ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к трафарету (листу со схемой расположения отверстий) для высверливания отверстий, который применяют при высверливании отверстий в многослойном (слоистом) материале, плакированном медью, или в многослойной печатной плате.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Общепринятым способом высверливания отверстий в многослойном материале, плакированном медью, или в многослойной печатной плате, которые применяют для изготовления компонентов плат с печатным монтажом, является способ, в соответствии с которым обычную несущую (жесткую) металлическую фольгу, например алюминиевую фольгу, или лист, полученный нанесением слоя полимерной композиции на поверхность несущей металлической фольги (далее в предлагаемом описании этот лист в общем случае называется "трафаретом для высверливания отверстий"), помещают как трафарет и вспомогательную плату на верхнюю поверхность многослойного материала, плакированного медью, многослойной печатной платы или пачки из множества многослойных материалов, плакированных медью, или многослойных печатных плат, и затем высверливают отверстия.
В последнее время к многослойным материалам, плакированным медью, и многослойным печатным платам, применяемым в качестве компонентов плат с печатным монтажом, предъявляются следующие требования: обеспечение более плотного расположения компонентов, повышение производительности и снижение стоимости, а также повышение качества высверливания при одновременном повышении точности расположения отверстий. Среди примеров решения указанных задач можно упомянуть способ высверливания, предложенный в Патентном документе 1, JP H04-92494 А, включающий использование листа из водорастворимого полимера, такого как полиэтиленгликоль. Кроме того, в Патентном документе 2, JP H05-169400 А, был предложен лист для высверливания отверстий, включающий смазочный материал, получаемый нанесением слоя водорастворимого полимера на металлическую фольгу. Дополнительно, в Патентном документе 3, JP 2003-136485 А, был описан трафарет для высверливания отверстий, изготовляемый нанесением слоя водорастворимого полимера на алюминиевую фольгу с последующим образованием на этом слое тонкого покрытия из термореактивного полимера.
Тем не менее, поскольку развитие методик уменьшения размеров плат с печатным монтажом идет более медленными темпами по сравнению с темпами снижения размеров полупроводников, в результате образуется технологический разрыв, ужесточающий требования к увеличению количества устройств на платах с печатным монтажом. Для удовлетворения этих требований необходимо достичь еще более высокой точности расположения отверстий на платах, а также создать трафарет для высверливания отверстий, отличающийся еще более высокой точностью расположения отверстий.
Кроме того, ввиду ужесточения конкуренции в результате глобализации и выхода на международный рынок новых развивающихся стран требования к повышению производительности и снижению стоимости стали еще более жесткими, чем раньше. Таким образом, в целях дополнительного повышения точности расположения отверстий и увеличения количества высверливаемых за один раз плат необходимо создать трафарет для высверливания отверстий с еще более высокой точностью расположения отверстий.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачи, решаемые изобретением
Как указано выше, требования, предъявляемые к многослойным материалам, плакированным медью, и многослойным печатным платам, применяемым в качестве компонентов плат с печатным монтажом, включают: увеличение количества размещаемых на них устройств, повышение производительности и снижение стоимости и, в частности, повышение точности расположения отверстий при сверлении, более подробно описываемое ниже.
Во-первых, увеличение количества размещаемых устройств на платах с печатным монтажом выражается в простом переходе к минимальным диаметрам отверстий. В массовом производстве диаметр высверливаемых отверстий был снижен до 0,3 мм, 0,25 мм и 0,2 мм, и даже до 0,15 мм и 0,105 мм. Так, для сверления отверстий чрезвычайно малых диаметров, например, при минимальных диаметрах отверстий, составляющих 0,08 мм, 0,075 мм, 0,06 мм и 0,05 мм, применяют лазерную обработку. Причиной такого перехода является то, что имеющий чрезвычайно малый диаметр наконечник сверла, изготовленного из сверхтвердого металла, очень хрупок и легко ломается, и поломка наконечника сверла, имеющего чрезвычайно малый диаметр, происходит с большей вероятностью при использовании традиционных трафаретов для высверливания отверстий. С помощью традиционных методик невозможно предотвратить поломку наконечника сверла и осуществлять высверливание отверстий чрезвычайно малых диаметров с высокой точностью расположения.
Во-вторых, налипание полимера на наконечник сверла снижает точность расположения отверстий при высверливании из-за смещения центровки сверла в результате флуктуации центра тяжести сверла относительно осевой линии при его вращении. Налипание даже небольших количеств полимера на наконечнике сверла с чрезвычайно малым диаметром с большой вероятностью вызывает смещение центра сверла. Кроме того, если налипший полимер отщепляется от наконечника в том же месте, где происходит высверливание отверстия, то наконечник сверла контактирует с отщепившимся полимером, что вызывает снижение точности центровки острия сверла и, как следствие, снижение точности расположения отверстий или поломку наконечника сверла. Таким образом, несмотря на то, что при использовании наконечников сверл с чрезвычайно малыми диаметрами должно происходить значительное снижение количества полимера, наматываемого на наконечник сверла, поскольку спиральный желобок для выброса высверленного материала на наконечнике сверла, имеющего чрезвычайно малый диаметр, очень узкий и неглубокий, полимер легко наматывается на наконечник сверла, и эта проблема не может быть решена с помощью традиционных методик. Следует отметить, что упомянутая выше центровка означает способность двигаться точно вперед в направлении углубления при проведении сверления.
В-третьих, при контакте наконечника сверла со слоем полимерной композиции, нанесенной на трафарет, режущая поверхность, находящаяся на наконечнике, вводится в слой полимерной композиции со скольжением. При скольжении степень центровки снижается и, так как наконечник сверла имеет чрезвычайно малый диаметр, обусловленный увеличением количества размещаемых на плате устройств, для повышения точности расположения отверстий скольжение необходимо ограничивать. Тем не менее, поскольку скольжение наконечника сверла с чрезвычайно малым диаметром дополнительно обусловлено мелкими неровностями на поверхности слоя полимерной композиции, при сильном проскальзывании наконечник сверла может ломаться. С помощью традиционных методик невозможно снизить степень скольжения, снижающую точность расположения отверстий.
В-четвертых, независимо от диаметра наконечника сверла, требования рынка включают повышение производительности и снижение стоимости. Дополнительно, существует конкуренция, обостряющаяся за счет глобализации и выхода на рынок новых развивающихся стран, и необходимость проведения компьютеризованного технологического проектирования. Кроме того, увеличение продолжительности высверливания, обусловленное увеличением количества отверстий, которое, в свою очередь, вызвано увеличением количества размещаемых на платах устройств, и конкуренция, создаваемая лазерными методиками обработки, представляют собой факторы, побуждающие повышать производительность производства и снижать стоимость продукции. Например, наряду с глобализацией, перенос производства в страны с другой ценовой структурой приводит к созданию более высокой конкуренции, и для создания рынка сбыта для развивающихся стран с чрезвычайно низким средним доходом населения необходимо значительно понизить стоимость продукции. В частности, поскольку рыночная конкуренция, требующая повышения производительности производства и снижения стоимости продукции становится более жесткой, чем ранее, возникает необходимость дальнейшего повышения точности расположения отверстий и увеличения количества плат, например, из многослойного материала, плакированного медью, или многослойных печатных плат в одной пачке, подвергаемых сверлению за один раз, что может привести к повышению производительности, снижению капитальных вложений в оборудование для сверления, и снижению стоимости продукции. Тем не менее, с помощью традиционных методик невозможно осуществить одновременное снижение стоимости изделий, т.е. решить задачу, которая с каждым годом становится все сложнее, и увеличить количество плат в пачке. Кроме того, увеличение количества плат в пачке означает наложение друг на друга такого количества листов многослойного материала, плакированного медью, или многослойных печатных плат, которое еще может быть обработано с помощью наконечника сверла с известной длиной лезвия при сохранении высокой точности расположения отверстий как вверху, так и внизу пачки листов многослойного материала, плакированного медью, или многослойных печатных плат.
Изложенные выше проблемы могут быть решены посредством предоставления настоящим изобретением трафарета для высверливания отверстий, предотвращающего поломку наконечника сверла, обеспечивающего высокую точность расположения отверстий и меньшее количество полимера, налипающего на наконечник сверла, по сравнению с традиционным трафаретом для высверливания отверстий.
Способы решения задач
В результате многочисленных исследований, имевших своей целью решение поставленных выше задач, авторы изобретения выявили особую важность влияния состояния поверхности в точке проникновения наконечника сверла в слой полимерной композиции, в особенности влияния среднего размера кристаллических зерен водорастворимой полимерной композиции и стандартного отклонения размера зерен, а также шероховатости Sm поверхности (среднего расстояния между неровностями) в точке ввода наконечника сверла в слой полимерной композиции. Кроме того, авторами было обнаружено, что регулирование условий охлаждения во время изготовления трафарета позволяет регулировать способность водорастворимой полимерной композиции к кристаллизации, в результате чего может быть получено множество расположенных с высокой плотностью кристаллов, имеющих малые размеры и небольшое стандартное отклонение размеров, а также снижена шероховатость Sm поверхности. Полученные результаты позволили повысить степень центровки наконечника сверла даже при работе с наконечником сверла чрезвычайно малого диаметра, повысить точность расположения отверстий при высверливании, снизить количество полимера, наматывающегося на наконечник сверла, и снизить вероятность поломки наконечника сверла.
