Область техники, к которой относится изобретение
Настоящее изобретение относится к прокладочному листу для сверления.
Уровень техники
В качестве способа обработки сверлением ламинированной платы или многослойной платы, которую используют в материале печатной платы, как правило, используют способ, включающий осуществление обработки сверлением отверстий посредством наложения, в качестве прокладочного листа, металлической фольги из алюминия или чего-либо подобного, используемой как таковой, или листа, полученного посредством формирования слоя полимерной композиции на поверхности металлической фольги (ниже, этот лист обычно упоминается как "прокладочный лист для сверления" или также просто упоминается как "прокладочный лист"), поверх одной ламинированной платы или многослойной платы или множества ламинированных плат или многослойных плат, расположенных в виде пакета. Хотя в качестве ламинированной платы часто используют "плату, ламинированную с медной фольгой", ламинированная плата может представлять собой "ламинированную плату", которая не имеет медной фольги на наружном слое.
В последние годы, прогресс в повышении плотности элементов, улучшения производительности, уменьшения стоимости и улучшения надежности требуют ламинированной платы или многослойной платы, которая представляет собой материал для печатной платы, и обработки сверлением отверстий высокого качества, например, улучшений в точности позиционирования отверстий. Для удовлетворения этих требований, предложен способ обработки для сверления отверстий с использованием листа, содержащего водорастворимую смолу, такую как полиэтиленгликоль (см., например, Патентный документ 1). Кроме того, предложен лист смазывающего вещества для сверления отверстий, полученный посредством формирования слоя водорастворимой смолы на металлической фольге (см., например, Патентный документ 2). Кроме того, предложен прокладочный лист для сверления отверстий, полученный посредством формирования слоя водорастворимой смолы на алюминиевой фольге, на которой формируется тонкая пленка термоотверждаемой смолы (см., например, Патентный документ 3).
Кроме того, предложен вспомогательный материал, имеющий трехслойную структуру, содержащий слой смазывающего вещества/слой композитного материала/материал подложки, в котором наноструктурированный порошок вспомогательного материала подмешивается в слой композитного материала, (см., например, Патентный документ 4 и Патентный документ 5), и дисульфид молибдена упоминается как наноструктурированный порошок.
Список цитирований
Патентные документы
Патентный документ 1: Выложенная Японская патентная заявка № 4-92494
Патентный документ 2: Выложенная Японская патентная заявка № 5-169400
Патентный документ 3: Выложенная Японская патентная заявка № 2003-136485
Патентный документ 4: Выложенная Японская патентная заявка № 2007-281404
Патентный документ 5: Японская регистрация полезной модели № 3134128
Сущность изобретения
Техническая проблема
Однако прогресс в технологии печатных плат медленнее, чем прогресс в полупроводниковой технологии, и имеется разрыв между прогрессом полупроводниковой технологии и прогрессом технологии печатных плат. По этой причине, потребности в повышении плотности элементов и в улучшении надежности печатной платы постоянно возрастают. Например, минимальный диаметр спирального сверла при массовом производстве изменяется от диаметра 0,2 мм до диаметра 0,18 мм и от диаметра 0,15 мм до диаметра 0,105 мм. Кроме того, сверление отверстий с диаметром 0,08 мм, диаметром 0,075 мм и диаметром 0,05 мм представляет собой только малую часть исследований, которые осуществляют в соревновании с лазерной технологией сверления отверстий. Кроме того, также, нет пределов требований к повышению производительности и понижению стоимости, благодаря конкуренции, вызываемой глобализацией и аккомодацией требований, в развивающихся странах. В настоящее время, разработка нового прокладочного листа для сверления с целью удовлетворения этих требований, следовательно, является очень желательной.
Однако технологии, предлагаемые в Патентных документах 1-3, не достигают такого уровня, который в достаточной степени удовлетворяет описанным выше запросам. Кроме того, относительно технологий, предложенных в Патентных документах 4 и 5, неясно как именно наноструктурированный порошок действует на смазывающие свойства, износостойкость спирального сверла или что-либо подобное, и роль наноструктурированного материала в повышении точности позиционирования отверстий не является ясной. Таким образом, разработка прокладочного листа для сверления, превосходного по точности позиционирования отверстий, является востребованной. Ожидается, что такой прокладочный лист для сверления вносит вклад в повышение плотности элементов, в повышение надежности, улучшение производительности и уменьшение стоимости.
Настоящее изобретение, как предполагается, в виду имеющейся в настоящий момент ситуации, предлагает прокладочный лист для сверления, который является превосходным по точности позиционирования отверстий, по сравнению с обычным прокладочным листом для сверления.
Решение проблемы
Авторы настоящего изобретения осуществляют разнообразные исследования для целей решения этих проблем и для исследования подмешиваемого дисульфида молибдена в качестве твердого смазывающего вещества в смоляной композиции, которая должна использоваться для прокладочного листа для сверления, и для оптимизации его количества, чтобы он подмешивался в конкретном диапазоне. Обнаружено, что в результате, спиральное сверло легко проходит через прокладочный лист для улучшения центрирования спирального сверла, и при этом улучшается точность позиционирования отверстий. Кроме того, обнаружено, что смазывающие свойства прокладочного листа улучшаются, и высвобождение стружки становится плавным благодаря действию дисульфида молибдена в качестве твердого смазывающего вещества. Обнаружено, что тем самым предотвращается превращение стружки в отдельные кусочки (блоки) и их выпадение и предотвращается возникновение проблемы разрушения спирального сверла, вызываемого стружкой в состоянии отдельных кусочков, которые попадают между кончиком спирального сверла и нижней частью отверстия, которая формируется во время сверления отверстий (механической обработки).
В настоящем описании "центрирование" обозначает свойства прямолинейного перемещения в направлении механической обработки во время механической обработки. Например, режущая кромка на кончике вращающегося спирального сверла проходит через поверхность слоя смоляной композиции при скольжении и перемещении в точке, где спиральное сверло вступает в контакт со слоем, содержащим смоляную композицию, этот слой предусматривается в прокладочном листе для сверления (ниже, упоминается как "слой смоляной композиции"). В этот момент, для прокладочного листа, в котором смазывающие свойства как раз сделаны высокими, центрирование ухудшается, поскольку режущая кромка на кончике спирального сверла становится склонной к соскальзыванию, с ухудшением точности позиционирования отверстий. В дополнение к этому, "центростремительная сила" в настоящем описании означает внешние напряжения для повышения центрирования спирального сверла. Примеры центростремительной силы включают напряжения, приложенные к центру вращения, когда спиральное сверло вращается.
Настоящее изобретение осуществляется на основе описанных выше данных, и смысл настоящего изобретения является следующим.
(1) Прокладочный лист для сверления, содержащий металлическую фольгу подложки и слой, сформированный по меньшей мере на одной поверхности металлической фольги подложки и содержащий смоляную композицию,
где смоляная композиция содержит смолу и от 70 частей массовых до 130 частей массовых дисульфида молибдена в качестве твердого смазывающего вещества по отношению к 100 частям массовым смолы, и
где слой, содержащий смоляную композицию, имеет толщину в пределах от 0,02 до 0,3 мм.
(2) Прокладочный лист для сверления в соответствии с описанным выше (1), где дисульфид молибдена имеет средний диаметр частиц от 1 до 20 мкм.
(3) Прокладочный лист для сверления в соответствии с описанными выше (1) или (2), где дисульфид молибдена имеет чистоту 85% масс или более.
(4) Прокладочный лист для сверления в соответствии с любым из описанных выше (1)-(3), где смоляная композиция содержит водорастворимую смолу (A).
(5) Прокладочный лист для сверления в соответствии с описанным выше (4), где водорастворимая смола (A) содержит одну или две или более водорастворимых смол, выбранных из группы, состоящей из полиэтиленоксидов; полипропиленоксидов; полиакрилатов натрия; полиакриламидов; поливинилпирролидонов; производных целлюлозы; политетраметиленгликолей; сложных полиэфиров полиалкиленгликолей; полиэтиленгликолей; полипропиленгликолей; простых моноэфиров полиоксиэтиленов; полиоксиэтиленмоностеаратов; полиоксиэтиленсорбитан-моностеаратов; полиглицеролмоностеаратов; и сополимеров полиоксиэтилен-пропилена.
(6) Прокладочный лист для сверления в соответствии с любым из описанных выше (1)-(5), где смоляная композиция содержит термопластичную водонерастворимую смолу.
(7) Прокладочный лист для сверления в соответствии с описанным выше (6), где термопластичная водонерастворимая смола содержит одну или две или более водонерастворимых смол, выбранных из группы, состоящей из амидных эластомеров, бутадиеновых эластомеров, сложноэфирных эластомеров, олефиновых эластомеров, уретановых эластомеров, стирольных эластомеров, полибутенов, полиэтиленов низкой плотности, хлорированных полиэтиленов, металлоценовых полиолефиновых смол, сополимеров этилен/сложного эфира акриловой кислоты/малеиновый ангидрид, сополимеров этилен/глицидил (мет)акрилат, смол на основе сополимеров этилен/винилацетата, смол на основе сополимеров модифицированного этилен/винилацетата, смол на основе сополимеров этилен/(мет)акриловой кислоты, иономерных смол и смол на основе сополимеров этилен/сложного эфира (мет)акриловой кислоты.
(8) Прокладочный лист для сверления в соответствии с любым из описанных выше (1)-(7), где смоляная композиция содержит водонерастворимое смазывающее вещество, которое не является твердым смазывающим веществом.
(9) Прокладочный лист для сверления в соответствии с описанным выше (8), где водонерастворимое смазывающее вещество, которое не является твердым смазывающим веществом, содержит одно или два или более соединений, выбранных из группы, состоящей из амидных соединений, соединений алифатических кислот, соединений сложных эфиров алифатических кислот, соединений алифатических углеводородов и высших алифатических спиртов.
(10) Прокладочный лист для сверления в соответствии с любым из описанных выше (1)-(9), где металлическая фольга подложки имеет толщину в пределах от 0,05 до 0,5 мм.
(11) Прокладочный лист для сверления в соответствии с любым из описанных выше (1)-(10), дополнительно содержащий грунтовочный слой, представляющий собой пленку смолы между металлической фольгой подложки и слоем, содержащим смоляную композицию, где грунтовочный слой имеет толщину в пределах от 0,002 до 0,02 мм.
