ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к прокладочному листу для резания, для резания армированного волокном композитного материала и металла, и к способу резания, предназначенного для резания армированного волокном композитного материала и металла.
УРОВЕНЬ ТЕХНИКИ
[0002]
Армированные волокном композитные материалы, представленные армированными волокном пластиками (FRP) и, среди прочего, армированными углеродным волокном пластиками (CFRP), имеют более высокий предел прочности при растяжении и упругое усилие при растяжении и меньшую плотность по сравнению с армированными стекловолокном пластиками (GFRP), армированными арамидным волокном пластиками (AFRP) и материалами на основе нержавеющей стали (SUS), и по этой причине имеется такая тенденция, что в последние годы эти пластики часто используются для наружных плоскостей или тому подобных частей самолетов и транспортных средств. В настоящем документе CFRP означает пластики, полученные посредством ламинирования одного либо двух или нескольких препрегов, полученных посредством импрегнирования смолы матрицы в углеродное волокно, а затем осуществления горячего формования или горячего формования под давлением. Элементы, сформованные из CFRP, фиксируются на конструкции с использованием крепежных элементов, таких как болты или заклепки. По этой причине, когда CFRP фиксируются на конструкции, такой как деталь самолета, становится необходимым резание и, среди прочего, сверление для высверливания множества отверстий в CFRP, предназначенных для прохождения через них крепежных элементов.
[0003]
Уже предложены некоторые технологии для получения отверстий высокого качества при высверливании CFRP. В качестве примеров приводятся способы, в которых, например, форма инструмента, или кривизна передней поверхности, или угол наклона сверла изменяется постадийно (смотрите, например, патентный документ 1 и патентный документ 2). Кроме того, поскольку CFRP представляют собой труднообрабатываемые резанием материалы, ресурс стойкости сверления является очень малым в случае, когда осуществляется сверление CFRP. По этой причине, в качестве примеров приводятся способы уменьшения нагрузки на сверло для предотвращения уменьшения рабочего ресурса стойкости (срока службы) сверла посредством изменения формы сверла или изменения условий обработки (смотрите, например, патентный документ 3 и патентный документ 4). Кроме того, для обработки армированных волокном пластиков, иной чем сверление, в качестве примеров приводится резание с помощью технологического устройства с одновременным использованием лазера высокой мощности и импульсного лазера с ультракороткими импульсами и другая обработка (смотрите, например, патентный документ 5). Кроме того, в области печатных плат, которая отличается от области CFRP, также имеется способ высверливания, в котором композитная пленка, изготовленная из материала синтетической смолы и композитного материала, такого как углеродное волокно, располагается на стороне вхождения сверла и используется в качестве пластины для придания жесткости (смотрите, например, патентный документ 6). Однако в способе, описанном в патентном документе 6, CFRP представляют собой пластину для придания жесткости и не являются объектом резания, и технологии на основе пластины для придания жесткости, предназначенной для обработки CFRP, не существует. Кроме того, в способе, описанном в патентном документе 6, считается, что смещение сверла предотвращается и точность позиционирования при формировании отверстий резко улучшается, когда пластина для придания жесткости изготавливается с использованием углеродного волокна, которое представляет собой труднообрабатываемый резанием материал, при обработке которого головка сверла имеет тенденцию к износу, однако это утверждение не поддерживается примерами.
[0004]
Кроме того, главная составляющая материалов для конструкций корпуса машины (конструкционных материалов) самолетов представляет собой металлический материал, и алюминиевые сплавы составляют главную часть этих металлических материалов. Кроме того, в частях, температура которых может легко стать более высокой, чем в других частях конструкции корпуса машины, например, вокруг частей выхлопного сопла и форсажной камеры, используются титановые сплавы, нержавеющая сталь и так далее, которые являются термостойкими сплавами. Кроме того, когда скорость самолетов увеличится в будущем, прочность обычных алюминиевых сплавов будет понижаться из-за аэродинамического нагрева. По этой причине, в будущем ожидается, что в качестве главного составляющего конструкций корпуса машины будут использоваться титановые сплавы или нержавеющая сталь, имеющие более высокую твердость. Необходимо осуществлять высверливание с помощью сверла этих конструкционных материалов, которые составляют конструкцию корпуса машины самолета, для скрепления, осуществляемого с помощью болтов, металлических материалов или металлического материала и другого конструкционного материала с другим качественным составом, такого как CFRP (армированный углеродным волокном пластик).
[0005]
В области сверления металлов уже предложены некоторые технологии. Например, поскольку материалы титановых сплавов представляют собой труднообрабатываемые резанием материалы, ресурс стойкости при сверлении является очень малым. Для решения такой проблемы, в качестве примеров, предлагается способ обработки с распылением смазочно-охлаждающего масла и способ уменьшения нагрузки на сверло для устранения уменьшения рабочего ресурса сверла посредством изменения формы сверла (смотрите, например, патентный документ 7 и патентный документ 8).
[0006]
Кроме того, что касается высверливания по отношению к CFRP в качестве армированных волокном композитных материалов, в качестве примера приводится, например, способ, в котором осуществляется изменение формы режущего инструмента, например, постадийное изменение кривизны передней поверхности или угла наклона сверла (смотрите патентный документ 2).
[0007]
С другой стороны, что касается области печатных плат, которая отличается от области обработки металлов, предлагается способ для высверливания с использованием прокладочного листа для резания (смотрите, например, патентный документ 9). Однако материалы, используемые для печатных плат, изготавливаются из органического соединения, стеклоткани и тонкой медной фольги, по этой причине нагрузка на сверло является малой, и обработка является исключительно простой по сравнению с обрабатываемостью металлов.
СПИСОК ДОКУМЕНТОВ ПРЕДЫДУЩЕГО УРОВНЯ ТЕХНИКИ
Патентный документ
[0008]
Патентный документ 1: Выложенная заявка на патент Японии № 2012-210689
Патентный документ 2: Выложенная заявка на патент Японии № 2012-223882
Патентный документ 3: Выложенная заявка на патент Японии № 2009-241239
Патентный документ 4: Выложенная заявка на патент Японии № 2009-39810
Патентный документ 5: Выложенная заявка на патент Японии № 2011-56583
Патентный документ 6: Выложенная заявка на патент Японии № 2000-61896
Патентный документ 7: Выложенная заявка на патент Японии № 2006-150557
Патентный документ 8: Выложенная заявка на патент Японии № 2002-210608
Патентный документ 9: Выложенная заявка на патент Японии № 2003-175412
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Проблемы, которые должно решать изобретение
[0009]
Высверливание CFRP обычно осуществляют с использованием сверла. Ресурс стойкости сверления при высверливании CFRP с помощью сверла общего назначения является исключительно малым. Когда количество произведенных отверстий увеличивается, происходит износ головки сверла, и качество произведенных отверстий понижается. Конкретно, появляется тенденция к уменьшению внутреннего диаметра произведенных отверстий, появляется тенденция к распушиванию углеродного волокна выходной части, куда проникает сверло, и также возникает тенденция расслаивания ламинированных препрегов. Кроме того, внутренний диаметр произведенных отверстий является неоднородным из-за износа, и иногда возникает расслаивание, начиная с неровности как исходной точки. Такие явления рассматриваются как главные дефекты. Как описано выше, имеется высокая вероятность того, что возникнут проблемы с качеством произведенных отверстий, связанные с износом головки сверла. Перед лицом таких проблем требуется высверливание особо высокого качества, в особенности при изготовлении, и так далее, конструкций, использующих CFRP, для самолетов, и становится исключительно важным решение таких проблем, как распушивание и расслаивание.
[0010]
В настоящее время существует большое разнообразие CFRP. Продукты из CFRP для общего использования сохраняют баланс между стоимостью и рабочими характеристиками, они используют препреги, полученные посредством импрегнирования смолы матрицы в углеродное волокно, чтобы сделать слой смолы между препрегами толстым, тем самым уменьшая количество используемого углеродного волокна. Кроме того, препрег (материал ткани), полученный посредством импрегнирования смолы матрицы в тканый материал из углеродного волокна, используют для поверхностного слоя CFRP, однако существует конфигурация ламината во внутренней части, с использованием препрега (UD материал, однонаправленный материал), полученного посредством импрегнирования смолы матрицы в углеродное волокно, в котором волокна располагаются в одном направлении. Не нужно даже говорить, что существует также конфигурация, в которой все слои, включая поверхностный слой, ламинируются с помощью UD материалов. Кроме того, когда используют UD материал, существует также конфигурация, в которой препреги ламинируются таким образом, что направления волокон для препрегов находятся под углом 45° или 90°. Или, также существует полученный с помощью литья под давлением материал в форме гранул, в котором короткие волокна, полученные посредством разъединения углеродного волокна, диспергируются в смоле матрицы для упрочнения смолы матрицы. CFRP, полученный с помощью литья под давлением, представляет собой материал, применяемый, например, для автомобильных применений. С другой стороны, высокая прочность и высокая надежность в течение нескольких десятков лет требуются для продуктов из CFRP для использования в самолетах из-за их применения. Кроме того, дефекты внутри CFRP нельзя детектировать по внешнему виду. По этой причине, при использовании препрегов, в которых количество смолы матрицы, импрегнируемое в углеродное волокно, строго контролируется, в частности, и регулировки толщины слоев смолы между препрегами, чтобы они были тонкими, плотно прилегая к углеродному волокну, уменьшается разброс в прочности, генерируемый в слоях углеродного волокна, и у слоев, изготовленных из одних только смол, для достижения высокой прочности и высокой надежности. И препрег для применения в самолетах не ограничивается материалами тканей с использованием тканого материала из углеродных волокон, также используют UD материалы, в которых направление волокон UD материалов соответствующим образом поворачивается, для того, чтобы обеспечить изотропность. Кроме того, в смолах матриц для использования в самолетах, применяются композиции, отдающие приоритет в основном высокой ударопрочности, в дополнение к адгезионным свойствам.
[0011]
При высверливании CFRP возникает тенденция к появлению проблем с произведенными отверстиями, когда происходит износ инструмента и сопротивление резанию становится больше. В частности, в CFRP высокой прочности или в чем-либо подобном для применения в самолетах, плотность углеродных волокон высокая, и по этой причине увеличивается частота перетирания углеродных волокон сверлом, и износ сверла происходит быстрее. В качестве меры противодействия сокращается время между заменами инструмента для поддержания качества отверстий, и в настоящее время ситуация заключается в том, что доля затрат на инструмент в стоимости обработки становится высокой. Кроме того, в CFRP, использующем UD материал, когда направление волокон для углеродного волокна и направление вращательного перемещения головки сверла по отношению к направлению, которое параллельно направлению углеродного волокна, совпадают, головка сверла перетирает пучок углеродных волокон в направлении, параллельном пучку углеродных волокон, под углами 0° и 180°, эти углы параллельны направлению углеродных волокон. При углах 90° и 270° головка сверла перпендикулярна пучку углеродных волокон и имеет тенденцию к сдвиганию пучка углеродных волокон. При углах 45° и 225° головка сверла проникает в CFRP под таким углом, что головка сверла бьется о пучок углеродных волокон и выдалбливает пучок углеродных волокон, а при углах 135° и 315° головка сверла перетирает пучок углеродных волокон, в то же время следуя по пучку углеродных волокон. По этой причине возникает следующая проблема: появляется тенденция к возникновению части с выпучиванием волокон вблизи углов 45° и 225°.
[0012]
Как описано в патентных документах 1-6, улучшение технологичности армированных волокном композитных материалов (например CFRP), для которых трудно применять высверливание, исследовалось с точки зрения инструментов, однако воздействие является недостаточным.
Таким образом, первая задача настоящего изобретения заключается в улучшении технологичности с помощью другого подхода, иного чем инструменты, при резании армированных волокном материалов (например CFRP), и решение заключается в создании прокладочного листа для резания, с помощью которого подавляется износ сверла и с помощью которого можно получить произведенные отверстия высокого качества, внутренний диаметр которых является однородным, посредством уменьшения нагрузки на сверло, по сравнению, например, с обычным высверливанием армированных волокном композитных материалов (например CFRP).
[0013]
Кроме того, высверливание металла, как правило, осуществляется с использованием сверла, однако ресурс стойкости сверления является малым даже тогда, когда используется сверло, предназначенное для резания металлов, и ресурс стойкости сверления является исключительно малым в случае, когда используется сверло общего назначения. Кроме того, когда количество произведенных отверстий увеличивается, происходит износ головки сверла, и качество произведенных отверстий понижается. Конкретно, появляется тенденция к уменьшению внутреннего диаметра произведенных отверстий, а также появляется тенденция к генерированию задиров на выходной части, куда проникает сверло. Кроме того, генерируется зазор между металлическим материалом и конструкционным материалом, таким как CFRP, имеющим другое качество материала, которые скреплены с помощью болтов, из-за износа сверла, и иногда случается, что генерируется некоторое расстояние по вертикали между этими конструкционными материалами, и в генерируемый зазор попадают стружки. Такие явления считаются главными дефектами. Как описано выше, имеется высокая вероятность того, что возникнут проблемы с качеством произведенных отверстий, связанные с износом головки сверла. В такой ситуации, и в особенности, когда требуется высверливание высокого качества при изготовлении, и так далее, конструкций с использованием материалов титановых сплавов для самолетов, становится исключительно важным решение описанных выше проблем, таких как ресурс стойкости сверления и расстояние по вертикали, генерируемое между металлическим материалом и другим видом конструкционного материала.
[0014]
Как описано в патентных документах 2, 7 и 8, улучшение технологичности металлов, для которых сложно применять высверливание, уже изучается с точки зрения режущих инструментов и способов резания, однако эффект является недостаточным. Кроме того, авторы настоящего изобретения также исследуют улучшение технологичности с помощью прокладочного листа для резания, предназначенного для печатных плат, однако воздействие является недостаточным.
Таким образом, вторая проблема, на решение которой направлено настоящее изобретение, при резании металлов, представляет собой улучшение технологичности металлов с помощью другого подхода, иного, чем режущие инструменты, и заключается в создании прокладочного листа для резания, с помощью которого подавляется износ сверла и с помощью которого можно достигнуть увеличения ресурса стойкости сверления посредством уменьшения нагрузки на сверло по сравнению, например, с обычным высверливанием металлов.
[0015]
Кроме того, в случае, когда осуществляют высверливание металла с помощью сверла, между вращающимся сверлом и металлом генерируется теплота трения, и происходит локальный рост температуры вокруг произведенных отверстий. Соответственно, в случае, когда количество произведенных отверстий большое, в металле аккумулируется тепло, как в сверле, так и в заготовке. В случае металла, имеющего низкую теплопроводность, поскольку диссипация тепла является недостаточной, температура вокруг произведенных отверстий поднимается. Когда температура металла поднимается, металл размягчается, и по этой причине генерируются задиры в выходной части, где сверло проникает в произведенное отверстие. Кроме того, металлические стружки привариваются к сверлу из-за технологического тепла, к сверлу прикладывается излишняя нагрузка и иногда случается, что обрабатывающее устройство останавливается. Как описано выше, имеется высокая вероятность того, что возникнут проблемы с качеством произведенных отверстий, связанные с аккумуляцией тепла во время высверливания. В такой ситуации требуется высверливание особо высокого качества при изготовлении, и так далее, конструкций, использующих материалы титановых сплавов, для самолетов, и становится исключительно важным решение описанной выше проблемы относительно задиров.
[0016]
Влажную обработку с использованием смазочно-охлаждающего масла или чего-либо подобного обычно осуществляют для цели предотвращения такой аккумуляции тепла на части, которую режут, и в сверле, однако, в случае влажной обработки, становится необходимым процесс очистки в конце резания. Кроме того, в случае, когда вокруг произведенных отверстий или внутри них остается масло, имеется вероятность того, что произойдет загрязнение винтов как крепежных инструментов при креплении через отверстия или возникнет ненадежность крепления в скрепляемой части, и имеется риск того, что эти дефекты приведут к фатальной аварии.
[0017]
Как описано в патентных документах 2, 7 и 8, улучшения технологичности металлов, для которых сложно применить высверливание, исследовали с точки зрения режущих инструментов и способов резания, однако эффект является недостаточным.
Таким образом, третья задача настоящего изобретения заключается в том, чтобы предложить способ резания, с помощью которого количество задиров, образующихся вокруг произведенных отверстий, может быть уменьшено по сравнению с обычными способами резания, посредством подавления аккумуляции тепла вокруг произведенных отверстий при резании (например, при резании с помощью сверла) армированного волокном композитного материала и/или металла. Кроме того, третья задача настоящего изобретения заключается в том, чтобы предложить сквозные отверстия высокого качества, сформированные с помощью этого способа резания.
Средства решения проблем
[0018]
Авторы настоящего изобретения осуществили различные исследования с целью решения первой проблемы, чтобы найти, что: посредством расположения прокладочного листа для резания (например листа из смолы, имеющего смазывающие свойства) на стороне вхождения режущего инструмента (например сверла) армированного волокном композитного материала (например CFRP), при резании (например при высверливании) армированного волокном композитного материала (например CFRP), напряжение резания, такое как аксиальное давление или вращающий момент, уменьшается, когда режущий инструмент (например сверло) проникает в армированный волокном композитный материал (например CFRP), тем самым уменьшая нагрузку на режущий инструмент (например сверло) для подавления износа режущего инструмента (например сверла); по этой причине, в случае сверления, получаются произведенные отверстия высокого качества, внутренний диаметр которых является однородным, и составили настоящее изобретение.
[0019]
Кроме того, авторы настоящего изобретения осуществили различные исследования с целью решения второй проблемы, чтобы найти, что при резании (например при сверлении) металла, прокладочный лист для резания (например прокладочный лист для резания, содержащий лист из смолы, имеющий смазывающие свойства), который располагается на стороне вхождения режущего инструмента (например сверла) металла, уменьшает напряжение резания, такое как аксиальное давление или вращающий момент, когда режущий инструмент (например сверло) проникает в металл, тем самым уменьшая нагрузку на режущий инструмент (например сверло) для подавления износа режущего инструмента (например сверла). Наконец, авторы настоящего изобретения обнаружили, что прокладочный лист для резания (например прокладочный лист для резания, содержащий лист из смолы) увеличивает ресурс стойкости при резании (например при сверлении) для режущего инструмента (например сверла), и составили настоящее изобретение.