Изобретение основано на полученных результатах, и его сущность состоит в следующем:
(1) Трафарет для высверливания отверстий, включающий слой кристаллизуемой водорастворимой полимерной композиции, толщина которого составляет от 0,02 до 0,3 мм, сформированный на по меньшей мере одной поверхности несущей металлической фольги, в котором средний размер кристаллических зерен водорастворимой полимерной композиции составляет от 5 до 70 мкм, и стандартное отклонение размера зерен составляет не более 25 мкм, шероховатость Sm поверхности в точке ввода наконечника сверла в слой водорастворимой полимерной композиции составляет не более 8 мкм, и слой водорастворимой полимерной композиции получен нанесением непосредственно на несущую металлическую фольгу горячего расплава водорастворимой полимерной композиции или нанесением раствора, содержащего водорастворимую полимерную композицию, с последующей сушкой и последующим проведением охлаждения, включающего снижение температуры от значений, составляющих от 120°C до 160°C, до значений, составляющих от 25°C до 40°C, в течение 60 секунд при скорости охлаждения, составляющей не менее 1,5°C/сек.
(2) Трафарет для высверливания отверстий по приведенному выше пункту (1), в котором средний размер кристаллических зерен водорастворимой полимерной композиции составляет от 5 до 40 мкм, и стандартное отклонение размера зерен составляет не более 17 мкм, причем шероховатость Sm поверхности слоя водорастворимой полимерной композиции в точке ввода наконечника сверла составляет не более 7 мкм.
(3) Трафарет для высверливания отверстий по приведенному выше пункту (1), в котором водорастворимая полимерная композиция содержит водорастворимый полимер (A) и дополнительно содержит по меньшей мере одно вещество, выбранное из гидрофобного материала (B1), материала (B2), имеющего температуру плавления, превышающую температуру плавления водорастворимого полимера (A), и материала (B3), улучшающего совместимость с водорастворимым полимером (А).
(4) Трафарет для высверливания отверстий по приведенному выше пункту (1), в котором раствор, содержащий водорастворимую полимерную композицию, дополнительно содержит воду и растворитель, температура кипения которого ниже температуры кипения воды.
(5) Трафарет для высверливания отверстий по приведенному выше пункту (1), в котором толщина несущей металлической фольги составляет от 0,05 до 0,5 мм.
(6) Трафарет для высверливания отверстий по приведенному выше пункту (1), применяемый для обработки многослойных материалов, плакированных медью.
Полезный эффект изобретения
Поскольку может быть получен трафарет для высверливания отверстий согласно изобретению, в котором водорастворимый слой полимерной композиции включает множество плотно расположенных кристаллов с небольшими размерами кристаллических зерен и малым стандартным отклонением размера, а также имеет пониженную шероховатость поверхности Sm, может быть улучшена центровка наконечника сверла, что обеспечивает высверливание с высокой точностью расположения отверстий и снижение количества полимера, наматываемого на наконечник сверла, что, в свою очередь, значительно снижает частоту поломки наконечника сверла во время высверливания. Таким образом, изобретение может обеспечить высокое качество высверливания и высокую производительность.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Ниже изобретение описано со ссылками на прилагаемые графические материалы, в которых:
на Фиг.1 представлен ряд увеличенных фотографий, на которых показано состояние поверхности слоев водорастворимых полимерных композиций в Примерах и Сравнительных Примерах;
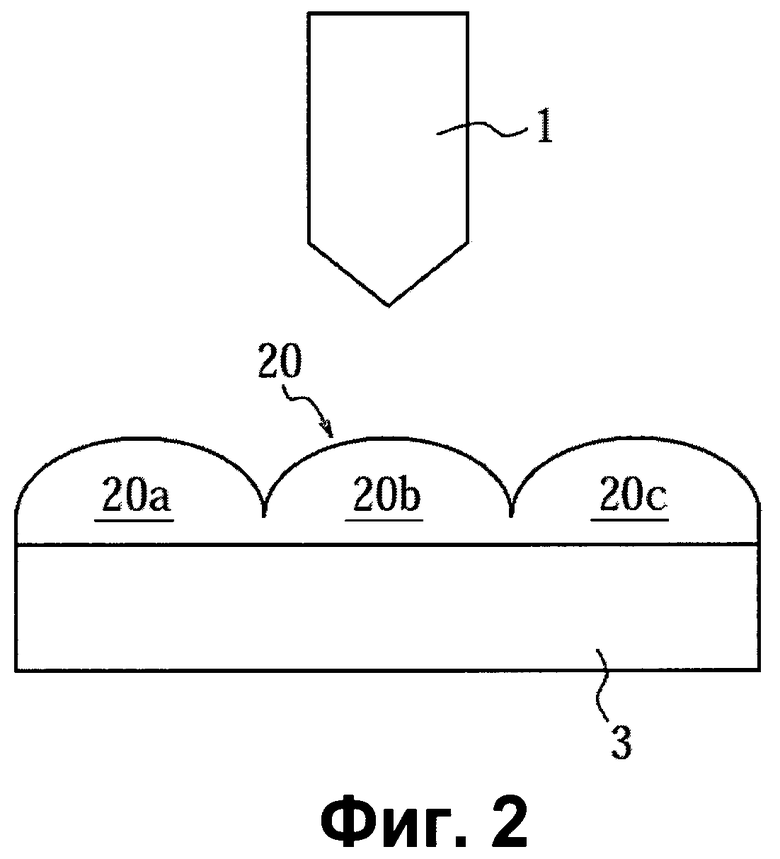
на Фиг.2 схематически представлен вид в поперечном сечении, на котором показаны условия высверливания с использованием традиционного трафарета для высверливания отверстий;
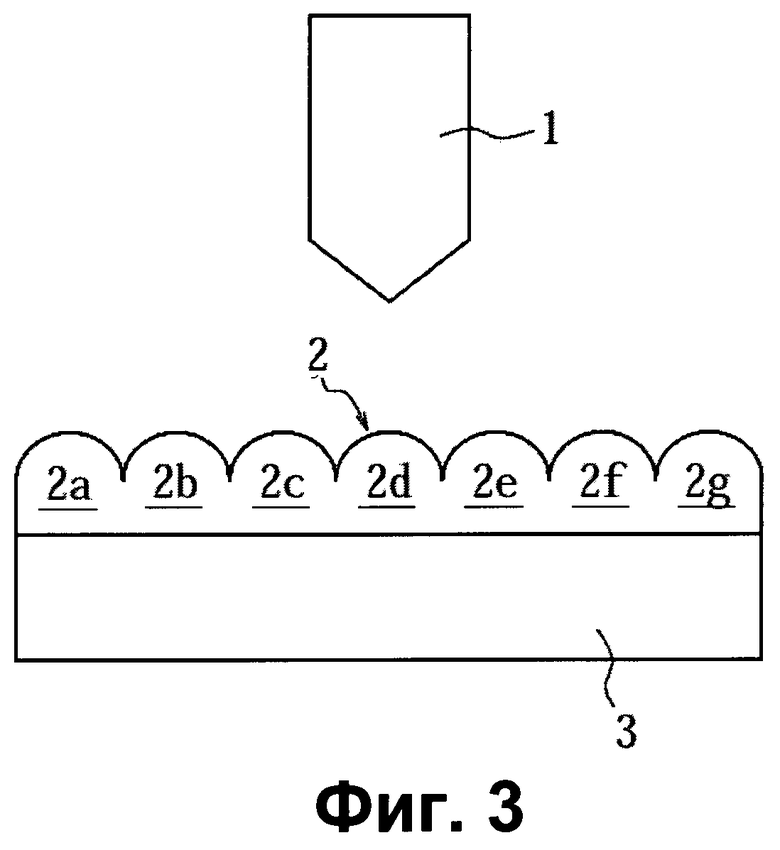
на Фиг.3 схематически представлен вид в поперечном сечении, на котором показаны условия высверливания с использованием трафарета для высверливания отверстий согласно изобретению;
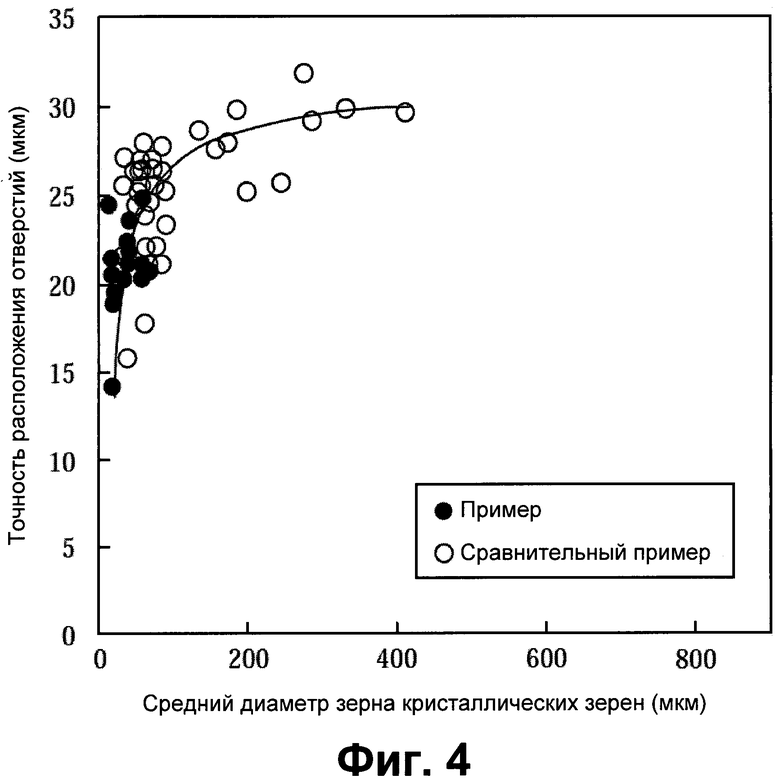
на Фиг.4 представлен график, на котором изображена зависимость точности расположения отверстий от среднего размера кристаллических зерен в слоях водорастворимых полимерных композиций, полученная в Примерах и Сравнительных Примерах;
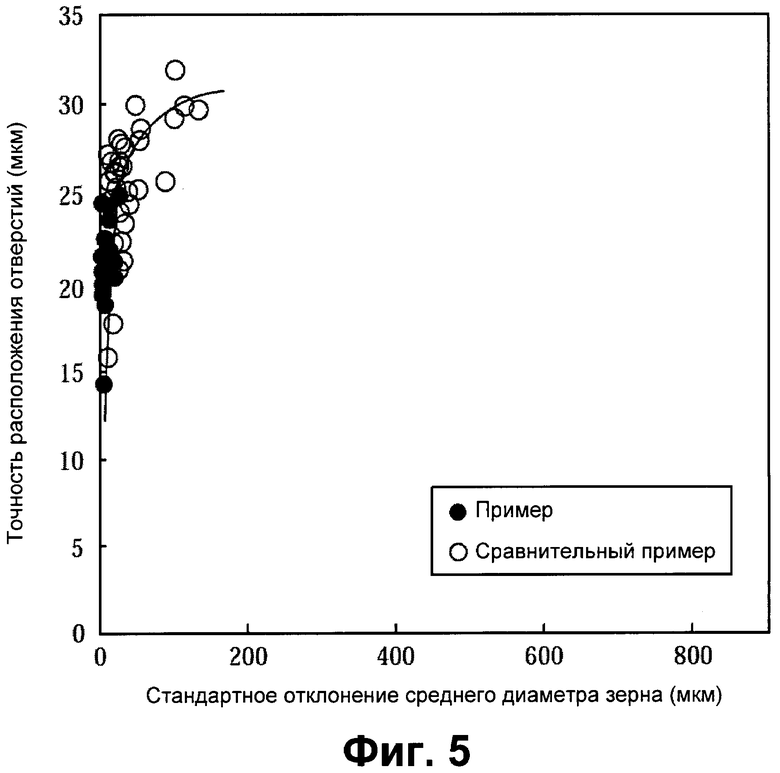
на Фиг.5 представлен график, на котором изображена зависимость точности расположения отверстий от стандартного отклонения размеров кристаллических зерен в слоях водорастворимых полимерных композиций, полученная в Примерах и Сравнительных Примерах; и
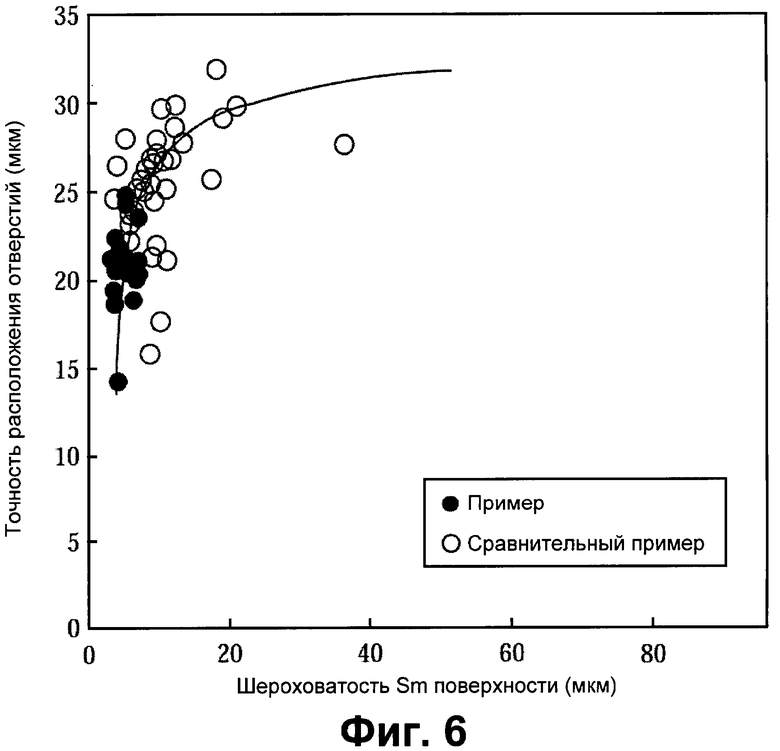
на Фиг.6 представлен график, на котором изображена зависимость точности расположения отверстий от шероховатости Sm поверхности слоев водорастворимых полимерных композиций, полученная в Примерах и Сравнительных Примерах.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Трафарет для высверливания отверстий согласно изобретению представляет собой трафарет для высверливания отверстий, включающий слой водорастворимой полимерной композиции, способной кристаллизоваться (далее называемый "слоем водорастворимой полимерной композиции"), сформированный на по меньшей мере одной поверхности несущей металлической фольги.