(12) Прокладочный лист для сверления в соответствии с описанным выше (11), где грунтовочный слой содержит твердое смазывающее вещество, содержащее дисульфид молибдена.
(13) Прокладочный лист для сверления в соответствии с описанным выше (12), где грунтовочный слой содержит от 1 части масс до 50 частей массовых дисульфида молибдена по отношению к 100 частям массовым композиции, составляющей грунтовочный слой.
(14) Прокладочный лист для сверления в соответствии с любым из описанных выше (11)-(13), где смола, содержащаяся в грунтовочном слое, содержит одну или две или более термоотверждаемых смол, выбранных из группы, состоящей из эпоксидных смол и цианатных смол.
(15) Прокладочный лист для сверления в соответствии с любым из описанных выше (11)-(13), где смола, содержащаяся в грунтовочном слое, содержит одну или две или более термопластичных смол, выбранных из группы, состоящей из уретановых полимеров, винилацетатных полимеров, винилхлоридных полимеров, сложноэфирных полимеров и акриловых полимеров, и сополимеров этих полимеров.
(16) Прокладочный лист для сверления в соответствии с любым из описанных выше (11)-(13), где смола, содержащаяся в грунтовочном слое, содержит одну или две или более адгезивных смол, выбранных из группы, состоящей из меламиновых смол, смол на основе мочевины, фенольных смол, хлоропренового каучука, нитрилового каучука, стиролбутадиенового каучука и силиконового каучука.
(17) Прокладочный лист для сверления в соответствии с любым из описанных выше (1)-(16), где слой, содержащий смоляную композицию, сформирован по меньшей мере на одной поверхности металлической фольги подложки с помощью некоторого способа нанесения покрытия, причем слой, содержащий смоляную композицию, получают посредством осуществления нанесения покрытия по меньшей мере на одной поверхности металлической фольги подложки с помощью раствора, в котором смоляную композицию растворяют или диспергируют в смешанном растворителе из воды и из растворителя, имеющего температуру кипения ниже, чем температура кипения воды, где растворитель, имеющий температуру кипения ниже, чем температура кипения воды, содержит один или две или более растворителей, выбранных из группы, состоящей из спиртов, метилэтилкетона, ацетона, тетрагидрофурана и ацетонитрила.
(18) Прокладочный лист для сверления в соответствии с описанным выше (17), где отношение смешивания воды к растворителю, имеющему температуру кипения ниже, чем температура кипения воды, содержащемуся в смешанном растворителе, находится в пределах от 90/10 до 50/50 по массе.
(19) Прокладочный лист для сверления в соответствии с любым из описанных выше (1)-(18), используемый для обработки сверлением отверстий с помощью спирального сверла, имеющего диаметр 0,2 мм или меньше.
(20) Прокладочный лист для сверления в соответствии с любым из описанных выше (1)-(19), используемый для обработки сверлением ламинированной платы или многослойной платы.
Полезные эффекты изобретения
В соответствии с настоящим изобретением, может быть предложен прокладочный лист для сверления, который является превосходным по точности позиционирования отверстий, по сравнению с обычным прокладочным листом для сверления.
Краткое описание чертежей
Фиг.1 представляет собой фотографию, сделанную с помощью сканирующего электронного микроскопа, иллюстрирующую пример дисульфида молибдена.
Фиг.2 представляет собой фотографию, сделанную с помощью сканирующего электронного микроскопа, иллюстрирующую пример молибдата цинка.
Фиг.3 представляет собой фотографию, сделанную с помощью сканирующего электронного микроскопа, иллюстрирующую пример триоксида молибдена.
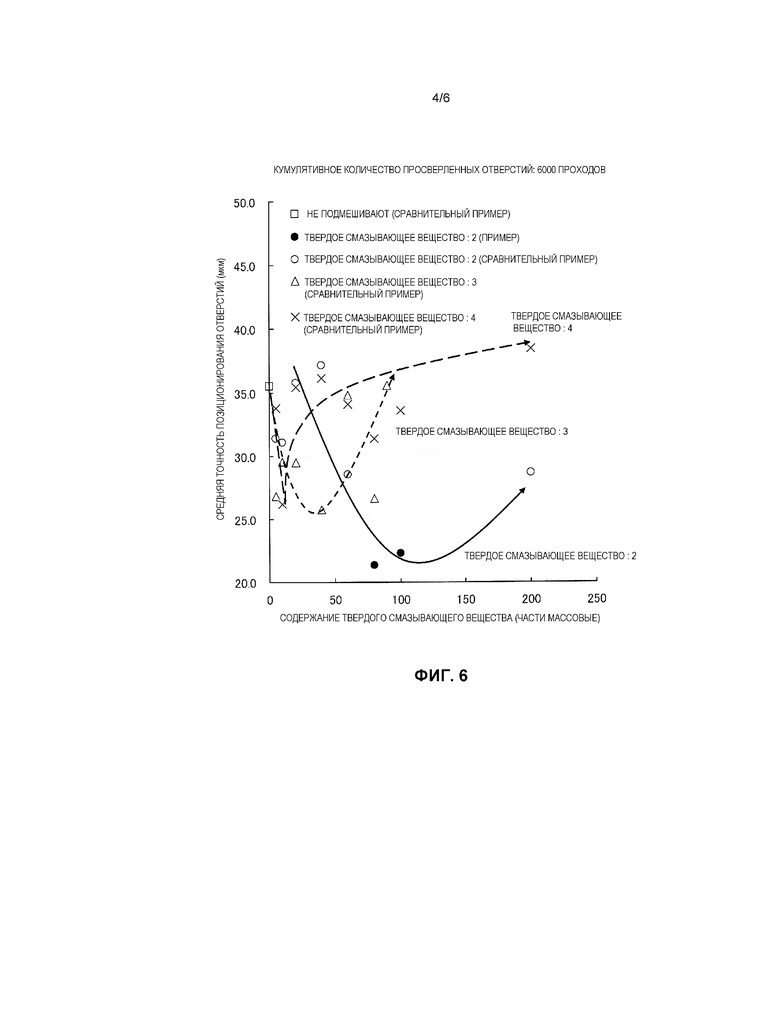
Фиг.4 представляет собой кривую распределения размеров частиц, иллюстрирующую пример распределения размеров частиц твердого смазывающего вещества.
Фиг.5 представляет собой график, сравнивающий точность позиционирования отверстий между Примерами и Сравнительными примерами.
Фиг.6 представляет собой график, сравнивающий точность позиционирования отверстий между Примерами и Сравнительными примерами.
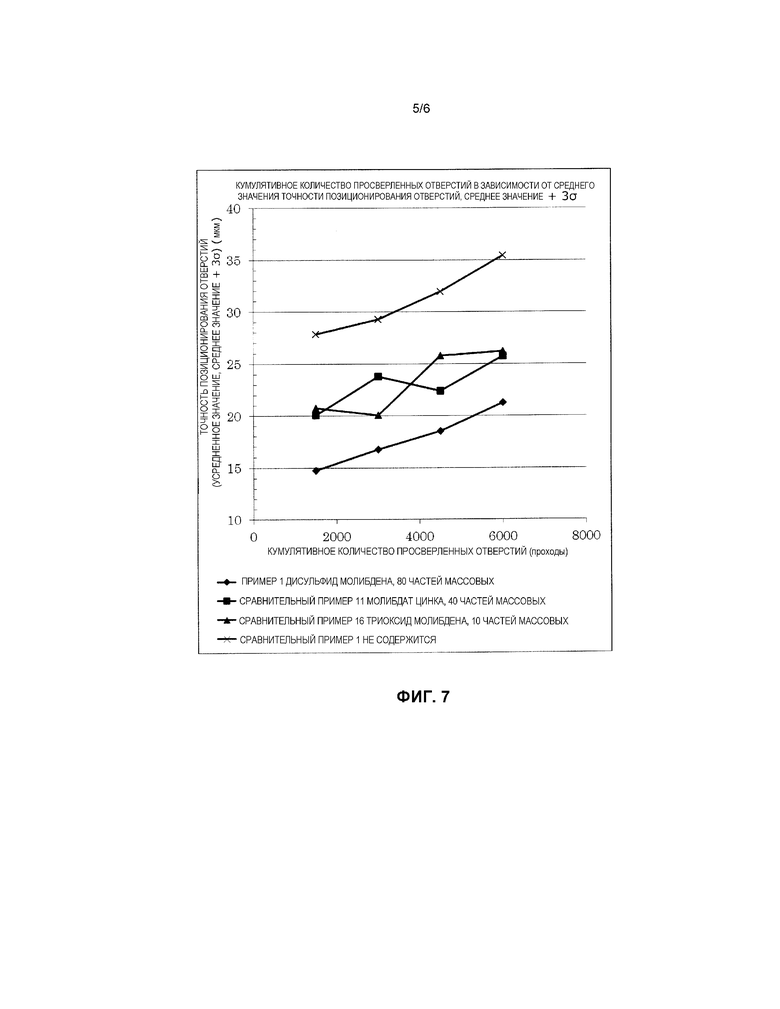
Фиг.7 представляет собой график, полученный посредством построения зависимостей точности позиционирования отверстий в зависимости от кумулятивного количества просверленных отверстий.