[0020]
Кроме того, авторы настоящего изобретения осуществили различные исследования с целью решения третьей проблемы, чтобы найти, что посредством осуществления резания, в то же время охлаждая часть, которую режут, и/или режущий инструмент (например сверло), с использованием газа, при резании (например при сверлении) армированного волокном композитного материала и/или металла, при этом тепло, генерируемое посредством теплоты трения между армированным волокном композитным материалом и/или металлом и режущим инструментом (например сверлом), может подавляться, в случае сверления, делая возможным уменьшение количество задиров, образующихся вокруг обрабатываемых отверстий, с получением произведенных отверстий высокого качества. Кроме того, авторы настоящего изобретения обнаружили, что при использовании прокладочного листа для резания, имеющего лист из металлической фольги и/или смолы, вместе с охлаждением при резании (например при сверлении), ресурс стойкости резания (например сверления) увеличивается, и составили настоящее изобретение.
[0021]
То есть, так сказать, настоящее изобретение представляет собой следующее.
(1) Прокладочный лист для резания, используемый при резании армированного волокном композитного материала и/или металла.
(2) Прокладочный лист для резания в соответствии с (1), содержащий лист из смолы.
(3) Прокладочный лист для резания в соответствии с (2), где лист из смолы содержит водорастворимую смолу.
(4) Прокладочный лист для резания в соответствии с (2) или (3), где лист из смолы содержит водонерастворимую смолу.
(5) Прокладочный лист для резания по любому из пунктов (2)-(4), где лист из смолы содержит твердое смазывающее вещество.
(6) Прокладочный лист для резания по любому из пунктов (2)-(5), где лист из смолы содержит два или более слоев композиции смолы.
(7) Прокладочный лист для резания по любому из пунктов (2)-(6), где лист из смолы имеет толщину 0,1 мм или больше и 20 мм или меньше.
(8) Прокладочный лист для резания по любому из пунктов (2)-(7), где по меньшей мере одна сторона листа из смолы содержит металлическую фольгу.
(9) Прокладочный лист для резания в соответствии с (8), где формируется слой адгезива между металлической фольгой и листом из смолы.
(10) Прокладочный лист для резания в соответствии с (9), где слой адгезива представляет собой покрытие из смолы.
(11) Прокладочный лист для резания по любому из пунктов (1)-(10), где липкий слой формируется на стороне, которая вступает в контакт с армированным волокном композитным материалом и/или металлом.
(12) Прокладочный лист для резания по любому из пунктов (1)-(11), где армированный волокном композитный материал, который необходимо резать, содержит армированный углеродным волокном пластик.
(13) Прокладочный лист для резания по любому из пунктов (1)-(12), где металл, который необходимо резать, содержит титановый сплав.
(14) Прокладочный лист для резания по любому из пунктов (1)-(13), где металл, который необходимо резать, содержит алюминиевый сплав.
(15) Прокладочный лист для резания по любому из пунктов (1)-(14), где объект, который необходимо резать, представляет собой материал, полученный посредством наложения друг поверх друга металла и армированного волокном композитного материала с тем, чтобы они вступали в контакт друг с другом.
(16) Прокладочный лист для резания по любому из пунктов (1)-(15), содержащий металл.
(17) Прокладочный лист для резания по любому из пунктов (1)-(16), используемый при резании армированного волокном композитного материала и/или металла, при охлаждении части, которую режут, и/или режущего инструмента с использованием газа.
(18) Способ резания, предназначенный для резания армированного волокном композитного материала и/или металла с использованием прокладочного листа для резания по любому из пунктов (1)-(17).
(19) Способ резания в соответствии с (18), где резание осуществляют, располагая прокладочный лист для резания на стороне вхождения режущего инструмента в армированный волокном композитный материал и/или металл, который необходимо резать.
(20) Способ резания в соответствии с (18) или (19), где резание представляет собой высверливание.
(21) Способ резания по любому из пунктов (18)-(20), где прокладочный лист для резания содержит алюминиевую фольгу.
(22) Способ резания по любому из пунктов (18)-(21), где резание осуществляют при охлаждении части, которую режут, и/или режущего инструмента с использованием газа, имеющего температуру 30°C или ниже.
(23) Способ резания по любому из пунктов (18)-(22), где режущий инструмент, используемый для резания, представляет собой сверло, изготовленное из цементированного карбида.
(24) Способ резания, предназначенный для резания металла по любому из пунктов (18)-(23), где резание представляет собой обработку с целью формирования сквозного отверстия в армированном волокном композитном материале и/или металле.
(25) Способ резания по любому из пунктов (18)-(24),
где резание осуществляют при охлаждении части, которую режут, и/или режущего инструмента с использованием газа,
количество газа, подаваемого на часть, которую режут, и/или на режущий инструмент, составляет 5-300 л/мин,
площадь выхода газа в устройстве для подачи газа составляет 7-2000 мм2, и
расстояние между выходом газа устройства для подачи газа и частью, которую режут, и/или режущим инструментом составляет 100-500 мм.
(26) Способ резания по любому из пунктов (18)-(25),
где резание осуществляют при охлаждении части, которую режут, и/или режущего инструмента с использованием газа, и
содержание влаги, содержащейся в газе, подаваемого к части, которую режут, и/или к режущему инструменту, составляет 20 г/м3 или меньше.
(27) Способ резания по любому из пунктов (18)-(26),
где резание осуществляют при охлаждении части, которую режут, и/или режущего инструмента с использованием газа, и
содержание влаги, содержащейся в газе, подаваемом в часть, которую режут, и/или режущий инструмент, составляет 10 мг/м3 или меньше.
(28) Способ резания по любому из пунктов (18)-(27), где металл, который необходимо резать, содержит титановый сплав.
(29) Способ резания по любому из пунктов (18)-(28), где металл, который необходимо резать, содержит алюминиевый сплав.
(30) Способ резания по любому из пунктов (18)-(29), где объект, который необходимо резать, представляет собой материал, полученный посредством наложения друг поверх друга металла и армированного волокном композитного материала с тем, чтобы они вступали в контакт друг с другом, и резание осуществляют, располагая армированный волокном композитный материал таким образом, чтобы он находился на стороне, более близкой к стороне вхождения режущего инструмента, чем металл.
(31) Сквозное отверстие, сформированное с помощью способа резания по любому из пунктов (18)-(30).
(32) Способ получения армированного волокном композитного материала, включающий стадию резания армированного волокном композитного материала с помощью способа резания по любому из пунктов (18)-(30).
(33) Способ получения металла, включающий стадию резания металла с помощью способа резания по любому из пунктов (18)-(30).
Преимущества изобретения
[0022]
При резке армированного волокном композитного материала (например CFRP), нагрузка на режущий инструмент (например сверло) может быть уменьшена с целью подавления износа режущего инструмента (например сверла) и, в случае сверления, для получения произведенных отверстий высокого качества, имеющих однородный внутренний диаметр произведенных отверстий, с использованием прокладочного листа для резания по настоящему изобретению. В результате этого, становится возможным резание (например сверление), которое имеет высокое качества и является превосходным по производительности.
[0023]
Кроме того, при резании металла, при использовании прокладочного листа для резания по настоящему изобретению, нагрузка на режущий инструмент (например сверло) может быть уменьшена с целью подавления износа режущего инструмента (например сверла) и чтобы сделать ресурс стойкости резания (например сверления) большим. В результате этого, становится возможным резание (например сверление), которое превосходит по производительности обычные технологии.
[0024]
Кроме того, при резании армированного волокном композитного материала и/или металла, аккумуляция тепла вокруг части, которую режут, генерируемого во время резания, может быть эффективно уменьшена в соответствии со способом резания, с целью резания металла по настоящему изобретению, и по этой причине можно осуществить обработку высокого качества, при которой количество задиров, образующихся вокруг части, которую режут, является исключительно малым по сравнению с обычной обработкой. Становится возможным сверление, которое превосходит по производительности и качеству продукта обычные технологии, в частности сверление.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0025]
Фиг. 1-1 показывает сравнение изменения внутреннего диаметра отверстий в примере 1-1 и сравнительном примере 1-1.
Фиг. 1-2 показывает результаты измерений аксиального давления в примере 1-1 и сравнительном примере 1-1.
Фиг. 1-3 показывает результаты измерений вращающего момента резания в примере 1-1 и сравнительном примере 1-1.
Фиг. 1-4 показывает сравнение аксиального давления, вращающего момента резания и потерь на износ сверл в примере 1-1 и сравнительном примере 1-1.
Фиг. 1-5 показывает сравнение шероховатости внутренней стенки (Ra: средняя арифметическая шероховатость) отверстий в примерах 1-2-1-9 и сравнительных примерах 1-2-1-6.
Фиг. 1-6 показывает сравнение шероховатости внутренней стенки (Rz: шероховатость, полученная посредством вычисления среднего значения для десяти точек) отверстий в примерах 1-2-1-9 и сравнительных примерах 1-2-1-6.
Фиг. 1-7 показывает сравнение потери на износ сверл в примерах 1-2-1-9 и сравнительных примерах 1-2-1-6.
Фиг. 2-1 показывает фотографии концов новых сверл, используемых в примерах 2-1-2-9 и сравнительных примерах 2-1-2-3.
Фиг. 2-2 показывает фотографии концов сверл после обработки в примерах 2-1-2-9.
Фиг. 2-3 показывает фотографии концов сверл после обработки в сравнительных примерах 2-1-2-3.
[Фиг. 2-4] Фиг. 2-4 показывает остаточную величину режущей кромки после обработки по сравнению с новыми сверлами в примерах 2-1-2-9 и сравнительных примерах 2-1-2-3.
Фиг. 3-1 показывает фотографии произведенного отверстие на стороне выхода сверла пластины из титанового сплава в примерах 3-1-3-4 и сравнительных примерах 3-1-3-2.
Фиг. 3-2 показывает высоту задиров на стороне выхода сверла пластин из титанового сплава в примерах 3-1-3-4 и сравнительных примерах 3-1-3-2.
[Фиг. 3-3] Фиг. 3-3 показывает фотографии новых сверл, используемых в примерах 3-1-3-4 и сравнительных примерах 3-1-3-2, и концы сверл после обработки в примерах 3-2 и сравнительных примерах 3-1-3-2.
СПОСОБ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0026]
Ниже будут объясняться варианты осуществления настоящего изобретения (также ниже упоминаемые как "настоящие варианты осуществления"). В дополнение к этому, следующие далее варианты осуществления являются только примерами для объяснения настоящего изобретения, и настоящее изобретение не является ограниченным только этими вариантами осуществления.
[0027]
Прокладочные листы для резания по настоящим вариантам осуществления используют при резании армированного волокном композитного материала и/или металла.
Первый настоящий вариант осуществления представляет собой прокладочный лист для резания, используемый при резании армированного волокном композитного материала (например, армированных углеродным волокном пластиков).
[0028]
В первом настоящем варианте осуществления, армированный волокном композитный материал, который представляет собой материал, на котором осуществляют резание, его свойства усиливаются посредством интегрального объединения двух различных исходных материалов, и он не является как-либо ограниченным постольку, поскольку представляет собой материал, имеющий строение, в котором объединяются смола матрицы и армирующее волокно.
[0029]
Вид и форма армирующего волокна, используемого для армированного волокном композитного материала, не являются как-либо ограниченными. Например, в качестве вида армирующего волокна предпочтительными являются стекловолокно, углеродное волокно, арамидное волокно, и так далее. Среди них, особенно предпочтительными являются армированные углеродным волокном пластики, в которых углеродное волокно используется в качестве армирующего волокна. Форма армирующего волокна не является как-либо ограниченной, однако его примеры включают нить, жгуты, ткань, полотно, молотый материал, молотое волокно, войлочный мат, бумагу, препрег и так далее.
[0030]
В качестве смолы матрицы, используемой для армированного волокном композитного материала, компонент смолы не является как-либо ограниченным. Конкретно, предпочтительными являются термоотверждаемые смолы, такие как эпоксидные смолы, фенольные смолы, цианатные смолы, смолы на основе сложного винилового эфира и смолы на основе ненасыщенных сложных полиэфиров, и термопластичные смолы, такие как смолы ABS (акрилонитрил-бутадиен-стирол), PA (полиамидные) смолы, PP (полипропиленовые) смолы, PC (поликарбонатные) смолы, метилметакрилатные смолы и полиэтиленовые, акриловые и полиэстровые смолы. Кроме того, неорганический наполнитель, органический наполнитель или что-либо подобное может соответствующим образом подмешиваться в смолу матрицы армированного волокном композитного материала. В дополнение к этому, композитные материалы, в которых термопластичная смола используется в качестве смолы матрицы и углеродное волокно используется в качестве армирующего волокна в армированном волокном композитном материале, иногда упоминаются как армированные углеродным волокном термопластики (CFRTP, армированные углеродным волокном термопластики) для того, чтобы отличить их от композитного материала, в котором используется смола иная, чем термопластичная смола, но включаются в армированные углеродным волокном пластики (CFRP) в настоящих вариантах осуществления.
[0031]
Является предпочтительным, чтобы прокладочный лист для резания по первому настоящему варианту осуществления содержал лист из смолы.
В прокладочном листе для резания по первому настоящему варианту осуществления, компонент, который формирует лист из смолы, может представлять собой водорастворимую смолу или водонерастворимую смолу и не является как-либо ограниченным.
[0032]
В случае, когда в качестве компонента, который формирует лист из смолы, используется водорастворимая смола, эта водорастворимая смола не является как-либо ограниченной постольку, поскольку она представляет собой полимерное соединение, которое дает растворение 1 г или более по отношению к 100 г воды при 25°C и 1 атм. В случае, когда в качестве компонента, который формирует лист из смолы, используется водорастворимая смола, характеристики высвобождения стружки при резании во время резания улучшаются благодаря смазывающим свойствам водорастворимой смолы, кроме того, имеется воздействие уменьшения нагрузки на режущий инструмент, поскольку твердость поверхности листа из смолы становится умеренно мягкой, и кроме того, можно легко удалить компонент смолы, прилипший к произведенным отверстиям после резания. Конкретные примеры водорастворимой смолы включают, но не являются как-либо этим ограниченными, например, полиэтиленоксиды, полиэтиленгликоли, полипропиленоксиды, водорастворимые уретаны, водорастворимые смолы на основе простых полиэфиров, водорастворимые сложные полиэфиры, натрий полиакрилаты, полиакриламиды, поливинилпирролидоны, поливиниловые спирты, сложные эфиры полиалкиленгликолей, простые эфиры полиалкиленгликолей, полиглицеринмоностеараты, сополимеры полиоксиэтилен/пропилен и их производные, и можно выбрать по меньшей мере один из них. Среди них, водорастворимые смолы, более предпочтительно, представляют собой полиэтиленоксиды, полиэтиленгликоли и водорастворимые смолы на основе простых полиэфиров.
[0033]
В случае, когда в качестве компонента, который формирует лист из смолы, используется водонерастворимая смола, вид этой водонерстворимой смолы не является как-либо ограниченным. В случае, когда в качестве компонента, который формирует лист из смолы, используется водонерастворимая смола твердость поверхности листа из смолы выше, чем в случае, когда используется водорастворимая смола, и по этой причине, например, свойства угла проникновения сверла во время сверления улучшаются, делая возможным высверливание отверстия в положении, соответствующем конструкции, и кроме того, улучшается жесткость листа из смолы и улучшаются свойства при манипуляциях. Примеры компонента, формирующего лист из смолы, включают, но не являются как-либо этим ограниченными, полимеры на основе уретана, полимеры на основе акрила, полимеры на основе винилацетата, полимеры на основе винилхлорида, полимеры на основе сложных полиэфиров, их сополимеры, эпоксидные смолы, фенольные смолы, цианатные смолы, меламиновые смолы, мочевинные смолы, термоотверждаемые полиимиды и так далее.
С другой стороны, примеры компонента, улучшающего смазывающие свойства, среди компонентов, которые формируют лист из смолы, включают, но не являются как-либо этим ограниченными, соединения на основе амида, такие как модифицированные полиамиды, этилен бис-стеарамид, амид олеиновой кислоты, амид стеариновой кислоты и метилен бис-стеарамид; соединения на основе жирных кислот, таких как лауриновая кислота, стеариновая кислота, пальмитиновая кислота и олеиновая кислота; соединения на основе сложных эфиров жирных кислот, такие как бутилстеарат, бутилолеат и гликоль лаурат; соединения на основе алифатических углеводородов, такие как жидкий парафин и полиэтиленовый воск; высшие алифатические спирты, такие как олеиловый спирт; и смолы на основе полистирола, такие как гомополимеры стирола (GPPS), сополимеры стирол-бутадиен (HIPS) и сополимеры стирол-метакриловая кислота (например, MS смолы), и можно выбрать по меньшей мере одно из них.
[0034]
По отношению к компоненту, который формирует лист из смолы, производные целлюлозы можно использовать в качестве водорастворимой смолы. Примеры производных целлюлозы включают, но не являются как-либо этим ограниченными, гидроксиэтилцеллюлозу и карбоксиметилцеллюлозу. Гидроксиэтилцеллюлоза представляет собой соединение, в котором по меньшей мере часть атомов водорода в гидроксигруппах, содержащихся в целлюлозе {H-(C6H10O5)n-OH}, замещена [-(CH2-CH2-O)m-H], и оно имеет растворимость в воде по меньшей мере 0,05 г/л при 25°C и 1 атм (где n и m представляют собой целые числа 1 или больше). Производное целлюлозы может быть получено, например, посредством добавления этиленоксида к целлюлозе.
