинсодержащего конденсата Фишера-Тропша с помощью установки жидкостной экстракции метанолом (не показано). Однако, это будет осуществляться за счет образования олефинов.
После дегидратации олефинсодержащий конденсат Фишера-Тропша, который также содержит значительную долю парафинов, как видно в таблице 2, подается в перегонную колонну 42 посредством трубопровода 66.
В перегонной колонне 42 олефинсодержащий конденсат Фишера-Тропша разделяется на легкую фракцию C5-C7, промежуточную фракцию C8-C15 и тяжелую фракцию C16-C22. Легкая фракция C5-C7 отводится посредством трубопровода 68 и объединяется с сжиженным нефтяным газом со стадии синтеза Фишера-Тропша, который подается по трубопроводу 70. Легкая фракция С5-С7 вместе с сжиженным нефтяным газом олигомеризуется на стадии 44 олигомеризации с помощью цеолитного катализатора, образуя первый олефиновый продукт, который содержит разветвленные внутренние олефины в диапазоне кипения дистиллята C9-C22. Примеры предпочтительных цеолитных катализаторов могут быть найдены в US 8318003 и ЕР 382804 B1. Первый олефиновый продукт отводится посредством трубопровода 72 и разделяется на фракции в перегонной колонне 46 на поток олефинов C9-C15 и поток олефинов C15+. Поток олефинов C9-C15 отводится из перегонной колонны 46 посредством трубопровода 74 и используется на стадии 48 ароматического алкилирования для алкилирования ароматических соединений из трубопровода 76 с образованием разветвленных диалкилатов, которые отводятся посредством трубопровода 78. Поток олефинов C15+ отводится из перегонной колонны 46 по трубопроводу 75. В качестве альтернативы, олефины C9-C15 из перегонной колонны 46 или их часть могут быть димеризованы на стадии 52 димеризации, как показано с помощью необязательного трубопровода 80, с образованием разветвленных олефинов C18-C30.
Промежуточная фракция C8-C15 из перегонной колонны 42 подается посредством трубопровода 82 на стадию 50 дегидрирования, где промежуточная фракция C8-C15 подвергается дегидрированию с использованием коммерчески доступной технологии, такой как UOP PACOL™, с образованием внутренних олефинов. Необязательно, т.е. при необходимости, альфа-олефины могут быть отделены (не показано) от парафинов, например, в установке UOP OLEXTM, при этом одна только полученная парафиновая фракция далее направляется на стадию 50 дегидрирования. Смесь внутренних и альфа-олефинов подается посредством трубопровода 84 и димеризуется на стадии 52 димеризации с использованием подходящего катализатора димеризации, например, как описано в WO 99/55646 и/или ЕР 1618081 B1. Второй олефиновый продукт, который обычно является смесью C16-C30 винилиденов и внутренних олефинов, отводится со стадии 52 димеризации посредством трубопровода 86. Второй олефиновый продукт может или использоваться для алкилирования ароматических соединений из трубопровода 88 на стадии 54 ароматического алкилирования с образованием разветвленных моноалкилатов, которые отводятся посредством трубопровода 90, или более предпочтительно может быть гидроформилирован и алкоксилирован, как показано с помощью необязательной стадии 56 гидроформилирования и алкоксилирования, для получения различных линейных и разветвленных молекул предшественника промыслового углеводорода, отводимого посредством трубопровода 92.
Тяжелая фракция C16-C22 из перегонной колонны 42 отводится посредством трубопровода 94 и подвергается дегидрированию на стадии 58 дегидрирования, например, снова с помощью технологии UOP PACOL™, с образованием третьего олефинового продукта, который содержит внутренние олефины. Третий олефиновый продукт отводится со стадии 58 дегидрирования посредством трубопровода 96. Третий олефиновый продукт также может использоваться для алкилирования ароматических соединений, поступающих посредством трубопровода 98 в установку 60 ароматического алкилирования, с образованием разветвленных моноалкилатов, которые отводятся посредством трубопровода 100, или может быть гидроформилирован и алкоксилирован на стадии 62 гидроформилирования и алкоксилирования для получения линейных и разветвленных молекул предшественника промыслового углеводорода, отводимого посредством трубопровода 102.