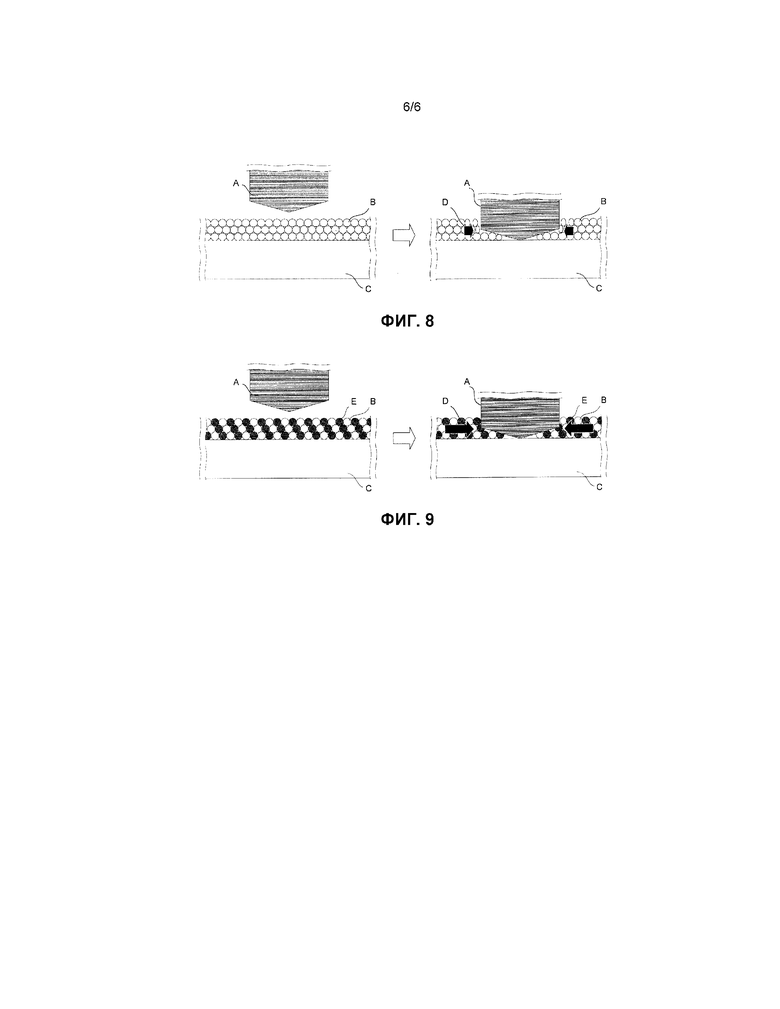
Фиг.8 представляет собой диаграмму для описания центростремительной силы, действующей на спиральное сверло.
Фиг.9 представляет собой диаграмму для описания центростремительной силы, действующей на спиральное сверло.
Описание вариантов осуществления
Далее, вариант осуществления настоящего изобретения (ниже, упоминаемый просто как "настоящий вариант осуществления") будет описан подробно со ссылками на чертежи, при необходимости. В дополнение к этому, на чертежах, одинаковые обозначения предусмотрены для одинаковых элементов, и перекрывающиеся описания будут опущены. Кроме того, позиционное соотношение верха и низа, правого и левого или что-либо подобное основывается на позиционном соотношении, иллюстрируемом на чертежах, если не отмечено иное. Кроме того, соотношение размеров на чертежах не ограничивается соотношением размеров, иллюстрируемым на чертежах. Кроме того, "(мет)акрил" в настоящем описании означает "акрил" и "метакрил", соответствующий акрилу, а "(мет)акрилат" означает "акрилат" и "метакрилат", соответствующий акрилату.
Прокладочный лист для сверления в настоящем варианте осуществления (ниже, упоминается просто как "прокладочный лист") представляет собой прокладочный лист для сверления, содержащий металлическую фольгу подложки и слой, содержащий смоляную композицию (ниже, упоминается просто как "слой смоляной композиции"), сформированный по меньшей мере на одной поверхности металлической фольги подложки. В прокладочном листе для сверления по настоящему варианту осуществления, смоляная композиция содержит смолу и от 70 частей массовых до 130 частей массовых дисульфида молибдена в качестве твердого смазывающего вещества по отношению к 100 частям массовым смолы, и слой смоляной композиции имеет толщину в пределах от 0,02 до 0,3 мм.
В настоящем варианте осуществления, твердое смазывающее вещество представляет собой твердый продукт, который используется как тонкая пленка или порошок для защиты спирального сверла и поверхности стенки отверстия материала печатной платы от повреждения во время относительного перемещения и для уменьшения трения или износа. Является предпочтительным, чтобы твердое смазывающее вещество имело температуру плавления 300°C или больше, при этом, даже на воздухе, имеющем температуру (например, 200°C) выше, чем рабочая температура прокладочного листа для сверления во время сверления, твердое смазывающее вещество является термически более стабильным, почти не плавится и может поддерживать твердое состояние. В дополнение к этому, является предпочтительным, чтобы рабочая температура прокладочного листа для сверления во время сверления составляла 100°C или больше и меньше чем 200°C, даже если температура является иной, в зависимости от размера спирального сверла, количества оборотов спирального сверла (об/мин) и объекта обработки. Например, в случае спирального сверла, имеющего регулярный диаметр 0,9 мм, рабочая температура может составлять 120°C.
Кроме того, является предпочтительным, чтобы смоляная композиция по настоящему изобретению представляла собой композицию, содержащую водорастворимую смолу (A). В настоящем документе, водорастворимая смола (A) представляет собой понятие, которое охватывает, в дополнение к водорастворимой смоле, водорастворимое смазывающее вещество, которое не является твердым смазывающим веществом. В дополнение к этому, смазывающее вещество, "которое не представляет собой твердого смазывающего вещества", в настоящем описании представляет собой понятие, которое охватывает жидкое смазывающее вещество и полутвердое смазывающее вещество.
Разумеется, смоляная композиция по настоящему изобретению может содержать повсеместно известную термопластичную водонерастворимую смолу или водонерастворимое смазывающее вещество, которое не представляет собой твердого смазывающего вещества и может содержать, в качестве другой добавки, нуклеирующий агент, краситель или, например, термостабилизатор. В настоящем документе, "водонерастворимый" означает, что растворимость в воде при комнатной температуре составляет 10 мг/дм3 или меньше. А именно, "водорастворимый" в настоящем описании означает, что растворимость в воде при комнатной температуре превышает 10 мг/дм3.
Примеры смолы, содержащейся в смоляной композиции по настоящему изобретению, включают водорастворимые смолы (A), термопластичные водонерастворимые смолы и водонерастворимые связующие вещества, которые не представляют собой твердых связующих веществ. Смола, содержащаяся в смоляной композиции, также играет роль носителя, который переносит твердое смазывающее вещество в направлении спирального сверла и материала печатной платы, кроме исходной роли смолы в прокладочном листе для сверления. А именно, смола перемещает твердое смазывающее вещество в направлении спирального сверла и материала печатной платы во время сверления отверстий с помощью спирального сверла, и при этом смола может переносить твердое смазывающее вещество в направлении спирального сверла и материала печатной платы.
Смоляная композиция по настоящему изобретению предпочтительно содержит от 70 частей массовых до 130 частей массовых или от 80 частей массовых до 110 частей массовых дисульфида молибдена по отношению к 100 частям массовым смолы, содержащейся в смоляной композиции, более предпочтительно, она составляет 80 частей массовых на 100 частей массовых. Цель настоящего изобретения может достигаться более эффективно и надежно с помощью содержания дисульфида молибдена, составляющего 70 частей массовых или более. Агрегация дисульфида молибдена может подавляться более эффективно и надежно с помощью содержания дисульфида молибдена, составляющего 130 частей массовых или меньше, и в результате этого, точность позиционирования отверстий становится достаточно благоприятной. Кроме того, является предпочтительным, чтобы содержание дисульфида молибдена составляло 130 частей массовых или меньше: поскольку при этом прокладочный лист для сверления, с помощью которого подавляется агрегация дисульфида молибдена, может быть изготовлен легче; и кроме того, также и с точки зрения экономической рациональности. В дополнение к этому, в области прокладочных листов для сверления, нет никакой идеи относительно того, что дисульфид молибдена, который стоит дороже, чем графит подмешивается в большом количестве, подобной настоящему изобретению. Имеется пример, в котором молибдат цинка или триоксид молибдена подмешивается в количестве до 40 частей массовых по отношению к 100 частям массовым смолы, содержащейся в смоляной композиции; однако, поскольку молибдат цинка или молибден триоксид является дорогостоящим, рассматривается эффект воздействия, получаемый с помощью подмешивания малого количества.
Дисульфид молибдена (MoS2) имеет следующие характеристики. А именно, дисульфид молибдена имеет твердость по Мосу от 1 до 1,5 и представляет собой следующий по мягкости минерал после талька. Дисульфид молибдена не плавится при нагреве и постепенно окисляется выше 350°C в атмосфере, превращаясь в триоксид молибдена (MoO3). Дисульфид молибдена разлагается при дальнейшем нагреве. Характеристика дисульфида молибдена заключается в том, что его коэффициент трения µ меньше чем у графита, который представляет собой обычно используемое твердое смазывающее вещество, и то, что коэффициент трения µ является стабильным, в частности, в области температур от 100°C или больше до меньше чем 200°C, поскольку коэффициент трения с меньшей вероятностью зависит от влажности в этой области температур. С другой стороны, коэффициент трения графита не является обязательно стабильным и повышается в описанной выше области температур.
В настоящем варианте осуществления авторы настоящего изобретения обнаружили, что когда дисульфид молибдена используют в качестве твердого смазывающего вещества, которое подмешивается в прокладочный лист для сверления, имеется критический диапазон содержания, где демонстрируется особенное улучшение точности позиционирования отверстий. А именно, понятно, что эффект воздействия превосходного улучшения точности позиционирования отверстий демонстрируется с помощью дисульфида молибдена, содержащегося в смоляной композиции при конкретном отношении, по сравнению с молибдатом цинка, триоксидом молибдена, и тому подобное, которые рассматривались как благоприятные твердые смазывающие вещества для повышения точности позиционирования отверстий до сих пор.
Является предпочтительным, чтобы дисульфид молибдена имел коэффициент трения µ 0,2 или меньше, в частности, при температуре сверления 100°C или больше и меньше чем 200°C. Способ измерения коэффициента трения µ соответствует JIS K7125 (1999). Исходные рабочие характеристики в качестве твердого смазывающего вещества могут демонстрироваться более эффективно и надежно с помощью коэффициента трения µ, составляющего 0,2 или меньше. Кроме того, дисульфид молибдена предпочтительно имеет чистоту 85% масс или более, более предпочтительно, 90% масс или более, и еще более предпочтительно, 95% масс или более. В дополнение к этому, верхний предел чистоты дисульфида молибдена не является как-либо ограниченным и может составлять 100% масс или 99% масс. Количество примеси может быть сделано малым с помощью дисульфида молибдена, имеющего чистоту 85% масс или более, и по этой причине, рабочие характеристики в качестве твердого смазывающего вещества могут быть продемонстрированы более эффективно. Чистота дисульфида молибдена измеряется с помощью метода вычитания. А именно, содержания оксида молибдена, железа, нерастворимых остатков, углерода, воды и масла, которые содержатся в дисульфиде молибдена, определяются как примеси, численное значение, полученное посредством вычитания массы примесей из общей массы, определяется как масса дисульфида молибдена, и массовое отношение дисульфида молибдена по отношению к общей массе определяется как чистота дисульфида молибдена. В дополнение к этому, другие способы измерения чистоты дисульфида молибдена включают метод анализа массы ICP (индуктивно связанной плазмы).