[0035]
С другой стороны, карбоксиметилцеллюлоза представляет собой соединение, в котором по меньшей мере часть атомов водорода в гидроксигруппах, содержащихся в целлюлозе {H-(C6H10O5)n-OH}, замещена карбоксиметильной группой [-CH2-COOH], и оно имеет растворимость в воде по меньшей мере 0,05 г/л при 25°C и 1 атм (где n представляет собой целое число 1 или больше). Кроме того, часть карбоксигрупп в карбоксиметильной группе может представлять собой соль натрия. Производное целлюлозы может быть получено, например, посредством добавления хлоруксусной кислоты к целлюлозе. В дополнение к этому, "целлюлоза" в настоящем варианте осуществления означает полимерное соединение, в которых большое количество β-глюкоз связаны через гликозидные связи и в котором гидроксигруппы, связанные с атомом углерода в 2-положении, 3-положении и 6-положении в глюкозном кольце целлюлозы, являются незамещенными. Кроме того, "гидроксигруппы, содержащиеся в целлюлозе" обозначают гидроксигруппы, которые связаны с атомом углерода в 2-положении, 3-положении и 6-положении.
[0036]
Добавка может подмешиваться при необходимости в лист из смолы, используемый в первом настоящем варианте осуществления. Примеры вида этой добавки включают, но не являются как-либо этим ограниченными, агент для выравнивания поверхности, разравнивающий агент, антистатический агент, эмульгирующий агент, противовспенивающий агент, добавка в виде воска, связывающий агент, агент для контроля реологии, антисептический агент, противогрибковый агент, антиоксидант, светостабилизатор, нуклеирующий агент, органический наполнитель, неорганический наполнитель, твердое смазывающее вещество, пластификатор, размягчающий агент, термостабилизатор, окрашивающий агент и так далее.
[0037]
В первом настоящем варианте осуществления, примеры способа формирования листа из смолы включают, но не являются как-либо этим ограниченными, способ изготовления, в котором указанные выше компоненты, которые формируют лист из смолы, соответствующим образом плавятся, наносятся на подложку, охлаждаются и отверждаются, или наносятся на подложку в жидкой форме, полученной посредством растворения или диспергирования компонентов в растворителе, сушатся, охлаждаются и отверждаются с формированием листа из смолы, а после этого подложка удаляется или высвобождается с получением листа из смолы.
[0038]
Способ нанесения компонентов, формирующих лист из смолы, в жидкой форме на подложку не является как-либо ограниченным, постольку, поскольку он представляет собой публично известный способ, который используется промышленно. Конкретные примеры включают способ, в котором компоненты, формирующие лист из смолы, соответствующим образом нагреваются и плавятся для смешивания с использованием валиков, смесителя или другого способа замешивания, а затем лист из смолы формируется на съемной пленке посредством способа с использованием валиков, способа нанесения покрытия поливом или чего-либо подобного и способа, при котором лист из смолы, имеющий желаемую толщину, формируется заранее из компонентов, формирующих лист из смолы, с использованием валиков или экструдера с Т-образной фильерой, или чего-либо подобного.
[0039]
В первом настоящем варианте осуществления является предпочтительным, чтобы лист из смолы имел множество слоев, содержащих два или более слоев с различной композицией смолы. Конкретно, цель настоящего изобретения может быть достигнута более эффективно и надежно посредством соответствующего объединения каждого из множества слоев, таких как слой, изготовленный из композиции смолы, который демонстрирует высокое смазывающее воздействие, слой, изготовленный из композиции смолы, который улучшает точность позиционирования, и слой, имеющий высокую жесткость и изготовленный из композиции смолы, которая содержит водонерастворимую смолу или что-либо подобное, и по этой причине такое сочетание является более предпочтительным. Кроме того, является более предпочтительным, чтобы свойства при манипуляциях прокладочного листа для резания по первому настоящему варианту осуществления улучшались посредством создания слоя, имеющего высокую жесткость и изготовленного из композиции смолы, содержащей водонерастворимую смолу или что-либо подобное.
[0040]
Примеры способа формирования листа из смолы таким образом, чтобы иметь множество слоев, в первом настоящем варианте осуществления включают, но не являются как-либо этим ограниченными, способ, в котором, по меньшей мере, одна сторона слоя приготавливается заранее, а другой слой формируется непосредственно, способ, в котором слой, приготовленный заранее, и другой слой склеиваются вместе с помощью адгезивной смолы или с помощью способа термического ламинирования или чего-либо подобного, и другие способы.
[0041]
Является предпочтительным, чтобы прокладочный лист для резания по первому настоящему варианту осуществления содержал металл, и более предпочтительно, чтобы этот металл представлял собой металлическую фольгу.
В случае, когда прокладочный лист для резания по первому настоящему варианту осуществления содержит лист из смолы и металлическую фольгу, является предпочтительным, чтобы прокладочный лист для резания имел металлическую фольгу по меньшей мере на одной стороне листа из смолы.
В случае, когда прокладочный лист для резания по первому настоящему варианту осуществления содержит множество слоев, каждый из которых имеет металлическую фольгу по меньшей мере на одной стороне листа из смолы, как описано выше, жесткость повышается, и свойства при манипуляциях улучшаются. Кроме того, в случае, когда осуществляется, например, сверление, свойство сверла при прямолинейном продвижении поддерживаются с помощью металлической фольги для улучшения центростремительных свойств сверла, тем самым делая возможным высверливание отверстия в положении, соответствующем конструкции. Кроме того, между заготовкой и листом из смолы имеется металлическая фольга, которая играет при этом роль предотвращения фиксирования компонентов, формирующих лист из смолы, которые термически плавятся на верхней части и внутри произведенных отверстий.
[0042]
Толщина металлической фольги, используемой в первом настоящем варианте осуществления, предпочтительно составляет 0,05-0,5 мм, более предпочтительно, 0,05-0,3 мм. Когда толщина металлической фольги составляет 0,05 мм или больше, имеется тенденция к улучшению свойств при манипуляции во время изготовления или высверливания. С другой стороны, когда толщина металлической фольги составляет 0,5 мм или меньше, становится легким высвобождение стружки от резания, генерируемой во время резания.
Кроме того, алюминий является предпочтительным в качестве вида металла для металлической фольги и алюминий, имеющий чистоту 95% или более, является предпочтительным в качестве материала для алюминиевой фольги. Конкретные примеры качества материала включают марки, но не являются как-либо этим ограниченными, 5052, 3004, 3003, 1N30, 1N99, 1050, 1070, 1085, 1100, 8021 и так далее, указанные в JIS-H4160. В случае, например, когда осуществляют сверление, разрушение или локальный износ сверла, вызываемый примесями, содержащимися в алюминиевой фольге, может быть уменьшен посредством использования алюминиевой фольги высокой чистоты в качестве металлической фольги, тем самым делая возможным уменьшение нагрузки на сверло при резании.
[0043]
В случае, когда прокладочный лист для резания по первому настоящему варианту осуществления содержит лист из смолы и металлическую фольгу, является предпочтительным, чтобы формировался слой адгезива между металлической фольгой и листом из смолы. Является более предпочтительным, чтобы слой адгезива представлял собой покрытие для смолы.
В первом настоящем варианте осуществления, примеры способа формирования множества слоев, содержащих лист из смолы и металлическую фольгу, включают, но не являются как-либо этим ограниченными, способ, в котором лист из смолы непосредственно формируется по меньшей мере на одной стороне металлической фольги, способ, в котором подготовленный лист из смолы и металлическая фольга, каждый, подготовленные заранее, склеиваются вместе посредством способа ламинирования или чего-либо подобного, и другие способы. Примеры способа также включают способ, в котором, при формировании множества слоев, лист из смолы и металлическая фольга ламинируются и объединяются с использованием, в качестве подложки, металлической фольги, в которой слой адгезива формируется заранее.
[0044]
По отношению к металлической фольге, на которой слой адгезива формируется заранее для цели ламинирования и объединения листа из смолы и металлической фольги, является предпочтительным использовать металлическую фольгу, на которой формируется покрытие из смолы, имеющую толщину от 0,001 до 0,5 мм, с точки зрения улучшения адгезии между металлической фольгой и листом из смолы. Смола, используемая для покрытия из смолы, не является как-либо ограниченной и может представлять собой любую смолу из термопластичных смол и термоотверждаемых смол, и термопластичная смола и термоотверждаемая смола могут использоваться вместе. Примеры термопластичной смолы включают, но не являются как-либо этим ограниченными, полимеры на основе уретана, полимеры на основе акрила, полимеры на основе винилацетата, полимеры на основе винилхлорида, полимеры на основе сложных полиэфиров и их сополимеры. Примеры термоотверждаемой смолы включают, но не являются как-либо этим ограниченными, смолы, такие как фенольные смолы, эпоксидные смолы, меламиновые смолы, мочевинные смолы, смолы на основе ненасыщенных сложных полиэфиров, алкидные смолы, полиуретаны, термоотверждаемые полиимиды и цианатные смолы. Пригодные для использования смолы включают эпоксидные смолы и смолы на основе сложных полиэфиров. Кроме того, металлическая фольга, полученная посредством нанесения на коммерчески доступную металлическую фольгу покрытия из смолы заранее с помощью публично известного способа, может использоваться в качестве металлической фольги, используемой в первом настоящем варианте осуществления.
[0045]
В прокладочном листе для резания по первому настоящему варианту осуществления, является предпочтительным формировать слой (липкий слой), имеющий липкость по отношению к поверхности листа из смолы или металлической фольги, который вступает в контакт с заготовкой (например CFRP), для целей предоставления возможности для контакта друг с другом прокладочного листа для резания по первому настоящему варианту осуществления и заготовки (например CFRP). Компонент липкого слоя не является как-либо ограниченным и может представлять собой любую смолу из термопластичных смол и термоотверждаемых смол, и термопластичная смола и термоотверждаемая смола могут использоваться вместе. Примеры термопластичной смолы включают, но не являются как-либо этим ограниченными, полимеры на основе уретана, полимеры на основе акрила, полимеры на основе винилацетата, полимеры на основе винилхлорида, полимеры на основе сложного полиэфира и их сополимеры. Примеры термоотверждаемой смолы включают, но не являются как-либо этим ограниченными, смолы, такие как фенольные смолы, эпоксидные смолы, меламиновые смолы, мочевинные смолы, смолы на основе ненасыщенных сложных полиэфиров, алкидные смолы, полиуретаны, термоотверждаемые полиимиды и цианатные смолы. Среди них липкие агенты на основе акрила являются более предпочтительными, благодаря свойству, с помощью которого является возможным легкое прилипание при нормальной температуре без остатков клея на заготовке (например CFRP), по потребности. Кроме того, среди липких агентов на основе акрила, акриловые липкие агенты типа растворителей и акриловые липкие агенты типа эмульсий (на водной основе) используются соответствующим образом. Липкий агент на основе акрила представляет собой композицию, содержащую сложный эфир полиметакриловой кислоты и усилитель клейкости в качестве главных компонентов. Кроме того, агент для предотвращения деградации, такой как антиоксидант и неорганический наполнитель, такой как карбонат кальция, тальк и диоксид кремния, может добавляться при необходимости к компоненту липкого слоя.
[0046]
Способ формирования липкого слоя на поверхности прокладочного листа для резания не является как-либо ограниченным постольку, поскольку он представляет собой публично известный способ, который используется промышленно. Его конкретные примеры включают способ, в котором липкий слой формируется с помощью способа с использованием валиков, способа нанесения покрытия поливом, способа струйного распыления или чего-либо подобного, способа, при котором липкий слой, имеющий желаемую толщину, формируется заранее с использованием валиков или экструдера с Т-образной фильерой, или чего-либо подобного и другие способы. Толщина липкого слоя не является как-либо ограниченной, и оптимальная толщина может выбираться соответствующим образом с учетом кривизны заготовки (например CFRP) и строения листа из смолы и прокладочного листа для резания.
[0047]
Когда используют прокладочный лист для резания по первому настоящему варианту осуществления, не всегда случается, что заготовка (например CFRP) представляет собой плоскость, и иногда случается, что заготовка имеет искривленную поверхность. По этой причине, иногда требуется соответствие для прокладочного листа для резания по первому настоящему варианту осуществления с искривленной поверхностью. В прокладочном листе для резания по первому настоящему варианту осуществления, является предпочтительным, например, подмешивать пластификатор или размягчающий агент в композицию смолы, которая формирует лист из смолы, для цели придания соответствия с искривленной поверхностью. В качестве конкретных примеров пластификатора и размягчающего агента, предпочтительными являются сложные эфиры фталевой кислоты, сложные эфиры адипиновой кислоты, сложные эфиры тримеллитовой кислоты, сложные полиэфиры, сложные эфиры фосфорной кислоты, сложные эфиры лимонной кислоты, эпоксидированные растительные масла, сложные эфиры себациновой кислоты и так далее. Когда прокладочный лист для резания располагается на искривленной поверхности заготовки (например CFRP), например, напряжение или деформация листа из смолы уменьшается посредством подмешивания пластификатора или размягчающего агента, делая тем самым возможным подавление появления трещин в листе из смолы.
[0048]
Прокладочный лист для резания по первому настоящему варианту осуществления используют, например, при резании, таком как высверливание, механическая обработка и резание CFRP, и инструмент и способ резания не являются как-либо ограниченными. Конкретные примеры включают высверливание, при котором формируются сквозные отверстия или несквозные отверстия с помощью сверла, фасонной фрезы, фрезерного резца, концевой фрезы, боковой фрезы или чего-либо подобного, и резку CFRP с помощью фасонной фрезы, труборезной головки, концевой фрезы, пилы по металлу или чего-либо подобного. Кроме того, не возникает проблем тогда, когда пленка покрытия, такая как пленка титанового, алмазного или алмазоподобного углеродного покрытия, формируется на режущей кромке режущего инструмента для цели повышения твердости для подавления износа.
[0049]
В первом настоящем варианте осуществления объектом резания является армированный волокном композитный материал (например CFRP), как предполагается, однако объект резания не ограничивается армированным волокном композитным материалом (например CFRP). В первом настоящем варианте осуществления прокладочный лист для резания также может применяться для резания труднообрабатываемого резанием металла, такого как титановый сплав. Кроме того, является предпочтительным, чтобы объект, который необходимо резать, представлял собой материал, в котором металл и армированный волокном композитный материал накладываются друг на друга таким образом, что они находятся в контакте друг с другом. В первом настоящем варианте осуществления, не возникает проблем, например, когда CFRP и титановый сплав сверлятся насквозь вместе в материале, в котором CFRP и титановый сплав накладываются друг на друга, по следующей причине. Оптимальные условия высверливания в CFRP и в титановом сплаве сильно различаются. Высокоскоростное вращение и низкая скорость подачи являются соответствующими для высверливания CFRP. С другой стороны, относительно титанового сплава, например, в случае, когда осуществляют сверление, соответствующими являются низкоскоростное вращение и высокая скорость подачи, поскольку подавляется повышение температуры сверла и подавляется износ головки сверла. Такие условия высверливания становятся необходимыми, в частности, для сверла с алмазным покрытием, которое является чувствительным к нагреву. Перед лицом противоположных условий высверливания, высверливание осуществляют в реальном месте обработки таким образом, что условия высверливания изменяются на границе CFRP и титанового сплава, или высверливание осуществляют, принимая средние условия и поддерживая одинаковые условия, как принято, в течение всего высверливания. Или, в случае, когда осуществляют сверление, например, прикладывают усилие для сбора пыли с помощью устройства для сбора пыли, в то же время продувая холодный поток воздуха во время высверливания титанового сплава для использования в самолете с целью предотвращения повышения температуры сверла. Однако с использованием прокладочного листа для резания по первому настоящему варианту осуществления, имеется вторичное воздействие сильного облегчения ограничений для условий высверливания титанового сплава, которое легко генерирует тепло из-за теплоты трения. Кроме того, CFRP и алюминиевый сплав, ограниченные по отношению к титановому сплаву, могут сверлиться насквозь вместе в материале, полученном посредством наложения друг поверх друга CFRP и алюминиевого сплава. Кроме того, прокладочный лист для резания по первому настоящему варианту осуществления может использоваться для резания, такого как высверливание, механическая обработка и резание титанового сплава или алюминиевого сплава самого по себе.
[0050]
Авторы настоящего изобретения считают, что при использовании прокладочного листа для резания, содержащего лист из смолы, при резании армированного волокном композитного материала и/или металла, например, когда осуществляют сверление, улучшаются смазывающие свойства между поверхностью сверла, включая поверхность бороздок сверла, и внутренним пространством произведенного отверстия, становится простым высвобождение углеродного волокна или труднообрабатываемых резанием частиц в труднообрабатываемом резанием металле, который необходимо резать с помощью головки сверла, и частота и степень перетирания с помощью головки сверла уменьшается, и по этой причине уменьшается износ головки сверла. В случае, когда осуществляется, например, сверление, происходит абразивный износ, когда труднообрабатываемые резанием частицы и головка сверла трутся, и по этой причине уменьшение абразивного износа приводит к уменьшению износа головки сверла. В дополнение к этому этот принцип действия может применяться к режущим инструментам в целом. По этой причине, прокладочный лист для резания по первому настоящему варианту осуществления демонстрирует замечательное воздействие, в частности, при резании высокопрочного CFRP для использования в самолетах или чем-либо подобном. Причина заключается в том, что в CFRP имеется высокая плотность углеродного волокна, например, при сверлении CFRP для использования в самолетах или чем-либо подобном, как описано ранее, это сильно увеличивает количество разрезанных углеродных волокон, и по этой причине головка сверла склонна к износу. Соответственно, прокладочный лист для резания по первому настоящему варианту осуществления, который вносит вклад в уменьшение износа головки сверла, становится эффективным решением, которое никогда не было получено до сих пор при сверлении CFRP для использования в самолетах или чем-либо подобном. Кроме того, в случае сверления UD материала, головка сверла проникает в пучок углеродных волокон под углами как 45°, так и 225° таким образом, что головка сверла бьется о пучок углеродных волокон и выдалбливает его, и по этой причине появляется тенденция появления части с выпучиванием волокон во внутренней стенке отверстия около 45° и 225°. В случае, когда прокладочный лист для резания по первому настоящему варианту осуществления содержит агент, улучшающий смазывающие свойства, прокладочный лист для резания является превосходным по смазывающим свойствам, с подавлением выпучивания волокон и с дополнительным подавлением повышения температуры из-за теплоты трения, и по этой причине становится трудным достижение смолой матрицы температуры стеклования или температуры размягчения, и можно поддерживать состояние, где углеродное волокно находится в плотных пучках, тем самым подавляется выпучивание волокна. Таким образом, прокладочный лист для резания по первому настоящему варианту осуществления демонстрирует заметное воздействие также в случае резания UD материала.
