Изобретение относится к области строительства, а именно к способам изготовления деревянных стеновых панелей - древоблоков.
Известен способ изготовления пакетного древоблока, заключающийся в том, что нарезают доски одинаковой длины, которые укладывают друг на друга, перед чем в местах контакта их друг с другом их смазывают клеящим веществом, затем сжимают прессом (патент России RU №92435 МПК Е04В 2/02, 01.09.2009 г.).
Данное техническое решение является наиболее близким к изобретению, поэтому принято за прототип.
Недостатками прототипа являются повышенные трудоемкость и энергозатраты на изготовление древоблока вследствие потребности оборудования для прессования больших мощностей.
Технический результат от использования заявленного технического решения заключается в снижении трудоемкости и энергозатрат на изготовление древоблока за счет использования оборудования для прессования небольших мощностей.
Ниже приведены общие и частные существенные признаки, характеризующие причинно-следственную связь изобретения с указанным техническим результатом.
Способ изготовления пакетного древоблока заключается в том, что нарезают доски одинаковой длины, которые укладывают друг на друга, перед чем в местах контакта их друг с другом их смазывают клеящим веществом, затем сжимают прессом. Доски предварительно разделяют на две части косым срезом, параллельным их продольной оси, затем осуществляют укладку досок между плоскостями сборочной обоймы пресса друг на друга в первый ряд длинными сторонами так, чтобы косые срезы были направлены в одну сторону, причем указанный ряд досок сопрягают со вторым тождественным рядом досок, являющимся зеркальным отражением первого ряда так, что после соединения досок в пакет он имеет вид «елочки» на поперечном сечении с вершиной с одной стороны и в форме «ласточкина хвоста» с другой стороны. При сборке доски первого и второго рядов смазывают в местах их контакта между собой указанным клеящим веществом, а укладку осуществляют в порядке чередования досок первого и досок второго ряда до контакта торцов последующих досок одного ряда с боковой стороной предыдущих досок другого ряда, после этого осуществляют формирование пакета путем упомянутого сжатия досок прессом. Линия приложения усилия пресса лежит в продольной плоскости пакета от вершины «елочки» до «ласточкина хвоста» и перпендикулярна поперечной плоскости пакета. Со стороны вершины «елочки» неразъемно прикрепляют доборы с треугольным поперечным сечением с возможностью образования плоскости вдоль стороны пакета, последующим прессованием формируют древоблок преимущественно в виде прямоугольного параллелепипеда в плане. После этого на нем изготовляют средство соединения для смежных древоблоков в виде чередующихся выступов и впадин на боковых сторонах монтируемых в середине стены древоблоков, а боковую сторону угловых древоблоков выполняют ступенчатой формы в поперечном сечении, соответствующей ступенчатой форме сопряженного углового древоблока, затем в древоблоках наружных и внутренних стен выполняют проемы для размещения окон, дверей и другого оснащения дома. К боковым сторонам пакета неразъемно прикрепляют настил из досок, которые располагают вдоль коротких сторон пакета перпендикулярно его продольной оси. Доски указанного настила располагают под углом к продольной оси пакета. Доски наружной и внутренней сторон древоблока располагают в виде сплошного настила. Доски наружной стороны настила укладывают вплотную друг к другу, а доски внутренней стороны настила располагают «в разрядку». Доски наружной стороны настила соединяют друг с другом соединением типа «шип-паз» или соединение в виде косого среза так, что нависающая часть соединения расположена на внешней стороне древоблока и направлена к его нижней части. Древоблок могут выполнять из двух пакетов, ориентированных вершинами «елочки» в одну или противоположные стороны. В древоблоке из двух пакетов между ними размещают прокладку, неразъемно прикрепленную к сопряженным косым срезам рядов досок, которую изготовляют из досок, или из фанеры, или из подобных плоских листов из другого материала, а также из термозащитного материала. Между крайними досками смежных рядов со стороны, противоположной вершине «елочки», вдоль пакета выполняют паз в форме «ласточкина хвоста», к которому прикрепляют добор треугольного поперечного сечения с возможностью образования плоскости вдоль стороны пакета. В указанном пазу в форме «ласточкина хвоста» может быть размещена направляющая оболочка для электрокоммуникаций. Формирование боковых сторон древоблока при использовании вертикальных соединений типа «шип-паз» выполняют путем вклеивания торцевых элементов фигурного поперечного сечения, которые предварительно изготовляют на продольном фрезерном станке.