Механизм действия, осуществляемый твердым смазывающим веществом, грубо рассматривается так, как следует далее. Однако механизм действия этим не ограничивается. А именно, спиральное сверло нагревается под действием тепла трения, генерируемого между спиральным сверлом и объектом сверления отверстия (например, материалом печатной платы, таким как ламинированная плата или многослойная плата) во время сверления. При этом температура смоляной композиции вокруг спирального сверла становится выше, чем температура плавления смолы, содержащейся в смоляной композиции, и по этой причине смола плавится, демонстрируя действие придания смазывающих свойств. Однако в качестве побочного воздействия этого, спиральное сверло склонно к соскальзыванию из-за плавления или тепловой деформации смолы, содержащейся в смоляной композиции.
Каждая из Фиг.8 и 9 представляет собой диаграмму, схематически иллюстрирующую, как именно спиральное сверло входит в прокладочный лист для сверления во время сверления, когда водорастворимая смола (A), которая становится кристаллом, представленным обозначением B, используется в качестве смолы, Фиг.8 иллюстрирует случай, когда смоляная композиция не содержит твердого смазывающего вещества, и Фиг.9 иллюстрирует случай, когда смоляная композиция содержит диоксид молибдена в качестве твердого смазывающего вещества. В случае, как иллюстрируется на Фиг.8, где смоляная композиция, содержащая водорастворимую смолу (A), B не содержит твердого смазывающего вещества, кончик спирального сверла A входит в слой смоляной композиции и должен найти точку, в которую проникает спиральное сверло, в то же время проскальзывая. Поскольку смоляная композиция вокруг спирального сверла A находится в мягком состоянии, центростремительная сила D, прикладываемая к спиральному сверлу A, становится слабой, и остановить проскальзывание спирального сверла A трудно. По этой причине, имеется предел улучшения точности позиционирования отверстия. Таким образом, авторы настоящего изобретения обнаружили подмешивание дисульфида молибдена в качестве твердого смазывающего вещества и оптимизацию его количества, которое должно подмешиваться.
Во-первых, дисульфид молибдена, который представляет собой твердое смазывающее вещество, имеет умеренную твердость. И дисульфид молибдена поддерживает твердое состояние, форма которого фиксирована и положение которого легко фиксируется даже при температуре во время сверления. В результате этого, в случае, как иллюстрируется на Фиг.9, где смоляная композиция, содержащая водорастворимую смолу (A), B содержит диоксид молибдена E в качестве твердого смазывающего вещества, кончик спирального сверла A должен входить в твердое смазывающее вещество E, форма или положение которого фиксируется, когда кончик спирального сверла A проходит в слой смоляной композиции. Таким образом, центростремительная сила D становится большой и осуществляется эффект воздействия, который дает превосходную точность позиционирования отверстия, в особенности, в начальном состоянии, и осуществляют 3000 проходов.
Во-вторых, дисульфид молибдена E, который представляет собой твердое смазывающее вещество, поддерживает твердое состояние, форма которого фиксирована даже при температуре во время сверления, и по этой причине, оно может подавлять термическую деформацию смоляной композиции и проскальзывание спирального сверла A. Таким образом, спиральное сверло A может получать достаточную центростремительную силу D для улучшения точности позиционирования отверстия. В результате этого, осуществляется заметный эффект воздействия, который дает превосходную точность позиционирования отверстий даже при 6000 проходов в целом, когда происходит износ спирального сверла A.
В третьих, дисульфид молибдена E прилипает к канавке спирального сверла A, и по этой причине смазывающие свойства улучшаются под действием твердого смазывающего вещества дисульфида молибдена. В результате этого, высвобождение стружки становится плавным, предотвращая превращение стружки в отдельные кусочки и их выпадение, и становится возможным предотвращение разрушения спирального сверла, которое может случиться при попадании спирального сверла A на стружку в состоянии кусочков.
В четвертых, дисульфид молибдена E, который представляет собой твердое смазывающее вещество, прилипает к поверхности или к канавке спирального сверла A и к стенке отверстия объекта сверления отверстий. Поскольку дисульфид молибдена E, который представляет собой твердое смазывающее вещество, является твердым и, следовательно, его форма фиксируется, дисульфид молибдена всегда присутствует между объектом сверления отверстий и спиральным сверлом A для улучшения смазывающих свойств, и становится возможным осуществление эффекта воздействия для подавления износа спирального сверла.
Дисульфид молибдена, который представляет собой твердое смазывающее вещество, может содержаться в пленке смолы (далее описывается подробно). Далее упоминается также как "грунтовочный слой", который может быть предусмотрен между металлической фольгой подложки и слоем смоляной композиции. Поскольку грунтовочный слой создает прямой контакт с металлической фольгой подложки (например, с алюминиевой фольгой), эффект улучшения точности позиционирования отверстия посредством дисульфида молибдена может быть получен с помощью дисульфида молибдена, содержащегося в грунтовочном слое, даже если дисульфид молибдена присутствует только вблизи металлической фольги подложки. В частности, эффект улучшения точности позиционирования отверстия дополнительно усиливается с помощью дисульфида молибдена, содержащегося в грунтовочном слое, таким образом, что частицы образуют контакты друг с другом (в состоянии наиболее плотной упаковки). Дисульфид молибдена предпочтительно содержится в количестве от 1 части массовой до 50 частей массовых по отношению к 100 частям массовым смоляной композиции, которая составляет грунтовочный слой, более предпочтительно, в количестве от 5 частей массовых до 30 частей массовых. Эффект воздействия, осуществляемого дисульфидом молибдена, может осуществляться более эффективно и надежно с помощью содержания дисульфида молибдена, составляющего 1 часть массовую или более. Адгезивность между тонким грунтовочным слоем и металлической фольгой подложки может поддерживаться на более высоком уровне с помощью содержания дисульфида молибдена, составляющего 50 частей массовых или меньше. Смола, которая составляет грунтовочный слой, содержащий дисульфид молибдена, может представлять собой любую из термоотверждаемых смол и термопластичных смол и может также представлять собой адгезивную смолу.
Является более предпочтительным, чтобы оптимальный диаметр частиц и содержание дисульфида молибдена выбирались в конкретном диапазоне в соответствии со спецификацией объекта сверления отверстий, включая материал печатной платы, например, ламинированной платы или многослойной платы. Дисульфид молибдена представляет собой твердый продукт, который имеет слоистую структуру, форма которой фиксирована и который имеет умеренную твердость. Дисульфид молибдена, содержащийся в смоляной композиции, предпочтительно имеет диаметр частиц в пределах от 0,1 мкм до 50 мкм, более предпочтительно, диаметр частиц в пределах от 0,5 до 29 мкм. Дисульфид молибдена предпочтительно имеет средний диаметр частиц 1 мкм - 20 мкм, более предпочтительно, 1 мкм - 15 мкм, еще более предпочтительно 1 мкм - 10 мкм и, особенно предпочтительно, 3 мкм - 8 мкм. Для спирального сверла, имеющего малый диаметр, для которого точность позиционирования отверстия является важной, спиральное сверло особенно легко проникает в дисульфид молибдена, благодаря его характеристикам. Кроме того, дисульфид молибдена имеет слоистую структуру и тонкую форму, по этой причине он легко заполняет канавку спирального сверла во время вращения спирального сверла, а также вносит вклад в высвобождение стружки. Положение твердого смазывающего вещества, форма которого является фиксированной, также становится фиксированным легче с помощью дисульфида молибдена, имеющего средний диаметр частиц 1 мкм или больше, и по этой причине, функционирование в качестве твердого смазывающего вещества осуществляется более эффективно и надежно. С другой стороны, в случае, когда дисульфид молибдена имеет средний диаметр частиц 20 мкм или меньше, становится возможным получить еще более превосходную точность позиционирования отверстий и осуществление более плавного высвобождения стружки.
Относительно диаметра частиц дисульфида молибдена, среднее значение диаметра частиц является более важным, чем значение максимального диаметра частиц. Причина этого заключается в том, что диаметр частицы как целого для дисульфида молибдена, содержащегося в смоляной композиции при высоком отношении, достигающем 70 частей массовых - 130 частей массовых по отношению к 100 частям массовым смолы, дает большее влияние на точность позиционирования отверстия и смазывающие свойства, которые являются характеристиками прокладочного листа для сверления. По этой причине, становится более важным контроль среднего диаметра частиц, чем контроль максимального диаметра частиц дисульфида молибдена, для цели улучшения рабочих характеристик прокладочного листа для сверления. В способе измерения размера частиц твердого смазывающего вещества, такого как дисульфид молибдена, прежде всего, образец диспергируют в растворе, содержащем 0,2% раствор гексаметафосфорной кислоты и несколько капель 10% раствора Triton, и максимальную длину каждой проекции частицы твердого смазывающего вещества измеряют с использованием лазерного дифракционного устройства для измерения распределения размеров частиц (тип: SALD-2100, производится Shimadzu Corporation). Затем строят кривую распределения размеров частиц по результатам измерений. Диапазон от максимального диаметра частиц до минимального диаметра частиц, который показывает эта кривая, определяется как диапазон диаметров частиц для твердого смазывающего вещества, и кроме того диаметр частиц, где объемное содержание твердого смазывающего вещества на кривой распределения размеров частиц является самым высоким, определяется как средний диаметр частиц.
