Изобретение относится к области изготовления упругого проволочного материала и изделий из него - упругогистерезисных элементов виброизоляторов и демпферов колебаний агрегатов и приборов.
Известен способ изготовления упругого проволочного материала (Авт.св. 1697337, B21F 21/00. Способ изготовления упругого проволочного материала / И.Д. Эскин, В.В. Фойт. Зарегистрировано в Государственном реестре СССР 8 августа 1991 г.) путем прессования заготовок, набранных из слоев сетки, сплетенной из проволочных спиралей, растянутых до шага, равного диаметру спирали, причем часть слоев сетки сплетают из спиралей правой свивки, а часть - из спиралей левой свивки, и заготовку формируют так, что слои со спиралями правой и левой свивок чередуют в ней, и оси спиралей всех слоев параллельны и в детали их располагают перпендикулярно действующей растягивающей силе.
Недостатками этого способа являются, во-первых, то, что перед укладкой очередного слоя сетки его необходимо натянуть перпендикулярно осям спиралей и таким образом, чтобы витки соседних спиралей вошли в непосредственный контакт друг с другом, а это существенно усложняет процесс формирования заготовки, и, во-вторых, то что этот способ не повышает прочность на разрыв изделий при приложении растягивающей силы в направлении, параллельном осям спиралей сетки и, следовательно, незначительно повышает ее в направлениях, близких к этому направлению.
Этот способ по технической сущности наиболее близок к предлагаемому и принят за прототип.
Ставится задача повышения упругогистерезисных свойств изделий из проволочного материала и упрощения технологии их изготовления, а именно исключения необходимости растягивания слоев сетки непосредственно перед их укладкой в заготовку, а также задача повышения прочности изделия на разрыв по двум взаимно перпендикулярным направлениям и, следовательно, по любому направлению в плоскости слоя сетки.
Поставленная задача решается тем, что предлагается способ изготовления упругогистерезисных элементов из проволочного материала, содержащий изготовление этих элементов путем прессования заготовок, набранных из слоев сетки, сплетенной из проволочных спиралей, растянутых до шага, равного диаметру спирали, причем часть слоев сетки сплетают из спиралей правой свивки, а часть - из спиралей левой свивки, и заготовку формируют так, что слои со спиралями правой и левой свивок чередуют в ней, и в контактирующих слоях оси спиралей с правой свивкой параллельны осям спиралей с левой свивкой и в упругогистерезисных элементах их располагают перпендикулярно действующей растягивающей силе, отличающийся тем, что слои изготавливают из предварительно напряженной сетки, у которой из каждой пары контактирующих спиралей одна упруго растянута, а другая упруго сжата одной и той же нагрузкой, приложенной вдоль оси спиралей, а сама сетка находится в упругом равновесном состоянии, причем чередующиеся слои сетки со спиралями правой и левой свивки сформированы в блоки, в одних блоках оси спиралей перпендикулярны одной растягивающей силе, а в других блоках оси спиралей перпендикулярны другой растягивающей силе, перпендикулярной первой, и эти блоки в заготовке чередуются и контактируют друг с другом слоями с одинаковой свивкой спиралей, причем число слоев в различных блоках может быть одинаковым или различным и выбираться в соответствии с действующей на блок растягивающей нагрузкой, перпендикулярной осям спиралей блока.
Сетка находится в предварительно напряженном состоянии и под действием внутренних сил в сетке витки соседних спиралей сцеплены и прижаты друг к другу и сама сетка плоская, что удобно для формирования заготовки. В этом случае операция растяжения сетки внешней силой непосредственно при укладке слоя сетки в заготовку не нужна.
Прижатие витков соседних спиралей сетки друг к другу с некоторой упругой силой позволяет достичь большей равномерности распределения плотности материала в объеме готового изделия и большего давления в контактах материала, за счет чего повышаются упругогистерезисные свойства изделия.
Увеличение прочности на разрыв у изделия по двум взаимно перпендикулярным направлениям увеличивает его прочность на разрыв в этой плоскости по любым направлениям.
Кроме того, с целью дальнейшего увеличения прочности изделия на разрыв блоки заготовки формируют из непрерывных полос, собранных из двух слоев сетки - одного со спиралями с правой свивкой и другого со спиралями с левой свивкой, причем стыки этих слоев по длине полосы разнесены друг от друга таким образом, что в каждом радиальном сечении заготовки находится одинаковое число слоев сетки, и отдельные участки полос могут выполняться с различной шириной, а сами блоки заготовки сформированы намоткой одной или нескольких непрерывных полос.