В трафарете для высверливания отверстий согласно изобретению кристаллические зерна, находящиеся в водорастворимой полимерной композиции, для которых величина размера зерна находится в определенном диапазоне и величина стандартного отклонения находится в определенном диапазоне, располагаются на поверхности трафарета; это свойство, а также создание величины шероховатости Sm поверхности в точке ввода наконечника сверла, значения которой также находятся в определенном диапазоне, может повысить точность расположения отверстий, снизить количество налипающего полимера и предотвратить поломку наконечника сверла во время высверливания.
Для повышения точности расположения отверстий во время высверливания средний размер кристаллических зерен водорастворимой полимерной композиции должен составлять от 5 до 70 мкм, предпочтительно должен составлять от 5 до 50 мкм, предпочтительнее должен составлять от 5 до 40 мкм, более предпочтительно должен составлять от 5 до 30 мкм, особенно предпочтительно должен составлять от 5 до 20 мкм и наиболее предпочтительно должен составлять от 5 до 10 мкм. Экспериментально было установлено, что если средний размер кристаллических зерен составляет менее 5 мкм, то поверхность водорастворимой полимерной композиции становится слишком ровной, что приводит к проскальзыванию режущей поверхности наконечника сверла, снижению эффективности ввода сверла в поверхность трафарета и ухудшению центровки, то есть при сильном уменьшении размеров кристаллических зерен точность расположения отверстий повышена быть не может. С другой стороны, экспериментально установлено, что если эта величина составляет более 70 мкм, то на ввод наконечника сверла в поверхность трафарета влияют неровности, создаваемые кристаллическими зернами, что приводит к ухудшению центровки и, вследствие этого, к снижению точности расположения отверстий.
На Фиг.2 схематически представлены условия высверливания с использованием традиционного трафарета для высверливания отверстий, и на Фиг.3 схематически представлены условия высверливания с использованием трафарета для высверливания отверстий согласно изобретению. Как показано на Фиг.3, при наличии слоя 2 водорастворимой полимерной композиции согласно изобретению, в котором средний размер кристаллических зерен 2а-2д, из которых состоит слой 2 водорастворимой полимерной композиции, оптимизирован в соответствии с размером наконечника сверла 1, достигается высокая эффективность ввода острия 1 наконечника сверла в слой 2 водорастворимой полимерной композиции и становится возможным повышение точности расположения отверстий. С другой стороны, как показано на Фиг.2, при наличии традиционного слоя 20 полимерной композиции, в котором кристаллические зерна 20а-20с, из которых состоит слой 20 полимерной композиции, превышают размер острия 1 наконечника сверла, острие 1 наконечника сверла может проскальзывать по поверхностям кристаллических зерен 20а-20с, что приводит к ухудшению центровки и снижению точности расположения отверстий.
Согласно изобретению размер кристаллических зерен (который далее может называться "размером кристаллического зерна") водорастворимой полимерной композиции согласно изобретению означает максимальный диаметр кристаллических зерен, находящихся на поверхности слоя водорастворимой полимерной композиции при рассмотрении трафарета сверху в направлении, перпендикулярном поверхности.
Способ измерения среднего значения размеров кристаллических зерен водорастворимой полимерной композиции включает исследование поверхности слоя полимерной композиции на трафарете для высверливания отверстий с помощью микроскопа V-Laser с 200-кратным увеличением (модель VK-9700, Keyence Corporation), измерение максимального диаметра 50 произвольно выбранных кристаллических зерен с помощью упомянутого микроскопа и вычисление среднего значения (среднечисловое среднее), которое принимают за средний размер зерна водорастворимой полимерной композиции. Следует отметить, что согласно изобретению вычисление производят, не учитывая зерна с размером кристаллического зерна, составляющим менее 1 мкм.
Дополнительно, для повышения точности расположения отверстий во время высверливания, кроме оптимизации размеров кристаллических зерен водорастворимой полимерной композиции необходимо, чтобы стандартное отклонение среднего размера кристаллических зерен составляло не более 25 мкм, предпочтительно не более 20 мкм, предпочтительнее не более 17 мкм, более предпочтительно не более 15 мкм, особенно предпочтительно не более 10 мкм, и наиболее предпочтительно не более 5 мкм. Причина ограничения значений стандартного отклонения состоит в том, что при проведении экспериментов было обнаружено следующее: если стандартное отклонение превышает 25 мкм даже при малых средних размерах кристаллических зерен, зерна большого диаметра оказываются разбросанными, образуя большие неровности, что приводит к снижению точности расположения отверстий.
Способ вычисления стандартного отклонения среднего размера кристаллических зерен водорастворимой полимерной композиции включает исследование поверхности слоя полимерной композиции на трафарете для высверливания отверстий с помощью микроскопа V-Laser с 200-кратным увеличением (модель VK-9700, Keyence Corporation), измерение максимального диаметра 50 произвольно выбранных кристаллических зерен с помощью упомянутого микроскопа и вычисление среднего значения. Затем вычисляют стандартное отклонение измеренных максимальных диаметров 50 кристаллических зерен.
