Изобретение относит к деревообрабатывающей промышленности и может быть использовано при производстве мебели, а также при отделке деревом жилых и производственных помещений.
При производстве деревянных плит известны способы изготовления плиты из древесных стружек с клеем и спрессованных в плиты. Такие плиты имеют следующие недостатки: поверхности таких плит ширшавые и не могут быть использованы при изготовлении и в эксплуатации без дополнительной обработки, экологически не безопасны, плиты при эксплуатации деформируются даже от собственного веса, разрушаются от сырости.
Известны способы изготовления плит склеиванием из досок или брусков прямоугольной формы методом сдавливания с боковой стороны. К недостаткам данного способа относятся слабое использование отходов пиломатериалов, неравномерное сдавливание склеиваемых поверхностей, что снижает надежность и качество склеивания.
Известна технология финской фирмы "Текма инж. "(см. журнал "Изобретатель и рационализатор". N 3, 1997, с. 27, статья "Щепки не летят"), по которой на автоматизированной линии из обрезков досок и брусков длиной менее метра с помощью склеивания торцов получают доски и бруски нужной длины. На торцах перед склеиванием выполняют фрезой шлицы. Затем в прорези наносится особая клеевая эмульсия, и транспортер подает их под пресс, который прижимает торцы друг к другу так, что шлицы одних входят в пазы других и они склеиваются за 3-4 секунды.
При изготовлении плит по данной технологии почти не используются отходы пиломатериалов: срезы, горбыли и маломерный кругляк, кроме этого, при нарезании шлицев и пазов значительная часть материала идет в стружку.
Известен наиболее близкий аналог, взятый за прототип, это "Способ изготовления декоративных пластин из древесного материала (см. патент РФ 2062230, кл. B 27 M 3/04, 1996), включающий выпиливание вдоль волокон древесины и калибровку заготовок, сечение которых выполняют в виде равностороннего правильного многоугольника (треугольника, квадрата, шестиугольника), набирают в пакет не менее четырех и склеивают в пакет по длинным продольным граням, а окончательную калибровку проводят резанием склеенного пакета в его поперечном направлении и шлифованием торцевых граней.
Недостатки способа:
данный способ не применим для изготовления плит, рабочими плоскостями которых являются продольные стороны заготовок, а не торцовые;
заготовки склеиваются между собой простым прижатием граней, возможны остатки воздушных пузырьков на склеиваемой поверхности и другие неровности и включения, приводящие к снижению качества склеивания;
неравномерное прижатие склеиваемых поверхностей, приводящее к снижению качества склеивания.
Цель изобретения - улучшение качества склеивания заготовок и повышение возможности использования отходов пиломатериалов.
Поставленная цель достигается тем, что в отличие от прототипа поперечное сечение брусков выполняют в виде равнобедренного треугольника, равнобочной трапеции или равнобочной трапеции в поперечном и продольном сечениях.
Данный существенный отличительный признак позволяет изготавливать бруски, размеры поперечного сечения которых максимально приближены к размерам отходов пиломатериалов. Наиболее экономичный способ изготовления брусков в виде равнобочной трапеции в поперечном и продольном сечениях, который позволяет использовать горбыли, имеющие значительную разницу в размерах у вершины и комля.
Другим существенным отличительным признаком способа является то, что бруски укладывают на нижнюю плиту пресса в пределах боковых упоров в два слоя в виде встречных клиньев поочередно вниз и вверх основанием треугольника (трапеции) с расчетным уступом H между гранями соседних брусков и вдавливают верхний слой брусков между брусками нижнего слоя на величину H до совмещения плоскостей граней соседних брусков.
Этот существенный признак способа позволяет с помощью расклинивания брусков друг другом создать равномерное давление по всем склеиваемым плоскостям как в центре плиты, так и по периферии.
Другим положительным эффектом "клина" является то, что склеиваемые поверхности не только сдавливаются между собой, но и сдвигаются относительно друг друга, при этом удаляются воздушные пузырьки и другие инородные частицы (например, стружка) со склеиваемых поверхностей, а поверхности плотно притираются друг к другу. В результате данного эффекта резко повышается равномерность и качество склеивания поверхностей.