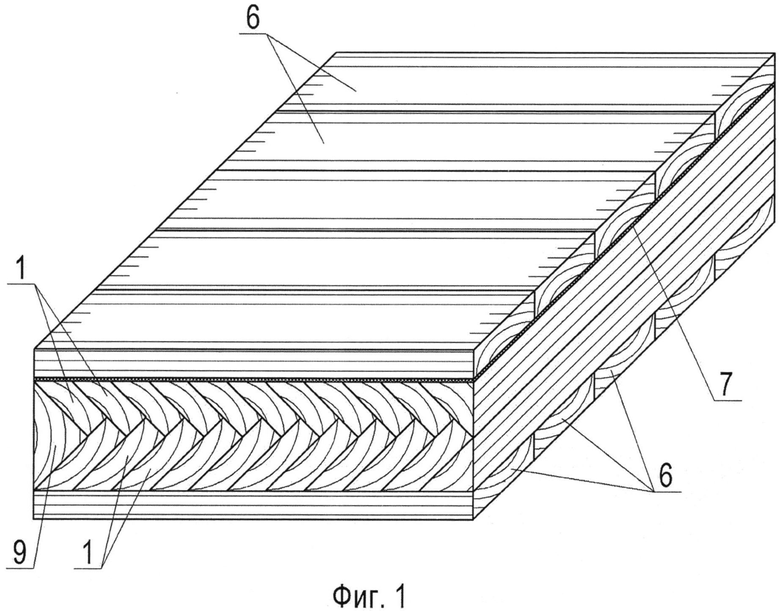
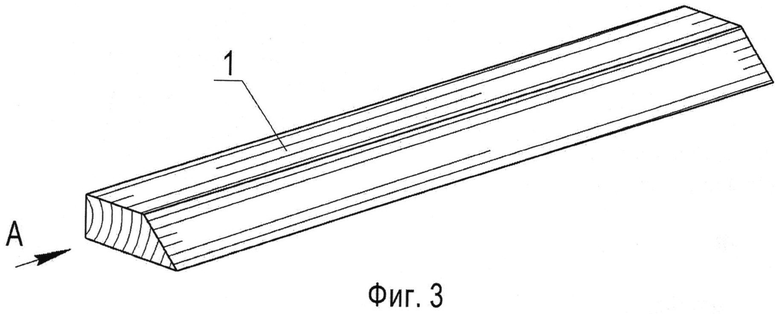
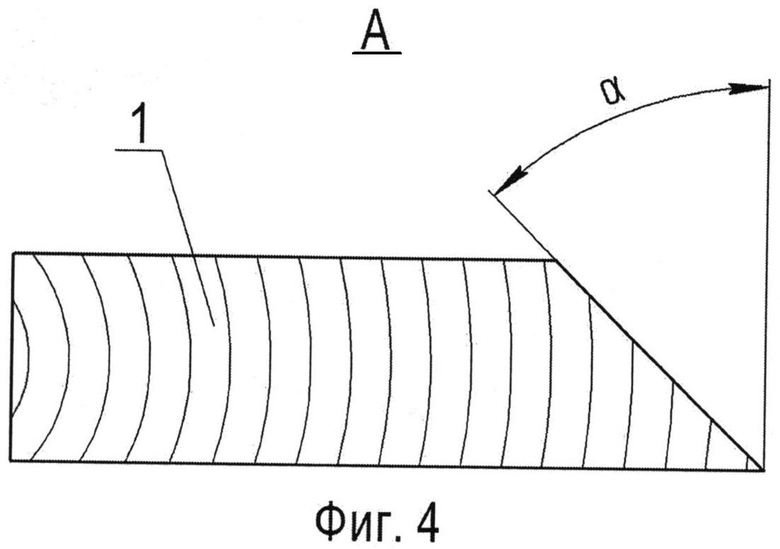
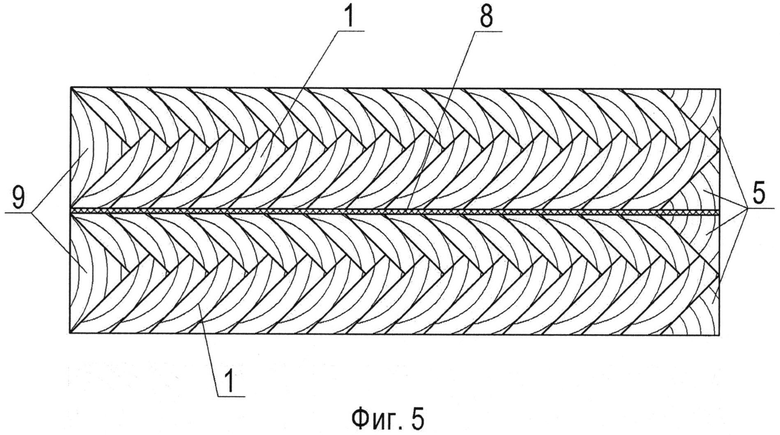
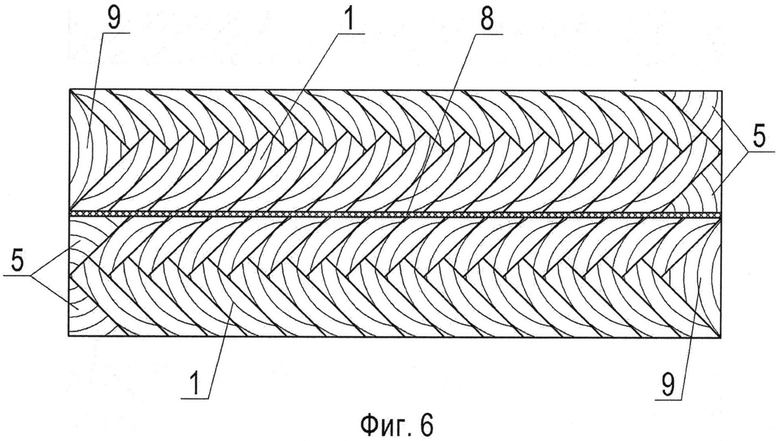
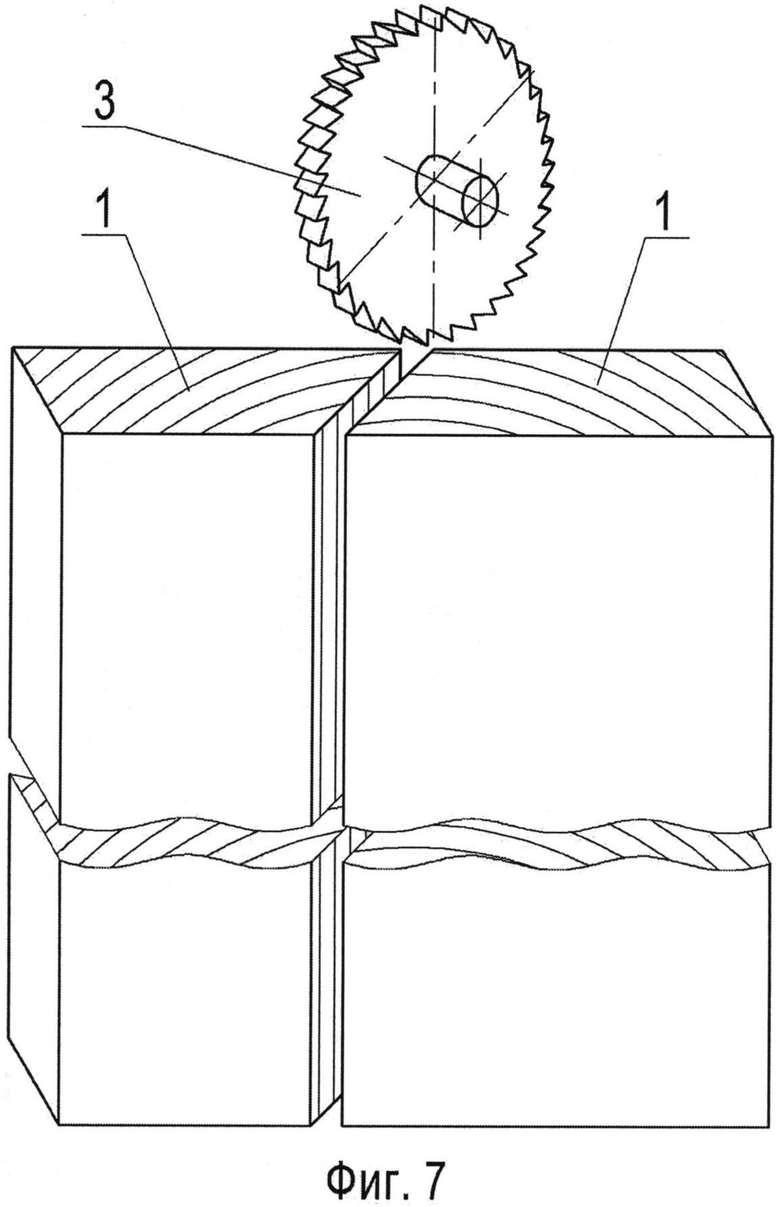
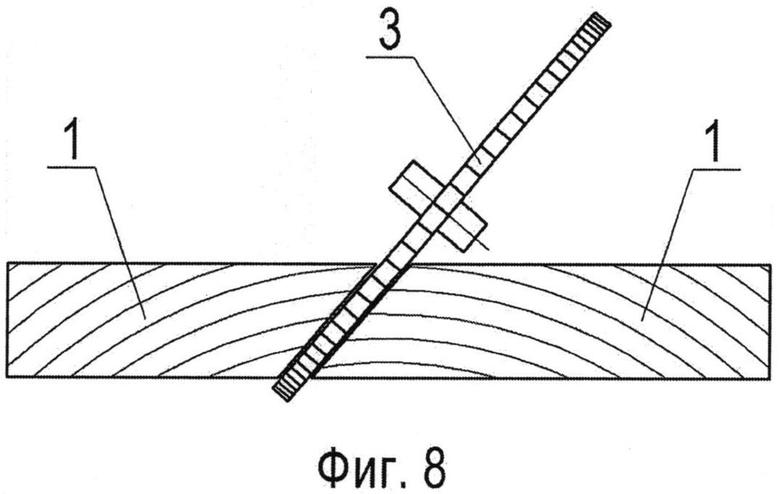
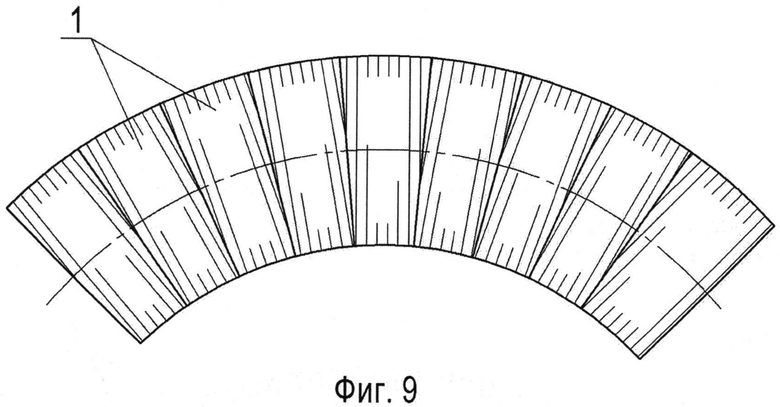
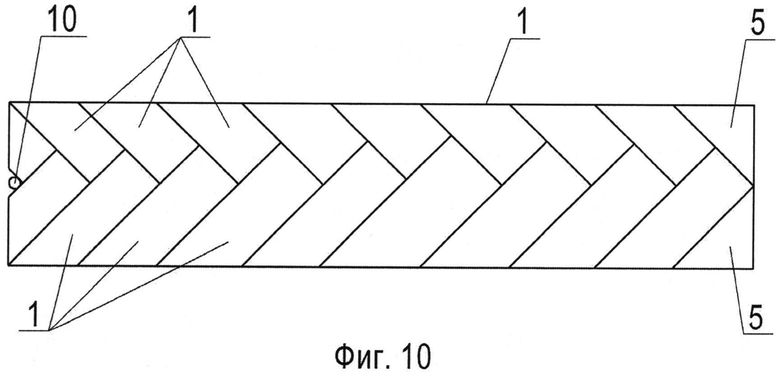
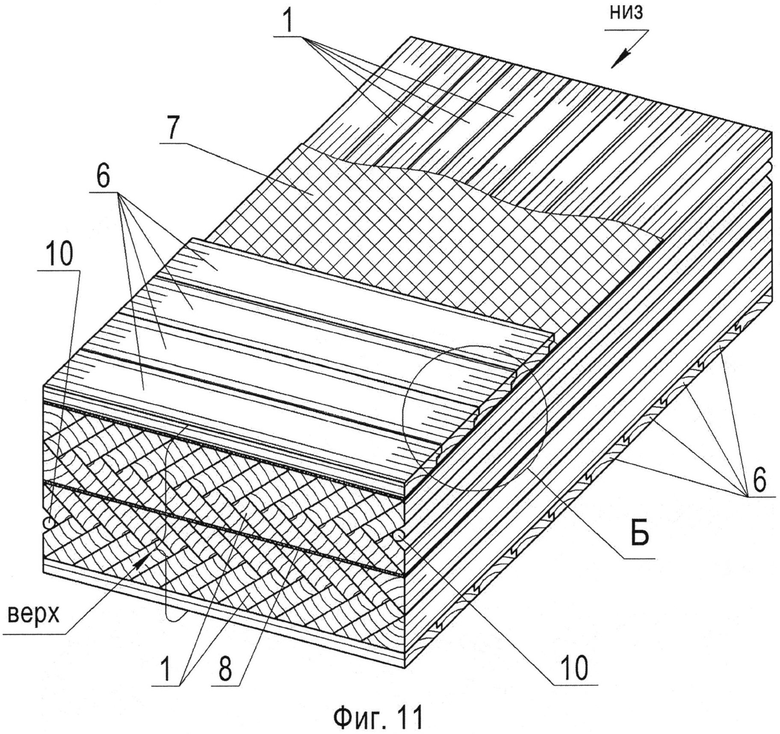
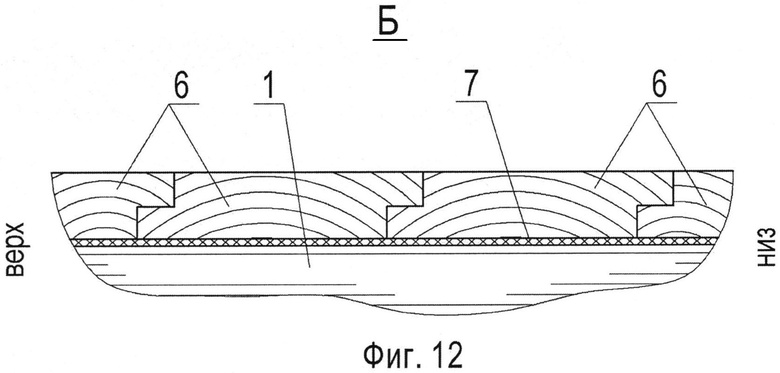
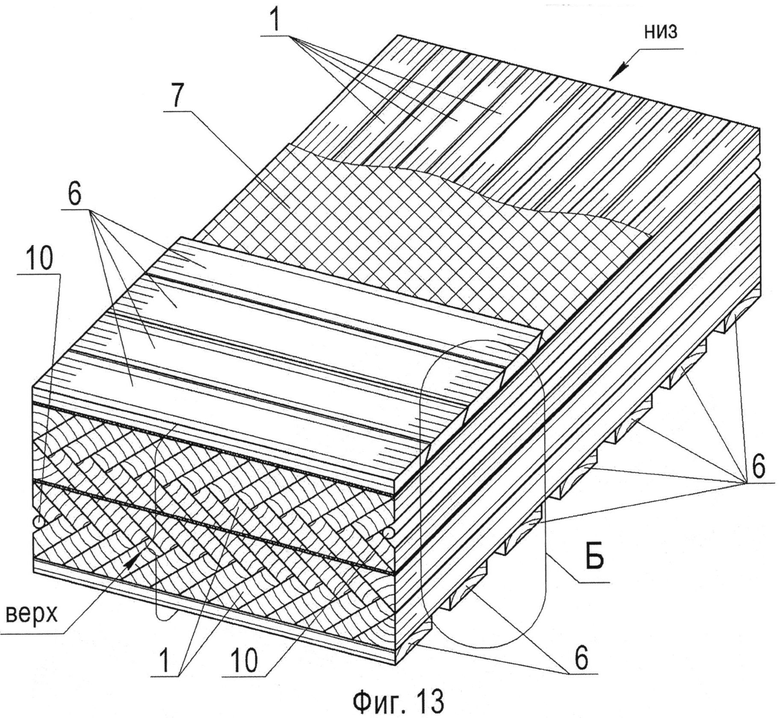
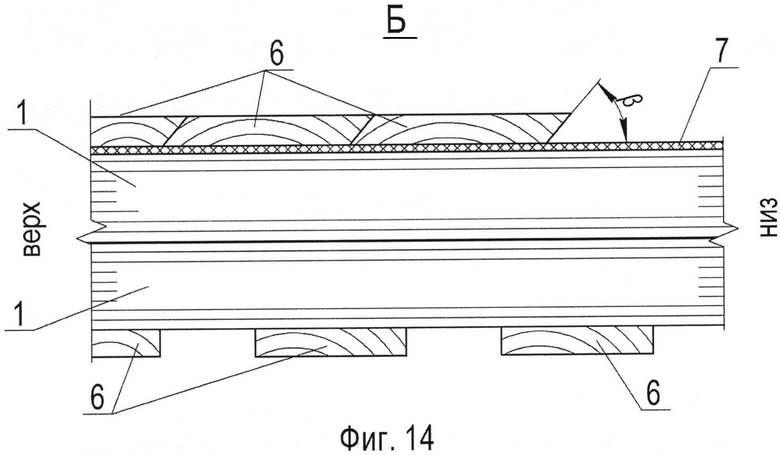
Изобретение иллюстрируется чертежами, где на фиг.1 представлен древоблок из одного пакета, «обшитого» досками в изометрии; на фиг.2 - прессование досок в пакет; на фиг.3 - доска (наборная) для древоблока; на