Кроме того, шероховатость поверхности слоя водорастворимой полимерной композиции в точке ввода наконечника сверла, в частности среднее расстояние Sm между неровностями, определение которого рассмотрено в стандарте JIS B0601 (1994), должно составлять не более 8 мкм, предпочтительно не более 7 мкм, предпочтительнее не более 6 мкм, более предпочтительно не более 5 мкм и наиболее предпочтительно не более 4 мкм. Причина такого ограничения состоит в том, что при проведении экспериментов было обнаружено следующее: если шероховатость поверхности составляет более 8 мкм, то точность расположения отверстий снижается и ухудшается центровка сверла, поскольку неровность поверхности влияет на эффективность ввода наконечника сверла в поверхность трафарета.
Способ определения шероховатости Sm поверхности слоя водорастворимой полимерной композиции включает исследование поверхности слоя полимерной композиции с помощью микроскопа V-Laser с 200-кратным увеличением (модель VK-9700, Keyence Corporation), вычитание шумов и введение градиентных поправок (градиентные поправки для поверхности и автоматическая коррекция диапазона высот) и определение шероховатости поверхности в диапазоне оценки, длина которого составляет 500 мкм в произвольном направлении на наблюдаемом изображении (линейная шероховатость согласно JIS B0601 (1994)). Аналогичные измерения производят для пяти точек одного полученного изображения и вычисляют среднее значение, которое принимают за Sm.
Слой водорастворимой полимерной композиции, формируемый на трафарете для высверливания отверстий согласно изобретению, получают способом нанесения непосредственно на несущую металлическую фольгу горячего расплава водорастворимой полимерной композиции и охлаждения, или нанесением раствора, содержащего водорастворимую полимерную композицию, способом нанесения покрытия или подобным способом, сушкой и охлаждением.
Водорастворимая полимерная композиция, включаемая в трафарет для высверливания отверстий согласно изобретению, представляет собой способную кристаллизоваться композицию, содержащую водорастворимый полимер (А). В частности, примеры композиции включают смесь водорастворимого полимера (А), других материалов и подобных веществ. Согласно изобретению другие материалы включают различные неорганические соединения, органические соединения, смеси, композитные материалы, комплексы, низкомолекулярные вещества, мономеры, олигомеры, высокомолекулярные вещества, полимеризационные материалы, природные полимеры, волокна, минеральные материалы, гидрофобные материалы, гидрофильные материалы и подобные им материалы.
Тип упомянутого выше водорастворимого полимера (А) не имеет особых ограничений при условии, что он представляет собой водорастворимый полимер, способный кристаллизоваться, но предпочтительно он представляет собой водорастворимый полимер, имеющий высокую склонность к кристаллизации, и предпочтительно представляет собой один или более полимеров, выбранных из группы, состоящей, например, из полиалкиленоксидов, полиакрилата натрия, полиакриламида, карбоксиметилцеллюлозы, политетраметиленгликоля и сложных полиэфиров полиалкиленгликолей.
Предпочтительными примерами упомянутых выше полиалкиленоксидов являются полиэтиленоксид, полипропиленоксид и подобные им вещества. Более предпочтительным является полиэтиленоксид, не создающий стерических препятствий в молекулярной структуре. Сложный полиэфир полиалкиленгликоля представляет собой продукт конденсации, полученный по реакции полиалкиленгликоля с двухосновной кислотой. Предпочтительные примеры полиалкиленгликолей включают такие гликоли, как, например, полиэтиленгликоль, полипропиленгликоль, политетраметиленгликоль и продукты их сополимеризации и подобные им материалы. Так, двухосновную кислоту предпочтительно выбирают из частичных сложных эфиров поликарбоновых кислот, например фталевой кислоты, изофталевой кислоты, терефталевой кислоты, себациновой кислоты и пиромеллитовой кислоты, ангидридов кислот и подобных им веществ. Кроме того, более предпочтительным является продукт конденсации, содержащий в качестве основной цепи полиэтиленоксид, не создающий стерических препятствий в молекулярной структуре.
Также водорастворимая полимерная композиция согласно изобретению предпочтительно представляет собой композицию, включающую по меньшей мере одно вещество, выбранное из водорастворимого полимера (A), гидрофобного материала (B1), материала (B2), температура плавления которого выше температуры плавления водорастворимого полимера (A), и материала (B3), повышающего совместимость между водорастворимым полимером (A) и растворителем.
При добавлении гидрофобного материала (B1) в водорастворимую полимерную композицию гидрофобный материал (B1) диспергируется в водорастворимой полимерной композиции, и при затвердевании водорастворимой полимерной композиции при охлаждении частицы гидрофобного материала (B1), благодаря своей гидрофобности, служат центрами кристаллизации, вызывая осаждение множества мелких кристаллических зерен водорастворимой полимерной композиции.
Добавление в водорастворимую полимерную композицию материала (B2), температура плавления которого выше температуры плавления водорастворимого полимера (А), позволяет создать разность в скоростях отверждения во время отверждения водорастворимой полимерной композиции при охлаждении. В частности, частицы материала (B2), имеющего более высокую температуру плавления, который затвердевает на ранних стадиях отверждения, служат центрами кристаллизации, вызывая осаждение множества мелких кристаллических зерен водорастворимой полимерной композиции. Среди материалов (B2), температуры плавления которых выше температуры плавления водорастворимого полимера (A), имеются материалы, которые не только вызывают с высокой эффективностью образование мелких кристаллических зерен, но и дополнительно снижают шероховатость Sm поверхности слоя водорастворимой полимерной композиции.
Добавление в водорастворимую полимерную композицию материала (B3), повышающего совместимость между водорастворимым полимером (A) и растворителем, способствует образованию мелких кристаллических зерен при отверждении водорастворимой полимерной композиции посредством сушки и охлаждения, поскольку гидроксигруппы, содержащиеся в молекулярной структуре (B3), способствуют равномерному диспергированию водорастворимого полимера (А) в растворителе. Среди материалов (B3), повышающих совместимость между водорастворимым полимером (А) и растворителем, имеются материалы, которые не только вызывают с высокой эффективностью образование мелких кристаллических зерен, но и дополнительно снижают шероховатость Sm поверхности слоя водорастворимой полимерной композиции.
Кроме того, любой из названных гидрофобных материалов (B1), материалов (B2), температуры плавления которых выше температуры плавления водорастворимого полимера (А), и материалов (B3), повышающих совместимость между водорастворимым полимером (А) и растворителем, может представлять собой единственный материал или может представлять собой смесь двух или более материалов. Дополнительно, любой из гидрофобных материалов (B1), материалов (B2), температуры плавления которых выше температуры плавления водорастворимого полимера (А), и материалов (B3), повышающих совместимость между водорастворимым полимером (А) и растворителем, может быть использован в комбинации.
Дополнительно, находящееся в смеси общее количество гидрофобного материала (В1), материала (В2), температура плавления которого выше температуры плавления водорастворимого полимера (А), и материала (B3), повышающего совместимость между водорастворимым полимером (А) и растворителем, в пересчете на 100 масс. частей водорастворимого полимера (А) должно составлять от 0,1 масс. части до 5 масс. частей, предпочтительно от 0,1 масс. части до 3 масс. частей, более предпочтительно от 0,2 масс. частей до 3 масс. частей и особенно предпочтительно от 0,2 масс. частей до 2 масс. частей. Если это количество составляет менее 0,1 масс. части, то плотность расположения кристаллов может быть низкой, а если это количество составляет более 5 масс. частей, это экономически невыгодно. Разумно выбирать такие материалы (B1, B2, B3), которые даже в небольших количествах позволяют достичь требуемого эффекта.
Согласно изобретению выбор гидрофобного материала (B1) не имеет особых ограничений, при условии, что он обладает гидрофобными свойствами. В качестве примеров гидрофобных полимеров могут быть применены длинноцепочечные спирты, гидрофобные полисахариды, неорганические соединения и подобные им соединения. В частности, примеры термопластических полимеров могут включать порошки или частицы, включающие полимеры и сополимеры на основе уретана, на основе кремния, на основе акрила, простые полиэфиримиды, полиимиды, поливинилхлорид, винилацетат, полиамиды, полипропилен, поливинилацетат, полибутен, полиметакриламид, порошкообразную целлюлозу, производные целлюлозы, простой поливиниловый эфир, содержащие феноксигруппу полимеры, сополимер этилена и винилового спирта, политетрафторэтилен и подобные им вещества; примеры термореактивных полимеров могут включать порошки или частицы, включающие эпоксидные полимеры, кремнийсодержащие полимеры, фенольные полимеры, полимеры мочевины, акриловые полимеры, полиэтиленгликоль-диметакрилатный полимер, полимер, включающий бисмалеимид, полимер, включающий бисмалеимидтриазин, полимер, включающий цианат, полимер, включающий бензогуанамин, и подобные им вещества; примеры длинноцепочечных спиртов могут включать лауриловый спирт, цетиловый спирт, стеариловый спирт, олеиловый спирт, линолиловый спирт и подобные им вещества; примеры неорганических соединений могут включать материалы, включающие тальк, дисульфид молибдена, молибдат цинка, графит, дисульфид вольфрама, фторированный графит, нитрид бора и подобные им вещества; кроме того, соответственно, можно использовать одно или два или более веществ в смеси. Также в качестве более предпочтительного гидрофобного материала (B1), усиливающего эффект согласно изобретению, применяют стеариловый спирт, молибден цинка, графит, нитрид бора и подобные им вещества. Они предпочтительны, поскольку обладают высокой дисперсионной способностью в растворе водорастворимой полимерной композиции.