[0051]
В случае, когда в прокладочном листе для резания по первому настоящему варианту осуществления содержится лист из смолы, толщина листа из смолы выбирается соответствующим образом, учитывая, например, способ резания и резания, площадь и объем резания CFRP, диаметр сверла, используемого для высверливания, строение и толщину CFRP, и другие факторы. Является предпочтительным, чтобы толщина листа из смолы находилась в пределах от 0,1 до 20 мм, более предпочтительно, в пределах от 0,2 до 10 мм, еще более предпочтительно, в пределах от 0,5 до 5 мм. Когда толщина листа из смолы составляет 0,1 мм или больше, получается существенное уменьшение напряжения резания, и в случае, когда осуществляется, например, сверление, нагрузка на сверло становится малой, делая возможным подавление разрушения сверла. С другой стороны, когда толщина листа из смолы становится равной 20 мм или меньше, уменьшается выпучивание листа из смолы на сверле в случае, когда осуществляется, например, сверление, делая возможным подавление появления трещин в листе из смолы. В частности, в случае, когда количество смолы является соответствующим условиям, может подавляться превращение смолы в связующее для порошкообразных опилок и может также подавляться удерживание порошкообразных опилок в произведенном отверстии, и по этой причине, может подавляться расширение неоднородности внутри отверстия. То есть, так сказать, смазывающие свойства могут быть улучшены посредством соответствующего подбора композиции и толщины листа из смолы, и в случае, когда осуществляется, например, сверление, может быть оптимизировано высвобождение порошкообразных опилок через бороздки сверла. Кроме того, является предпочтительным контролировать соответствующим образом толщину листа из смолы для цели получения большего воздействия настоящего изобретения, и можно также использовать тонкие листы из смолы таким образом, что множество тонких листов из смолы накладываются друг на друга.
[0052]
Толщина каждого слоя, такого как слой листа из смолы, металлическая фольга, слой адгезива или липкий слой, которые составляют прокладочный лист для резания по первому настоящему варианту осуществления, измеряется следующим образом. Прежде всего, прокладочный лист для резания разрезается в направлении перпендикулярном прокладочному листу для резания с использованием шлифовального устройства для исследования поперечных сечений (CROSS-SECTION POLISHER SM-09010, производится JEOL Ltd. DATUM) или ультрамикротома (EM UC7, производится Leica Microsystems Co., Ltd.). Далее, сечение отреза наблюдают с направления перпендикулярного сечению отреза с использованием SEM (сканирующего электронного микроскопа, VE-7800, производится KEYENCE CORPORATION) для измерения толщины каждого слоя, который составляет прокладочный лист для резания. При измерении толщины, измеряют толщину в 5 точках на 1 поле зрения, и среднее значение определяется как толщина каждого слоя.
[0053]
Относительно сверления с использованием прокладочного листа для резания по первому настоящему варианту осуществления, является предпочтительным осуществлять сверление CFRP со стороны листа из смолы в прокладочном листе для резания, располагая лист из смолы в прокладочном листе для резания на крайней сверху стороне CFRP, на котором должно осуществляться сверление, таким образом, что лист из смолы становится стороной вхождения сверла.
[0054]
Второй настоящий вариант осуществления представляет собой прокладочный лист для резания, используемый при резании металла. Является предпочтительным, чтобы прокладочный лист для резания по второму настоящему варианту осуществления содержал лист из смолы.
[0055]
Металл в качестве объекта резания, для которого можно использовать прокладочный лист для резания по второму настоящему варианту осуществления, не является как-либо ограниченным, постольку, поскольку он представляет собой металл, который, как правило, используется в качестве конструкционного материала, однако примеры такого металла включают, но не являются этим как-либо ограниченными, металлические материалы, используемые в качестве материала для конструкции корпуса машины самолета. Среди них высокопрочные металлы, такие как алюминиевые сплавы, магниевые сплавы, титановые сплавы, низкоуглеродистая сталь, нержавеющая сталь и термостойкие сплавы, являются предпочтительными в качестве металла, который представляет собой объект резания с использованием прокладочного листа для резания по второму настоящему варианту осуществления. Причина этого заключается в том, что воздействие увеличения ресурса стойкости режущих инструментов становится более заметным, когда металл имеет более высокую прочность. Металл как объект резания может использоваться сам по себе или в сочетании двух или более из них. Кроме того, среди описанных выше металлов титановый сплав является особенно предпочтительным в качестве металла, который является объектом резания. Причина этого заключается в том, что хотя титановый сплав имеет предел прочности при растяжении в 2 раза выше, чем алюминиевый сплав, и представляет собой материал превосходный по коррозионной стойкости и теплостойкости, титановый сплав представляет собой труднообрабатываемый резанием материал с высокой твердостью, и по этой причине, в обычных технологиях необходимо создавать специальные условия резания или формы режущих инструментов, однако, когда используют прокладочный лист для резания по второму настоящему варианту осуществления, создание специальных условий резания или форм режущих инструментов перестает быть необходимым, и ресурс стойкости режущих инструментов может быть сделан большим. В дополнение к этому, металл как объект резания может содержать другой вид конструкционного материала, такой как армированный волокном композитный материал по настоящему варианту осуществления.
[0056]
Примеры способа резания, в которых можно использовать прокладочный лист для резания по второму настоящему варианту осуществления, включают, но не являются как-либо этим ограниченными, высверливание для формирования сквозного отверстия или несквозного отверстия, механическую обработку, резку и так далее. Кроме того, примеры видов режущих инструментов, которые могут использоваться при резании, включают, но не являются как-либо этим ограниченными, сверло, фасонную фрезу, фрезерный резец, концевую фрезу, боковую фрезу и так далее. Кроме того, эти режущие инструменты могут представлять собой режущий инструмент, имеющий общее качество материала, или специальный режущий инструмент, на котором формируется пленка покрытия, такая как пленка титанового, алмазного или алмазоподобного углеродного покрытия на режущей кромке головки режущего инструмента, для цели повышения твердости и подавления износа. Причина этого заключается в том, что при любом из видов обработки с использованием режущего инструмента, имеющего качество материала общего назначения, и обработки с использованием специального режущего инструмента, в котором пленка покрытия, такая как пленка титанового, алмазного или алмазоподобного углеродного покрытия, формируется на режущей кромке головки режущего инструмента, прокладочный лист для резания по настоящему варианту осуществления может увеличить рабочий ресурс стойкости режущего инструмента. В частности, при обработке с использованием специального режущего инструмента, в котором пленка покрытия, такая как пленка титанового, алмазного или алмазоподобного углеродного покрытия формируется на режущей кромке головки режущего инструмента, воздействие увеличения рабочего ресурса стойкости является заметным, и по этой причине является соответствующим использование прокладочного листа для резания по настоящему варианту осуществления для обработки с использованием такого инструмента.
[0057]
Сверло, используемое для высверливания, при котором можно использовать прокладочный лист для резания по второму настоящему варианту осуществления, не является как-либо ограниченным относительно диаметра, качества материала и формы сверла и того, существует ли покрытие поверхности или нет, постольку, поскольку оно представляет собой сверло, которое используют для целей общего назначения. Например, является предпочтительным, чтобы диаметр сверла составлял φ1 мм или больше и φ10 мм или меньше. Диаметр φ2 мм или больше и φ7 мм или меньше, который часто используют при высверливании основных материалов для использования в самолетах, является более предпочтительным. Кроме того, является предпочтительным, чтобы качественно материал сверла представлял собой цементированный карбид, полученный посредством спекания порошка твердого карбида металла. Примеры такого цементированного карбида включают, но не являются как-либо этим ограниченными, металл, полученный посредством смешивания и спекания карбида вольфрама и кобальта в качестве связующего. Карбид титана, карбид тантала или что-либо подобное иногда добавляют к такому цементированному карбиду для цели дополнительного улучшения свойств материала в соответствии с предполагаемым использованием. С другой стороны, форма сверла может соответствующим образом выбираться с учетом условий высверливания, вида и формы заготовки, и так далее. Форма сверла не является как-либо ограниченной, и факторы для определения формы сверла включают угол наклона сверла, угол закручивания бороздок, количество режущих кромок и так далее. Покрытие поверхности сверла может соответствующим образом выбираться с учетом условий высверливания, вида и формы заготовки, и так далее. Предпочтительные виды покрытия поверхности включают алмазное покрытие, алмазоподобное покрытие, керамическое покрытие и так далее.
[0058]
Ниже, прокладочный лист для резания по второму настоящему варианту осуществления будет поясняться подробно. Примеры способа получения прокладочного листа для резания по второму настоящему варианту осуществления включают, но не являются как-либо этим ограниченными, способ изготовления прокладочного листа для резания, содержащего лист из смолы, в котором композиция смолы соответствующим образом плавится для перехода в жидкую форму, затем композиция смолы наносится на подложку, охлаждается и отверждается с формированием слоя композиции смолы (листа из смолы), а затем подложка удаляется или высвобождается. Кроме того, примеры также включают способ изготовления прокладочного листа для резания, включающий получение листа из смолы, в котором композиция смолы растворяется или диспергируется в растворителе для перехода в жидкую форму, затем композиция смолы наносится на подложку, сушится, охлаждается и отверждается с формированием слоя композиции смолы, а затем подложка удаляется или высвобождается. При изготовлении прокладочного листа для резания, подложка не является как-либо ограниченной, и можно использовать, например, соответствующим образом металлическую фольгу или пленку, металлический валик, и так далее. Способ формирования слоя композиции смолы в жидкой форме на подложке не является как-либо ограниченным, постольку, поскольку он представляет собой публично известный способ, который используется промышленно. Его примеры включают способ, в котором композиция смолы соответствующим образом нагревается и плавится для смешивания с использованием валиков, смесителя или другого способ замешивания, а затем слой композиции смолы (лист из смолы) формируется на подложке с помощью способа с использованием валиков, способа нанесения покрытия поливом или чего-либо подобного. Кроме того, примеры также включают способ, в котором слой композиции смолы (лист из смолы) формируется на подложке посредством способа нанесения покрытия или чего-либо подобного, с нанесением композиции смолы, растворенной или диспергированной в растворителе, с использованием стержневого устройства для нанесения покрытия, рифленого валика, фильеры или чего-либо подобного. С другой стороны, можно использовать способ иной, чем описанные выше способы формирования слоя композиции смолы (листа из смолы) на подложке, способ или что-либо подобное, в котором композиция смолы соответствующим образом нагревается и плавится для смешивания с использованием валиков, смесителя или другого способа замешивания, и слой композиции смолы, имеющий желаемую толщину, формируется как лист из смолы с использованием валиков, экструдера с Т-образной фильерой или чего-либо подобного без использования подложки.
[0059]
В качестве компонента композиции смолы, которая формирует лист из смолы, как правило, используют водорастворимые смолы и водонерастворимые смолы, и также в случае, когда прокладочный лист для резания по второму настоящему варианту осуществления содержит лист из смолы, водорастворимые смолы и водонерастворимые смолы могут использоваться в качестве компонента композиции смолы, которая формирует лист из смолы. Эти смолы играют роль в улучшении смазывающих свойства во время обработки в качестве компонента, улучшающего смазывающие свойства, или они играют роль при улучшении технологичности в качестве компонента, формирующего лист из смолы. Среди этих смол водорастворимые смолы имеют воздействие улучшения свойств при высвобождении стружки резания во время резания, благодаря смазывающим свойствам смол. Кроме того, лист из смолы, содержащий водорастворимую смолу в качестве компонента композиции смолы, имеет умеренную твердость поверхности и по этой причине также имеет воздействие уменьшения нагрузки при обработке на режущие инструменты. Кроме того, компонент смолы, прилипший к произведенному отверстию, можно легко удалять после резания. С другой стороны, лист из смолы с использованием водонерастворимой смолы в качестве компонента композиции смолы имеет более высокую твердость поверхности, чем лист из смолы с использованием водорастворимой смолы, и по этой причине, в случае, когда осуществляют, например, сверление, он имеет ту характеристику, что свойства угла проникновения сверла являются благоприятными и отверстия могут быть просверлены насквозь в положении, соответствующем конструкции. Кроме того, лист из смолы имеет высокую жесткость, и по этой причине является превосходным по свойствам при манипуляциях.
[0060]
В прокладочном листе для резания по второму настоящему варианту осуществления, категория предпочтительных водорастворимых смол в качестве компонента композиции смолы в листе из смолы представляет собой полимерное соединение, которое растворяется как 1 г или более на 100 г воды при 25°C и 1 атм. Примеры такой водорастворимой смолы включают, но не являются как-либо этим ограниченными, полиэтиленоксиды, полиэтиленгликоли, полипропиленоксиды, водорастворимые уретаны, водорастворимые смолы на основе простых полиэфиров, водорастворимые сложные полиэфиры, полиакрилаты натрия, полиакриламиды, поливинилпирролидоны, поливиниловые спирты, полиалкиленгликоли, сложные эфиры полиалкиленгликолей, простые эфиры полиалкиленгликолей, полиглицеринмоностеараты, сополимеры полиоксиэтилен/пропилен и их производные, и по меньшей мере одно или несколько соединений из них могут быть выбраны и использованы. Среди них полиэтиленоксиды, полиэтиленгликоли и водорастворимые смолы на основе простых полиэфиров являются более предпочтительными в качестве компонента композиции смолы.
[0061]
В прокладочном листе для резания по второму настоящему варианту осуществления, другая категория предпочтительных водорастворимых смол в качестве компонента композиции смолы, которая формирует лист из смолы, представляет собой производное целлюлозы. В дополнение к этому, "целлюлоза" во втором настоящем варианте осуществления означает полимерное соединение, в котором большое количество β-глюкоз связано посредством гликозидной связи и в которой гидроксигруппы, связанные с атомом углерода в 2-положении, 3-положении и 6-положении глюкозного кольца целлюлозы, являются незамещенными. Кроме того, "гидроксигруппы, содержащиеся в целлюлозе" означают гидроксигруппы, которые связаны с атомом углерода в 2-положении, 3-положении и 6-положении в глюкозном кольце целлюлозы. Примеры производного целлюлозы включают гидроксиэтилцеллюлозу и карбоксиметилцеллюлозу. Гидроксиэтилцеллюлоза, в целом, представляет собой соединение, в котором по меньшей мере часть атомов водорода в гидроксигруппах, содержащихся в целлюлозе {H-(C6H10O5)n-OH}, замещена [-(CH2-CH2-O)m-H] (где n и m представляют собой целые числа 1 или больше), и она имеет растворимость в воде по меньшей мере 0,05 г/л при 25°C и 1 атм. Гидроксиэтилцеллюлоза синтезируется, например, посредством добавления этиленоксида к целлюлозе.
[0062]
С другой стороны, карбоксиметилцеллюлоза представляет собой соединение, в котором по меньшей мере часть атомов водорода в гидроксигруппах, содержащихся в целлюлозе {H-(C6H10O5)n-OH}, замещена карбоксиметильной группой [-CH2-COOH] (где n представляет собой целое число 1 или больше), и она имеет растворимость в воде по меньшей мере 0,05 г/л при 25°C и 1 атм. Кроме того, часть карбоксигрупп в карбоксиметильной группе может представлять собой соль натрия. Карбоксиметилцеллюлоза может быть получена, например, посредством добавления хлоруксусной кислоты к целлюлозе.
[0063]
В случае, когда лист из смолы содержится в прокладочном листе для резания по второму настоящему варианту осуществления, водонерастворимая смола, которую можно использовать в качестве компонента композиции смолы, которая формирует лист из смолы, не является как-либо ограниченной. Во втором настоящем варианте осуществления, водонерастворимая смола используется в качестве компонента, формирующего лист из смолы, компонента, улучшающего смазывающие свойства, или чего-либо подобного. Примеры предпочтительной водонерастворимой смолы, которая используется в качестве компонента, формирующего лист из смолы, включают, но не являются как-либо этим ограниченными, смолы на основе уретана, смолы на основе акрила, смолы на основе винилацетата, смолы на основе винилхлорида, смолы на основе сложных полиэфиров, их сополимеры, фенольные смолы, эпоксидные смолы, меламиновые смолы, мочевинные смолы, смолы на основе ненасыщенных сложных полиэфиров, алкидные смолы, полиуретаны, термоотверждаемые полиимиды, цианатные смолы, эпоксидные смолы и смолы на основе сложных полиэфиров. Кроме того, по меньшей мере одна из них может выбираться и использоваться в качестве компонента, формирующего лист из смолы. С другой стороны, примеры предпочтительной водонерастворимой смолы, которая используется в качестве компонента, улучшающего смазывающие свойства, включают, но не являются как-либо этим ограниченными, соединения на основе амидов, такие как модифицированные полиамиды, этилен бис-стеарамид, амид олеиновой кислоты, амид стеариновой кислоты и метилен бис-стеарамид; соединения на основе жирных кислот, такие как лауриновая кислота, стеариновая кислота, пальмитиновая кислота и олеиновая кислота; соединения на основе сложных эфиров жирных кислот, такие как бутилстеарат, бутилолеат и гликоль лаурат; соединения на основе алифатических углеводородов, такие как жидкий парафин и полиэтиленовый воск; высшие алифатические спирты, такие как олеиловый спирт; и смолы на основе полистирола, такие как гомополимеры стирола (GPPS), сополимеры стирол-бутадиен (HIPS) и сополимеры стирол-метакриловая кислота (например MS смолы). По меньшей мере одно соединение из них может выбираться и использоваться в качестве компонента, улучшающего смазывающие свойства. Кроме того, в прокладочном листе для резания по второму настоящему варианту осуществления, компонент, формирующий лист из смолы, и компонент, улучшающий смазывающие свойства могут использоваться вместе.