фиг.4 - вид А на фиг.3, косой срез доски; на фиг.5 - древоблок из двух пакетов; на фиг.6 - то же, что и на фиг.5, вариант исполнения; на фиг.7 - распил доски косым срезом, вид спереди; на фиг.8 - то же, что и на фиг.7, вид сверху; на фиг.9 - температурная деформация древоблока с прямым расположением досок; на фиг.10 - древоблок из одного пакета без обшивки досками; на фиг.11 - древоблок из двух пакетов, «обшитый» досками, вариант соединения «шип-паз» досок наружной обшивки, в изометрии; на фиг.12 - вид Б на фиг.11, древоблок из двух пакетов, «обшитый» досками, вариант соединения досок наружной обшивки типа «шип-паз»; на фиг.13 - древоблок из двух пакетов, «обшитый» досками, вариант соединения досок наружной обшивки косым срезом, в изометрии; на фиг.14 - вид В на фиг.13, соединение досок косым срезом.
Способ изготовления пакетного древоблока заключается в том, что нарезают доски 1 одинаковой длины, которые укладывают друг на друга, перед чем в местах контакта их друг с другом их смазывают клеящим веществом, затем сжимают прессом 2.
Доски 1 предварительно разделяют на две части косым срезом, например, циркулярной пилой 3 (фиг.7, фиг.8), параллельным их продольной оси, затем осуществляют укладку досок 1 между плоскостями сборочной обоймы 4 пресса 2 друг на друга в первый ряд длинными сторонами так, чтобы косые срезы были направлены в одну сторону, причем указанный ряд досок 1 сопрягают со вторым тождественным рядом досок 1, являющимся зеркальным отражением первого ряда так, что после соединения досок 1 в пакет он имеет вид «елочки» на поперечном сечении с вершиной с одной стороны и в форме «ласточкина хвоста» с другой стороны.
При сборке доски 1 первого и второго рядов смазывают в местах их контакта между собой указанным клеящим веществом, а укладку осуществляют в порядке чередования досок 1 первого и досок 1 второго ряда до контакта торцов последующих досок 1 одного ряда с боковой стороной предыдущих досок 1 другого ряда.
После этого осуществляют формирование пакета путем упомянутого сжатия досок 1 прессом 2 усилием Р1, причем линия приложения усилия P1 пресса 2 лежит в продольной плоскости пакета от вершины «елочки» до «ласточкина хвоста» и перпендикулярна поперечной плоскости пакета.