Дисульфид молибдена имеет свойство отсутствия набухания. По этой причине, нет необходимости строго контролировать уровень влажности, в отличие от набухающего твердого смазывающего вещества, и дисульфид молибдена является промышленно предпочтительным. В настоящем документе, в качестве определения свойства отсутствия набухания, водный раствор, получаемый посредством размешивания 10 частей массовых твердого смазывающего вещества в 90 частях массовых воды, помещают в емкость, имеющую постоянный внутренний диаметр в направлении по высоте, и плоскую внутреннюю нижнюю поверхность, в химический стакан, колбу или что-либо подобное, и перемешивают до тех пор, пока смесь не перемешается в достаточной степени. После этого, смесь оставляют стоять в течение 1 часа, измеряют высоту осадка твердого смазывающего вещества, и в случае, когда отношение высоты осадка (отношение высоты от нижней внутренней поверхности до верхней поверхности осадка твердого смазывающего вещества к высоте от нижней внутренней поверхности емкости до уровня жидкости водного раствора) меньше чем 50%, он определяется как ненабухающий. В дополнение к этому, случай, когда отношение высоты осадка составляет 90% или более, определяется как диспергирование или набухание, и случай, когда отношение высоты осадка составляет 50% или больше и меньше чем 90%, определяется как набухание. Существует пример, в котором дисульфид молибдена по настоящему варианту осуществления имеет высоту от нижней внутренней поверхности до уровня жидкости равную 68 мм, высоту от нижней внутренней поверхности до верхней поверхности осадка дисульфида молибдена равную 28 мм и отношение высоты осадка равное 41,2%, и очевидным образом происходит двухфазное разделение.
Такая характеристика имеет важное значение, как описано ниже, когда смола, содержащаяся в смоляной композиции, представляет собой водорастворимую смолу (A) и раствор (диспергирующая жидкость), содержащий водорастворимую смолу (A) и дисульфид молибдена, получают при приготовлении прокладочного листа. Прежде всего, дисульфид молибдена легко диспергируется в жидкости однородным образом и мало агрегирует. В результате этого, становится возможным благоприятное диспергирование дисульфида молибдена по всему листу также и в полученном прокладочном листе. Кроме того, когда дисульфид молибдена остается в отверстии после обработки сверлением отверстий, становится легким очистка продукта. Однако является предпочтительным осуществление достаточного перемешивания таким образом, чтобы не генерировать градиента концентраций дисульфида молибдена при получении раствора водорастворимой смолы (A).
Водорастворимая смола (A) не является как-либо ограниченной. Водорастворимая смола (A) представляет собой, как описано выше, понятие, которое охватывает водорастворимую смолу и водорастворимое смазывающее вещество, которое не представляет собой твердого смазывающего вещества. Водорастворимая смола предпочтительно представляет собой одно или два или более веществ, выбранных из группы, состоящей, например, из полиэтиленоксидов, полипропиленоксидов, полиакрилатов натрия, полиакриламидов, поливинилпирролидонов, производных целлюлозы, политетраметиленгликолей и сложных полиэфиров полиалкиленгликолей. Сложный полиэфир полиалкиленгликоля представляет собой конденсат, полученный посредством взаимодействия полиалкиленгликоля с двухосновной кислотой. Примеры полиалкиленгликоля включают полиэтиленгликоли, полипропиленгликоли, политетраметиленгликоли и такие гликоли, как сополимеры этих гликолей. Примеры двухосновной кислоты включают частичные сложные эфиры и ангидриды кислот, поликарбоновые кислоты, такие как фталевая кислота, изофталевая кислота, терефталевая кислота, себациновая кислота и пиромеллитовая кислота. Они могут использоваться отдельно или в сочетании двух или более из них.
Кроме того, примеры водорастворимого смазывающего вещества, которое не представляет собой твердого смазывающего вещества, включают полиэтиленгликоли и полипропиленгликоли; простые моноэфиры полиоксиэтиленов, такие как простые олеиловые эфиры полиоксиэтилена, простые цетиловые эфиры полиоксиэтилена, простые стеариловые эфиры полиоксиэтилена, простые лауриловые эфиры полиоксиэтилена, простые нонилфениловые эфиры полиоксиэтилена и простые октилфениловые эфиры полиоксиэтилена; полиоксиэтиленмоностеараты и полиоксиэтиленсорбитан-моностеараты; полиглицеролмоностеараты, такие как гексаглицеролмоностеарат и декагексаглицеролмоностеарат; и сополимеры полиоксиэтилен-пропилен. Они могут использоваться отдельно или в сочетании двух или более из них.
Термопластичная водонерастворимая смола не является как-либо ограниченной, и можно применять повсеместно известные материалы. Примеры термопластичной водонерастворимой смолы включают амидные эластомеры, бутадиеновые эластомеры, сложноэфирные эластомеры, олефиновые эластомеры, уретановые эластомеры, стирольные эластомеры, полибутены, полиэтилены низкой плотности, хлорированные полиэтилены, металлоценовые полиолефиновые смолы, сополимеры этилен/сложный эфир акриловой кислоты/малеиновый ангидрид, сополимеры этилен/глицидил (мет)акрилат, смолы на основе сополимеров этилен/винилацетат, смолы на основе сополимеров модифицированного этилена/винилацетат, смолы на основе сополимеров этилен/(мет)акриловая кислота, иономерные смолы и смолы на основе сополимеров этилен/сложный эфир (мет)акриловой кислоты. Они могут использоваться отдельно или в сочетании двух или более из них.
Водонерастворимое смазывающее вещество, которое не представляет собой твердого смазывающего вещества, не является как-либо ограниченным, и можно применять повсеместно известные материалы. Примеры водонерастворимого смазывающего вещества, которое не представляет собой твердое смазывающее вещество, включают амидные соединения, такие как этилен бис-стеарамид, олеамид, амид стеариновой кислоты и метилен бис-стеариловый амид; соединения алифатических кислот, таких как лауриновая кислота, стеариновая кислота, пальмитиновая кислота и олеиновая кислота; соединения сложных эфиров алифатических кислот, такие как бутилстеарат, бутилолеат и гликоль лаурат; соединения алифатических углеводородов, такие как жидкие парафины и полиэтиленовые воски; и высшие алифатические спирты, такие как олеиновый спирт. Они могут использоваться отдельно или в сочетании двух или более из них. Толщина слоя смоляной композиции изменяется в зависимости от диаметра спирального сверла, которое используют при осуществлении обработки сверлением, конституции объекта сверления отверстия, обработку которого осуществляют (например, материал печатной платы, такой как ламинированная плата или многослойная плата), и тому подобное. Слой смоляной композиции предпочтительно имеет толщину в пределах от 0,02 до 0,3 мм, более предпочтительно, в пределах от 0,02 до 0,2 мм. Более существенный смазывающий эффект может быть получен с помощью слоя смоляной композиции, имеющей толщину 0,02 мм или более, нагрузка на спиральное сверло уменьшается, и следовательно, разрушение спирального сверла может дополнительно подавляться. С другой стороны, заполнение смоляной композицией спирального сверла может подавляться с помощью слоя смоляной композиции, имеющего толщину 0,3 мм или меньше.
Кроме того, примеры способа формирования слоя смоляной композиции включают способ формирования смоляной композиции (способ нанесения покрытия) с помощью осуществления нанесения покрытия по меньшей мере на одну поверхность металлической фольги подложки, непосредственно или опосредованно, с помощью растворенной жидкости, полученной с помощью соответствующего плавления смоляной композиции или жидкости, в которой смоляная композиция растворена или диспергирована в растворителе (ниже, упоминается просто как "раствор смоляной композиции"), и после этого, сушки, охлаждения или отверждения жидкости покрытия. Альтернативно, способ формирования слоя смоляной композиции может представлять собой способ, в котором лист смоляной композиции приготавливают заранее и ламинируют вместе с металлической фольгой подложки (способ с использованием горячего расплава). При ламинировании листа смоляной композиции, для цели ламинирования и объединения металлической фольги подложки и слоя смоляной композиции, является предпочтительным, чтобы пленка смолы (грунтовочный слой) была сформирована заранее на поверхности металлической фольги подложки, где должен формироваться слой смоляной композиции. Подробности будут описаны далее. Кроме того, когда адаптируется способ осуществления нанесения покрытия по меньшей мере на одну поверхность металлической фольги подложки, непосредственно или опосредованно, с помощью раствора смоляной композиции, а затем сушки, охлаждения или отверждения с помощью способа нанесения покрытия или чего-либо подобного, является предпочтительным, чтобы растворитель, который должен использоваться, представлял собой смешанный растворитель, содержащий воду и растворитель, имеющий температуру кипения ниже, чем температура кипения воды. Использование смешанного растворителя, содержащего воду и растворитель, имеющий температуру кипения ниже, чем температура кипения воды, вносит вклад в генерирование плотного сферокристалла и уменьшения количества остаточных пузырьков в смоляной композиции. Растворитель, имеющий температуру кипения ниже, чем температура кипения воды, не является как-либо ограниченным, его примеры включают спирты, такие как этанол, метанол и изопропиловый спирт и также можно использовать растворители с низкой температурой кипения, такие как метилэтилкетон и ацетон. Примеры другого растворителя включают растворитель, полученный посредством смешивания тетрагидрофурана или ацетонитрила, который имеет высокую совместимость со смоляной композицией, с водой и спиртами, как часть воды и спиртов. Отношение смешивания воды к растворителю, имеющему температуру кипения ниже, чем температура кипения воды (вода/растворитель, имеющий более низкую температуру кипения), предпочтительно находится в пределах от 90/10 до 50/50 по массе, более предпочтительно, в пределах от 80/20 до 50/50, более предпочтительно, в пределах от 70/30 до 50/50, и еще более предпочтительно, в пределах от 60/40 до 50/50. Плотный сферокристалл генерируется легче, когда водорастворимую смолу (A) используют с помощью отношения смешивания для растворителя, имеющего температуру кипения ниже, чем температура кипения воды, которое равно 10 или более. Становится возможным промышленное производство прокладочного листа для сверления более стабильным образом с помощью отношения смешивания растворителя, имеющего температуру кипения ниже, чем температура кипения воды, равного 50 или меньше.