[0064]
В случае, когда в прокладочном листе для резания по второму настоящему варианту осуществления содержится лист из смолы, толщина листа из смолы выбирается соответствующим образом с учетом вида и толщины металла, который должен подвергаться резанию, вида режущих инструментов, используемых для резания, способа резания, диаметра сверла, используемого при высверливании, и других параметров. Толщина листа из смолы предпочтительно находится в пределах от 0,1 до 20 мм, более предпочтительно, в пределах от 0,2 до 10 мм, еще более предпочтительно, в пределах от 0,5 до 5 мм. Когда толщина листа из смолы составляет 0,1 мм или больше, получают существенное уменьшение напряжения при резании, и в случае, когда осуществляют, например, сверление, нагрузка на сверло становится малой, давая возможность для подавления разрушения сверла. С другой стороны, когда толщина листа из смолы становится равной 20 мм или меньше, уменьшается наматывание композиции смолы на сверло в случае, когда осуществляется, например, сверление, делая возможным подавление появления трещин в листе из смолы. В частности, в случае, когда толщина листа из смолы выбирается в соответствии с предполагаемым резанием, можно подавлять связывание композиции смолы с порошкообразными опилками резания и можно уменьшать удерживание порошкообразных опилок резания в части, которая подвергается резанию, и по этой причине можно подавлять повышение температуры вокруг части, которую режут, и можно подавлять сваривание металла как объекта резания. То есть, так сказать, регулируя соответствующим образом строение листа из смолы, компонентов композиции смолы и толщины листа из смолы в соответствии с объектом резания и способом резания, можно оптимизировать смазывающие свойства и высвобождение порошкообразных опилок резания через полученные бороздки. Как описано выше, является предпочтительным контролировать соответствующим образом общую толщину листа из смолы в настоящем варианте осуществления, и возможно также использовать тонкие листы из смолы таким образом, что множество тонких листов из смолы накладываются друг на друга.
[0065]
В случае, когда лист из смолы содержится в прокладочном листе для резания по второму настоящему варианту осуществления, этот лист из смолы может иметь структуру, конфигурированную из единственного слоя композиции смолы, или конструкцию, конфигурированную из множества слоев композиции смолы, однако является предпочтительным, чтобы лист из смолы содержал слоистую конструкцию, в которой ламинируются два или более слоев композиции смолы, по причинам, относящимся к свойствам и усовершенствованиям в рабочих характеристиках. В таком прокладочном листе для резания по второму настоящему варианту осуществления, сочетание слоев композиции смолы не является как-либо ограниченным, однако является предпочтительным с точки зрения высокой точности обработки, большого рабочего ресурса стойкости и благоприятных свойств при манипуляциях объединять их соответствующим образом: слой композиции смолы, изготовленный из водорастворимой смолы, играющий роль при улучшении смазывающих свойств во время резания, и слой из водонерастворимой смолы в качестве компонента, улучшающего смазывающие свойства; и слой композиции смолы, изготовленный из водонерстворимой смолы, в качестве компонента листа из смолы, играющего роль при улучшении точности позиционирования и улучшения жесткости.
[0066]
В прокладочном листе для резания по второму настоящему варианту осуществления, примеры способа изготовления листа из смолы, который содержит слоистую конструкцию, в которой ламинируется множество слоев композиции смолы, включают, но не являются как-либо этим ограниченными, способ, в котором по меньшей мере на одной стороне листа из смолы, который приготавливают заранее и изготавливают из единственного слоя композиции смолы или множества слоев композиции смолы, слой композиции смолы далее формируется непосредственно. Примеры способа формирования слоя композиции смолы на одной стороне листа из смолы включают, но не являются как-либо этим ограниченными, способ, в котором композиция смолы соответствующим образом плавится для перехода в жидкую форму, а затем композиция смолы в жидкой форме наносится на лист из смолы в качестве подложки, охлаждается и отверждается с формированием слоя композиции смолы. Кроме того, примеры также включают способ, в котором композиция смолы растворяется или диспергируется в растворителе для перехода в жидкую форму, затем композиция смолы в жидкой форме наносится на лист из смолы в качестве подложки, сушится, охлаждается и отверждается с формированием слоя композиции смолы. Способ формирования слоя композиции смолы в жидкой форме на листе из смолы в качестве подложки не является как-либо ограниченным, постольку, поскольку он представляет собой публично известный способ, который используется промышленно. Его примеры включают способ, в котором слой композиции смолы формируется посредством способа нанесения покрытия или чего-либо подобного, с нанесением композиции смолы, растворенной или диспергированной в растворителе, с использованием стержневого устройства для нанесения покрытия, рифленого валика, фильеры или чего-либо подобного, и способ, в котором композиция смолы соответствующим образом нагревается и плавится для смешивания с использованием валиков, смесителя или другого способа замешивания, а затем слой композиции смолы формируется с помощью способа с использованием валиков, способа нанесения покрытия поливом или чего-либо подобного.
[0067]
В качестве другого способа изготовления листа из смолы, который содержит слоистую конструкцию, в которой ламинируется множество слоев композиции смолы, упоминается также способ, в котором множество листов из смолы, каждый из которых изготовлен из единственного слоя композиции смолы или множества слоев композиции смолы, накладываются друг на друга и склеиваются вместе с использованием смолы или с помощью способа термического ламинирования. Способ склеивания вместе листов из смолы вместе с использованием смолы или способа термического ламинирования не является как-либо ограниченным постольку, поскольку он представляет собой публично известный способ, который используется промышленно.
[0068]
В случае, когда лист из смолы содержится в прокладочном листе для резания по второму настоящему варианту осуществления, добавка может подмешиваться при необходимости в лист из смолы. Вид добавки не является как-либо ограниченным, однако может использоваться, например, агент для выравнивания поверхности, разравнивающий агент, антистатический агент, эмульгирующий агент, противовспенивающий агент, добавка в виде воска, связывающий агент, агент для контроля реологии, антисептический агент, противогрибковый агент, антиоксидант, светостабилизатор, нуклеирующий агент, органический наполнитель, неорганический наполнитель, твердое смазывающее вещество, пластификатор, размягчающий агент, термостабилизатор и окрашивающий агент.
[0069]
Среди них твердое смазывающее вещество имеет воздействие улучшения смазывающих свойств прокладочного листа для резания и увеличения рабочего ресурса стойкости режущих инструментов, и по этой причине является предпочтительным, чтобы лист из смолы содержал твердое смазывающее вещество в прокладочном листе для резания по второму настоящему варианту осуществления. Вид твердого смазывающего вещества не является как-либо ограниченным постольку, поскольку он представляет собой твердый продукт, имеющий смазывающие свойства. Предпочтительными являются, например, графит, дисульфид молибдена, дисульфид вольфрама, соединения молибдена, политетрафторэтилены, полиимиды и так далее. Среди них графит является предпочтительным, поскольку графит имеет умеренную твердость, и можно использовать соответствующим образом природные графиты, искусственный графит, активированный уголь, ацетиленовую сажу, углеродную сажу, коллоидный графит, пиролитический графит, вспученный графит и чешуйчатый графит. Среди них особенно предпочтительным является чешуйчатый графит, поскольку при этом уменьшение износа может быть увеличено более эффективно благодаря форме и диаметру частиц. Эти виды графита могут использоваться по отдельности или в сочетании из двух или более.
[0070]
В прокладочном листе для резания по второму настоящему варианту осуществления, воздействие использования твердого смазывающего вещества и композиции смолы в сочетании может быть объяснено следующим образом. При сверлении, например, композиция смолы и твердое смазывающее вещество демонстрируют смазывающие свойства посредством прилипания к поверхности и бороздке сверла и к боковой стороне произведенных отверстий заготовки. Когда твердое смазывающее вещество прилипает к ним, изменение объема и твердости, связанное с изменением температуры в твердом смазывающем веществе меньше по сравнению с композицией смолы, и по этой причине, в случае, когда осуществляют, например, сверление, можно поддерживать постоянный объем и твердость с помощью твердого смазывающего вещества, даже когда температура сверла и произведенной части повышается. То есть, так сказать, в случае, когда осуществляется, например, сверление, между сверлом и заготовкой постоянно присутствует твердое смазывающее вещество для повышения смазывающих свойств, и оно может демонстрировать воздействие, сходное с воздействием, демонстрируемым подшипником, и по этой причине твердое смазывающее вещество обладает воздействием подавления износа сверла.
[0071]
Рассматривается причина того, почему именно графит является предпочтительным среди твердых смазывающих веществ, которые можно использовать для прокладочного листа для резания по второму настоящему варианту осуществления. Когда твердое смазывающее вещество имеет малую твердость, это твердое смазывающее вещество имеет плохое воздействие подшипника и иногда случается, что смазывающие свойства понижаются. С другой стороны, когда твердое смазывающее вещество имеет большую твердость, имеется вероятность того, что проблема ускорения износа наконечника сверла или разрушение наконечника сверла возникает в случае, когда осуществляют, например, сверление. По этой причине графит, имеющий умеренную твердость, является предпочтительным в качестве твердого смазывающего вещества.
[0072]
Относительно количества твердого смазывающего вещества, предпочтительным является использование от 5 массовых частей до 200 массовых частей твердого смазывающего вещества в целом по отношению к 100 массовым частям композиции смолы, более предпочтительно, от 10 массовых частей до 100 массовых частей, особенно предпочтительно, от 20 массовых частей до 100 массовых частей. В случае, когда используемое количество твердого смазывающего вещества составляет 5 массовых частей или больше, смазывающее воздействие, вызываемое твердым смазывающим веществом, оказывается полностью. С другой стороны, используемое количество твердого смазывающего вещества равное 200 массовых частей или меньше является экономически рациональным и преимущественным при изготовлении.
[0073]
Когда используют прокладочный лист для резания по второму настоящему варианту осуществления, металл в качестве заготовки не всегда представляет собой плоскость, и иногда случается, что металл имеет искривленную поверхность. По этой причине, иногда для прокладочного листа для резания по второму настоящему варианту осуществления требуется соответствие искривленной поверхности (гибкость). В прокладочном листе для резания по второму настоящему варианту осуществления, является предпочтительным, например, подмешивать по необходимости пластификатор или размягчающий агент в композицию смолы, которая формирует лист из смолы, для целей придания соответствия искривленной поверхности. В качестве пластификатора и размягчающего агента предпочтительными являются сложные эфиры фталевой кислоты, сложные эфиры адипиновой кислоты, сложные эфиры тримеллитовой кислоты, сложные полиэфиры, сложные эфиры фосфорной кислоты, сложные эфиры лимонной кислоты, эпоксидированные растительные масла, сложные эфиры себациновой кислоты, и так далее. Когда прокладочный лист для резания располагается на искривленной поверхности металла, напряжения или деформации листа из смолы уменьшаются посредством подмешивания пластификатора или размягчающего агента, тем самым становится возможным подавление появления трещин в листе из смолы.
[0074]
Является предпочтительным, чтобы прокладочный лист для резания по второму настоящему варианту осуществления содержал металл, и является более предпочтительным, чтобы металл представлял собой металлическую фольгу.
В случае, когда прокладочный лист для резания по второму настоящему варианту осуществления содержит лист из смолы и металлическую фольгу, является более предпочтительным, чтобы прокладочный лист для резания имел металлическую фольгу, по меньшей мере, на одной стороне листа из смолы. Причина заключается в том, что, когда используется прокладочный лист для резания, имеющий металлическую фольгу по меньшей мере на одной стороне листа из смолы, центростремительные свойства сверла улучшаются из-за жесткости металлической фольги в случае, когда осуществляется, например, сверление, тем самым становится возможным высверливание отверстия в положении, соответствующем конструкции. Кроме того, посредством расположения металлической фольги между металлом в качестве объекта резания и листом из смолы, имеется также воздействие предотвращения фиксирования термически расплавленной композиции смолы, которая формирует лист из смолы, в верхней части и внутри произведенных отверстий. Среди прочего, трехслойный структурированный прокладочный лист для резания, имеющий металлическую фольгу на обеих сторонах листа из смолы, является особенно предпочтительным, благодаря тому, что смазывающие свойства листа из смолы могут осуществляться полностью. Когда металлическая фольга располагается на крайнем снаружи слое со стороны вхождения сверла, в случае, когда осуществляется, например, сверление, можно подавить выдалбливание листа из смолы вращающимися металлическими стружками, которые обматываются вокруг сверла при резании металла. В результате этого смазывающие свойства могут осуществляться полностью и воздействие уменьшения износа сверла улучшается.
[0075]
Толщина металлической фольги, которую можно использовать в прокладочном листе для резания по второму настоящему варианту осуществления, не является как-либо ограниченной, однако является предпочтительным, чтобы толщина металлической фольги составляла от 0,05 до 0,5 мм, более предпочтительно, от 0,05 до 0,3 мм. Когда толщина металлической фольги составляет 0,05 мм или больше, свойства при манипуляциях во время изготовления прокладочного листа для резания или во время высверливания имеют тенденцию к улучшению. С другой стороны, когда толщина металлической фольги составляет 0,5 мм или меньше, становится легким высвобождение стружки при резании, генерируемой во время резания.
[0076]
Вид металлической фольги, которую можно использовать в прокладочном листе для резания по второму настоящему варианту осуществления, не является как-либо ограниченным, однако предпочтительной является алюминиевая фольга. Причина заключается в том, что в случае, когда в качестве металлической фольги используется алюминиевая фольга, эта алюминиевая фольга имеет умеренную мягкость по сравнению с металлом в качестве заготовки, по этой причине, в случае, когда осуществляется, например, сверление, имеется воздействие подавления биений сердцевины вращающегося сверла, когда вращающееся сверло проникает в алюминиевую фольгу, и в результате этого можно просверлить насквозь отверстие, положение которого по отношению к заданным координатам является правильным. Кроме того, посредством подавления биений сердцевины вращающегося сверла, расстояние перемещения сверла и площадь его контакта с заготовкой становятся малыми, и по этой причине имеется также воздействие уменьшения износа сверла.
[0077]
Чистота алюминия в случае, в качестве металлической фольги используется алюминиевая фольга, не является как-либо ограниченной, однако является предпочтительным, чтобы алюминий имел чистоту 95% или больше. Причина заключается в том, что в случае, когда осуществляется, например, сверление, разрушение, локальный износ или что-либо подобное для сверла, вызываемое примесями, содержащимися в алюминиевой фольге, могут быть уменьшены при использовании алюминиевой фольги высокой чистоты в качестве металлической фольги, тем самым делая возможным уменьшение нагрузки на сверло при резании. Примеры такой алюминиевой фольги включают марки, но не являются как-либо этим ограниченными, 5052, 3004, 3003, 1N30, 1N99, 1050, 1070, 1085, 1100, 8021 и так далее, указанные в JIS-H4160.
[0078]
Во втором настоящем варианте осуществления, примеры способа изготовления прокладочного листа для резания, имеющего металлическую фольгу по меньшей мере на одной стороне листа из смолы, включают, но не являются как-либо этим ограниченными, способ, при котором единственный слой композиции смолы или множество слоев композиции смолы непосредственно формируются по меньшей мере на одной стороне металлической фольги, и способ, при котором лист из смолы и металлическая фольга, каждый из них приготавливается заранее, склеиваются вместе с помощью способа термического ламинирования или чего-либо подобного. Примеры способа непосредственного формирования единственного слоя композиции смолы или множества слоев композиции смолы по меньшей мере на одной стороне металлической фольги включают, но не являются как-либо этим ограниченными, способ, при котором композиция смолы соответствующим образом плавится для перехода в жидкую форму, а затем композиция смолы в жидкой форме наносится на металлическую фольгу в качестве подложки один или множество раз, охлаждается и отверждается с формированием единственного слоя композиции смолы или множества слоев композиции смолы. Кроме того, примеры также включают способ, в котором композиция смолы растворяется или диспергируется в растворителе для перехода в жидкую форму, а затем композиция смолы в жидкой форме наносится на металлическую фольгу в качестве подложки один или множество раз, сушится, охлаждается и отверждается с формированием единственного слоя композиции смолы или множества слоев композиции смолы. Способ формирования слоя композиции смолы в жидкой форме на металлической фольге в качестве подложки не является как-либо ограниченным постольку, поскольку он представляет собой публично известный способ, который используется промышленно. Его примеры включают способ, в котором слой композиции смолы формируется посредством способа нанесения покрытия или чего-либо подобного с нанесением композиции смолы, растворенной или диспергированной в растворителе, с использованием стержневого устройства для нанесения покрытия, рифленого валика, фильеры или чего-либо подобного, и способ, в котором композиция смолы соответствующим образом нагревается и плавится для смешивания с использованием валиков, смесителя или другого способа замешивания, а затем формируется слой композиции смолы с помощью с использованием валиков, способа нанесения покрытия поливом или чего-либо подобного. С другой стороны, способ склеивания вместе листа из смолы и металлической фольги с помощью способа термического ламинирования не является как-либо ограниченным постольку, поскольку он представляет собой публично известный способ, который используется промышленно.
[0079]
Когда изготавливают прокладочный лист для резания по второму настоящему варианту осуществления, может формироваться слой адгезива между металлической фольгой и листом из смолы. В прокладочном листе для резания по второму настоящему варианту осуществления, предпочтительным является формирование слоя адгезива между металлической фольгой и листом из смолы, поскольку адгезивность между металлической фольгой и листом из смолы может быть сделана благоприятной. В дополнение к этому, слой соединения, используемый для того, чтобы сделать адгезивность между металлической фольгой и листом из смолы благоприятной, определяется в настоящем описании как слой адгезива. Смола, которую можно использовать для слоя адгезива не является как-либо ограниченной, и можно использовать, например, термопластичные смолы и термоотверждаемые смолы. Кроме того, термопластичная смола и термоотверждаемая смола могут использоваться вместе. Предпочтительные термопластичные смолы включают смолы на основе уретана, смолы на основе акрила, смолы на основе винилацетата, смолы на основе винилхлорида, смолы на основе сложного полиэфира, и их сополимеры. Кроме того, предпочтительные термоотверждаемые смолы включают фенольные смолы, эпоксидные смолы, меламиновые смолы, мочевинные смолы, смолы на основе ненасыщенных сложных полиэфиров, алкидные смолы, полиуретаны, термоотверждаемые полиимиды и цианатные смолы. Среди них, более предпочтительными являются эпоксидные смолы и смолы на основе ненасыщенных сложных полиэфиров. Является предпочтительным, чтобы толщина слоя адгезива составляла от 0,001 до 0,5 мм. Причина этого заключается в том, что получается достаточное адгезивное воздействие в этом диапазоне с той целью, чтобы сделать адгезивность между металлической фольгой и листом из смолы благоприятной. Кроме того, способ формирования слоя адгезива также не является как-либо ограниченным постольку, поскольку он представляет собой публично известный способ, который используется промышленно. Его примеры включают способ, при котором слой адгезива формируется посредством способа нанесения покрытия или чего-либо подобного, с нанесением смолы, растворенной или диспергированной в растворителе, с использованием стержневого устройства для нанесения покрытия, рифленого валика, фильеры или чего-либо подобного, и способа, при котором смола соответствующим образом нагревается и плавится для смешивания с использованием валиков, смесителя или другого способа замешивания, а затем слой адгезива формируется с помощью способа с использованием валиков, способа нанесения покрытия поливом или чего-либо подобного. Кроме того, проблем не возникает, когда коммерчески доступный продукт полученный посредством нанесения в виде покрытия на металлическую фольгу слоя адгезива, используется в качестве металлической фольги, которая используется по второму настоящему варианту осуществления.