Со стороны вершины «елочки» неразъемно прикрепляют доборы 5 с треугольным поперечным сечением с возможностью образования плоскости вдоль стороны пакета, последующим прессованием формируют древоблок преимущественно в виде прямоугольного параллелепипеда в плане, после чего на нем изготовляют средство соединения для смежных древоблоков в виде чередующихся выступов и впадин на боковых сторонах монтируемых в середине стены древоблоков, а боковую сторону угловых древоблоков выполняют ступенчатой формы в поперечном сечении, соответствующей ступенчатой форме сопряженного углового древоблока (не показано). Затем в древоблоках наружных и внутренних стен выполняют проемы для размещения окон, дверей и другого оснащения дома (не показано).
К боковым сторонам пакета неразъемно прикрепляют настил из досок 6, которые располагают вдоль коротких сторон пакета перпендикулярно его продольной оси.
Между настилом из досок 6 наружной стороны древоблока и пакетом неразъемно к ним прикрепляют термоизолирующую прокладку 7.
Доски 6 указанного настила располагают под углом к продольной оси пакета.
Доски 6 наружной и внутренней сторон древоблока могут быть расположены в виде сплошного настила.
Доски 6 наружной стороны настила могут быть уложены вплотную друг к другу, а доски 6 внутренней стороны настила располагают «в разрядку».
Доски 6 наружной стороны настила могут соединяться друг с другом соединением типа «шип-паз» или косым срезом так, что нависающая часть соединения расположена на внешней стороне древоблока и направлена к его нижней части.
Древоблоки могут быть выполнены из двух пакетов, ориентированных вершинами «елочки» в одну или противоположные стороны.
В древоблоке из двух пакетов между ними размещают прокладку 8, неразъемно прикрепленную к сопряженным косым срезам рядов досок 1.
Указанную прокладку 8 изготовляют из досок, или из фанеры, или из подобных плоских листов из другого материала, а также из термозащитного материала.
Между крайними досками 1 смежных рядов со стороны, противоположной вершине «елочки», вдоль пакета образуют паз в форме «ласточкина хвоста», к которому прикрепляют добор 9 треугольного поперечного сечения с возможностью образования плоскости вдоль стороны пакета.
В указанном пазу в форме «ласточкина хвоста» может быть размещена направляющая оболочка 10 для электрокоммуникаций.
Сравнение заявленного технического решения с уровнем техники, известным из научно-технической и патентной документации на дату приоритета в основной и смежной рубриках, не выявило средство, которому присущи признаки, идентичные всем признакам, содержащимся в предложенной заявителем формуле изобретения, включая характеристику назначения. Т.е., совокупность существенных признаков заявленного решения ранее не была известна и не тождественна каким-либо известным техническим решениям, следовательно, оно соответствует условию патентоспособности "новизна".
Данное техническое решение промышленно применимо, поскольку: в материалах заявки указано его назначение, оно может быть изготовлено промышленным способом и использовано в строительстве, работоспособно, осуществимо и воспроизводимо, а отличительные признаки устройства позволяют получить заданный технический результат - снижение трудоемкости и энергозатрат на изготовление древоблока за счет использования оборудования для прессования небольших мощностей, т.е. являются существенными.
Изобретение в том виде, как оно охарактеризовано в каждом из пунктов формулы, может быть осуществлено с помощью средств и методов, описанных в патенте RU №92435, ставших общедоступными до даты приоритета изобретения. Анализ известных технических решений в данной области техники показал, что предложенное устройство не следует для специалиста явным образом из уровня техники, поскольку не выявлены решения, имеющие признаки, совпадающие с отличительными признаками изобретения, и не подтверждена известность влияния отличительных признаков на указанный в материалах заявки технический результат. Т.е. заявленное решение имеет признаки, которые отсутствуют в известных технических решениях, а использование этих признаков в заявленной совокупности существенных признаков дает возможность получить новый технический результат, следовательно, предложенное техническое решение может бы получено только путем творческого подхода и неочевидно для среднего специалиста в этой области, т.е. имеет изобретательский уровень по сравнению с существующим уровнем техники.
Способ осуществляется следующим образом: в заранее подготовленную матрицу, расположенную строго вертикально боковой открытой стороной вверх, укладывается первый нижний элемент с треугольным сечением. Далее последовательно в противоположные стороны срезанным краем укладываются покрытые клеем заранее косорезаные доски. Таким образом заполняется весь объем матрицы. Сверху устанавливается другой торцевой элемент треугольного сечения. Затем к собранной таким образом системе уложенных косорезаных досок вертикально прикладывается сжимающее усилие, соответствующее требованиям производителя клея. В таком состоянии собранные доски выдерживаются необходимое для отвердевания клея время. После этого нагрузка снимается и полученный древоблок извлекается из матрицы.