Выбор материала (B2), температура плавления которого выше температуры плавления водорастворимого полимера (А), также не имеет особых ограничений, при условии, что температура его плавления выше температуры плавления водорастворимого полимера (А). Например, для этой цели могут быть применены аминокислоты, органические кислоты, соли органических кислот, органические соли, органические фосфаты, полисахариды, канифоли, неорганические соединения и подобные им вещества. В частности, аминокислоты включают глутамат натрия и подобные ему вещества; органические кислоты включают яблочную кислоту, малоновую кислоту, янтарную кислоту, фумаровую кислоту, малеиновую кислоту, циануровую кислоту и подобные им вещества; соли органических кислот включают соли металлов и органических кислот, например, яблочной кислоты, малоновой кислоты, янтарной кислоты, фумаровой кислоты, малеиновой кислоты, муравьиной кислоты, уксусной кислоты, пропионовой кислоты, стеариновой кислоты, циануровой кислоты и подобных им кислот; органические соли включают цианурат меламина и подобные ему вещества; органические фосфаты включают соль аденозинтрифосфат натрия и подобные ей вещества; полисахариды включают целлюлозу, хитин, крахмал, гликоген, агарозу, пектин и подобные им вещества; канифоли включают канифоль таллового масла, канифоль талловой жирной кислоты и подобные им вещества; и неорганические соединения включают хлорид натрия, сульфат натрия, сульфат магния и подобные им вещества. В частности, более предпочтительные материалы (B2), температура плавления которых выше температуры плавления водорастворимого полимера (А), усиливающие эффект согласно изобретению, включают глутамат натрия, янтарную кислоту, формиат натрия, формиат кальция, стеарат натрия, стеарат кальция, целлюлозу и подобные им вещества.
Примеры материала (B3), повышающего совместимость между водорастворимым полимером (А) и растворителем, включают полиспирты, сахарные спирты, аминокислотные производные спиртов и подобные им вещества, содержащие в молекулярной структуре гидроксигруппу. Из группы полиспиртов следует исключить такие полимеры, как полиэтиленгликоль, включенные в водорастворимый полимер (А); тем не менее, кроме полимеров, полиспирты включают триметилолпропан, пентаэритрит, неопентилгликоль, триметилолэтан и подобные им вещества; сахарные спирты включают сорбит, ксилит, инозит и подобные им вещества; и аминокислотные производные спиртов включают оксианилин, окситолуидин, тирозин, аминодеокси и подобные им вещества. В частности, более предпочтительные материалы (B3), повышающие совместимость между водорастворимым полимером (А) и растворителем, которые усиливают эффект согласно изобретению, включают пентаэритрит, сорбит, ксилит, инозит и подобные им вещества.
Толщина слоя водорастворимой полимерной композиции может быть различной в зависимости от диаметра наконечника сверла, применяемого для высверливания, структуры обрабатываемого многослойного материала, плакированного медью, или многослойной печатной платы и подобных факторов, но обычно эта толщина составляет от 0,02 до 0,3 мм и предпочтительно составляет от 0,02 до 0,2 мм. Если толщина слоя водорастворимой полимерной композиции составляет менее 0,02 мм, то она не обеспечивает достаточного смазывающего действия, то есть повышается нагрузка на наконечник сверла, что может приводить к поломке наконечника сверла. С другой стороны, если толщина слоя водорастворимой полимерной композиции составляет более 0,3 мм, то это может повышать количество полимера, наматываемого на наконечник сверла.
В частности, при нанесении раствора, содержащего водорастворимую полимерную композицию, непосредственно на несущую металлическую фольгу способом нанесения покрытия или подобным способом, применяемый раствор предпочтительно представляет собой раствор, содержащий воду и растворитель, температура кипения которого ниже (более предпочтительно ниже не менее чем на 15°C) температуры кипения воды. Выбор растворителя, температура кипения которого ниже температуры кипения воды, не имеет особых ограничений, и для этой цели может быть применен, например, этанол и такие спирты, как метанол и изопропиловый спирт, и низкокипящие растворители, например метилэтилкетон и ацетон.
Присутствие растворителя, температура кипения которого ниже температуры кипения воды, способствует снижению размера кристаллического зерна и уменьшению шероховатости Sm поверхности, что повышает точность расположения отверстий. Каждый из растворителей имеет отличительное свойство: этанол вносит вклад в снижение размера кристаллического зерна, а метилэтилкетон вносит вклад в снижение шероховатости Sm поверхности. Применение этанола с высокой эффективностью повышает точность расположения отверстий. Более предпочтительными низкокипящими растворителями являются этанол и ацетон. В общем случае повышение добавляемого количества низкокипящего растворителя способствует снижению размера кристаллического зерна, снижению шероховатости Sm поверхности и снижению стандартного отклонения размеров кристаллических зерен. Тем не менее, по мере повышения добавляемого количества низкокипящего растворителя происходит постепенное насыщение эффекта повышения точности расположения отверстий. Кроме того, если разность в температурах кипения низкокипящего растворителя и воды составляет менее 15°C, должный эффект достигается с трудом.
Соотношение добавляемых воды и растворителя температура, кипения которого ниже температуры кипения воды, должно находиться в диапазоне от 90/10 до 50/50, предпочтительно должно находиться в диапазоне от 80/20 до 50/50 и наиболее предпочтительно должно находиться в диапазоне от 70/30 до 50/50. Если соотношение добавляемых воды и растворителя, температура кипения которого ниже температуры кипения воды, составляет менее 10, то плотность кристаллизации может быть понижена. Если соотношение добавляемых воды и растворителя, температура кипения которого ниже температуры кипения воды, составляет более 50, то это экономически невыгодно и может приводить к сбоям производства, осуществляемого в промышленных масштабах.
Если при изготовлении трафарета применяют способ нанесения горячего расплава водорастворимой полимерной композиции непосредственно на несущую металлическую фольгу и последующего охлаждения, то выбор способа получения трафарета не имеет особых ограничений.
Для вымешивания водорастворимой полимерной композиции могут быть применены обычные средства для вымешивания; для этой цели предпочтительно применяют, например, двухосную вальцовую мельницу, смеситель, двухлопастную месильную машину, плунжерный экструдер и подобные им средства. Кроме того, для предотвращения разложения водорастворимой полимерной композиции при ее вымешивании водорастворимую полимерную композицию предпочтительно вымешивают в атмосфере азота. Дополнительно, для равномерного диспергирования водорастворимой полимерной композиции композицию предпочтительно вымешивают при температуре, составляющей от 120°C до 160°C. Если температура вымешивания составляет менее 120°C, то водорастворимая полимерная композиция становится неоднородной, что может негативно повлиять на такие свойства изделия, как, например, внешний вид и достижение точности расположения отверстий, а если температура вымешивания составляет более 160°C, то происходит разложение водорастворимой полимерной композиции, которое может негативно повлиять на свойства изделия, например, на точность расположения отверстий.
Выбор способа нанесения покрытия из водорастворимой полимерной композиции непосредственно на несущую металлическую фольгу также не имеет особых ограничений.
Для этой цели может быть применена обычная установка для нанесения покрытия; предпочтительные примеры применяемых установок включают: шаберное устройство для нанесения покрытия, экструзионное устройство для нанесения покрытия, фильерное устройство для нанесения покрытия, устройство для нанесения покрытия поливом и подобные им установки. Если при нанесении получается слой водорастворимой полимерной композиции неравномерной толщины, то это может негативно влиять на свойства изделия, например, на точность расположения отверстий, поэтому упомянутое выше устройство предпочтительно применяют для равномерного нанесения покрытия горячего расплава водорастворимой полимерной композиции.
Если для нанесения раствора, содержащего водорастворимую полимерную композицию, непосредственно на несущую металлическую фольгу применяют описанный выше способ нанесения покрытия или подобный способ с последующей сушкой и охлаждением, то выбор способа нанесения покрытия на трафарет не имеет особых ограничений, и для этой цели может быть применена традиционная установка для нанесения покрытия. Например, для нанесения покрытия в виде слоя водорастворимой полимерной композиции равномерной толщины предпочтительно применяют общепринятые средства нанесения покрытий, например устройство для нанесения покрытия рифленым валиком, вальцовое устройство для нанесения покрытия, шаберное устройство для нанесения покрытия, экструзионное устройство для нанесения покрытия, фильерное устройство для нанесения покрытия, устройство для нанесения покрытия поливом и подобные им устройства. Неравномерная толщина слоя водорастворимой полимерной композиции может негативно влиять на свойства изделия, например, на точность расположения отверстий, поэтому описанный выше способ предпочтительно применяют для равномерного нанесения раствора водорастворимой полимерной композиции.
Кроме того, необходимо оптимизировать условия нанесения покрытия из раствора водорастворимой полимерной композиции непосредственно на несущую металлическую фольгу и последующей сушки раствора водорастворимой полимерной композиции в зависимости от толщины слоя водорастворимой полимерной композиции и количества воды.