[0080]
В способе резания с использованием прокладочного листа для резания по второму настоящему варианту осуществления, примеры способа приведения в плотный контакт прокладочного листа для резания и металла в качестве заготовки друг с другом включают, но не являются как-либо этим ограниченными, способ, при котором прокладочный лист для резания и металл в качестве заготовки физически фиксируются с помощью зажима или сборочного приспособления, и способ использования прокладочного листа для резания, в котором слой (липкий слой) соединения, имеющего липкость, формируется на поверхности листа из смолы или на металлической фольге, которая вступает в контакт с металлом в качестве заготовки. В дополнение к этому, слой соединения, имеющего липкость, слой, используемый для фиксирования металла в качестве заготовки и прокладочного листа для резания определяется как липкий слой по настоящему изобретению. Является предпочтительным использование, среди прочего, прокладочного листа для резания, в котором формируется липкий слой на поверхности листа из смолы или металлической фольги, который вступает в контакт с металлом в качестве заготовки, поскольку фиксирование с помощью сборочного приспособления или чего-либо подобного не является необходимой. Соответственно, является предпочтительным, чтобы прокладочный лист для резания по второму настоящему варианту осуществления представлял собой прокладочный лист для резания, в котором липкий слой формируется на поверхности листа из смолы или металлической фольги, которая вступает в контакт с металлом в качестве заготовки. Компонент липкого слоя не является как-либо ограниченным, и можно использовать, например, термопластичные смолы и термоотверждаемые смолы. Кроме того, можно использовать вместе термопластичную смолу и термоотверждаемую смолу. Предпочтительные термопластичные смолы включают смолы на основе уретана, смолы на основе акрила, смолы на основе винилацетата, смолы на основе винилхлорида, смолы на основе сложного полиэфира, и их сополимеры. Предпочтительные термоотверждаемые смолы включают фенольные смолы, эпоксидные смолы, меламиновые смолы, мочевинные смолы, смолы на основе ненасыщенных сложных полиэфиров, алкидные смолы, полиуретаны, термоотверждаемые полиимиды и цианатные смолы. Среди них, липкие агенты на основе акрила являются более предпочтительными, поскольку липкие агенты на основе акрила имеют свойства, с помощью которых возможно легкое склеивание при нормальной температуре без остатков клея на металле в качестве заготовки. Кроме того, среди липких агентов на основе акрила, акриловые липкие агенты типа растворителя и липкие агенты типа акриловой эмульсии (на водной основе) являются особенно предпочтительными. В настоящем документе, липкий агент на основе акрила по настоящему изобретению обозначает композицию, содержащую сложный эфир полиметакриловой кислоты и усилитель клейкости в качестве главных компонентов, если конкретно не указано иного. Кроме того, агент для предотвращения деградации, такой как антиоксидант, и неорганический наполнитель, такой как карбонат кальция, тальк и диоксид кремния, могут добавляться по необходимости к компонентам липкого слоя.
[0081]
Способ формирования липкого слоя на поверхности прокладочного листа для резания не является как-либо ограниченным постольку, поскольку он представляет собой публично известный способ, который используется промышленно. Их примеры включают способ, при котором липкий слой формируется с помощью способа с использованием валиков, способа нанесения покрытия поливом, способа струйного распыления или чего-либо подобного, способ, при котором липкий слой формируется с использованием валиков или экструдера с Т-образной фильерой, или чего-либо подобного, и так далее. Толщина липкого слоя не является как-либо ограниченной, и оптимальная толщина может выбираться соответствующим образом с учетом кривизны металла и строения листа из смолы и прокладочного листа для резания.
[0082]
Толщина каждого слоя, такого как слой листа из смолы, металлическая фольга, слой адгезива или липкий слой, который составляет прокладочный лист для резания по второму настоящему варианту осуществления, измеряется следующим образом. Прежде всего, прокладочный лист для резания разрезается в направлении перпендикулярном прокладочному листу для резания, с использованием шлифовального устройства для получения поперечных сечений (CROSS-SECTION POLISHER SM-09010, производится JEOL Ltd. DATUM) или ультрамикротома (EM UC7, производится Leica Microsystems Co., Ltd.). Затем сечение отреза наблюдается с направления перпендикулярного сечению отреза с использованием SEM (сканирующего электронного микроскопа VE-7800, производится KEYENCE CORPORATION) для измерения толщины каждого слоя, который составляет прокладочный лист для резания. При измерении толщины, измеряется толщина в 5 точках на 1 поле зрения, и среднее значение определяется как толщина каждого слоя.
[0083]
Объект резания, для которого можно использовать прокладочный лист для резания по второму настоящему варианту осуществления, не ограничивается только металлом, но может представлять собой материал, в котором металл и армированный волокном композитный материал накладываются друг на друга таким образом, что они находятся в контакте друг с другом. Прокладочный лист для резания по второму настоящему варианту осуществления может также применяться, например, для высверливания, при котором металл и армированный волокном композитный материал, такой как CFRP, сверлятся насквозь вместе в материале, в котором металл и армированный волокном композитный материал накладываются друг на друга таким образом, что они находятся в контакте друг с другом. Аспект наложения друг на друга не является как-либо ограниченным. Конкретные аспекты включают способ, при котором металл и армированный волокном композитный материал накладываются друг на друга с помощью сборочного приспособления и фиксируются, способ, при котором металл и армированный волокном композитный материал накладываются друг на друга через слой адгезива и фиксируются, и так далее. В целом известно, что оптимальные условия высверливания, например, в титановом сплаве и в CFRP сильно различаются. В случае, когда осуществляется, например, сверление низкоскоростное вращение и высокая скорость подачи соответствуют высверливанию титанового сплава, поскольку подавляется повышение температуры сверла и подавляется износ головки сверла. Такие условия высверливания требуются, в частности, для сверла с алмазным покрытием, которое чувствительно к нагреву. С другой стороны, высокоскоростное вращение и низкая скорость подачи соответствуют высверливанию CFRP. Перед лицом таких противоположных условий высверливания, высверливание осуществляется в реальном месте обработки таким образом, что условия высверливания изменяются на границе титанового сплава и CFRP или же высверливание осуществляют, принимая средние условие и поддерживая одинаковые условия, которые приняты в течение всего высверливания. Кроме того, способ, при котором обработка осуществляется в то время, когда смазочно-охлаждающее масло льется во время сверления титанового сплава для использования в самолетах, также принимается для цели предотвращения повышения температуры. В такой ситуации, в особенности, в случае, когда композитный материал с углеродными волокнами, такой как CFRP, полученный с помощью: ламинирования одного или двух или более препрегов, полученных посредством импрегнирования смолы матрицы в углеродное волокно; а затем осуществления горячего формования или горячего формования под давлением, обрабатывают с помощью сверла, в котором происходит износ, возникает тенденция появления расслоения между ламинированными препрегами, поскольку резание осуществляется в таком состоянии, когда углеродное волокно сжимается и режется, и в результате, имеется тот недостаток, что возникает тенденция появления распушивания углеродного волокна на выходной части, куда проникает сверло. Однако при использовании прокладочного листа для резания по второму настоящему варианту осуществления, износ сверла во время, например, резания металла, например, подавляется, и при этом имеется воздействие сильного облегчения ограничений при резании композитного материала с углеродным волокном, что имеет тенденцию оказания влияния на качество произведенных отверстий из-за износа сверла.
[0084]
В способе резания с использованием прокладочного листа для резания по второму настоящему варианту осуществления, является предпочтительным осуществлять резание, располагая прокладочный лист для резания по второму настоящему варианту осуществления на стороне вхождения режущего инструмента во время резания. В случае, когда используют прокладочный лист для резания, содержащий лист из смолы, когда осуществляют резание, предпочтительным является осуществление резания со стороны листа из смолы прокладочного листа для резания, располагая прокладочный лист для резания на крайней снаружи поверхности резания таким образом, что сторона листа из смолы прокладочного листа для резания становится стороной вхождения режущего инструмента. Кроме того, при высверливании металла и армированного волокном композитного материала вместе, предпочтительным является осуществление резания со стороны листа из смолы прокладочного листа для резания, располагая прокладочный лист для резания на крайней снаружи поверхности в состоянии, когда металл и армированный волокном композитный материал накладываются друг на друга таким образом, что сторона листа из смолы прокладочного листа для резания становится стороной вхождения режущего инструмента. С другой стороны, в случае, когда используют прокладочный лист для резания, имеющий металлическую фольгу по меньшей мере на одной стороне листа из смолы, предпочтительным является осуществление резания с крайней снаружи поверхности прокладочного листа для резания, располагая прокладочный лист для резания таким образом, что сторона металлической фольги прокладочного листа для резания находится в контакте с поверхностью резания. Кроме того, при высверливании металла и армированного волокном композитного материал вместе, предпочтительным является осуществление резания с крайней снаружи поверхности прокладочного листа для резания, располагая прокладочный лист для резания таким образом, что сторона металлической фольги прокладочного листа для резания находится в контакте с крайней снаружи поверхностью в состоянии, где металл и армированный волокном композитный материал накладываются друг на друга. Кроме того, когда осуществляется резание армированного волокном композитного материала и/или металла, является особенно предпочтительным осуществление резания при охлаждении части, которую режут, и/или режущего инструмента с использованием газа.
[0085]
Авторы настоящего изобретения рассмотрели воздействие использования прокладочного листа для резания, содержащего лист из смолы, например, при высверливании с использованием сверла, следующим образом. Авторы настоящего изобретения считают, что при использовании прокладочного листа для резания, содержащего лист из смолы, смазывающие свойства между поверхностью сверла, включая поверхность бороздок сверла, и внутренним пространством произведенного отверстия улучшаются, высвобождение труднообрабатываемых резанием частиц в труднообрабатываемом резанием металле, который режется с помощью головки сверла, делается простым и степень перетирания с помощью головки сверла можно уменьшить, и по этой причине, в результате всего этого, износ головки сверла уменьшается. То есть, так сказать, происходит абразивный износ, когда труднообрабатываемые резанием частицы и головка сверла трутся, и по этой причине уменьшение абразивного износа приводит к уменьшению износа головки сверла. В дополнение к этому этот принцип действия может применяться к режущим инструментам в целом. По этой причине второй настоящий вариант осуществления демонстрирует замечательное воздействие, в частности, при резании высокопрочного металла для использования в самолетах или чего-либо подобного. Причина этого заключается в том, что имеется та тенденция, что металлы для использования в самолетах или что-либо подобное содержат металл, имеющий более высокую твердость, для цели повышения прочности, и при резании такого металла, прокладочный лист для резания по второму настоящему варианту осуществления, который вносит вклад в уменьшение износа режущих инструментов, становится эффективным решением, которое не было никогда получено до сих пор.
[0086]
Третий настоящий вариант осуществления представляет собой способ резания, предназначенный для резания армированного волокном композитного материала и/или металла с использованием указанного выше прокладочного листа для резания.
В третьем настоящем варианте осуществления является предпочтительным осуществление резания при охлаждении части, которую режут, и/или режущего инструмента с использованием газа при резании армированного волокном композитного материала и/или металла.
[0087]
В третьем настоящем варианте осуществления металл в качестве объекта резания не является как-либо ограниченным постольку, поскольку он представляет собой металл, который, как правило, используется в качестве конструкционного материала. Примеры такого металла включают, но не являются как-либо этим ограниченными, металлические материалы, используемые в качестве материала для конструкции корпуса машины самолета. Среди них высокопрочные металлы, такие как алюминиевые сплавы, магниевые сплавы, титановые сплавы, низкоуглеродистая сталь, нержавеющая сталь и термостойкие сплавы, являются предпочтительными в качестве металла, который представляет собой объект резания, к которому можно применять способ резания по третьему настоящему варианту осуществления. Причина этого заключается в том, что степень повышения температуры из-за теплоты трения во время резания является большей, когда металл имеет более высокую прочность, по этой причине имеется тенденция к увеличению количества генерируемых задиров, и способ резания по третьему настоящему варианту осуществления является эффективным. Металл, который представляет собой объект резания, может использоваться сам по себе или в сочетании из двух или более металлов. Кроме того, среди металлов титановые сплавы являются более предпочтительными в качестве металла, который представляет собой объект резания, к которому можно применять способ резания по третьему настоящему варианту осуществления. Кроме того, среди титановых сплавов, Ti-6Al-4V, состоящий из титана, алюминия и ванадия и имеющий более высокую прочность, является особенно предпочтительным. Титановый сплав имеет предел прочности при растяжении в 2 раза выше, чем алюминиевый сплав и представляет собой материал превосходный по коррозионной стойкости и теплостойкости, однако титановый сплав имеет высокую твердость и, кроме того, низкую теплопроводность, и по этой причине он имеет ту характеристику, что имеется тенденция к появлению исключительно большого количества генерируемых задиров, вызываемых повышением температуры, из-за теплоты трения. Таким образом, к режущим инструментам прикладывается большая нагрузка при высверливании титановых сплавов в обычных технологиях, и по этой причине является необходимым улучшение условий обработки, формы режущих инструментов, и так далее, однако, в способе резания по третьему настоящему варианту осуществления, резание может осуществляться без разработки условий обработки и форм режущих инструментов.
[0088]
Объект резания, к которому можно применять способ резания по третьему настоящему варианту осуществления, не ограничивается только металлом, но объект резания может представлять собой армированный волокном композитный материал, материал, в котором металл и армированный волокном композитный материал объединяются, и материал, в котором металл и армированный волокном композитный материал накладываются друг на друга таким образом, что они находятся в контакте друг с другом. Способ резания по третьему настоящему варианту осуществления можно также применять, например, при высверливании, при котором металл и композитный материал с углеродными волокнами, такой как CFRP, сверлятся насквозь вместе, в материале, в котором металл и армированный волокном композитный материал накладываются друг на друга таким образом, что они находятся в контакте друг с другом. Аспект наложения друг поверх друга не является как-либо ограниченным. Конкретные примеры включают способ, в котором металл и армированный волокном композитный материал накладываются друг на друга с помощью сборочного приспособления и фиксируются, способ, при котором металл и армированный волокном композитный материал накладываются друг на друга с помощью слоя адгезива и фиксируются, и другие способы. Является известным, что оптимальные условия высверливания, например, в CFRP и в титановом сплаве, сильно различаются. В случае, когда осуществляется, например, сверление низкоскоростное вращение и высокая скорость подачи соответствуют высверливанию титанового сплава, поскольку подавляется повышение температуры сверла и подавляется износ головки сверла. Такие условия высверливания требуются, в частности, для сверла с алмазным покрытием, которое чувствительно к нагреву. С другой стороны, высокоскоростное вращение и низкая скорость подачи соответствуют высверливанию CFRP. Перед лицом таких противоположных условий высверливания, высверливание осуществляется в реальном месте обработки таким образом, что условия высверливания изменяются на границе титанового сплава и CFRP, или высверливание осуществляется, принимая средние условия и поддерживая одинаковые условия, которые приняты в течение всего высверливания. Кроме того, способ, при котором обработка осуществляется, в то время как смазочно-охлаждающее масло выливают во время высверливания титанового сплава для использования в самолетах, также принимается для цели предотвращения повышения температуры. В такой ситуации, в частности, в случае, когда композитный материал с углеродными волокнами, такой как CFRP, полученный посредством: ламинирования одного или двух или более препрегов, полученных посредством импрегнирования смолы матрицы в углеродные волокна; а затем осуществления горячего формования или горячего формования под давлением, обрабатывается с помощью сверла, в котором происходит износ, возникает тенденция к появлению расслоения между ламинированными препрегами, поскольку резание осуществляется в таком состоянии, когда углеродные волокна сжимаются и режутся и, в результате, имеется тот недостаток, что появляется тенденция к возникновению распушивания углеродного волокна в выходной части, куда проникает сверло. Однако при использовании способа резания по третьему настоящему варианту осуществления, повышение температуры части, которую режут, и/или режущего инструмента во время резания металла уменьшается, и по этой причине, уменьшается количество задиров, образующихся из металла, Кроме того подавляется износ сверла, и при этом имеется воздействие сильного облегчения ограничений при резании композитного материала из углеродного волокна, который имеет тенденцию оказания влияния на качество произведенных отверстий, из-за износа сверла.
В способе резания по третьему настоящему варианту осуществления является предпочтительным, чтобы объект, который необходимо резать, представлял собой материал, в котором металл и армированный волокном композитный материал накладываются друг на друга таким образом, что они находятся в контакте друг с другом, и чтобы резание осуществлялось, располагая армированный волокном композитный материал с тем, чтобы он находился на стороне, более близкой к стороне вхождения режущего инструмента, чем металл. В таком случае воздействие способа резания по третьему настоящему варианту осуществления проявляется более заметно.