Как должно быть понятно, в способе 20 олефины из конденсата Фишера-Тропша с помощью разных стадий химических превращений преобразуются в высокомолекулярные олефины высокой ценности. Эти высокомолекулярные олефины могут использоваться в качестве сырья поверхностно-активного вещества или буровых растворов для EOR с числом атомов углерода в диапазоне C16-C30.
Способ 30 включает в себя колонну 110 вакуумной перегонки, стадию 112 гидроочистки, стадию 114 гидроизомеризации, колонну 116 вакуумной перегонки, стадию 118 гидроочистки, которая может быть необязательной, стадию 120 гидрокрекинга и колонну 122 атмосферной перегонки.
Воск Фишера-Тропша со стадии синтеза Фишера-Тропша (не показана), в основном состоящий из линейных парафинов с числом атомов углерода в диапазоне С15-C105, или до С120, в зависимости от используемого катализатора Фишера-Тропша и полученной впоследствии величины альфа, и, соответственно, включающий воскообразные парафины C22-C50 и воскообразные парафины C50+, как показано в таблице 2, подается посредством трубопровода 124 в колонну 110 вакуумной перегонки. Если на стадии синтеза Фишера-Тропша используется катализатор на основе кобальта, - воскообразные парафины могут находиться в диапазоне от примерно С15 до примерно C80 и могут иметь величину альфа примерно 0,91. Однако, если на стадии синтеза Фишера-Тропша используется катализатор на основе железа, - воскообразные парафины могут включать углеводороды до примерно C120. Традиционно воски низкотемпературного синтеза Фишера-Тропша с Co-катализатором подвергаются гидрокрекингу для максимального увеличения типов топливных продуктов, например, дизельное топливо, керосин и нафта со смазочными базовыми маслами являются возможным побочным продуктом из более тяжелого кубового продукта установки гидрокрекинга. Однако, смещение в сторону восков с более высокой величиной альфа (0,945), например, Fe-воска в суспензионном реакторе, также повышает массовое отношение воска к конденсату (62:38), образуя большее количество воска, имеющего более высокие средние числа атомов углерода (достигающие максимума около С30), с более длинным «хвостом» (до С120) на распределении Шульца-Флори, по сравнению с традиционными суспензионными процессами с Co с массовым отношением воска к конденсату примерно 50:50 в течение срока службы катализатора и максимумом для воска около C21.
Воск Фишера-Тропша обычно получают из боковой части суспензионного реактора синтеза Фишера-Тропша и, таким образом, предпочтительно получают с помощью катализатора Фишера-Тропша на основе железа в условиях, показанных в таблице 1, приводящих к образованию воска с величиной альфа примерно 0,945 и в диапазоне до примерно С120. Воск Фишера-Тропша содержит, главным образом, линейные парафины в указанном диапазоне примерно C15-C120.
В колонне 110 вакуумной перегонки воск Фишера-Тропша разделяется на легкую фракцию C15-C22, промежуточную фракцию C23-C50, отводимую посредством трубопровода 128, и более тяжелую фракцию C50+, отводимую посредством трубопровода 130.
Легкая фракция C15-C22 является в основном парафиновой и объединяется с тяжелой фракцией C16-C22 в трубопроводе 94 способа 20 для дегидрирования на стадии 58 дегидрирования способа 20 для получения большего количества внутренних олефинов.
Промежуточная фракция C23-C50 находится в диапазоне смазочного базового масла и направляется на необязательную стадию 112 гидроочистки для удаления любых малых количеств оксигенатов или олефинов, которые могут присутствовать в промежуточной фракции. На стадии 112 гидроочистки может использоваться катализатор гидроочистки, который может быть любым монофункциональным промышленным катализатором, например, Ni на оксиде алюминия.
Гидроочищенная промежуточная фракция отводится со стадии 112 гидроочистки посредством трубопровода 132 и направляется на стадию 114 гидроизомеризации, где промежуточная фракция C23-C50 реагирует над предпочтительно катализатором на основе благородного металла на носителе типа SAPO-11, ZSM-22, ZSM-48, ZBM-30 или MCM с образованием гидроизомеризованного промежуточного продукта. Гидроизомеризованный промежуточный продукт отводится посредством трубопровода 134 и разделяется в колонне 116 вакуумной перегонки на три сорта или фракции смазочного базового масла, а именно легкую фракцию базового масла, отводимую посредством трубопровода 136, среднюю фракцию базового масла, отводимую посредством трубопровода 138, и тяжелую фракцию базового масла, отводимую посредством трубопровода 140.