Кроме того, когда адаптируют способ осуществления нанесения покрытия по меньшей мере на одну поверхность металлической фольги подложки, непосредственно или опосредованно, с помощью раствора смоляной композиции, а затем нагрева и сушки или охлаждения и отверждения с помощью способа нанесения покрытия, адаптируют способ с использованием горячего расплава или подобного, прокладочный лист для сверления при нагреве и сушке предпочтительно имеет температуру от 120°C до 160°C, охлаждение и отверждение предпочтительно осуществляют при нормальной температуре, и охлаждение осуществляют таким образом, что температура предпочтительно понижается до нормальной температуры (например, 10-30°C) через 5-30 секунд после нагрева и сушки. Можно производить промышленным способом прокладочный лист для сверления более стабильно с помощью температуры нагрева равной 160°C или меньше. Кроме того, генерирование конденсации росы после осуществления способа может подавляться с помощью температуры охлаждения, которая представляет собой нормальную температуру.
Металлическая фольга подложки, которая используется в прокладочном листе для сверления, в настоящем варианте осуществления не является как-либо ограниченной, но предпочтительно представляет собой металлический материал, который имеет высокую адгезию со слоем смоляной композиции и способен выдержать шоковую нагрузку со стороны спирального сверла. Металлическая фольга подложки предпочтительно имеет толщину от 0,05 до 0,5 мм, более предпочтительно, от 0,05 до 0,3 мм. Генерирование заусенцев из объекта сверления отверстий (например, ламинированной платы) во время обработки сверлением может подавляться с помощью металлической фольги подложки, имеющей толщину 0,05 мм или более. Кроме того, высвобождение стружки, генерируемой во время обработки сверлением, становится проще с помощью металлической фольги подложки, имеющей толщину 0,5 мм или меньше. Является предпочтительным, с точки зрения доступности, стоимости и технологичности, чтобы вид металла металлической фольги подложки представлял собой алюминий. Кроме того, с этой же точки зрения является предпочтительным, чтобы качество материала алюминиевой фольги соответствовало алюминию, имеющему чистоту 95% или больше. Примеры такой алюминиевой фольги включают 5052, 3004, 3003, 1N30, 1N99, 1050, 1070, 1085 и 8021, указанные в JIS-H4160. Шоковая нагрузка со стороны спирального сверла уменьшается, и свойство проникновения с помощью кончика спирального сверла улучшается посредством использования алюминиевой фольги, имеющей чистоту алюминия 95% или выше в качестве металлической фольги подложки. Это связано со смазывающим эффектом для спирального сверла с помощью смоляной композиции, и точность позиционирования отверстий для обрабатываемых отверстий может быть дополнительно улучшена.
Кроме того, является предпочтительным использование металлической фольги подложки, имеющей пленку смолы (грунтовочный слой), сформированную заранее на ее поверхности, с точки зрения адгезии на слое смоляной композиции. С точки зрения свойств адгезии, стоимости и сверления отверстий, грунтовочный слой предпочтительно имеет толщину от 0,002 до 0,02 мм, более предпочтительно, от 0,002 до 0,01 мм. В случае, когда в грунтовочном слое содержится дисульфид молибдена в качестве твердого смазывающего вещества, толщина грунтовочного слоя может выбираться соответствующим образом в соответствии с диаметром частиц дисульфида молибдена. Является предпочтительным, чтобы смола, содержащаяся в грунтовочном слое, могла улучшить адгезию на слое смоляной композиции, и смола, содержащаяся в грунтовочном слое, может представлять собой любую из термопластичных смол и термоотверждаемых смол, или она может представлять собой адгезивную смолу. Примеры термопластичной смолы включают уретановые полимеры, винилацетатные полимеры, винилхлоридные полимеры, сложноэфирные полимеры, акриловые полимеры и сополимеры этих полимеров. Примеры термоотверждаемой смолы включают эпоксидные смолы и цианатные смолы. Примеры адгезивной смолы, которая функционирует как адгезивный агент, включают, кроме описанных выше смол, синтетические смолы, такие как меламиновые смолы, смолы на основе мочевины и фенольные смолы, и синтетический каучук, такой как хлоропреновый каучук, нитриловый каучук, стиролбутадиеновый каучук и силиконовый каучук. Смола, содержащаяся в грунтовочном слое, может использоваться сама по себе или в сочетании двух или более из них.
Толщина каждого слоя, который составляет прокладочный лист для сверления, измеряется следующим образом. А именно, прокладочный лист для сверления разрезается в направлении ламинирования каждого слоя от поверхности одной стороны слоя смоляной композиции прокладочного листа для сверления с использованием шлифовальной машины для поперечного сечения (производится JEOL Ltd., наименование продукта "CROSS-SECTION POLISHER SM-09010") или ультрамикротома (производится Leica, наименование продукта "EM UC7"). После этого, поперечное сечение, появляющееся после разрезания, наблюдают с вертикального направления по отношению к поперечному сечению для измерения толщины металлической фольги подложки и слоя смоляной композиции, и грунтовочного слоя, при необходимости, с использованием SEM (сканирующего электронного микроскопа, производится KEYENCE CORPORATION, номер продукта "VE-7800"). Измеряют толщину в 5 точках для 1 вида, и среднее значение определяют как толщину каждого слоя.
Является предпочтительным использование прокладочного листа для сверления в соответствии с настоящим вариантом осуществления для обработки сверлением ламинированной платы или многослойной платы, поскольку цели настоящего изобретения могут быть достигнуты более эффективно и надежно. Кроме того, если эту обработку сверлением осуществляют с использованием спирального сверла с диаметром (диаметр спирального сверла) 0,2 мм или меньше, предпочтительно, с диаметром 0,05 мм или больше и диаметром 0,2 мм или меньше, цель настоящего изобретения может быть достигнута еще более эффективно и надежно. Прокладочный лист для сверления в соответствии с настоящим вариантом осуществления является пригодным для применения для спирального сверла малого диаметра, с диаметром от 0,05 мм или больше до диаметра 0,15 мм или меньше, особенно пригодным для использования для применений для спирального сверла очень малого диаметра с диаметром от 0,05 мм или больше до диаметра 0,105 мм или меньше, для которого важным является точность позиционирования отверстий, поскольку частота разрушений спирального сверла может быть заметно уменьшена. В настоящем документе, диаметр спирального сверла 0,05 мм представляет собой нижний предел диаметра коммерчески доступных спиральных сверл. Если станут доступными перовые сверла, имеющие диаметр меньший, чем этот, описанный выше нижний предел изменится соответствующим образом. Кроме того, нет проблем использования прокладочного листа для сверления по настоящему варианту осуществления при обработке сверлением, которая использует спиральное сверло, имеющее диаметр больше чем диаметр 0,2 мм.
Прокладочный лист для сверления по настоящему варианту осуществления используют при осуществлении обработки сверлением, например, материала печатной платы, более конкретно, ламинированной платы или многослойной платы. Более конкретно, обработка сверлением может осуществляться от верхней поверхности (поверхности слоя смоляной композиции) прокладочного листа для сверления посредством помещения прокладочного листа по меньшей мере на верхнюю поверхность ламинированной платы или многослойной платы или множества ламинированных плат или многослойных плат, которые располагаются в виде пакета (материала печатных плат), так что сторона с металлической фольгой подложки образует контакт с материалом печатной платы.
Прокладочный лист для сверления по настоящему варианту осуществления может уменьшить скорость разрушения спирального сверла во время обработки сверлением отверстий, благодаря превосходной точности позиционирования отверстий и превосходным смазывающим свойствам слоя смоляной композиции во время обработки сверлением отверстий. В результате этого, становится возможным повышение плотности элементов и становится возможной обработка сверлением отверстий, имеющая высокое качество и превосходная по производительности. Альтернативно, становится возможным увеличение количества расположенных в виде пакета плат, в которых обработка сверлением отверстий осуществляется за один раз, и в результате, прокладочный лист для сверления по настоящему варианту осуществления вносит вклад в улучшение производительности и уменьшение стоимости.
Вариант осуществления настоящего изобретения описан выше, но настоящее изобретение не ограничивается описанным выше вариантом осуществления. Различные модификации могут быть добавлены к настоящему изобретению в пределах, не отклоняющихся от идей настоящего изобретения.
Примеры
Далее, результаты Примеров по настоящему изобретению будут описываться в сравнении со Сравнительными примерами, которые находятся вне пределов настоящего изобретения. Однако настоящее изобретение не ограничивается этими Примерами. В дополнение к этому, "полиэтиленгликоль" иногда сокращенно упоминается как "PEG" и "полиэтиленоксид" иногда сокращенно упоминается как "PEO".
<Пример 1>
В смешанном растворе вода/MeOH (метанол), растворяют 30 частей массовых полиэтиленоксида, имеющего средневзвешенную молекулярную массу 150000 (производится Meisei Chemical Works, Ltd., наименование продукта: ALTOP МГ-150) и 70 частей массовых полиэтиленгликоля, имеющего средневзвешенную молекулярную массу 20000 (производится Sanyo Chemical Industries, Ltd., наименование продукта: PEG 20000), так что содержание твердых продуктов смол становится равным 30% масс. Отношение воды к MeOH в этот раз устанавливают при 60/40, по массе. Кроме того, в растворе водорастворимой смоляной композиции, 80 частей массовых дисульфида молибдена (производится Daizo Corporation, диапазон диаметров частиц: от 0,5 мкм до 29 мкм, средний диаметр частиц: 5 мкм, чистота дисульфида молибдена: 98%, коэффициент трения µ: 0,4) по отношению к 100 частям массовым смол, содержащихся в водорастворимой смоляной композиции, смешивают с твердым смазывающим веществом и диспергируют в достаточной степени. Нанесение покрытия осуществляют с помощью раствора смоляной композиции, полученного таким образом, с использованием устройства для нанесения покрытия с распределяющим бруском на стороне алюминиевой фольги с пленкой смолы на поверхности (алюминиевая фольга, которую используют: 1100, толщина 0,1 мм, производится Mitsubishi Aluminum Co., Ltd.), полученной посредством формирования пленки из эпоксидной смолы, имеющей толщину 0,01 мм, на одной из поверхностей, так что толщина слоя смоляной композиции после сушки становится равной 0,05 мм, сушку осуществляют при 120°C в течение 5 минут в сушилке, а затем осуществляют охлаждение до нормальной температуры, чтобы тем самым подготовить прокладочный лист для сверления. В дополнение к этому, фотография, сделанная с помощью сканирующего электронного микроскопа (увеличение: 10000), части дисульфида молибдена, используемого в настоящем Примере, иллюстрируется на Фиг.1.