Перечисленные существенные и отличительные признаки в совокупности с известными позволяют достигнуть поставленную цель - улучшить качество склеивания заготовок и повысить возможность использования отходов пиломатериалов в виде срезок, горбылей и маломерного кругляка для изготовления плит с одновременным повышением их потребительского качества, исключающего деформацию (коробление) при эксплуатации готовых изделий в условиях высокой влажности.
На чертежах приведено:
фиг. 1 - способ укладки брусков перед прессованием, имеющих форму треугольника;
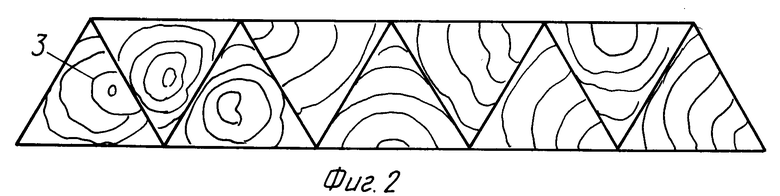
фиг.2 - вид готовой плиты после склеивания;
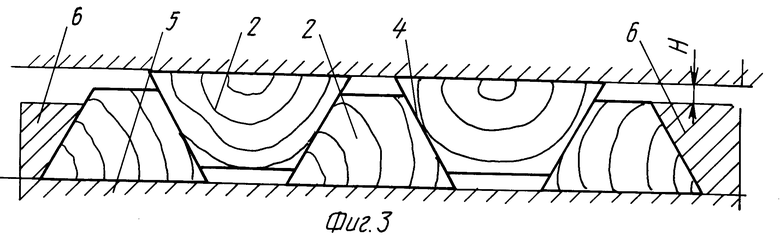
фиг. 3 - способ укладки брусков, имеющих форму равнобокой трапеции в поперечном и продольном сечениях;
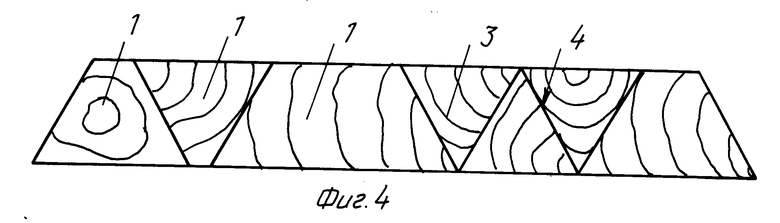
фиг. 4 - способ укладки брусков, имеющих различную форму и размеры.
Для изготовления деревянной плиты используются 1 - брусок с сечением в виде равнобокой трапеции; 2 - брусок, имеющий продольное и поперечное сечения в виде равнобокой трапеции; 3 - брусок, имеющий сечение в виде равнобедренного (равностороннего) треугольника; 4 - клеевая эмульсия (клей-расплав в виде микронной пленки); 5 - верхняя и нижняя плиты пресса; 6 - боковые упоры.
Изготовление брусков 1, 2, 3 может производится на универсальных и специальных деревообрабатывающих станках с использованием дисковой или ленточной пилы, фрез и калибровочных ножей. Для изготовления брусков используются отходы пиломатериалов в виде срезок, горбылей и маломерного кругляка, причем угол скоса бруска может быть выбран с учетом направления угла скоса заготовки (среза, горбыля, кругляка) и с учетом максимального использования заготовки.
Способ нанесения клеевой эмульсии 4 не ограничивается, а также в качестве клея может быть использован клей-расплав в виде микропленки.
Перед прессованием бруски укладываются на плиту 5 пресса основанием бруска в пределах упоров 6 ширины плиты. Треугольные бруски 3 укладываются плотно друг к другу с небольшим нахлестом вершин основания (фиг.1). Бруски в виде трапеции укладываются на плиту основанием с величиной зазора между ними меньше размера верхней части основания трапеции (фиг.3).
Бруски, имеющие поперечное и продольное сечения в виде трапеции, укладываются на плиту пресса комлем в одну сторону, а вершиной в другую, причем зазор между брусками у комля меньше размера соответствующей части вершины бруска, а расстояние между брусками у вершины меньше размера соответствующей части комля бруска (фиг.3).
На первый слой брусков укладывают основанием вверх второй слой брусков.
Бруски, имеющие вид трапеции в продольном сечении, во втором слое укладывают комлями брусков на вершины брусков первого ряда.