Формирование заготовки из непрерывных полос, сформированных указанным образом, повышает прочность изделия на разрыв.
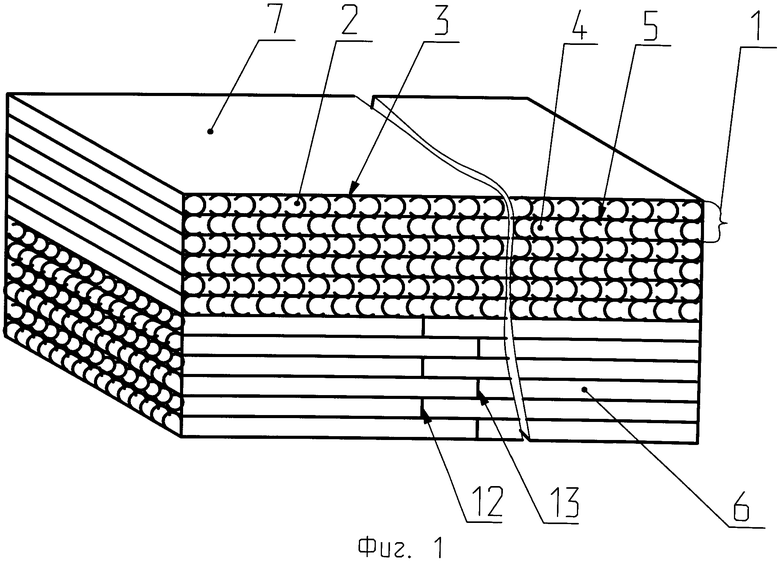
Предлагаемые способы изготовления упругогистерезисных элементов поясняются чертежами. На чертежах слои сетки изображены условно. Слои сетки, свитые из спиралей правой свивки, обозначены значками «)», слои сетки, свитые из спиралей левой свивки, обозначены значками «(». Значки изображены в том торце сетки, которому оси спиралей слоя перпендикулярны. Внедрение слоев сетки друг в друга на чертежах не показано.
На фиг. 1 изображено формирование заготовки из двух блоков.
На фиг. 2 изображено формирование непрерывной полосы из двух слоев сетки со спиралями правой свивки и со спиралями левой свивки.
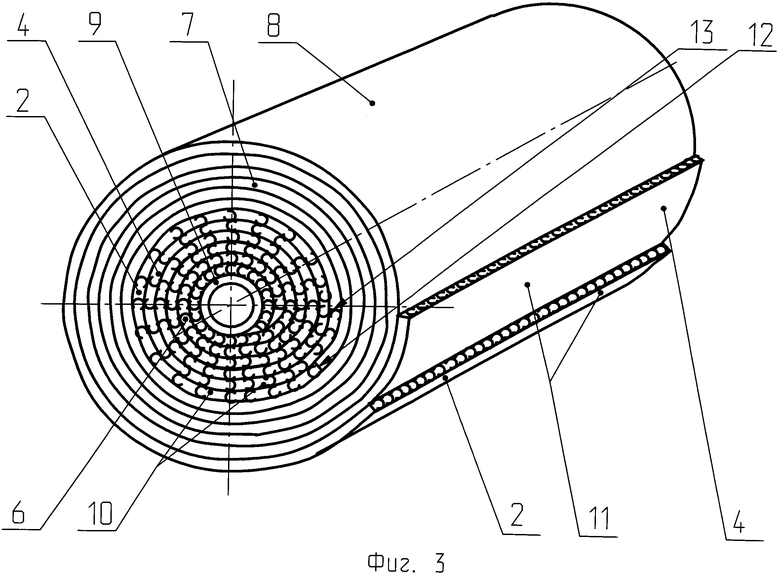
На фиг. 3 изображено формирование заготовки из двух блоков, каждый из которых сформирован наматыванием своей полосы на центральный стержень.
Формируют полосы 1 (см. фиг. 1 и 2) наложением на слой 2 предварительно напряженной сетки, сплетенной из проволочных спиралей 3 правой свивки, с шагом, равным диаметру спирали, слоя 4 предварительно напряженной сетки, сплетенной из спиралей 5 с такими же параметрами, но левой свивки, таким образом, чтобы оси спиралей обоих слоев были параллельны. Легким нажатием витки одного слоя внедряют между витками другого слоя.