Более тяжелая фракция C50+ из колонны 110 вакуумной перегонки подвергается гидроочистке на необязательной стадии 118 гидроочистки, если необходимо, для удаления любых малых количеств оксигенатов или олефинов, которые могут присутствовать в более тяжелой фракции C50+, перед направлением посредством трубопровода 142 на стадию 120 гидрокрекинга. На стадии 120 гидрокрекинга применяется катализатор гидрокрекинга, который предпочтительно представляет собой катализатор на основе благородного металла на аморфном SiO2/Al2O3 носителе или Y-цеолите. Стадия гидрокрекинга предпочтительно проводится в условиях высокой жесткости, так, чтобы, по меньшей мере, 80% по массе компонентов более тяжелой фракции C50+, кипящей выше 590°C, конвертировалось или подверглось крекингу с образованием компонентов, кипящих ниже 590°С. Тем не менее, следует соблюдать осторожность, чтобы избежать чрезмерного крекинга для получения селективности к C12-C22 углеводородам дистиллята, которая по-прежнему выше 75%, при температуре застывания такого дистиллята, составляющей менее -15°C. В ЕР 1421157 приводится хорошее описание того, что может быть достигнуто при более высокой жесткости условий гидрокрекинга в присутствии благородного металла.
Крекированный промежуточный продукт соответственно отводится со стадии 120 гидрокрекинга посредством трубопровода 144 и поступает в колонну 122 атмосферной перегонки.
Гидроизомеризованный промежуточный продукт со стадии 114 гидроизомеризации может включать в себя нафту и другие компоненты, более легкие, чем C22, в зависимости от жесткости процесса гидроизомеризации. Перегонная колонна 116 может, таким образом, образовывать дистиллят легче С22, который может объединяться с крекированным промежуточным продуктом в трубопроводе 144.
В колонне 122 атмосферной перегонки крекированный промежуточный продукт разделяется на легкую фракцию для получения сжиженного нефтяного газа (СНГ), как показано отводимую посредством трубопровода 146, фракцию нафты, отводимую посредством трубопровода 148, более тяжелую чем нафта фракцию парафинового дистиллята, отводимую посредством трубопровода 150, и донную фракцию, которая тяжелее, чем фракция парафинового дистиллята, и которая отводится посредством трубопровода 152.
Легкая фракция СНГ, отводимая посредством трубопровода 146, может использоваться в способе 20 в форме сжиженного нефтяного газа, поступающего по трубопроводу 70.
Фракция нафты, которая обычно является фракцией C5-C11, имеет сравнительно малую ценность. Фракция нафты в трубопроводе 148 может использоваться в качестве разбавителя, например, для улучшения перекачиваемости любого высоковязкого вещества, образуемого в способе 10, или в качестве сырья для установки парового крекинга. В качестве альтернативы, фракция нафты может быть объединена с промежуточной фракцией в трубопроводе 82 из перегонной колонны 42 способа 20.
Более тяжелая чем нафта фракция парафинового дистиллята из колонны 122 атмосферной перегонки может использоваться в качестве компонента синтетического парафинового бурового раствора, приводящего к большей рентабельности, чем дизельное топливо. Чтобы гарантировать, что фракция дистиллята имеет температуру вспышки выше 60°C, нижнюю точку отсечки более тяжелой чем нафта фракции парафинового дистиллята устанавливают в колонне 122 атмосферной перегонки около C12 или выше, а не на принятом уровне С9, что является нормальным для дизельного топлива. Температура застывания фракции парафинового дистиллята находится на хорошем уровне для буровых растворов (менее -15°C) при высоком процентном содержании молекул разветвленных парафинов (отношение и-парафинов к н-парафинам более 30% по массе) благодаря использованию катализатора гидрокрекинга на основе благородного металла, работающего в условиях высокой жесткости на стадии 120 гидрокрекинга. Если желаемая температура застывания для некоторых практических применений должна быть ниже -25°C, фракция парафинового дистиллята C12-C22 или буровой раствор могут быть дополнительно гидроизомеризованы с помощью аналогичного катализатора на основе благородных металлов, который упоминался для стадии 114 гидроизомеризации, что приведет к образованию сильно разветвленного продукта, который будет, как правило, иметь массовое отношение и-парафинов к н-парафинам более чем 2:1. Фракция парафинового дистиллята C12-C22 содержит менее 1% по массе ароматических соединений, что имеет большое значение с точки зрения экотоксичности и биоразлагаемости.