В частности, для выполнения сушки необходимо поддерживать температуру, составляющую от 120°C до 160°C, в течение времени, составляющего от 10 секунд до 600 секунд, предпочтительно поддерживать температуру, составляющую от 120°C до 160°C, в течение времени, составляющего от 10 секунд до 500 секунд, более предпочтительно поддерживать температуру, составляющую от 120°C до 160°C, в течение времени, составляющего от 15 секунд до 40 секунд, и наиболее предпочтительно поддерживать температуру, составляющую от 120°C до 150°C, в течение времени, составляющего от 20 секунд до 300 секунд. Если температура сушки составляет менее 120°C, или если продолжительность выдержки при температуре сушки составляет менее 10 секунд, то существует вероятность, что внутри слоя водорастворимой полимерной композиции останется растворитель, или не будет достигнуто количество теплоты, необходимое для расплавления водорастворимой полимерной композиции, что приведет к возникновению неровностей в слое водорастворимой полимерной композиции. С другой стороны, если температура сушки высока и превышает 200°C, или если продолжительность выдержки составляет более 600 секунд, то происходит разложение водорастворимой полимерной композиции, что приводит к ухудшению внешнего вида изделия.
Дополнительно, после нанесения покрытия из раствора водорастворимой полимерной композиции на несущую металлическую фольгу и сушки, концентрация растворителя, остающегося в слое водорастворимой полимерной композиции после сушки, предпочтительно составляет менее 5%.
Кроме того, для получения высокой плотности кристаллов в слое полимерной композиции наряду с обычной сушкой могут быть применены ультразвуковые колебания и сушка под пониженным давлением.
Следует отметить, что охлаждение водорастворимой полимерной композиции с помощью традиционной методики, в которой скорость охлаждения составляет менее 1,2°C/сек, может приводить к получению больших размеров кристаллических зерен, высоких значений стандартного отклонения и шероховатости Sm поверхности, что может ухудшать точность расположения отверстий, повышать количество налипающего полимера и создавать подобные проблемы. Таким образом, условия охлаждения согласно изобретению включают необходимость проведения охлаждения от начальной температуры охлаждения, составляющей от 120°C до 160°C, до конечной температуры охлаждения, составляющей от 25°C до 40°C, в течение 60 секунд, при скорости охлаждения, составляющей не менее 1,5°C/сек.
Если конечная температура, до которой производят охлаждение, составляет более 40°C, то уменьшение диаметра и получение однородных кристаллических зерен, которые являются отличительными признаками объекта изобретения, не могут быть реализованы. Аналогично, если продолжительность охлаждения составляет более 60 секунд, то уменьшение диаметра и получение однородных кристаллических зерен, которые являются отличительными признаками объекта изобретения, также не могут быть реализованы. С другой стороны, если температура, до которой производят охлаждение, имеет низкое значение, но составляет более 15°C, то происходит коробление трафарета, и, кроме того, после выполнения обработки может происходить конденсация росы, что нежелательно.
Если скорость охлаждения составляет менее 1,5°C/сек, то продолжительность охлаждения увеличивается до периода, составляющего более 60 секунд, что нежелательно.
Для получения более выраженного эффекта уменьшения диаметра и однородности кристаллических зерен охлаждение предпочтительно производят от температуры, составляющей от 120°C до 160°C, до температуры, составляющей от 25°C до 40°C, в течение 50 секунд, при скорости охлаждения, составляющей не менее 2°C/сек, предпочтительнее от температуры, составляющей от 120°C до 160°C, до температуры, составляющей от 25°C до 40°C, в течение 40 секунд, при скорости охлаждения, составляющей не менее 2,5°C/сек, более предпочтительно от температуры, составляющей от 120°C до 160°C, до температуры, составляющей от 25°C до 40°C, в течение 30 секунд, при скорости охлаждения, составляющей не менее 3°C/сек, особенно предпочтительно от температуры, составляющей от 120°C до 160°C, до температуры, составляющей от 25°C до 40°C, в течение 20 секунд, при скорости охлаждения, составляющей не менее 4,5°C/сек, и наиболее предпочтительно от температуры, составляющей от 120°C до 160°C, до температуры, составляющей от 25°C до 40°C, в течение 15 секунд, при скорости охлаждения, составляющей не менее 6°C/сек.
Выбор несущей металлической фольги, включаемой в трафарет для высверливания отверстий согласно изобретению, не имеет особых ограничений при условии, что она изготовлена из металлического материала с высокой адгезией к водорастворимой полимерной композиции и может выдерживать воздействие наконечника сверла. В качестве металла, из которого получена несущая металлическая фольга, может быть, например, применен алюминий; толщина несущей металлической фольги обычно составляет от 0,05 до 0,5 мм, предпочтительно 0,05 до 0,3 мм. Если толщина алюминиевой фольги составляет менее 0,05 мм, то во время высверливания на многослойном материале быстро образуются заусенцы, а если толщина фольги составляет более 0,5 мм, то затрудняется выброс стружки, образующейся во время высверливания. В качестве материала алюминиевой фольги предпочтительно применяют алюминий, чистота которого составляет не менее 95%, в частности применяют материалы марок 5052, 3004, 3003, 1N30, 1N99, 1050, 1070, 1085, 1100, 8021 и подобные им материалы, упоминаемые в JIS H4100, JIS H4160 и JIS H4170. Получение несущей металлической фольги из алюминиевой фольги высокой чистоты, наряду со смазывающим действием водорастворимой полимерной композиции, позволяет снизить воздействие импульса наконечника сверла, повысить эффективность ввода острия наконечника сверла и точность расположения отверстий.
Кроме того, для повышения адгезии к водорастворимой полимерной композиции предпочтительно применение алюминиевой фольги, на поверхность которой заранее нанесена полимерная мембрана толщиной от 0,001 до 0,02 мм, и более предпочтительно толщина полимерной мембраны составляет от 0,001 до 0,15 мм, и особенно предпочтительно толщина полимерной мембраны составляет от 0,001 до 0,1 мм. Выбор полимера, из которого получена полимерная мембрана, не имеет особых ограничений при условии, что он улучшает прочность сцепления с водорастворимой полимерной композицией, и для этой цели могут быть использованы термопластические полимеры или термореактивные полимеры. Например, термопластические полимеры включают полимеры на основе уретана, полимеры на основе винилацетата, полимеры на основе винилхлорида, полимеры на основе сложных полиэфиров и их сополимеры. Термореактивные полимеры включают, например, полимеры на основе эпоксидов и полимеры на основе цианатов. Дополнительно, согласно изобретению в качестве несущей металлической фольги также можно применять коммерчески доступную металлическую фольгу с полимерным покрытием, заранее нанесенным на нее с помощью известного способа.
Трафарет для высверливания отверстий согласно изобретению применяют для высверливания отверстий в материалах печатных схем, например в многослойных материалах, плакированных медью, или в многослойных печатных платах. В частности, трафарет располагают поверх одного или множества слоев многослойного материала, плакированного медью, или одной или множества многослойных печатных плат, уложенных таким образом, что несущая металлическая фольга обращена к материалу печатной схемы, а высверливание выполняют со стороны поверхности слоя водорастворимой полимерной композиции, нанесенного на трафарет для высверливания отверстий.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Ниже изобретение описано более подробно с помощью Примеров и Сравнительных Примеров. Следует отметить, что приведенные Примеры представляют собой лишь один из неограничивающих вариантов примеров осуществления настоящего изобретению. Также следует отметить, что в Примерах "полиэтиленгликоль" может быть обозначен сокращением "PEG" (англ. polyethylene glycol), а "полиэтиленоксид" - сокращением "РЕО" (англ. polyethylene oxide).
В Таблице 1 представлены технические характеристики полимеров, растворителей, добавок и несущей металлической фольги, а также условия охлаждения, которые применяли при получении трафаретов для высверливания в Примерах и Сравнительных Примерах, а также представлены характеристики диаметров наконечников сверл, которые применяли для высверливания.
IPA - изопропиловый спирт (англ. isopropyi alcohol)
МЕК - метилэтилкетон (англ. methyl ethyl ketone)
Пример 1
80 масс. частей полиэтиленоксида, среднечисловая молекулярная масса которого составляла 150000 (ALTOP MG-150, поставляемого Meisei Chemical Works, Ltd.), и 20 масс. частей полиэтиленгликоля, среднечисловая молекулярная масса которого составляла 20000 (PEG20000, поставляемого Sanyo Chemical Industries, Ltd.), растворяли в воде таким образом, чтобы содержание твердого полимера составляло 30%. Затем добавляли 0,5 масс. частей формиата натрия (поставляемого Mitsubishi Gas Chemical Company, Inc.) в пересчете на содержание твердых веществ в смеси водорастворимого полимера и доводили до полного растворения. На алюминиевую фольгу, на одной из поверхностей которой находилась мембрана из эпоксидного полимера толщиной 0,01 мм (применяемая алюминиевая фольга: 1100 (толщина 0,07 мм), поставляемая Mitsubishi Aluminum Co, Ltd.) с помощью устройства для нанесения штрих-кода наносили раствор полученной водорастворимой полимерной композиции таким образом, чтобы толщина слоя водорастворимой полимерной композиции после сушки составляла 0,03 мм, сушили с помощью сушильного устройства при 120°C в течение 3 минут и дополнительно охлаждали при скорости охлаждения, составляющей 3,1°C/сек, получая трафарет для высверливания отверстий (см. Таблицу 2).
Полученный трафарет для высверливания отверстий располагали поверх пачки из шести уложенных друг на друга листов многослойного материала, плакированного медью, каждый из которых имел толщину 0,1 мм (CCL-HL832HS, медная фольга, обе поверхности 5 мкм, поставляемая Mitsubishi Gas Chemical Company, Inc.), так, чтобы слой водорастворимой полимерной композиции был самым верхним слоем; пачку уложенных друг на друга листов многослойного материала, плакированного медью, помещали на вспомогательную плату (бакелитовую плату) и выполняли 20 высверливаний, включающих 3000 отверстий для одного наконечника сверла, при следующих параметрах: диаметр наконечника сверла 0,105 мм (КМС L518A 0,105×1,8, поставляет Union Tool Co.), скорость вращения 330000 об/мин, и скорость подачи 8 мкм/оборот (см. Таблицу 2).