Преимущества изобретения:
- способ позволяет использовать доски разной толщины, но одинаковой ширины, в отличие от прототипа, в котором можно использовать доски разной ширины, но только одинаковой толщины. Поддержание одинаковой толщины досок - более затратная технологическая задача, чем поддержание одинаковой ширины. Таким образом, в данном решении можно использовать заведомо более дешевые доски;
- достигается большая герметичность древоблока за счет более длинного пути прохождения воздуха в клеевых зазорах. Так как все клеевые соединения возникают при тангеницальном приложении усилия, такого рода соединения заведомо более прочные и герметичные в отличие от соединений, полученных простым сжатием без сдвига;
- устойчивость блока к деформации выше, так как при любой деформации будут нагружаться не только клеевые соединения, но и продольные волокна древесины;
- при склейке необходимо прикладывать принципиально меньшее усилие, что позволяет уменьшить мощность прессового оборудования в десятки раз в сравнении с прессами для изготовления древоблоков прототипа;
- решается задача автоматизации при сборке древоблока из отдельных досок, так как загрузка досками объема древоблока происходит через одну узкую сторону древоблока (матрицы);
- достигается более равномерное распределение давления в объеме древоблока, так как усилие пресса передается сразу на десятки слоев досок, а не на несколько как в случае прототипа;
- несущая способность блока в случае его вертикального использования для формирования стены здания в 2 раза выше прототипа, так как все волокна древоблока направлены вертикально в стене и все несут осевую нагрузку в отличие от прототипа, в котором только половина волокон направлена вертикально;
- формирование вертикальных соединений шип-паз может быть упрощено вклеиванием заранее изготовленных на продольном фрезерном станке торцевых элементов.
Использование изобретения дает возможность упростить и удешевить изготовление древоблоков, повысить их прочность, срок службы деревянных домов за счет исключения деформации древоблоков от изменения температуры и влажности окружающей среды.
Изобретение относится к области строительства, а именно к способам изготовления деревянных стеновых панелей - древоблоков. Способ изготовления пакетного древоблока заключается в том, что нарезают доски одинаковой длины, которые укладывают друг на друга, перед чем в местах контакта их друг с другом их смазывают клеящим веществом, затем сжимают прессом. Доски предварительно разделяют на две части косым срезом, параллельным их продольной оси, затем осуществляют укладку досок между плоскостями сборочной обоймы пресса друг на друга в первый ряд длинными сторонами так, чтобы косые срезы были направлены в одну сторону. Указанный ряд досок сопрягают со вторым тождественным рядом досок, являющимся зеркальным отражением первого ряда. После соединения досок в пакет он имеет вид «елочки» на поперечном сечении с вершиной с одной стороны и в форме «ласточкина хвоста» с другой стороны. При сборке доски первого и второго рядов смазывают в местах их контакта между собой указанным клеящим веществом. Укладку осуществляют в порядке чередования досок первого и досок второго ряда до контакта торцов последующих досок одного ряда с боковой стороной предыдущих досок другого ряда. После этого осуществляют формирование пакета путем упомянутого сжатия досок прессом, причем линия приложения усилия пресса лежит в продольной плоскости пакета от вершины «елочки» до «ласточкина хвоста» и перпендикулярна поперечной плоскости пакета. Со стороны вершины «елочки» неразъемно прикрепляют доборы с треугольным поперечным сечением с возможностью образования плоскости вдоль стороны пакета. Последующим прессованием формируют древоблок преимущественно в виде прямоугольного параллелепипеда в плане, после чего на нем изготовляют средство соединения для смежных древоблоков в виде чередующихся выступов и впадин на боковых сторонах монтируемых в середине стены древоблоков, а боковую сторону угловых древоблоков выполняют ступенчатой формы в поперечном сечении, соответствующей ступенчатой форме сопряженного углового древоблока, затем в древоблоках наружных и внутренних стен выполняют проемы для размещения окон, дверей и другого оснащения дома. Технический результат: снижение трудоемкости и энергозатрат на изготовление древоблока за счет использования оборудования для прессования небольших мощностей. 13 з.п. ф-лы, 14 ил.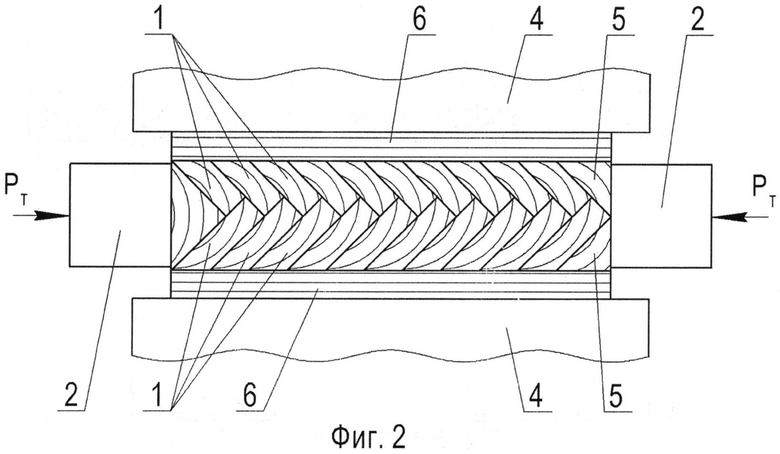