<Пример 2>
В соответствии с Примером 1, приготавливают раствор смоляной композиции с теми видами и содержаниями соответствующих материалов, которые показаны в Таблице 1, для получения прокладочного листа для сверления, имеющего толщину слоя смоляной композиции после сушки 0,05 мм.
<Сравнительные примеры 1-22>
В соответствии с Примером 1, приготавливают растворы смоляной композиции с теми видами и содержаниями соответствующих материалов, которые показаны в Таблице 1, для получения прокладочных листов для сверления, имеющих, каждый, толщину слоя смоляной композиции после сушки 0,05 мм.
< Способы оценки >
Осуществляют следующую оценку для каждого образца прокладочных листов для сверления, полученных в Примерах и Сравнительных примерах.
(1) Точность позиционирования отверстий
Прокладочный лист для сверления размещают на расположенных в виде пакета платах, ламинированных с медной фольгой, со слоем смоляной композиции на верхней стороне, и осуществляют обработку сверлением. Осуществляют обработку сверлением из 6000 проходов на одно спиральное сверло и повторяют их с использованием 4 спиральных сверл. Сдвиг положения отверстия на обратной поверхности (на нижней поверхности) самой нижней платы из расположенных в виде пакета плат, ламинированных с медной фольгой, от обозначенной координаты, измеряют для каждого отверстия при осуществлении от 1 до 1500 проходов, от 1 до 3000 проходов, от 1 до 4500 проходов и от 1 до 6000 проходов на каждое спиральное сверло с использованием анализатора отверстий (тип: HA-1AM, производится Hitachi Via Mechanics, Ltd.). Это отклонение вычисляют как "среднее значение + 3σ" посредством вычисления среднего значения и стандартного отклонения (σ) для каждого спирального сверла. Затем вычисляют среднее значение каждого "среднего значения + 3σ" для используемых 4 спиральных сверл и принимают в качестве точности позиционирования отверстий в целом для обработки сверлением. Используемое уравнение является таким, как показано ниже. Результаты для 1-3000 проходов и 1-6000 проходов показаны в Таблице 1.
[Формула 1]

(где n представляет собой количество используемых сверлений)
Точность позиционирования отверстий оценивают на основе критериев оценки, показанных в Таблице 1, при этом используют точность позиционирования отверстий для кумулятивного количества просверленных отверстий для 3000 проходов, где износа спирального сверла практически не происходит, и точность позиционирования отверстий для кумулятивного количества просверленных отверстий для 6000 проходов, где происходит относительный износ спирального сверла, в качестве эталона. Нижняя оценка точности позиционирования отверстий для кумулятивного количества просверленных отверстий для 3000 проходов и точность позиционирования отверстий для кумулятивного количества просверленных отверстий для 6000 проходов определяют как оценку в целом. При этом, "превосходно" соответствует точности позиционирования отверстий, которая является исключительно превосходной, "хорошо" соответствует точности позиционирования отверстий, которая является хорошей, "умеренно" соответствует точности позиционирования отверстий, которая является умеренной, и "плохо" соответствует точности позиционирования отверстий, которая является плохой.
(2) Размер частиц твердого смазывающего вещества
Размер частиц твердого смазывающего вещества измеряют следующим образом. Прежде всего, образец твердого смазывающего вещества диспергируют в растворе, содержащем 0,2% раствор гексаметафосфорной кислоты и несколько капель 10% раствора Triton, и измеряют максимальную длину каждой проецируемой частицы твердого смазывающего вещества с использованием лазерного дифракционного устройства для измерения распределения размеров частиц (тип: SALD-2100, производится Shimadzu Corporation). Затем, строят кривую распределения размеров частиц по результатам измерений. Диапазон от максимального диаметра частиц до минимального диаметра частиц, который показывает кривая, определяется как диапазон диаметров частиц для твердого смазывающего вещества, и кроме того, диаметр частиц, где массовое содержание твердого смазывающего вещества на кривой распределения размеров частиц является максимальным, определяют как средний диаметр частиц. Кривые распределения размеров частиц дисульфида молибдена, молибдата цинка и триоксида молибдена показаны на Фиг.4. Порядок средних диаметров частиц представляет собой молибдат цинка, дисульфид молибдена и молибден триоксид, в порядке увеличения.
Хорошо: меньше чем 20 мкм Умеренно: меньше чем 22 мкм
Плохо: 22 мкм или больше
Хорошо: меньше чем 25 мкм Умеренно: меньше чем 30 мкм Плохо: 30 мкм или больше
Относительно Примера 1, из которого получен наиболее благоприятный результат в Примерах, показанных в Таблице 1 и Сравнительных примерах 1, 11 и 16, результаты точности позиционирования отверстий (усредненное значение среднего значения (среднее значение) + 3σ), для отверстий, для 1-1500 проходов, 1-3000 проходов, 1-4500 проходов и 1-6000 проходов, показаны в Таблице 2. Кроме того, график, полученный посредством построения зависимостей результатов этих Примеров и Сравнительных примеров как точность позиционирования отверстий от кумулятивных количеств просверленных отверстий, показан на Фиг.7. Кроме того, графики, полученные посредством построения зависимостей всех результатов точности позиционирования отверстий Примеров и Сравнительных примеров от количеств подмешиваемых твердых связующих веществ, для сравнения показаны на Фиг.5 (в случае кумулятивного количества просверленных отверстий для 3000 проходов) и на Фиг.6 (в случае кумулятивного количества просверленных отверстий для 6000 проходов). На фигурах, " " представляет собой график для Сравнительного примера, в котором твердое смазывающее вещество не подмешивают, "•" представляет собой график для Примеров 1 и 2, "
" представляет собой график для Сравнительного примера, в котором твердое смазывающее вещество не подмешивают, "•" представляет собой график для Примеров 1 и 2, " " представляет собой график для Сравнительных примеров, в которых используют твердое смазывающее вещество 2, "
" представляет собой график для Сравнительных примеров, в которых используют твердое смазывающее вещество 2, " " представляет собой график для Сравнительных примеров, в которых используют твердое смазывающее вещество 3, и "×" представляет собой график для Сравнительных примеров, в которых используют твердое смазывающее вещество 4.
" представляет собой график для Сравнительных примеров, в которых используют твердое смазывающее вещество 3, и "×" представляет собой график для Сравнительных примеров, в которых используют твердое смазывающее вещество 4.
Композиция (1) водорастворимой смолы (A) содержит 30 частей массовых полиэтиленоксида (производится Meisei Chemical Works, Ltd., наименование продукта: ALTOP МГ-150, Mw: 150000) и 70 частей массовых полиэтиленгликоля (производится Sanyo Chemical Industries, Ltd., наименование продукта: PEG 20000, Mw: 20000), в целом, 100 частей массовых.
Вид (2) твердого смазывающего вещества представляет собой дисульфид молибдена (производится Daizo Corporation, наименование продукта: порошок M-5, диапазон диаметров частиц: 0,5-29 мкм, средний диаметр частиц: 5 мкм, чистота дисульфида молибдена: 98%, слоистая структура).
Вид (3) твердого смазывающего вещества представляет собой молибдат цинка (производится Nippon Inorganic Colour & Chemical Co., Ltd., диапазон диаметров частиц: 0,4 мкм - 13 мкм, средний диаметр частиц: 3 мкм, слоистая структура. Фотография, сделанная с помощью сканирующего электронного микроскопа (увеличение: 10000) части молибдата цинка, иллюстрируется на Фиг.2.
Вид (4) твердого смазывающего вещества представляет собой триоксид молибдена (производится Nippon Inorganic Colour & Chemical Co., Ltd., диапазон диаметров частиц: 0,7 мкм - 55 мкм, средний диаметр частиц: 16 мкм, столбчатая структура). Фотография, сделанная с помощью сканирующего электронного микроскопа (увеличение: 10000) части триоксида молибдена иллюстрируется на Фиг.3.
Кроме того, прокладочный лист для сверления, в котором твердое смазывающее вещество не используют, получают как вид (5).
Содержание твердого смазывающего вещества по отношению к 100 частям массовым смолы, содержащейся в смоляной композиции, составляет любое значение из 0 частей массовых, 5 частей массовых, 10 частей массовых, 20 частей массовых, 40 частей массовых, 60 частей массовых, 80 частей массовых, 90 частей массовых, 100 частей массовых и 200 частей массовых.
Условие (1) обработки сверлением отверстий заключается в том, что используют спиральное сверло (C-CFU020S, производится Tungaloy Corporation, диаметр спирального сверла: 0,2 мм), количество оборотов в минуту: 200000 об/мин, скорость подачи: 13 мкм/оборот и скорость подъема: 25,4 м/мин, и используют объект сверления отверстий, в котором располагают в виде пакета 5 плат, ламинированных с медной фольгой (производится Mitsubishi Gas Chemical Company, Inc., наименование продукта: CCL-HL832, толщина: 0,2 мкм, толщина медной фольги: 12 мкм).
Как показано в результатах Таблицы 1, авторы настоящего изобретения нашли критическую область, которая реализует превосходную точность позиционирования отверстий посредством подмешивания большого количества дисульфида молибдена в качестве твердого смазывающего вещества, достигающую 70 частей массовых - 130 частей массовых по отношению к 100 частям массовым смолы, содержащейся в смоляной композиции. Обычно осуществлялись попытки относительно того, чтобы улучшить точность позиционирования отверстий на 1 мкм, но результаты настоящего изобретения, которые дают такое превосходное улучшение точности позиционирования отверстий, не могли ожидаться даже специалистом в данной области. Кроме того, как показано в результатах Таблицы 2, понятно, что дисульфид молибдена реализует превосходную точность позиционирования отверстий при любых кумулятивных количествах просверленных отверстий.