Величины среднего размера (мкм) кристаллических зерен водорастворимых полимерных композиций, стандартное отклонение (мкм) размеров кристаллических зерен и шероховатость Sm поверхности (мкм) трафаретов приведены в Таблице 3.
Примеры с 2 по 20 и Сравнительные Примеры с 1 по 36
Водорастворимые полимерные композиции, параметры которых представлены в Таблице 1 и Таблице 2, используемые в Примерах 2-20 и Сравнительных Примерах 1-36, были получены в соответствии с прописью Примера 1, нанесены на листы алюминиевой фольги, высушены и охлаждены, в результате чего получали трафареты для высверливания, с помощью которых выполняли высверливание.
Так, в Примере 2, 80 масс. частей полиэтиленоксида, среднечисловая молекулярная масса которого составляла 150000 (ALTOP MG-150, поставляемого Meisei Chemical Works, Ltd.), и 20 масс. частей полиэтиленгликоля, среднечисловая молекулярная масса которого составляла 20000 (PEG20000, поставляемого Sanyo Chemical Industries, Ltd.), растворяли в смеси воды и MeOH (метанола), получая содержание твердого полимера, составляющее 30%. Отношение вода/MeOH составляло 90 масс. частей/10 масс. частей. В этом примере показано применение низкокипящего растворителя, температура кипения которого ниже температуры кипения воды.
Напротив, в Сравнительном Примере 26 использовали коммерчески доступный "LX120", поставляемый Sang-A Flontec Co., Ltd, в Сравнительном Примере 27 использовали коммерчески доступный "AL-100040", поставляемый Yong Li Chuan Industrial Co., Ltd, и в Сравнительном Примере 29 использовали коммерчески доступный "LAE-1007", поставляемый Uniplus Electonics Co., Ltd.
Величины среднего размера (мкм) кристаллических зерен водорастворимых полимерных композиций, стандартное отклонение (мкм) размеров кристаллических зерен и шероховатость Sm поверхности (мкм) трафаретов приведены в Таблице 3. Дополнительно, на Фиг.1 показаны увеличенные изображения состояния поверхностных слоев некоторых примеров водорастворимых полимерных композиций (Примеры 2, 3, 10, 12 и 19 и Сравнительные Примеры 2, 10, 20, 26 и 28).
Способы оценки
Для каждого из образцов трафаретов для высверливания, полученных в Примерах и Сравнительных Примерах, были выполнены следующие оценки свойств.
Процедура высверливания
Для оценки свойств каждого из полученных образцов высверливание проводили в следующих условиях.
При высверливании сверлом, диаметр наконечника которого составлял 0,15 мм ϕ, каждый образец располагали поверх пачки из четырех наложенных друг на друга листов многослойного материала, плакированного медью, толщиной 0,2 мм (CCL-HL832, медная фольга, обе поверхности 12 мкм, поставляемая Mitsubishi Gas Chemical Company, Inc.) так, чтобы слой водорастворимой полимерной композиции был самым верхним слоем; пачку уложенных друг на друга листов многослойного материала, плакированного медью, помещали на вспомогательную плату (бакелитовую плату) и выполняли 20 высверливаний, включающих 3000 отверстий для одного наконечника сверла, при следующих параметрах: диаметр наконечника сверла 0,15 мм (NED L004 0,15×2,5, поставляет Union Tool Co.), скорость вращения 200000 об/мин и скорость подачи 20 мкм/оборот.
При высверливании сверлом, диаметр наконечника которого составлял 0,105 мм, каждый образец располагали поверх пачки из шести наложенных друг на друга листов многослойного материала, плакированного медью, толщиной 0,1 мм (CCL-HL832HS, медная фольга, обе поверхности 5 мкм, поставляемая Mitsubishi Gas Chemical Company, Inc.) так, чтобы слой водорастворимой полимерной композиции был самым верхним слоем; пачку уложенных друг на друга листов многослойного материала, плакированного медью, помещали на вспомогательную плату (бакелитовую плату), и выполняли 20 высверливаний, включающих 3000 отверстий для одного наконечника сверла, при следующих параметрах: диаметр наконечника сверла 0,105 мм (КМС L518 0,105×1,8, поставляет Union Tool Co.), скорость вращения 330000 об/мин и скорость подачи 8 мкм/оборот.
При высверливании сверлом, диаметр наконечника которого составлял 0,08 мм, каждый образец располагали поверх пачки из четырех наложенных друг на друга листов многослойного материала, плакированного медью, толщиной 0,1 мм (CCL-HL832HS, медная фольга, обе поверхности 5 мкм, поставляемая Mitsubishi Gas Chemical Company, Inc.) так, чтобы слой водорастворимой полимерной композиции был самым верхним слоем; пачку уложенных друг на друга листов многослойного материала, плакированного медью, помещали на вспомогательную плату (бакелитовую плату) и выполняли 20 высверливаний, включающих 3000 отверстий для одного наконечника сверла, при следующих параметрах: диаметр наконечника сверла 0,08 мм (KMV J948 0,08×1,2, поставляет Union Tool Co.), скорость вращения 330000 об/мин и скорость подачи 6 мкм/оборот.
Испытание 1
Точность расположения отверстий
Смещение расположения отверстий относительно требуемых координат при высверливании 3000 отверстий определяли на тыльной поверхности нижней платы пачки наложенных друг на друга листов многослойного материала, плакированного медью, с помощью анализатора расположения отверстий (модель НА-1АМ, поставляет Hitachi Via Mechanics, Ltd.) вычисляли среднее значение и стандартное отклонение (σ) для одного наконечника сверла и вычисляли "среднее + 3σ". Затем вычисляли среднее значение от "среднего + 3σ" для 20 высверливаний.
Результаты оценки точности расположения отверстий представлены в Таблице 3. Дополнительно на Фиг.4-6 представлены зависимости точности расположения отверстий от среднего размера кристаллических зерен, стандартного отклонения среднего размера кристаллического зерна и шероховатости Sm поверхности, соответственно.
Испытание 2
Количество полимера, налипающего на сверло
После высверливания 3000 отверстий каждый из 20 наконечников сверла осматривали в микроскоп с 25-кратным увеличением (модель VHK-100, поставляемая Keyence Corporation), определяя количество полимера, налипшего на сверло, в сравнении с диаметром наконечника сверла. Оценку полученных результатов выполняли на основании перечисленных ниже критериев; результаты оценки представлены в Таблице 3.
○: Максимальный диаметр вместе с полимером, налипшим на сверло, составляет менее 1,5 величин диаметра наконечника сверла
Δ: Максимальный диаметр вместе с полимером, налипшим на сверло, составляет не менее 1,5 величин диаметра наконечника сверла
×: Полимер, налипший на сверло вокруг наконечника сверла, отщепляется и оседает на поверхность трафарета во время высверливания
Испытание 3
Количество поломок наконечников сверла
Проводили высверливание, используя 20 наконечников сверла, и определяли количество поломок наконечников сверла. Полученное количество поломок наконечников сверла представлено в Таблице 3.
На основании представленных выше Испытаний 1-3 в соответствии с перечисленными ниже критериями была произведена комплексная оценка:
 : средний размер кристаллических зерен - не более 40 мкм / стандартное отклонение среднего размера кристаллических зерен - не более 17 мкм / шероховатость Sm поверхности - не более 7 мкм, смещение расположения отверстий - не более 23 мкм, отсутствие поломок наконечников сверла, отсутствие полимера, налипшего на сверло
: средний размер кристаллических зерен - не более 40 мкм / стандартное отклонение среднего размера кристаллических зерен - не более 17 мкм / шероховатость Sm поверхности - не более 7 мкм, смещение расположения отверстий - не более 23 мкм, отсутствие поломок наконечников сверла, отсутствие полимера, налипшего на сверло
○: средний размер кристаллических зерен - не более 70 мкм / стандартное отклонение среднего размера кристаллических зерен - не более 25 мкм / шероховатость Sm поверхности - не более 8 мкм, смещение расположения отверстий - не более 25 мкм, отсутствие поломок наконечников сверла, отсутствие полимера, налипшего на сверло
Δ: Средний размер кристаллических зерен / стандартное отклонение среднего размера кристаллических зерен / шероховатость Sm поверхности не соответствуют указанным требованиям, смещение расположения отверстий - не более 25 мкм, отсутствие поломок наконечников сверла, отсутствие полимера, налипшего на сверло
×: Средний размер кристаллических зерен / стандартное отклонение среднего размера кристаллических зерен / шероховатость Sm поверхности не соответствуют указанным требованиям, смещение расположения отверстий - более 25 мкм, отсутствие поломок наконечников сверла, отсутствие полимера, налипшего на сверло
××: Средний размер кристаллических зерен / стандартное отклонение среднего размера кристаллических зерен / шероховатость Sm поверхности не соответствуют указанным требованиям, имеются поломки наконечников сверла или налипание полимера на сверло
Как видно из данных, приведенных в Таблице 3, среди изделий Сравнительных Примеров 26, 27 и 29, представляющих собой коммерчески доступные традиционные изделия, нет продуктов, имеющих комбинацию малых средних размеров кристаллических зерен, небольшого стандартного отклонения среднего размера кристаллических зерен и низкой шероховатости Sm поверхности.