[0089]
Примеры вида резания, к которому можно применять способ резания по третьему настоящему варианту осуществления, включают, но не являются как-либо этим ограниченными, высверливание для формирования сквозного отверстия или несквозного отверстия, механическую обработку, резку и так далее. Кроме того, примеры видов режущих инструментов, которые можно использовать при резании, включают, но не являются как-либо этим ограниченными, сверло, фасонную фрезу, фрезерный резец, концевую фрезу, боковую фрезу и так далее. Кроме того, эти режущие инструменты могут представлять собой режущий инструмент, имеющий общее качество материала, или специальный режущий инструмент, на котором формируется пленка покрытия, такая как пленка титанового, алмазного или алмазоподобного углеродного покрытия на режущей кромке головки режущего инструмента, для цели повышения твердости и подавления износа. Причина этого заключается в том, что при любом из видов обработки с использованием режущего инструмента, имеющего общее качество материала, и обработки с использованием специального режущего инструмента, в котором пленка покрытия, такая как пленка титанового, алмазного или алмазоподобного углеродного покрытия, формируется на режущей кромке головки режущего инструмента, способ резания по третьему настоящему варианту осуществления имеет воздействие уменьшения количества задиров посредством обработки с использованием охлаждения газом в случае, когда резание армированного волокном композитного материала и/или металла осуществляют при охлаждении части, которую режут, и/или режущего инструмента с использованием газа.
[0090]
Сверло, которое можно использовать для высверливания, при котором используется способ резания по третьему настоящему варианту осуществления, не является как-либо ограниченным относительно диаметра, качества материала и формы сверла, и того, существует ли покрытие поверхности или нет, постольку, поскольку это сверло, которое используют для целей общего назначения. Например, является предпочтительным, чтобы диаметр сверла составлял φ1 мм или больше и φ10 мм или меньше. Например, является предпочтительным, чтобы диаметр сверла составлял φ1 мм или больше и φ10 мм или меньше, и диаметр φ2 мм или больше и φ7 мм или меньше, который часто используют при высверливании основных материалов для использования в самолетах, является более предпочтительным. Кроме того, является предпочтительным, чтобы качественно материал сверла представлял собой цементированный карбид, полученный посредством спекания порошка твердого карбида металла. Примеры такого цементированного карбида включают, но не являются как-либо этим ограниченными, металл, полученный посредством смешивания и спекания карбида вольфрама и кобальта в качестве связующего. Карбид титана, карбид тантала или что-либо подобное иногда добавляют к такому цементированному карбиду для цели дополнительного улучшения свойств материала в соответствии с предполагаемым использованием. С другой стороны, форма сверла может соответствующим образом выбираться с учетом условий высверливания, вида и формы заготовки, и так далее. Форма сверла не является как-либо ограниченной, и факторы для определения формы сверла включают угол наклона сверла, угол закручивания бороздок, количество режущих кромок и так далее. Покрытие поверхности сверла может соответствующим образом выбираться с учетом условий высверливания, вида и формы заготовки, и так далее. Предпочтительные виды покрытия поверхности включают алмазное покрытие, алмазоподобное покрытие, керамическое покрытие и так далее.
[0091]
В способе резания по третьему настоящему варианту осуществления случай, когда резание армированного волокном композитного материала и/или металл осуществляют при охлаждении части, которую режут, и/или режущего инструмента с использованием газа, будет поясняться подробно ниже. В третьем настоящем варианте осуществления способ охлаждения части, которую режут, и/или режущего инструмента с использованием газа не является как-либо ограниченным постольку, поскольку он представляет собой способ, с помощью которого газ подается к части, которую режут, и/или к режущему инструменту. Например, способ, при котором сжатый газ подается к части, которую режут, и/или к режущему инструменту и способ, в котором газ подается к части, которую режут, и/или к режущему инструменту из окружающей среды, посредством отсоса газа вокруг части, которую режут, и/или режущего инструмента, можно использовать в способе резания по третьему настоящему варианту осуществления. Среди них способ, при котором сжатый газ подается к части, которую режут, и/или к режущему инструменту, является простым и пригодным для использования.
[0092]
Кроме того, устройство для подачи газа к части, которую режут, и/или к режущему инструменту также не является как-либо ограниченной. Примеры устройства для подачи сжатого газа к части, которую режут, и/или к режущему инструменту включают, в качестве предпочтительных устройств, вентилятор, который представляет собой воздуходувную машину, которая повышает давление до отношения сжатия меньше чем 1,1, воздуходувку, которая представляет собой воздуходувную машину, которая повышает давление до отношения сжатия 1,1 или больше и меньше чем 2,0, и компрессор, который представляет собой компрессионную машину, которая повышает давление до отношения сжатия 2,0 или больше. Среди них компрессор является особенно предпочтительным, поскольку компрессор может подавать газ, имеющий стабильную температуру, при стабильном количестве. То есть, так сказать, предпочтительный способ охлаждения части, которую режут, и/или режущего инструмента с использованием газа в третьем настоящем варианте осуществления представляет собой способ подачи газа к части, которую режут, и/или к режущему инструменту с использованием вентилятора, воздуходувки или компрессора. Среди них способ для подачи газа к части, которую режут, и/или к режущему инструменту с использованием компрессора является особенно предпочтительным.
[0093]
Устройство для отсоса газа вокруг части, которую режут, и/или режущего инструмента не является как-либо ограниченным, и оно может использоваться для способа резания по третьему настоящему варианту осуществления постольку, поскольку оно представляет собой устройство для создания разрежения, которое используется промышленно.
[0094]
В способе резания по третьему настоящему варианту осуществления способ, с помощью которого газ, имеющий заданную температуру, при заданном количестве газа может стабильно подаваться к части, которую режут, и/или к режущему инструменту, является предпочтительным, как описано выше, однако, при подаче газа является особенно предпочтительным подавать газ локально к части, которую режут, и/или к режущему инструменту. Примеры такого способа включают, но не являются как-либо этим ограниченными, способ подачи газа локально к части, которую режут, и/или к режущему инструменту, при котором устанавливается сопло на выходе для газа устройства для подачи газа. В этом случае предпочтительным является, чтобы площадь поперечного сечения кончика сопла составляла от 7 мм2 до 2000 мм2, более предпочтительно, от 20 мм2 до 1000 мм2, особенно предпочтительно, от 20 мм2 до 600 мм2. В случае, когда площадь поперечного сечения кончика сопла составляет 7 мм2 или больше, количество газа, которое может подаваться, является достаточным, или соответствующий диапазон может охлаждаться с помощью газа, и по этой причине охлаждающее воздействие по третьему настоящему варианту осуществления может осуществляться полностью. С другой стороны, в случае, когда площадь поперечного сечения кончика сопла составляет 2000 мм2 или меньше, диапазон, который может охлаждаться с помощью газа, не станет слишком широким, по этой причине становится возможным локальное охлаждение, и охлаждающее воздействие по третьему настоящему варианту осуществления может осуществляться полностью. В дополнение к этому, выход для газа устройства для подачи газа по настоящему варианту осуществления содержит не только выход для газа главного корпуса устройства, но также и выход для газа трубопровода, и шланги, расположенные вокруг части, которую режут,
[0095]
В третьем настоящем варианте осуществления расстояние между выходом для газа устройства для подачи газа и частью, которую режут, и/или режущим инструментом при подаче газа к части, которую режут, и/или к режущему инструменту не является как-либо ограниченным, однако предпочтительным является, чтобы расстояние составляло от 100 мм до 500 мм, еще более предпочтительно, от 150 мм до 500 мм, особенно предпочтительно, от 200 мм до 400 мм. Когда расстояние между выходом для газа устройства для подачи газа и частью, которую режут, и/или режущим инструментом составляет 100 мм или больше, в случае, когда осуществляют, например, сверление, риск того, что стружки при резании, генерируемые во время сверления, вступят в контакт с выходом для газа устройства для подачи газа, может уменьшиться. С другой стороны, когда расстояние между выходом для газа устройства для подачи газа и частью, которую режут, и/или режущим инструментом составляет 500 мм или меньше, становится возможным локальное охлаждение, и охлаждающее воздействие по третьему настоящему варианту осуществления может осуществляться полностью.
[0096]
В третьем настоящем варианте осуществления, вид газа, который подается к части, которую режут, и/или к режущему инструменту, не является как-либо ограниченным, и можно использовать, например, воздух, азот, инертные газы, и так далее. Среди них воздух является предпочтительным, поскольку это является практичным.
[0097]
В третьем настоящем варианте осуществления температура газа, который подается к части, которую режут, и/или к режущему инструменту, не является как-либо ограниченной, однако предпочтительным является, чтобы температура газа составляла 30°C или ниже, более предпочтительно, от -50 до 30°C, еще более предпочтительно, от -15 до 25°C. В случае, когда температура газа составляет 30°C или ниже, демонстрируется воздействие уменьшения повышения температуры части, которую режут, и/или режущего инструмента во время резания, и воздействие по третьему настоящему варианту осуществления может осуществляться полностью. С другой стороны, когда температура газа составляет -50°C или выше, может быть подавлено появление конденсации росы на поверхности заготовки или на режущем инструменте из-за экстремального охлаждения, и может быть подавлено окисление заготовки.
[0098]
В третьем настоящем варианте осуществления количество газа, которое подается к части, которую режут, и/или к режущему инструменту, не является как-либо ограниченным, однако является предпочтительным, чтобы количество газа составляло от 5 до 300 л/мин, более предпочтительно, от 50 до 250 л/мин, еще более предпочтительно, от 80 до 200 л/мин. В случае, когда количество газа составляет 5 л/мин или больше, демонстрируется воздействие уменьшения повышения температуры части, которую режут, и/или режущего инструмента во время резания, и воздействие по третьему настоящему варианту осуществления может осуществляться полностью. С другой стороны, когда количество газа составляет 300 л/мин или меньше, является сложным появление сопротивления подаче газа, по этой причине, в случае, например, сверления, может подавляться понижение центростремительных свойств сверла, и становится простым правильное сверление.
[0099]
В третьем настоящем варианте осуществления содержание влажности, содержащейся в газе, подаваемом к части, которую режут, и/или к режущему инструменту, не является как-либо ограниченным, однако является предпочтительным, чтобы содержание влажности составляло 20 г/м3 или меньше, еще более предпочтительно, 15 г/м3, особенно предпочтительно, 10 г/м3 или меньше. Нижний предел количества влажности, содержащейся в газе, не является как-либо ограниченным, однако нижний предел составляет, например, 0,5 г/м3. Когда количество влажности, содержащейся в подаваемом газе, составляет 20 г/м3 или меньше, остаточное количество влажности вокруг произведенных отверстий заготовки после резания может быть уменьшено, и, следовательно, может подавляться окисление или деградация заготовки с улучшением качества произведенных отверстий.
[0100]
В третьем настоящем варианте осуществления способ измерения количества влажности, содержащейся в газе, подаваемом к части, которую режут, и/или к режущему инструменту, не является как-либо ограниченным, постольку, поскольку он представляет собой общий способ измерения. Конкретные способы измерения включают способ, в котором температура и относительная влажность газа определяются с использованием гигрометра, и точки росы (количество влажности) в газе измеряется с использованием измерителя точки росы, и другие способы.
[0101]
В третьем настоящем варианте осуществления содержание влаги, содержащейся в газе, подаваемом к части, которую режут, и/или к режущему инструменту, не является как-либо ограниченным, однако является предпочтительным, чтобы содержание масла составляло 10 мг/м3 или меньше, еще более предпочтительно, 8 мг/м3 или меньше, особенно предпочтительно, 5 мг/м3 или меньше. Когда содержание влаги, содержащейся в подаваемом газе, составляет 10 мг/м3 или меньше, остаточное количество масла вокруг произведенного отверстия заготовки после резания может уменьшаться, и по этой причине процесс очистки становится ненужным. Кроме того, даже в случае, когда очистку не осуществляют, может подавляться эрозия заготовки из-за присутствия масла с улучшением качества произведенных отверстий.
[0102]
В третьем настоящем варианте осуществления способ измерения содержания влаги, содержащейся в газе, подаваемом к части, которую режут, и/или к режущему инструменту, не является как-либо ограниченным, постольку, поскольку он представляет собой общий способ измерения. Конкретные примеры включают способ, при котором количество мелкодисперсных частиц масла в газе измеряют с использованием счетчика частиц (счетчика мелкодисперсных частиц), способ, при котором измерение осуществляют с использованием детекторной трубки (содержание масла) для измерения качества газа (602SP, производится Komyo Rikagaku Kogyo K.K.), и другие способы.
[0103]
В третьем настоящем варианте осуществления направление подачи газа к части, которую режут, материала, который режут, и/или к режущему инструменту, не является как-либо ограниченным. В случае, когда осуществляют, например, сверление, газ может подаваться со стороны вхождения сверла к части, которую режут, и/или к режущему инструменту, или газ может подаваться со стороны выхода сверла к части, которую режут, и/или к режущему инструменту. Кроме того, когда часть, которую режут, находится на конечной части заготовки, газ может подаваться с поперечного направления заготовки. Среди них подача газа со стороны вхождения сверла, что дает возможность для непосредственного охлаждения части, которую режут, и/или режущего инструмента, является более предпочтительной, поскольку можно эффективно охлаждать окрестности части, которую режут.
[0104]
Как описано выше, в способе резания по третьему настоящему варианту осуществления является предпочтительным осуществление резания при охлаждении части, которую режут, и/или режущего инструмента с использованием газа. При осуществлении резания предпочтительным является осуществление резания с использованием при этом прокладочного листа для резания. Причина для этого заключается в том, что получается не только то воздействие, что количество задиров вокруг части, которую режут, может быть уменьшено, благодаря охлаждению газом, но получается также воздействие уменьшения нагрузки на сверло с подавлением износа сверла при использовании прокладочного листа для резания в случае, когда осуществляется, например, сверление. Ниже будет поясняться прокладочный лист для резания, который можно использовать соответствующим образом в способе резания по третьему настоящему варианту осуществления.
[0105]
Прокладочный лист для резания, который можно использовать в способе резания по третьему настоящему варианту осуществления, представляет собой указанный выше прокладочный лист для резания. Примеры в качестве предпочтительного прокладочного листа для резания включают прокладочный лист для резания, содержащий металлическую фольгу, прокладочный лист для резания, содержащий лист из смолы, и прокладочный лист для резания, содержащий металлическую фольгу и лист из смолы. Причина для этого заключается в том, что металлическая фольга имеет действие улучшения свойства угла проникновения наконечника инструмента, и в листе из смолы, композиция смолы в качестве составляющего компонента листа из смолы имеет действие улучшения смазывающих свойств. Среди описанных выше прокладочных листов для резания, прокладочный лист для резания, имеющий слоистую конструкцию, в которой металлическая фольга и лист из смолы ламинированы, является более предпочтительным с точки зрения улучшения свойств угла проникновения наконечника инструмента и улучшения смазывающих свойств.
[0106]
При резании прокладочный лист для резания может располагаться на стороне вхождения режущего инструмента и на стороне выхода режущего инструмента в материале, который режут, однако является более предпочтительным располагать прокладочный лист для резания на стороне вхождения режущего инструмента. В случае, когда используется прокладочный лист для резания, содержащий лист из смолы, когда осуществляется резание, это резание предпочтительно осуществлять со стороны листа из смолы прокладочного листа для резания, располагая прокладочный лист для резания на крайней снаружи поверхности резания таким образом, что сторона листа из смолы прокладочного листа для резания становится стороной вхождения режущего инструмента. Кроме того, в случае, когда используется прокладочный лист для резания, содержащий металлическую фольгу, предпочтительно осуществлять резание со стороны металлической фольги прокладочного листа для резания, располагая прокладочный лист для резания на крайней снаружи поверхности резания таким образом, что сторона металлической фольги прокладочного листа для резания становится стороной вхождения режущего инструмента. Кроме того, при высверливании металла и армированного волокном композитного материала вместе, предпочтительно осуществлять резание со стороны листа из смолы прокладочного листа для резания, располагая прокладочный лист для резания на крайней снаружи поверхности в состоянии, где металл и армированный волокном композитный материал накладываются друг на друга таким образом, что сторона листа из смолы прокладочного листа для резания становится стороной вхождения режущего инструмента. С другой стороны, в случае, когда используется прокладочный лист для резания, имеющий металлическую фольгу по меньшей мере на одной стороне листа из смолы, предпочтительно осуществлять резание с крайней снаружи поверхности прокладочного листа для резания, располагая прокладочный лист для резания таким образом, что сторона металлической фольги прокладочного листа для резания находится в контакте с поверхностью резания. Кроме того, при высверливании металла и армированного волокном композитного материала вместе, предпочтительно осуществлять резание с крайней снаружи поверхности прокладочного листа для резания, располагая прокладочный лист для резания таким образом, что сторона металлической фольги прокладочного листа для резания находится в контакте с крайней снаружи поверхностью в состоянии, где металл и армированный волокном композитный материал накладываются друг на друга.
[0107]
В способе резания с использованием прокладочного листа для резания по третьему настоящему варианту осуществления, примеры способа плотного контакта прокладочного листа для резания и заготовки (например металла) друг с другом включают, но не являются как-либо этим ограниченными, способ, при котором прокладочный лист для резания и заготовка (например металл) физически фиксируются с помощью зажима или сборочного приспособления, и способ использования прокладочного листа для резания, при котором слой (липкий слой) соединения, имеющего липкость, формируется на поверхности листа из смолы или металлической фольги, которая вступает в контакт с заготовкой (например металлом). В дополнение к этому, слой соединения имеющего липкость, слой, используемый для фиксирования заготовки (например металла), и прокладочный лист для резания определяются как липкий слой по настоящему изобретению. Является предпочтительным использовать, среди прочего, прокладочный лист для резания, в котором липкий слой формируется на поверхности листа из смолы или металлической фольги, которая вступает в контакт с заготовкой (например металлом) поскольку фиксирование с помощью сборочного приспособления или чего-либо подобного является ненужным. Соответственно, является предпочтительным, чтобы прокладочный лист для резания, используемый по третьему настоящему варианту осуществления, представляет собой прокладочный лист для резания, в котором липкий слой формируется на поверхности листа из смолы или металлической фольги, которая находится в контакте с заготовкой (например металлом). Компонент липкого слоя не является как-либо ограниченным, и можно использовать, например, термопластичные смолы и термоотверждаемые смолы. Кроме того, термопластичная смола и термоотверждаемая смола могут использоваться вместе. Предпочтительные термопластичные смолы включают смолы на основе уретан, смолы на основе акрила, смолы на основе винилацетата, смолы на основе винилхлорида, смолы на основе сложного полиэфира и их сополимеры. Предпочтительные термоотверждаемые смолы включают фенольные смолы, эпоксидные смолы, меламиновые смолы, мочевинные смолы, смолы на основе насыщенных сложных эфиров, алкидные смолы, полиуретаны, термоотверждаемые полиимиды и цианатные смолы. Среди них липкие агенты на основе акрила являются более предпочтительными, поскольку липкие агенты на основе акрила имеют свойства, с помощью которых возможно легкое склеивание при нормальной температуре без остатков клея на заготовке (например металле). Кроме того, среди липких агентов на основе акрила, акриловые липкие агенты типа растворителя и акриловые липкие агенты типа эмульсий (на водной основе) являются особенно предпочтительными. В настоящем документе липкий агент на основе акрила по настоящему изобретению обозначает композицию, содержащую сложный эфир полиметакриловой кислоты и усилитель клейкости в качестве главных компонентов, если конкретно не указано иного. Кроме того, агент для предотвращения деградации, такой как антиоксидант, и неорганический наполнитель, такой как карбонат кальция, тальк и диоксид кремния, могут добавляться по необходимости к компоненту липкого слоя.