Из результатов, показанных в Таблице 1, понятно, что образцы Примеров 1 и 2 являются превосходными по точности позиционирования отверстий на любой из стадий, где происходит износ или не происходит износ спирального сверла, по сравнению с образцами Сравнительных примеров 1-22. А именно, понятно, что дисульфид молибдена по настоящему изобретению является замечательно превосходным по точности позиционирования отверстий посредством оптимизации количества подмешиваемого дисульфида молибдена по сравнению с молибдатом цинка и триоксидом молибдена, которые представляют собой твердые связующие вещества, которые обычно используют.
В дополнение к этому, настоящее изобретение испрашивает приоритет на основе Японской патентной заявки (Японская патентная заявка № 2012-071081), поданной в Японское патентное ведомство 27 марта 2012 года, содержание которой тем самым включается в качестве ссылки.
Промышленная применимость
В соответствии с настоящим изобретением, может быть предложен прокладочный лист для сверления, который является превосходным по точности позиционирования отверстий и уменьшает разрушение спирального сверла по сравнению с обычным прокладочным листом для сверления.
Список ссылочных обозначений
A: Спиральное сверло
B: Кристалл водорастворимой смолы (A)
C: Металлическая фольга подложки
D: Центростремительная сила
E: Дисульфид молибдена
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРАФАРЕТ ДЛЯ ВЫСВЕРЛИВАНИЯ ОТВЕРСТИЙ | 2011 |
|
RU2526652C1 |
| ПРОКЛАДОЧНЫЙ ЛИСТ ДЛЯ РЕЗАНИЯ АРМИРОВАННОГО ВОЛОКНОМ КОМПОЗИТНОГО МАТЕРИАЛА И МЕТАЛЛА И СПОСОБ РЕЗАНИЯ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ РЕЗАНИЯ АРМИРОВАННОГО ВОЛОКНОМ МАТЕРИАЛА ИЛИ МЕТАЛЛА | 2014 |
|
RU2686348C2 |
| СВЕРЛО И СПОСОБ ФОРМИРОВАНИЯ ОТВЕРСТИЙ | 2017 |
|
RU2693242C1 |
| СВЕРЛО И СПОСОБ ФОРМИРОВАНИЯ ОТВЕРСТИЙ | 2017 |
|
RU2693230C1 |
| ПРОКЛАДОЧНЫЙ ЛИСТ ДЛЯ СВЕРЛЕНИЯ И СПОСОБ СВЕРЛЕНИЯ | 2013 |
|
RU2603400C2 |
| ТРАФАРЕТ ДЛЯ ВЫСВЕРЛИВАНИЯ ОТВЕРСТИЙ | 2011 |
|
RU2521908C1 |
| АРМИРОВАННЫЙ СТЕКЛОВОЛОКНОМ ПРЕПРЕГ (ВАРИАНТЫ), ЛАМИНАТ (ВАРИАНТЫ) | 1999 |
|
RU2212381C2 |
| ТРАФАРЕТ ДЛЯ ВЫСВЕРЛИВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2534178C2 |
| ТРАФАРЕТ ДЛЯ ВЫСВЕРЛИВАНИЯ ОТВЕРСТИЙ | 2012 |
|
RU2540075C1 |
| ТРАФАРЕТ ДЛЯ ВЫСВЕРЛИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2507065C2 |
Изобретение относится к резанию материалов и может быть использовано при сверлении отверстий. Прокладочный лист для сверления содержит подложку из металлической фольги и слой, содержащий смоляную композицию, сформированный по меньшей мере на одной поверхности подложки. Смоляная композиция содержит смолу и от 70 частей массовых до 130 частей массовых дисульфида молибдена по отношению к 100 частям массовым смолы. Слой, содержащий смоляную композицию, имеет толщину в пределах от 0,02 до 0,3 мм. Повышается точность позиционирования при сверлении отверстий за счет улучшения центрирования сверла, снижается износ сверла. 19 з.п. ф-лы, 9 ил., 2 табл.
1. Прокладочный лист для сверления, содержащий металлическую фольгу подложки и слой, сформированный по меньшей мере на одной поверхности металлической фольги подложки и содержащий смоляную композицию, при этом
смоляная композиция содержит смолу и от 70 частей массовых до 130 частей массовых дисульфида молибдена в качестве твердого смазывающего вещества по отношению к 100 частям массовым смолы, и
слой, содержащий смоляную композицию, имеет толщину в пределах от 0,02 до 0,3 мм.
2. Прокладочный лист для сверления по п.1, в котором дисульфид молибдена имеет средний диаметр частиц 1-20 мкм.
3. Прокладочный лист для сверления по п.1 или 2, в котором дисульфид молибдена имеет чистоту 85 частей масс. или более.
4. Прокладочный лист для сверления по любому из пп.1-3, в котором смоляная композиция содержит водорастворимую смолу (A).
5. Прокладочный лист для сверления по п.4, в котором водорастворимая смола (A) содержит одну или две или более водорастворимых смол, выбранных из группы, состоящей из полиэтиленоксидов, полипропиленоксидов, полиакрилатов натрия, полиакриламидов, поливинилпирролидонов, производных целлюлозы, политетраметиленгликолей, сложных полиэфиров полиалкиленгликолей, полиэтиленгликолей, полипропиленгликолей, простых моноэфиров полиоксиэтиленов, полиоксиэтиленмоностеаратов, полиоксиэтиленсорбитан-моностеаратов, полиглицеролмоностеаратов и сополимеров полиоксиэтилен-пропилена.
6. Прокладочный лист для сверления по любому из пп.1-5, в котором смоляная композиция содержит термопластичную водонерастворимую смолу.
7. Прокладочный лист для сверления по п.6, в котором термопластичная водонерастворимая смола содержит одну или две или более водонерастворимых смол, выбранных из группы, состоящей из амидных эластомеров, бутадиеновых эластомеров, сложноэфирных эластомеров, олефиновых эластомеров, уретановых эластомеров, стирольных эластомеров, полибутенов, полиэтиленов низкой плотности, хлорированных полиэтиленов, металлоценовых полиолефиновых смол, сополимеров этилен/сложный эфир акриловой кислоты/малеиновый ангидрид, сополимеров этилен/глицидил (мет)акрилат, смол на основе сополимеров этилен/винилацетата, смол на основе модифицированных сополимеров этилен/винилацетата, смол на основе сополимеров этилен/(мет)акриловой кислоты, иономерных смол и смол на основе сополимеров этилен/сложного эфира (мет)акриловой кислоты.
8. Прокладочный лист для сверления по любому из пп.1-7, в котором смоляная композиция содержит водонерастворимое смазывающее вещество, которое не является твердым смазывающим веществом.
9. Прокладочный лист для сверления по п.8, в котором водонерастворимое смазывающее вещество, которое не является твердым смазывающим веществом, содержит одно или два или более соединений, выбранных из группы, состоящей из амидных соединений, соединений алифатических кислот, соединений сложных эфиров алифатических кислот, соединений алифатических углеводородов и высших алифатических спиртов.
10. Прокладочный лист для сверления по любому из пп.1-9, в котором металлическая фольга подложки имеет толщину в пределах от 0,05 до 0,5 мм.
11. Прокладочный лист для сверления по любому из пп.1-10, дополнительно содержащий грунтовочный слой, представляющий собой пленку смолы между металлической фольгой подложки и слоем, содержащим смоляную композицию, при этом грунтовочный слой имеет толщину в пределах от 0,002 до 0,02 мм.
12. Прокладочный лист для сверления по п.11, в котором грунтовочный слой содержит твердое смазывающее вещество, содержащее дисульфид молибдена.
13. Прокладочный лист для сверления по п.12, в котором грунтовочный слой содержит от 1 части массовой до 50 частей массовых дисульфида молибдена по отношению к 100 частям массовым композиции, составляющей грунтовочный слой.
14. Прокладочный лист для сверления по любому из пп.11-13, в котором смола, содержащаяся в грунтовочном слое, содержит одну или две или более термоотверждаемых смол, выбранных из группы, состоящей из эпоксидных смол и цианатных смол.
15. Прокладочный лист для сверления по любому из пп.11-13, в котором смола, содержащаяся в грунтовочном слое, содержит одну или две или более термопластичных смол, выбранных из группы, состоящей из уретановых полимеров, винилацетатных полимеров, винилхлоридных полимеров, сложноэфирных полимеров и акриловых полимеров, и сополимеров этих полимеров.
16. Прокладочный лист для сверления по любому из пп.11-13, в котором смола, содержащаяся в грунтовочном слое, содержит одну или две или более адгезивных смол, выбранных из группы, состоящей из меламиновых смол, смол на основе мочевины, фенольных смол, хлоропренового каучука, нитрилового каучука, стиролбутадиенового каучука и силиконового каучука.
17. Прокладочный лист для сверления по любому из пп.1-16, в котором слой, содержащий смоляную композицию, сформирован по меньшей мере на одной поверхности металлической фольги подложки с помощью способа нанесения покрытия, причем слой, содержащий смоляную композицию, получают нанесением покрытия по меньшей мере на одной поверхности металлической фольги подложки с помощью раствора, в котором смоляную композицию растворяют или диспергируют в смешанном растворителе из воды и из растворителя, имеющего температуру кипения ниже, чем температура кипения воды, где растворитель, имеющий температуру кипения ниже, чем температура кипения воды, содержит один или две или более растворителей, выбранных из группы, состоящей из спиртов, метилэтилкетона, ацетона, тетрагидрофурана и ацетонитрила.
18. Прокладочный лист для сверления по п.17, в котором отношение смешивания воды к растворителю, имеющему температуру кипения ниже, чем температура кипения воды, и содержащемуся в смешанном растворителе, находится в пределах от 90/10 до 50/50 по массе.
19. Прокладочный лист для сверления по любому из пп.1-18, предназначенный для использования для сверления отверстия с помощью спирального сверла, имеющего диаметр 0,2 мм или меньше.
20. Прокладочный лист для сверления по любому из пп.1-19, предназначенный для использования для обработки сверлением ламинированной платы или многослойной платы.
| WO 2011158510 A1, 22.12.2011 | |||
| Устройство для пробивки базовых отверстий в фотошаблонах печатных плат | 1979 |
|
SU924925A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО СВЕРЛЕНИЯ ДВУСТОРОННИХ | 0 |
|
SU261868A1 |
| KR 2010012162 A, 08.02.2010. | |||