Донная фракция, обычно С22+, может быть рециркулирована по трубопроводу 152 на стадию 120 гидрокрекинга. Однако, в качестве альтернативы и предпочтительно, донную фракцию подают на стадию 114 гидроизомеризации для получения более ценных базовых масел, обеспечивающих значительно более высокую рентабельность, чем для буровых растворов.
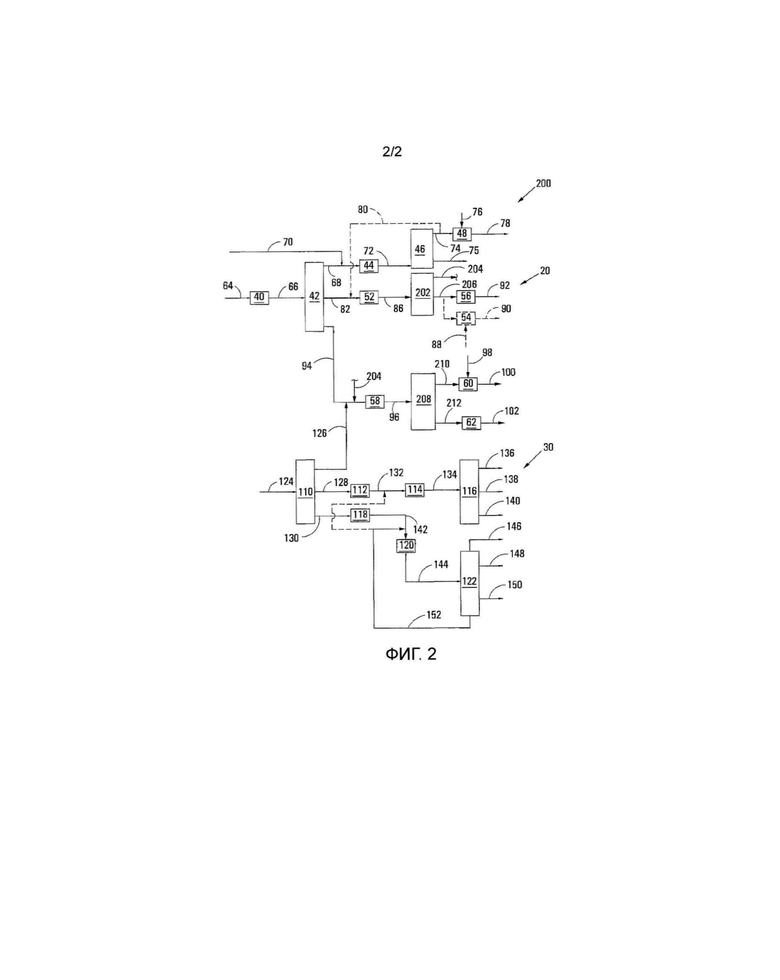
Как показано на фиг.2, номер позиции 200 в целом относится к части способа в соответствии со вторым вариантом осуществления изобретения для получения олефиновых продуктов, подходящих для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, и для получения парафиновых продуктов, подходящих для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, а также базовых масел.
Части способа 200, которые являются такими же или аналогичными показанным для процесса 10 на фиг.1, обозначены теми же самыми номерами позиций.
Способ 200 отличается от способа 10 на фиг.1 в том, что касается составляющего его способа 20, и, в частности, в том, что касается переработки его промежуточной фракции C8-C15 и его тяжелой фракции C16-C22, выходящих из перегонной колонны 42.
В способе 200 промежуточная фракция C8-C15 поступает по трубопроводу 82 непосредственно на стадию 52 димеризации, т.е. стадия 50 дегидрирования способа 10 исключается. На стадии 52 димеризации альфа-олефины в промежуточной фракции димеризуются. Продукт со стадии 52 димеризации поступает по трубопроводу 86 в колонну 202 фракционирования. Колонна 202 фракционирования разделяет продукт со стадии 52 на парафиновую фракцию C8-C15, которая отводится по трубопроводу 204, и поток олефинов C16-C22, который проходит по трубопроводу 206 на стадию 56 гидроформилирования и алкоксилирования. Необязательно, но менее предпочтительно, поток олефинов C16-C22 из колонны 202 фракционирования может быть направлен на стадию 54 ароматического алкилирования.