У предварительно напряженной сетки, в каждой паре спиралей, сцепленных витками, одна спираль растянута внутренней упругой силой, а другая сжата такой же по величине внутренней упругой силой, действующими вдоль осей спиралей (не показано). Под действием этих сил предварительно напряженная сетка находится в равновесном состоянии.
Из полос 1 (см. фиг. 1) формируют блоки 6 наложением полос 1 друг на друга таким образом, чтобы полосы ложились слоем 2 со спиралями 3 правой свивки на слой 4 другой полосы со спиралями 5 левой свивки, причем оси спиралей во всем блоке 6 параллельны. Легким нажатием внедряют витки полос между витками контактирующих с ними полос.
Аналогичным образом формируют блоки 7, отличающиеся от блоков 6 только тем, что оси спиралей в блоках 7 в заготовке перпендикулярны осям спиралей блоков 6.
Формируют заготовку 8 из блоков 6 и 7, чередуя их и укладывая таким образом, что блоки ложатся друг на друга слоями со спиралями с одинаковой свивкой. Легким нажатием внедряют контактирующие слои блоков друг в друга.
Окончательно сформированную заготовку 8 прессуют.
Кроме того, заготовки 8 могут формироваться из чередующихся блоков 6 и 7, изготавливаемых намоткой на центральный стержень 9 непрерывных полос 10 (блок 6, см. фиг. 2 и 3) или 11 (блок 7, см. фиг. 3).
Непрерывную полосу 10 формируют из слоев 2 и 4 (см. фиг. 2) сеток, сплетенных из спиралей 3 и 5, оси которых параллельны, легким нажатием внедрив витки слоя 4 между витками слоя 2. Стыки 12 слоев 2 смещают относительно стыков 13 слоев 4 (на чертежах стыки слоев изображены условно).
Непрерывную полосу 11 формируют аналогичным образом. Оси спиралей полос 10 и 11 взаимно перпендикулярны. Отдельные участки полос могут выполняться с различной шириной. Причем стыки слоев заготовки 8 размещены таким образом, что в каждом радиальном сечении заготовки находится одинаковое число слоев сетки (см. фиг. 3).
В блоке 6 оси спиралей параллельны оси заготовки 8. При намотке полосы 11 блока 7 спирали изгибаются по дуге спирали намотки, при этом деформация изгиба спиралей будет тем меньше, чем больше радиус спирали намотки. Для достижения меньшей деформации изгиба спиралей блока 7 блок 7 сформирован намоткой полосы 11 на блок 6.
У прототипа действие растягивающей силы вдоль осей спиралей будет просто растягивать спирали слоев сетки и прочность на разрыв изделий в этом направлении будет невелика.
У изделий, изготовленных предлагаемым способом, по двум взаимно перпендикулярным направлениям, перпендикулярным осям спиралей слоев сетки, т.е. перпендикулярным линиям жестких контактов витков в слоях, для недопустимого нарушения формы изделия под действием растягивающих сил по этим направлениям необходимо порвать слои сетки. Этим обстоятельством объясняется высокая прочность на разрыв по этим направлениям, но и любым направлениям в плоскости слоев.