При укладке второго ряда брусков должна быть обеспечена расчетная величина уступа H между высотой укладки первого и второго слоев брусков. Величина уступа H зависит от породы древесины и угла скоса брусков.
После укладки брусков опускают верхнюю плиту 5 пресса, вдавливается верхний слой брусков между брусками нижнего слоя до совмещения плоскостей оснований верхнего ряда брусков. При этом верхний слой брусков расклинивает нижний слой с усилием прессования, а склеиваемые поверхности сдвигаются относительно друг друга, притираются и выдавливаются воздушные пузырьки.
В случае применения клея-расплава в виде микропленки плита одновременно с прессованием подвергается подогреву.
Описываемый способ изготовления плит обеспечивает равномерное прижатие склеиваемых поверхностей как в центре, так и на периферии, что обеспечивает качественное и надежное склеивание, а также исключает деформации (коробление) при эксплуатации изделий в условиях высокой влажности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЩИТОВАЯ ДЕРЕВЯННАЯ ДОСКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2017912C1 |
| Способ распиловки лесоматериалов на однородные пиломатериалы | 2023 |
|
RU2827159C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1997 |
|
RU2120854C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТОЙ ШПАЛЫ ДЛЯ ЖЕЛЕЗНЫХ ДОРОГ ШИРОКОЙ КОЛЕИ | 2000 |
|
RU2179923C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| СПОСОБ РАСКРОЯ КРЯЖА ЛИСТВЕННЫХ ПОРОД | 1991 |
|
RU2045387C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1999 |
|
RU2166429C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПИЛОПРОДУКЦИИ ИЗ БРЕВЕН | 2008 |
|
RU2374067C1 |
| Способ получения пиломатериалов из бревен | 1987 |
|
SU1526989A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 1992 |
|
RU2041809C1 |
Изобретение относится к деревообрабатывающей промышленности. Из отходов пиломатериалов изготавливают бруски, поперечное сечение которых имеет вид равнобедренного (равностороннего) треугольника, равнобочной трапеции или равнобочной трапеции в поперечном и продольном сечениях. Наносят клеевую эмульсию на склеиваемые поверхности брусков, укладывают их на плиту пресса в пределах боковых упоров в два слоя в виде встречных клиньев поочередно вниз и вверх основанием с расчетным уступом H между гранями соседних брусков. После этого вдавливают верхний слой брусков между брусками нижнего слоя до совмещения плоскостей граней соседних брусков. Способ позволяет изготавливать деревянные плиты высокого потребительского качества и стойкие от коробления при эксплуатации в условиях высокой влажности. 4 ил.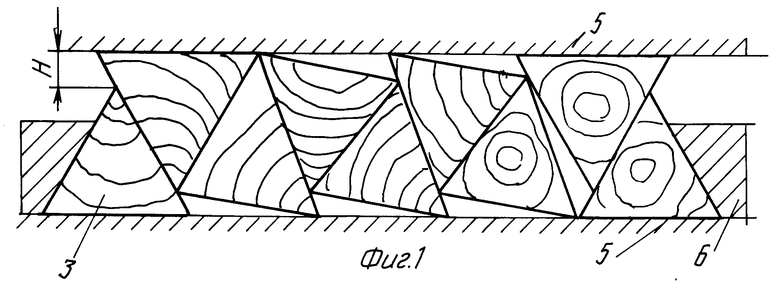
Способ изготовления деревянных плит из отходов пиломатериалов в виде срезок горбылей и маломерного кругляка, включающий раскрой и выпиливание из заготовок брусков, их калибровку, набор брусков по текстуре древесины, укладку их в пакет комлем в одну сторону или с чередованием комля и вершины и склеивание, отличающийся тем, что поперечное сечение брусков выполняют в виде равнобедренного треугольника, равнобочной трапеции или равнобочной трапеции в поперечном и продольном сечении, бруски укладывают на нижнюю плиту пресса в пределах боковых упоров в два слоя в виде встречных клиньев поочередно вниз и вверх основанием треугольника (трапеции) с расчетным уступом Н между гранями соседних брусков и вдавливают верхний слой брусков между брусками нижнего слоя на величину Н до совмещения плоскостей граней соседних брусков.
| RU 2062230 C1, 20.06.96 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