Поток парафинов C8-C15 из колонны 202 фракционирования подается с помощью трубопровода 204 в трубопровод 94, благодаря чему данная фракция также подвергается дегидрированию на стадии 58 дегидрирования. Продукт со стадии 58 дегидрирования направляется с помощью трубопровода 96 в колонну 208 фракционирования, где он разделяется на фракцию внутренних олефинов C8-C15 и фракцию внутренних олефинов C16-C22. Фракция внутренних олефинов C8-C15 отводится из колонны 208 по трубопроводу 210 и поступает на стадию 60 ароматического алкилирования. Фракция внутренних олефинов C16-C22 проходит из колонны 208 по трубопроводу 212 на стадию 62 гидроформилирования и алкоксилирования, где образуются алкоксилированные спирты.
При сравнении способа 200 со способом 10 фиг.1 следует отметить, что стадия 50 дегидрирования и необязательная стадия разделения промежуточной фракции способа 10 фактически заменены двумя колоннами 202, 208 фракционирования.
Следует понимать, что все трубопроводы 75, 206 и 212 могут осуществлять подачу на одну стадию гидроформилирования и алкоксилирования, например, на стадию 56 гидроформилирования и алкоксилирования, что приведет к значительному снижению эксплуатационных и капитальных затрат. Аналогичным образом, трубопроводы 74 и 210 могут осуществлять подачу на одну стадию ароматического алкилирования, например, на стадию 48 ароматического алкилирования, что также приведет к экономии эксплуатационных и капитальных затрат.
Продукты, полученные из одной установки гидроформилирования/алкоксилирования, будут смесью линейных и разветвленных алкоксилированных спиртов, в то время как продукт, полученный из одной установки ароматического алкилирования, будет смесью линейных и разветвленных диалкилатов. В частности, поток олефинов C15+, отводимый из перегонной колонны 46 по трубопроводу 75, будет образовывать разветвленные олигомеризованные спирты, тогда как поток олефинов C16-C22, отводимый из колонны 202 фракционирования по трубопроводу 206 и содержащий в основном винилиденовые олефины, будет также образовывать разветвленные спирты. Фракция внутренних олефинов C16-C22, отводимая из колонны 208 фракционирования по трубопроводу 212, будет образовывать линейные спирты. Поток олефинов C9-C15, отводимый из перегонной колонны 46 по трубопроводу 74, и содержащий в основном разветвленные олигомеризованные олефины, образует разветвленные диалкилаты, тогда как фракция внутренних олефинов C8-C15, отводимая из колонны 208 фракционирования по трубопроводу 210 и содержащая в основном внутренние олефины, образует линейные диалкилаты.
Однако, если желательно получать моноалкилаты, отдавая им предпочтение над диалкилатами, тогда можно сохранять стадии 54 и/или 60 в виде отдельных стадий.
Как будет понятно, при помощи способа 30 воск Фишера-Тропша, прошедший через различные стадий гидрообработки, превращается в более ценные парафины, которые могут использоваться в качестве промысловых углеводородов, например, в качестве поверхностно-активных веществ или растворителей, или буровых растворов для буровых работ на суше или на море, с числом атомов углерода в диапазоне C12-C22, и для получения различных ценных фракций базового масла, кипящих в диапазоне C22-C50.
Предпочтительно, способы 10, 200 дают суммарный выход олефинов в диапазоне C16-C30, превышающий 25% по массе, возможно даже 30% по массе. Выход всех парафинов превышает 25% по массе, при этом фракции смазочного базового масла превышают 15% по массе, и выход парафинового бурового раствора превышает 10% по массе, давая более 50% по массе ценных промысловых углеводородов и углеводородов базового масла из одной установки синтеза Фишера-Тропша. Остальная часть синтетической сырой нефти, не указанная в таблице 2 и не превращенная в ценные промысловые углеводороды или базовые масла, может представлять небольшой процент низших парафинов (C3-C7) и хвостового газа реактора синтеза Фишера-Тропша, например, CH4, C2H4, C2H6, а также C1-C5 водного продукта.