Другие преимущества предлагаемых способов изготовления упругогистерезисных элементов из проволочного материала описаны выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| Виброизолятор "двойной колокольчик" (варианты) и способ изготовления его упругогистерезисных элементов из проволочного материала | 2015 |
|
RU2626787C2 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2553302C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2014 |
|
RU2553877C1 |
| ВИБРОИЗОЛЯТОР С БОЛЬШИМ ХОДОМ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО УПРУГОГИСТЕРЕЗИСНЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2520230C2 |
| Трехслойный подшипник скольжения | 1991 |
|
SU1784775A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГО ДЕМПФИРУЮЩЕГО ЭЛЕМЕНТА ИЗ ПРОВОЛОЧНОГО НЕТКАНОГО МАТЕРИАЛА | 2004 |
|
RU2287394C2 |
| Способ изготовления конусообразных упруго-гистерезисных элементов из проволочного материала | 1990 |
|
SU1712049A1 |
| БАМПЕРНОЕ ЗАЩИТНОЕ УСТРОЙСТВО ДЛЯ ГРУЗОВЫХ АВТОМОБИЛЕЙ И АВТОБУСОВ СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИСТЕРЕЗИСНЫХ ЭЛЕМЕНТОВ ИЗ ПРОВОЛОЧНОГО МАТЕРИАЛА | 2012 |
|
RU2521866C2 |
| Шина автомобильная бескамерная непрокольная | 2019 |
|
RU2733890C1 |
| Цельнометаллический виброизолятор средней грузоподъемности и способ его изготовления | 2015 |
|
RU2658251C2 |

Изобретение относится к машиностроению и может быть использовано при изготовлении упругогистерезисных элементов из проволочного материала, применяемых в виброизоляторах и демпферах колебаний агрегатов и приборов. Способ включает прессование заготовок, содержащих слои сетки, сплетенной из проволочных спиралей, растянутых до шага, равного диаметру спирали, которые располагают перпендикулярно действующей на упругогистерезисный элемент растягивающей силе. Часть слоев сетки сплетают из спиралей правой свивки, а часть - из спиралей левой свивки, и располагают их с чередованием из условия расположения осей спиралей в контактирующих слоях параллельно друг другу и перпендикулярно действующей растягивающей силе. Используют предварительно напряженную сетку, у которой из каждой пары контактирующих спиралей одна упруго растянута, а другая - упруго сжата одной и той же нагрузкой, приложенной вдоль оси спиралей из условия нахождения самой сетки в упругом равновесном состоянии. Чередующиеся слои сетки со спиралями правой и левой свивки формируют в блоки, в одних из которых оси спиралей перпендикулярны одной растягивающей силе, а в других - другой растягивающей силе, перпендикулярной первой Блоки чередуют с образованием заготовки из условия контакта друг с другом слоев сетки с одинаковой свивкой спиралей, при этом число слоев в различных блоках выбирают в зависимости от действующей на блок растягивающей нагрузки, перпендикулярной осям спиралей блока. Повышается прочность изделия на разрыв по двум взаимно перпендикулярным плоскостям.2 з.п. ф-лы, 3 ил.
1. Способ изготовления упругогистерезисных элементов из проволочного материала, включающий прессование заготовок, содержащих слои сетки, сплетенной из проволочных спиралей, растянутых до шага, равного диаметру спирали, которые располагают перпендикулярно действующей на упругогистерезисный элемент растягивающей силе, при этом часть слоев сетки сплетают из спиралей правой свивки, а часть - из спиралей левой свивки, которые располагают с чередованием слоев со спиралями правой и левой свивок из условия расположения осей спиралей в контактирующих слоях параллельно друг другу и перпендикулярно действующей растягивающей силе, отличающийся тем, что используют предварительно напряженную сетку, у которой из каждой пары контактирующих спиралей одна упруго растянута, а другая - упруго сжата одной и той же нагрузкой, приложенной вдоль оси спиралей из условия нахождения сетки в упругом равновесном состоянии, при этом чередующиеся слои сетки со спиралями правой и левой свивки формируют в блоки, в одних из которых оси спиралей перпендикулярны одной растягивающей силе, а в других - другой растягивающей силе, перпендикулярной первой, которые чередуют с образованием заготовки из условия контакта друг с другом слоев сетки с одинаковой свивкой спиралей, при этом число слоев в различных блоках выбирают в зависимости от действующей на блок растягивающей нагрузки, перпендикулярной осям спиралей блока.
2. Способ по п. 1, отличающийся тем, что блоки заготовки формируют путем намотки одной или нескольких непрерывных полос, собранных из двух чередующихся слоев сетки и расположенных из условия разнесения по длине полосы стыков слоев друг от друга так, чтобы в каждом радиальном сечении заготовки находилось одинаковое число слоев сетки.
3. Способ по п. 2, отличающийся тем, что непрерывные полосы выполнены с участками различной ширины.
| SU 1697337 A1, 20.03.2001 | |||
| Способ изготовления упругих элементов из проволочного материала | 1984 |
|
SU1210944A1 |
| Способ изготовления конусообразных упруго-гистерезисных элементов из проволочного материала | 1978 |
|
SU766714A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО ПРОВОЛОЧНОГО МАТЕРИАЛА "МЕРЕТРАНС" И ИЗДЕЛИЙ ИЗ НЕГО | 2005 |
|
RU2290275C2 |
| US 3844545 A1, 29.10.1974 | |||