1. Способ изготовления пакетного древоблока, заключающийся в том, что нарезают доски одинаковой длины, которые укладывают друг на друга, перед чем в местах контакта их друг с другом их смазывают клеящим веществом, затем сжимают прессом, отличающийся тем, что доски предварительно разделяют на две части косым срезом, параллельным их продольной оси, затем осуществляют укладку досок между плоскостями сборочной обоймы пресса друг на друга в первый ряд длинными сторонами так, чтобы косые срезы были направлены в одну сторону, причем указанный ряд досок сопрягают со вторым тождественным рядом досок, являющимся зеркальным отражением первого ряда так, что после соединения досок в пакет он имеет вид «елочки» на поперечном сечении с вершиной с одной стороны и в форме «ласточкина хвоста» с другой стороны, при этом при сборке доски первого и второго рядов смазывают в местах их контакта между собой указанным клеящим веществом, а укладку осуществляют в порядке чередования досок первого и досок второго ряда до контакта торцов последующих досок одного ряда с боковой стороной предыдущих досок другого ряда, после этого осуществляют формирование пакета путем упомянутого сжатия досок прессом, причем линия приложения усилия пресса лежит в продольной плоскости пакета от вершины «елочки» до «ласточкина хвоста» и перпендикулярна поперечной плоскости пакета, при этом со стороны вершины «елочки» неразъемно прикрепляют доборы с треугольным поперечным сечением с возможностью образования плоскости вдоль стороны пакета, последующим прессованием формируют древоблок преимущественно в виде прямоугольного параллелепипеда в плане, после чего на нем изготовляют средство соединения для смежных древоблоков в виде чередующихся выступов и впадин на боковых сторонах монтируемых в середине стены древоблоков, а боковую сторону угловых древоблоков выполняют ступенчатой формы в поперечном сечении, соответствующей ступенчатой форме сопряженного углового древоблока, затем в древоблоках наружных и внутренних стен выполняют проемы для размещения окон, дверей и другого оснащения дома.
2. Способ изготовления пакетного древоблока по п.1, отличающийся тем, что к боковым сторонам пакета неразъемно прикрепляют настил из досок, которые располагают вдоль коротких сторон пакета перпендикулярно его продольной оси.
3. Способ изготовления пакетного древоблока по п.2, отличающийся тем, что между настилом из досок наружной стороны древоблока и пакетом неразъемно к ним прикрепляют термоизолирующую прокладку.
4. Способ изготовления пакетного древоблока по п.2, отличающийся тем, что доски наружной и внутренней сторон древоблока располагают в виде сплошного настила.
5. Способ изготовления пакетного древоблока по п.2, отличающийся тем, что доски наружной стороны настила укладывают вплотную друг к другу, а доски внутренней стороны настила располагают «в разрядку».
6. Способ изготовления пакетного древоблока по п.2, отличающийся тем, что доски наружной стороны настила соединяют друг с другом соединением типа «шип-паз» так, что нависающая часть соединения расположена на внешней стороне древоблока и направлена к его нижней части.
7. Способ изготовления пакетного древоблока по п.2, отличающийся тем, что доски наружной стороны настила соединяют друг с другом косым срезом так, что нависающая часть соединения расположена на внешней стороне древоблока и направлена к его нижней части.
8. Способ изготовления пакетного древоблока по п.1, отличающийся тем, что древоблок выполняют из двух пакетов, ориентированных вершинами «елочки» в одну сторону.
9. Способ изготовления пакетного древоблока по п.1, отличающийся тем, что древоблок выполняют из двух пакетов, ориентированных вершинами «елочки» в противоположные сторон.
10. Способ изготовления пакетного древоблока по п.1, или п.3, или п.4, отличающийся тем, что в древоблоке из двух пакетов между ними размещают прокладку, неразъемно прикрепленную к сопряженным косым срезам рядов досок.
11. Способ изготовления пакетного древоблока по п.10, отличающийся тем, что указанную прокладку изготовляют из досок, фанеры или подобных плоских листов из термозащитного материала.
12. Способ изготовления пакетного древоблока по п.1, отличающийся тем, что между крайними досками смежных рядов со стороны, противоположной вершине «елочки», вдоль пакета образуют паз в форме «ласточкина хвоста», к которому прикрепляют добор треугольного поперечного сечения с возможностью образования плоскости вдоль стороны пакета.
13. Способ изготовления пакетного древоблока по п.1, отличающийся тем, что в указанном пазу в форме «ласточкина хвоста» может быть размещена направляющая оболочка для электрокоммуникаций.
14. Способ изготовления пакетного древоблока по п.1, отличающийся тем, что формирование боковых сторон древоблока при использовании вертикальных соединений типа «шип-паз» выполняют путем вклеивания торцевых элементов фигурного поперечного сечения, которые предварительно изготовляют на продольном фрезерном станке.
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1950 |
|
SU92435A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ПЛИТ ИЗ ОТХОДОВ ПИЛОМАТЕРИАЛОВ | 1997 |
|
RU2118589C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 1992 |
|
RU2041809C1 |
| Способ обезвоживания и обессоливания нефти | 1980 |
|
SU1007695A1 |
| Генератор гармонических колебаний | 1978 |
|
SU881965A1 |