В то время как переработка потоков углеводородов, например, из процесса синтеза Фишера-Тропша, традиционно ориентирована на получение фракции нафты C5-C9, фракции реактивного топлива C9-C15, фракции дизельного топлива C9-C22 и фракции базового масла C22-C40, настоящее изобретение, как проиллюстрировано, пытается максимально увеличить производство олефинов и направлено на получение олефиновой фракции C16-C30 и разных других олефиновых и парафиновых фракций и сортов базового масла, отличающихся от традиционных фракций, с целью увеличения прибыли и обеспечения потребности в промысловых углеводородах и смазочных базовых маслах рентабельным образом.
Изобретение относится к способу получения парафиновых продуктов, подходящих для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды. Способ включает в себя разделение воска Фишера-Тропша на, по меньшей мере, более легкую фракцию и промежуточную фракцию С23-С50, и указанную более тяжелую фракцию C50+, гидроизомеризацию промежуточной С23-С50 при использовании катализатора гидроизомеризации для получения гидроизомеризованного промежуточного продукта, разделение гидроизомеризованного промежуточного продукта на две или более фракции базового масла, гидрокрекинг более тяжелой фракции с получением крекированного промежуточного продукта и разделение крекированного промежуточного продукта на, по меньшей мере, фракцию нафты и более тяжелую, чем нафта, фракцию парафинового дистиллята, содержащего по меньшей мере 50% по массе углеводородов, имеющих длину углеродной цепи от 12 до 22 атомов углерода в молекуле, при этом более тяжелая, чем нафта, фракция парафинового дистиллята подходит для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, и донную фракцию, которая тяжелее, чем фракция парафинового дистиллята. Предлагаемый способ является более эффективным. 13 з.п. ф-лы, 2 табл., 2 ил.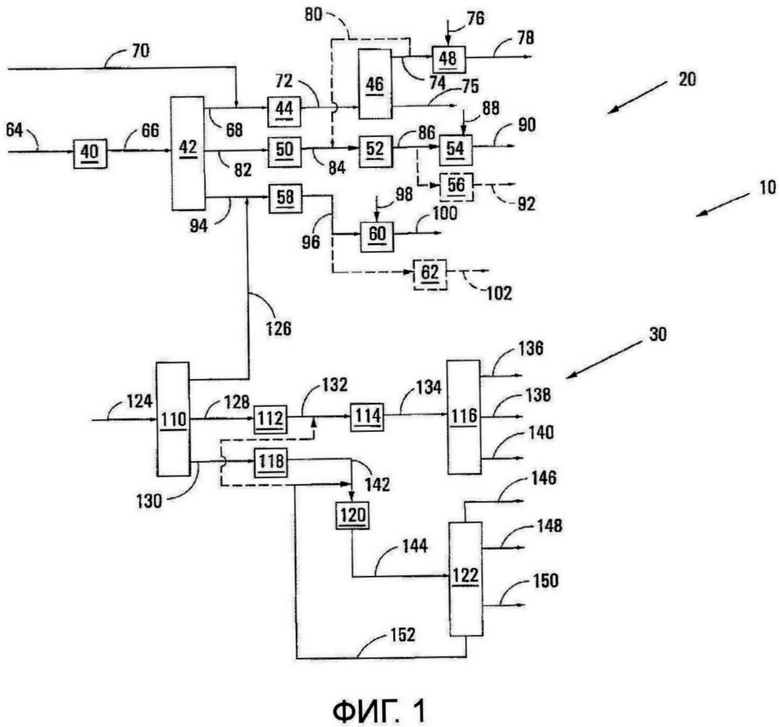
1. Способ получения парафиновых продуктов, подходящих для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, причем способ включает в себя:
разделение воска Фишера-Тропша на, по меньшей мере, более легкую фракцию и промежуточную фракцию С23-С50, и указанную более тяжелую фракцию C50+;
гидроизомеризацию промежуточной С23-С50 при использовании катализатора гидроизомеризации для получения гидроизомеризованного промежуточного продукта;
разделение гидроизомеризованного промежуточного продукта на две или более фракции базового масла;
гидрокрекинг более тяжелой фракции с получением крекированного промежуточного продукта; и
разделение крекированного промежуточного продукта на, по меньшей мере,
фракцию нафты, и
более тяжелую, чем нафта, фракцию парафинового дистиллята, содержащего по меньшей мере 50% по массе углеводородов, имеющих длину углеродной цепи от 12 до 22 атомов углерода в молекуле, при этом более тяжелая, чем нафта, фракция парафинового дистиллята подходит для использования в качестве промысловых углеводородов или для превращения в промысловые углеводороды, и
донную фракцию, которая тяжелее, чем фракция парафинового дистиллята.