Сравнение данных, приведенных в Таблице 3, на Фиг.4-6 для водорастворимых полимерных композиций, используемых для получения образцов Примеров 1-20, с данными, полученными для композиций Сравнительных Примеров 1-36, со всей очевидностью показывает критическое влияние среднего размера кристаллических зерен, стандартного отклонения среднего размера кристаллических зерен и шероховатости Sm поверхности слоя водорастворимой полимерной композиции на точность расположения отверстий. Кроме того, очевидно, что водорастворимые полимерные композиции образцов, полученных в Примерах 1-20, обеспечивают хорошие результаты с точки зрения налипания полимера на сверло и поломок наконечников сверла по сравнению с материалами Сравнительных Примеров 1-36.
Кроме того, очевидно, что если средний размер кристаллических зерен водорастворимой полимерной композиции и стандартное отклонение размера зерна имеют малые значения, то может быть получена высокая точность расположения отверстий, а низкие значения шероховатости Sm поверхности трафарета обеспечивают снижение количества полимера, налипающего на сверло.
В приведенной ниже Таблице 4 показаны результаты испытаний высверливания с помощью материалов Примера 20 и Сравнительного Примера 21 при диаметре наконечника сверла, составляющем 0,08 мм, взятые из Таблиц 2 и 3;
приведенные в Таблице 4 результаты высверливания сверлом с диаметром наконечника 0,08 мм показывают, что подходящие значения среднего размера кристаллических зерен и стандартного отклонения размера зерна, шероховатости Sm поверхности, точности расположения отверстий и налипания полимера на сверло могут быть получены с помощью материалов, при изготовлении которых было использовано быстрое охлаждение слоя водорастворимой полимерной композиции.
В приведенной ниже Таблице 5 показаны результаты испытаний высверливания с помощью материалов Примеров 5 и 6 и Сравнительного Примера 22 при диаметре наконечника сверла, составляющем 0,105 мм, взятые из Таблиц 2 и 3; приведенные в Таблице 5 результаты высверливания сверлом с диаметром наконечника 0,105 мм показывают, что подходящие значения среднего размера кристаллических зерен и стандартного отклонения размера зерна, шероховатости Sm поверхности, точности расположения отверстий и налипания полимера на сверло могут быть получены с помощью материалов, при изготовлении которых было использовано быстрое охлаждение слоя водорастворимой полимерной композиции.
Изобретение предоставляет возможность получения трафарета для высверливания отверстий, применение которого обеспечивает высокую точность расположения отверстий, меньшее количество полимера, налипшего на наконечник сверла, и меньшую частоту поломок наконечника сверла по сравнению с применением традиционного трафарета для высверливания отверстий. Сверление с высокой точностью расположения отверстий очень малых диаметров, которые традиционно получали лишь с помощью лазерной обработки, снижение налипания полимера на наконечник сверла и уменьшение частоты поломок наконечника сверла очень важны для промышленного производства, поскольку это вносит определенный вклад в снижение стоимости и повышение производительности производства.
Числовые обозначения:
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРАФАРЕТ ДЛЯ ВЫСВЕРЛИВАНИЯ ОТВЕРСТИЙ | 2011 |
|
RU2526106C1 |
| ТРАФАРЕТ ДЛЯ ВЫСВЕРЛИВАНИЯ ОТВЕРСТИЙ | 2012 |
|
RU2540075C1 |
| ТРАФАРЕТ ДЛЯ ВЫСВЕРЛИВАНИЯ ОТВЕРСТИЙ | 2013 |
|
RU2598753C2 |
| ТРАФАРЕТ ДЛЯ ВЫСВЕРЛИВАНИЯ ОТВЕРСТИЙ | 2011 |
|
RU2526652C1 |
| ТРАФАРЕТ ДЛЯ ВЫСВЕРЛИВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2534178C2 |
| ТРАФАРЕТ ДЛЯ ВЫСВЕРЛИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2507065C2 |
| ПРОКЛАДОЧНЫЙ ЛИСТ ДЛЯ РЕЗАНИЯ АРМИРОВАННОГО ВОЛОКНОМ КОМПОЗИТНОГО МАТЕРИАЛА И МЕТАЛЛА И СПОСОБ РЕЗАНИЯ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ РЕЗАНИЯ АРМИРОВАННОГО ВОЛОКНОМ МАТЕРИАЛА ИЛИ МЕТАЛЛА | 2014 |
|
RU2686348C2 |
| ПРОКЛАДОЧНЫЙ ЛИСТ ДЛЯ СВЕРЛЕНИЯ И СПОСОБ СВЕРЛЕНИЯ | 2013 |
|
RU2603400C2 |
| ПРОКЛАДОЧНЫЙ ЛИСТ ДЛЯ СВЕРЛЕНИЯ | 2013 |
|
RU2603401C2 |
| ПРОМЕЖУТОЧНАЯ ПЛЕНКА ДЛЯ МНОГОСЛОЙНОГО СТЕКЛА, МНОГОСЛОЙНОЕ СТЕКЛО И СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ПЛЕНКИ ДЛЯ МНОГОСЛОЙНОГО СТЕКЛА | 2015 |
|
RU2706147C2 |
Изобретение относится к машиностроению и может быть использовано при высверливании отверстий в многослойных материалах, плакированных медью, в частности в многослойной печатной плате. Трафарет содержит слой кристаллизуемой водорастворимой полимерной композиции, толщина которого составляет от 0,02 до 0,3 мм, нанесенный на по меньшей мере одну поверхность несущей металлической фольги. Средний размер кристаллических зерен водорастворимой полимерной композиции составляет от 5 до 70 мкм, и стандартное отклонение размера зерен составляет не более 25 мкм. Шероховатость Sm поверхности в точке ввода наконечника сверла в слой водорастворимой полимерной композиции составляет не более 8 мкм. Слой получен нанесением непосредственно на несущую металлическую фольгу горячего расплава водорастворимой полимерной композиции или нанесением раствора, содержащего водорастворимую полимерную композицию, с последующей сушкой и последующим проведением охлаждения при снижении температуры от (120-160)°C до (25-40)°C в течение 60 сек при скорости охлаждения не менее 1,5°C/сек. Предотвращаются налипание полимера на наконечник сверла и его поломка. 5 з.п. ф-лы, 6 ил., 5 табл.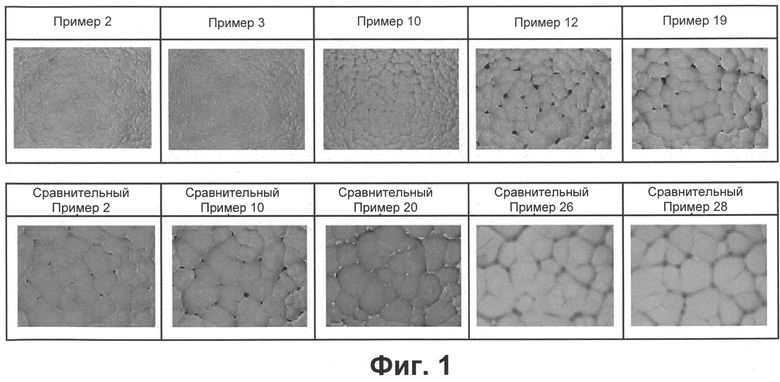
1. Трафарет для высверливания отверстий, содержащий слой кристаллизуемой водорастворимой полимерной композиции, толщина которого составляет от 0,02 до 0,3 мм, сформированный на по меньшей мере одной поверхности несущей металлической фольги, в котором средний размер кристаллических зерен водорастворимой полимерной композиции составляет от 5 до 70 мкм, и стандартное отклонение размера зерен составляет не более 25 мкм, шероховатость Sm поверхности в точке ввода наконечника сверла в слой водорастворимой полимерной композиции составляет не более 8 мкм, при этом слой водорастворимой полимерной композиции получен нанесением непосредственно на несущую металлическую фольгу горячего расплава водорастворимой полимерной композиции или нанесением раствора, содержащего водорастворимую полимерную композицию, с последующей сушкой, и последующим проведением охлаждения, включающего снижение температуры от значений, составляющих от 120°C до 160°C, до значений, составляющих от 25°C до 40°C, в течение 60 секунд при скорости охлаждения, составляющей не менее 1,5°C/сек.
2. Трафарет по п.1, в котором средний размер кристаллических зерен водорастворимой полимерной композиции составляет от 5 до 40 мкм, и стандартное отклонение размера зерен составляет не более 17 мкм, причем шероховатость Sm поверхности слоя водорастворимой полимерной композиции в точке ввода наконечника сверла составляет не более 7 мкм.
3. Трафарет по п.1, в котором водорастворимая полимерная композиция содержит водорастворимый полимер (А) и дополнительно содержит по меньшей мере одно вещество, выбранное из гидрофобного материала (B1), материала (B2), имеющего температуру плавления, превышающую температуру плавления водорастворимого полимера (А), и материала (B3), улучшающего совместимость с водорастворимым полимером (А).
4. Трафарет по п.1, в котором раствор, содержащий водорастворимую полимерную композицию, дополнительно содержит воду и растворитель, температура кипения которого ниже температуры кипения воды.
5. Трафарет по п.1, в котором толщина несущей металлической фольги составляет от 0,05 до 0,5 мм.
6. Трафарет по п.1, который предназначен для обработки многослойных материалов, плакированных медью.
| JP 2003136485 A,14.05.2003 | |||
| Устройство для пробивки базовых отверстий в фотошаблонах печатных плат | 1979 |
|
SU924925A1 |
| WO 2009151107 A1,17.12.2009 | |||
| JP 2001232596 А, 28.08.2001 | |||