2. Способ по п.1, в котором крекированный промежуточный продукт также разделяется на легкую фракцию или фракцию СНГ, которая легче, чем фракция нафты.
3. Способ по п.1, в котором крекинг более тяжелой фракции осуществляется с использованием катализатора на основе благородного металла, нанесенного на аморфный SiO2/Al2O3 носитель или на Y-цеолит, при этом по меньшей мере 80% по массе компонентов более тяжелой фракции, кипящих при 590°C или выше, конвертируется или крекируется в кипящие при температуре менее 590°C.
4. Способ по п.3, в котором крекированный промежуточный продукт отделяют перегонкой, при этом 75% по массе более тяжелой, чем нафта, фракции парафинового дистиллята состоит из углеводородов, имеющих длину углеродной цепи от 12 до 22 атомов углерода в молекуле и имеющих по меньшей мере 0,5 разветвлений на молекулу в среднем.
5. Способ по п.3, в котором крекированный промежуточный продукт отделяют перегонкой, при этом по меньшей мере 95% по массе молекул, составляющих донную фракцию, полученную из крекированного промежуточного продукта, кипит выше 370°С.
6. Способ по п.3, в котором крекированный промежуточный продукт отделяют перегонкой, при этом фракция парафинового дистиллята имеет температуру вспышки выше 60°C и/или фракция дистиллята имеет температуру застывания менее -15°C, и/или фракция парафинового дистиллята имеет отношение и-парафинов к н-парафинам более 50% по массе.
7. Способ по п.1, в котором при гидроизомеризации фракции парафинового дистиллята используют катализатор гидроизомеризации на основе благородного металла для понижения температуры застывания фракции парафинового дистиллята.
8. Способ по п.1, в котором легкая фракция представляет собой легкую фракцию C15-C22.
9. Способ по п.1, который включает гидроочистку промежуточной фракции при использовании катализатора гидроочистки для удаления оксигенатов или олефинов, которые могут присутствовать.
10. Способ по п.1, в котором гидроизомеризованный промежуточный продукт подвергают вакуумной перегонке на, по меньшей мере, легкую фракцию базового масла, среднюю фракцию базового масла и тяжелую фракцию базового масла.
11. Способ по п.1, в котором разделение гидроизомеризованного промежуточного продукта включает получение фракции нафты и/или фракции дистиллята С12-С22, в зависимости от жесткости технологической стадии гидроизомеризации, и, когда получают фракцию дистиллята C12-C22, объединяя фракцию дистиллята C12-C22 с крекированным промежуточным продуктом, для обеспечения дополнительной фракции парафинового дистиллята.
12. Способ по п.1, в котором крекированный промежуточный продукт отделяют перегонкой, при этом по меньшей мере 95% по массе молекул, составляющих донную фракцию, полученную из крекированного промежуточного продукта, кипит выше 370°С.
13. Способ по п.1, в котором донную фракцию, полученную из крекированного промежуточного продукта, подвергают гидроизомеризации вместе с промежуточной фракцией, полученной из воска синтеза Фишера-Тропша, для увеличения образования ценного базового масла.
14. Способ по п.1, который включает подвергание синтез-газа синтезу Фишера-Тропша на стадии синтеза Фишера-Тропша для получения указанного воска Фишера-Тропша, при этом стадия синтеза Фишера-Тропша осуществляется в по меньшей мере одном суспензионном реакторе с использованием катализатора Фишера-Тропша на основе Fe для превращения синтез-газа в углеводороды, при этом стадия синтеза Фишера-Тропша осуществляется при температуре от 200 до 300°C, при давлении от 15 до 40 бар (абс.) (1,5-4,0 МПа абс.), при молярном отношении синтез-газа H2:CO в диапазоне от 0,7:1 до 2:1 и при величине альфа-воска по меньшей мере 0,92.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| СПОСОБ КОНВЕРСИИ УГЛЕВОДОРОДНОЙ ЗАГРУЗКИ | 2003 |
|
RU2294916C2 |