[0108]
Способ формирования липкого слоя на поверхности прокладочного листа для резания не является как-либо ограниченным постольку, поскольку он представляет собой публично известный способ, который используется промышленно. Их примеры включают способ, при котором липкий слой формируется с помощью способа с использованием валиков, способа нанесения покрытия поливом, способа струйного распыления или чего-либо подобного, способа, при котором липкий слой формируется с использованием валиков или экструдера с Т-образной фильерой, или чего-либо подобного, и другие способы. Толщина липкого слоя не является как-либо ограниченной, и оптимальная толщина может выбираться соответствующим образом с учетом кривизны заготовки (например металла) и строения листа из смолы и прокладочного листа для резания.
[0109]
Ниже будет рассматриваться прокладочный лист для резания, который является пригодным в способе резания по третьему настоящему варианту осуществления, и способ изготовления прокладочного листа для резания.
[0110]
Прокладочный лист для резания, содержащий металлическую фольгу
В третьем настоящем варианте осуществления толщина металлической фольги, которую можно использовать в прокладочном листе для резания, содержащем металлическую фольгу, не является как-либо ограниченным, однако является предпочтительным, чтобы толщина металлической фольги составляла от 0,05 до 0,5 мм, более предпочтительно, от 0,05 до 0,3 мм. Когда толщина металлической фольги составляет 0,05 мм или больше, свойства при манипуляциях во время изготовления прокладочного листа для резания или сверления улучшаются. С другой стороны, когда толщина металлической фольги составляет 0,5 мм или меньше, становится легким высвобождение стружки при резании, генерируемой во время резания.
[0111]
В третьем настоящем варианте осуществления вид металлической фольги, которая может использоваться в прокладочном листе для резания, содержащем металлическую фольгу, не является как-либо ограниченным, однако предпочтительной является алюминиевая фольга. Причина заключается в том, что в случае, когда в качестве металлической фольги используется алюминиевая фольга, эта алюминиевая фольга имеет умеренную мягкость по сравнению с заготовкой, по этой причине в случае, когда осуществляется, например, сверление, имеется воздействие подавления биений сердцевины сверла, когда вращающееся сверло проникает в алюминиевую фольгу, и в результате этого можно просверлить насквозь отверстие, положение которого является правильным по отношению к установленным координатам. Кроме того, посредством подавления биений сердцевины вращающегося сверла, расстояние перемещения сверла и площадь контакта с заготовкой становятся малыми, и по этой причине имеется также воздействие уменьшения износа сверла.
[0112]
Чистота алюминия в случае, когда в качестве металлической фольги используется алюминиевая фольга, не является как-либо ограниченной, однако является предпочтительным, чтобы алюминий имел чистоту 95% или больше. Причина заключается в том, что, в случае, когда осуществляется, например, сверление, разрушение, локальный износ или что-либо подобное сверла, вызываемое примесями, содержащимися в алюминиевой фольге, может быть уменьшено при использовании алюминиевой фольги высокой чистоты в качестве металлической фольги, тем самым делая возможным уменьшение нагрузки на сверло при резании. Примеры такой алюминиевой фольги включают марки, но не являются как-либо этим ограниченными, 5052, 3004, 3003, 1N30, 1N99, 1050, 1070, 1085, 1100, 8021 и так далее, указанные в JIS-H4160.
[0113]
В третьем настоящем варианте осуществления способ изготовления прокладочного листа для резания, содержащего металлическую фольгу, не является как-либо ограниченным, и можно использовать способ изготовления металлической фольги.
[0114]
Прокладочный лист для резания, содержащий лист из смолы
Примеры способа получения прокладочного листа для резания, который можно соответствующим образом использовать в третьем настоящем варианте осуществления и который содержит лист из смолы, включают, но не ограничиваясь этим, способ изготовления прокладочного листа для резания, содержащего лист из смолы, при котором композиция смолы соответствующим образом плавится для перехода в жидкую форму, затем композиция смолы наносится на подложку, охлаждается и отверждается с формированием слоя композиции смолы, и затем подложка удаляется или высвобождается. Кроме того, примеры также включают способ изготовления прокладочного листа для резания, содержащего лист из смолы, в котором композиция смолы растворяется или диспергируется в растворителе для перехода в жидкую форму, затем композиция смолы наносится на подложку, сушится, охлаждается и отверждается с формированием слоя композиции смолы, и затем подложка удаляется или высвобождается. При изготовлении прокладочного листа для резания, подложка не является как-либо ограниченной, и можно использовать соответствующим образом металлическую фольгу или пленку, металлический валик и так далее. Способ формирования слоя композиции смолы в жидкой форме на подложке не является как-либо ограниченным постольку, поскольку он представляет собой публично известный способ, который используется промышленно. Его примеры включают способ, в котором слой композиции смолы формируется на подложке посредством способа нанесения покрытия или чего-либо подобного с нанесением композиции смолы, растворенной или диспергированной в растворителе, с использованием стержневого устройства для нанесения покрытия, рифленого валика, фильеры или чего-либо подобного, и способ, при котором композиция смолы соответствующим образом нагревается и плавится для смешивания с использованием валиков, смесителя или другого способа замешивания, а затем слой композиции смолы формируется на подложке с помощью способа с использованием валиков, способа нанесения покрытия поливом или чего-либо подобного. Кроме того, могут использоваться способы иные, чем описанные выше способы формирования слоя композиции смолы на подложке, способ или что-либо подобное, при котором композиция смолы соответствующим образом нагревается и плавится для смешивания с использованием валиков, смесителя или другого способа замешивания, и слой композиции смолы, имеющий желаемую толщину, формируется в виде листа из смолы с использованием валиков, экструдера с Т-образной фильерой или чего-либо подобного без использования подложки.
[0115]
Как рассмотрено выше, водорастворимые смолы и водонерастворимые смолы используются в качестве компонента композиций смолы, используемых для листа из смолы, содержащегося в прокладочном листе для резания, и также в прокладочном листе для резания, который можно использовать в способе резания по третьему настоящему варианту осуществления, водорастворимые смолы и водонерастворимые смолы можно использовать вместе в качестве компонента композиции смолы. Эти смолы играют роль в улучшении смазывающих свойств во время резания в качестве компонента, улучшающего смазывающие свойства, или они играют роль при улучшении технологичности в качестве компонента, формирующего лист из смолы. Среди этих смол водорастворимые смолы имеют воздействие улучшения свойств высвобождения стружки резания во время резания благодаря смазывающим свойствам смол. Кроме того, лист из смолы, содержащий водорастворимую смолу в качестве компонента композиции смолы, имеет умеренную твердость поверхности и по этой причине также имеет воздействие уменьшения нагрузки на режущие инструменты при обработке. Кроме того, можно легко удалять после резания компонент смолы, прилипший к произведенному отверстию. С другой стороны, лист из смолы с использованием водонерастворимой смолы в качестве компонента композиции смолы имеет более высокую твердость поверхности, чем лист из смолы с использованием водорастворимой смолы, и по этой причине в случае, когда осуществляют, например, сверление, и он имеет ту характеристику, что свойства угла проникновения сверла являются благоприятными и отверстия могут быть просверлены насквозь в положении, соответствующем конструкции. Кроме того, лист из смолы имеет высокую жесткость, и по этой причине является превосходным по свойствам при манипуляциях.
[0116]
В прокладочном листе для резания, содержащем лист из смолы, используемый по третьему настоящему варианту осуществления, категория предпочтительных водорастворимых смол в качестве компонента композиции смолы в листе из смолы представляет собой полимерное соединение, которое растворяется как 1 г или больше на 100 г воды при 25°C и 1 атм. Примеры такой водорастворимой смолы включают, но не являются как-либо этим ограниченными, полиэтиленоксиды, полиэтиленгликоли, полипропиленоксиды, водорастворимые уретаны, водорастворимые смолы на основе простых полиэфиров, водорастворимые сложные полиэфиры, полиакрилаты натрия, полиакриламиды, поливинилпирролидоны, поливиниловые спирты, полиалкиленгликоли, сложные эфиры полиалкиленгликолей, простые эфиры полиалкиленгликолей, полиглицерин моностеараты, сополимеры полиоксиэтилен/пропилен и их производные, и по меньшей мере одно из них может быть выбрано и использовано. Среди них полиэтиленоксиды, полиэтиленгликоли и водорастворимые смолы на основе простых полиэфиров являются более предпочтительными в качестве компонента композиции смолы.
[0117]
В прокладочном листе для резания, содержащем лист из смолы, используемый по третьему настоящему варианту осуществления, другая категория предпочтительных водорастворимых смол в качестве компонента композиции смолы листа из смолы представляет собой производное целлюлозы. В дополнение к этому "целлюлоза" в третьем настоящем варианте осуществления означает полимерное соединение, в котором большое количество β-глюкоз связано посредством гликозидной связи и в котором гидроксигруппы, связанные с атомом углерода в 2-положении, 3-положении и 6-положении глюкозного кольца целлюлозы, являются незамещенными. Кроме того, "гидроксигруппы, содержащиеся в целлюлозе" означают гидроксигруппы, которые связаны с атомом углерода в 2-положении, 3-положении и 6-положении в глюкозном кольце целлюлозы. Примеры производного целлюлозы включают гидроксиэтилцеллюлозу и карбоксиметилцеллюлозу. Гидроксиэтилцеллюлоза, в целом, представляет собой соединение, в котором по меньшей мере часть атомов водорода в гидроксигруппах, содержащихся в целлюлозе {H-(C6H10O5)n-OH}, замещена [-(CH2-CH2-O)m-H] (где n и m представляют собой целые числа 1 или больше), и она имеет растворимость в воде по меньшей мере 0,05 г/л при 25°C и 1 атм. Гидроксиэтилцеллюлоза синтезируется, например, посредством добавления этиленоксида к целлюлозе.
[0118]
С другой стороны, карбоксиметилцеллюлоза представляет собой соединение, в котором по меньшей мере часть атомов водорода в гидроксигруппах, содержащихся в целлюлозе {H-(C6H10O5)n-OH}, замещена карбоксиметильной группой [-CH2-COOH] (где n представляет собой целое число 1 или больше), и она имеет растворимость в воде по меньшей мере 0,05 г/л при 25°C и 1 атм. Кроме того, часть карбоксигрупп в карбоксиметильной группе может представлять собой соль натрия. Карбоксиметилцеллюлоза может быть получена, например, посредством добавления хлоруксусной кислоты к целлюлозе.
[0119]
В прокладочном листе для резания, содержащем лист из смолы, используемом по третьему настоящему варианту осуществления, водонерастворимая смола, которую можно использовать в качестве компонента композиции смолы листа из смолы, не является как-либо ограниченной. В третьем настоящем варианте осуществления водонерастворимая смола используется в качестве компонента, формирующего лист из смолы, компонента, улучшающего смазывающие свойства, или чего-либо подобного. Примеры предпочтительной водонерастворимой смолы, которая используется в качестве компонента, формирующего лист из смолы, включают, но не являются как-либо этим ограниченными, смолы на основе уретана, смолы на основе акрила, смолы на основе винилацетата, смолы на основе винилхлорида, смолы на основе сложных полиэфиров, их сополимеры, фенольные смолы, эпоксидные смолы, меламиновые смолы, мочевинные смолы, смолы на основе насыщенных сложных эфиров, алкидные смолы, полиуретаны, термоотверждаемые полиимиды, цианатные смолы, эпоксидные смолы, смолы на основе сложных полиэфиров. Кроме того, по меньшей мере одна из них может выбираться и использоваться в качестве компонента смолы. С другой стороны, примеры предпочтительной водонерастворимой смолы, которая используется в качестве компонента, улучшающего смазывающие свойства, включают соединения на основе амида, такие как модифицированные полиамиды, этилен бис-стеарамид, амид олеиновой кислоты, амид стеариновой кислоты и метилен бис-стеарамид; соединения на основе жирных кислот, такие как лауриновая кислота, стеариновая кислота, пальмитиновая кислота и олеиновая кислота; соединения на основе сложных эфиров жирных кислот, такие как бутилстеарат, бутилолеат и гликоль лаурат; соединения на основе алифатических углеводородов, такие как жидкий парафин и полиэтиленовый воск; высшие алифатические спирты, такие как олеиловый спирт; и смолы на основе полистирола, такие как гомополимеры стирола (GPPS), сополимеры стирол-бутадиен (HIPS) и сополимеры стирол-метакриловая кислота (например MS смолы).
По меньшей мере одно соединение из них может выбираться и использоваться в качестве компонента, улучшающего смазывающие свойства смазывающих свойств. Кроме того, в прокладочном листе для резания, который используется по третьему настоящему варианту осуществления, компонент, формирующий лист, и компонент, улучшающий смазывающие свойства, могут использоваться вместе.
[0120]
Толщина листа из смолы прокладочного листа для резания, содержащего лист из смолы, используемого по третьему настоящему варианту осуществления, выбирается соответствующим образом с учетом вида и толщины металла, который необходимо резать, вида режущих инструментов, используемых для резания, способа резания и диаметра сверла, используемого при высверливании, или чего-либо подобного. Толщина листа из смолы предпочтительно находится в пределах от 0,1 до 20 мм, более предпочтительно, в пределах от 0,2 до 10 мм, еще более предпочтительно, в пределах от 0,5 до 5 мм. Когда толщина листа из смолы составляет 0,1 мм или больше, получают существенное уменьшение напряжения при резании, и в случае, когда осуществляют, например, сверление, нагрузка на сверло становится малой, и вряд ли произойдет разрушение сверла. С другой стороны, когда толщина листа из смолы составляет 20 мм или меньше, уменьшается наматывание композиции смолы на сверло и снижается вероятность появления трещин или чего-либо подобного в листе из смолы в случае, когда осуществляется, например, сверление. В частности, в случае, когда при предполагаемом резании толщина листа из смолы находится в описанном выше диапазоне, может подавляться роль композиции смолы как связующего для порошкообразных опилок и может предотвращаться удерживание порошкообразных опилок в части, которую режут, и по этой причине может подавляться повышение температуры вокруг части, которую режут, и может подавляться сваривание объекта резания (например металла). То есть, так сказать, регулируя соответствующим образом строение листа из смолы, компонентов композиции смолы и толщину листа из смолы в соответствии с объектом резания и способом резания, можно оптимизировать смазывающие свойства и высвобождение порошкообразных опилок резания через полученные бороздки. Как описано выше, является предпочтительным контролировать общую толщину листа из смолы по третьему настоящему варианту осуществления, и можно также использовать тонкие листы из смолы таким образом, что множество тонких листов из смолы накладывается друг на друга.
[0121]
Лист из смолы в прокладочном листе для резания, содержащий лист из смолы, используемый по третьему настоящему варианту осуществления, может иметь конструкцию, конфигурированную из единственного слоя композиции смолы, или конструкцию, конфигурированную из множества слоев композиции смолы, однако является предпочтительным, чтобы лист из смолы содержал слоистую конструкцию, в которой ламинируются два или более слоев композиции смолы, по причинам, относящимся к свойствам и усовершенствованиям в рабочих характеристиках. Сочетание слоев композиции смолы в прокладочном листе для резания, используемом по третьему настоящему варианту осуществления, не является как-либо ограниченным, однако с точки зрения высокой точности обработки, большого рабочего ресурса стойкости и благоприятных свойств при манипуляциях является предпочтительным объединять соответствующим образом: слой композиции смолы, изготовленный из водорастворимой смолы, играющий роль при улучшении смазывающих свойств во время обработки, или водонерастворимой смолы, в качестве компонента, улучшающего смазывающие свойства; и слой композиции смолы, изготовленный из водонерстворимой смолы в качестве компонента листа из смолы, играющего роль при улучшении точности позиционирования и улучшении жесткости.
[0122]
В прокладочном листе для резания, содержащем лист из смолы, используемый по третьему настоящему варианту осуществления, примеры способа получения листа из смолы, который содержит слоистую конструкцию, в которой ламинируются множество слоев композиции смолы, включают, но не являются как-либо этим ограниченными, способ, в котором по меньшей мере на одной стороне листа из смолы, который приготавливают заранее и изготавливают из единственного слоя композиции смолы или множества слоев композиции смолы, далее непосредственно формируется слой композиции смолы. Примеры способа формирования слоя композиции смолы на одной стороне листа из смолы включают, но не являются как-либо этим ограниченными, способ, в котором композиция смолы соответствующим образом плавится для перехода в жидкую форму, и затем композиция смолы в жидкой форме наносится на лист из смолы в качестве подложки, охлаждается и отверждается с формированием слоя композиции смолы. Кроме того, примеры также включают способ, в котором композиция смолы растворяется или диспергируется в растворителе для перехода в жидкую форму, затем композиция смолы в жидкой форме наносится на лист из смолы в качестве подложки, сушится, охлаждается и отверждается с формированием слоя композиции смолы. Способ формирования слоя композиции смолы в жидкой форме на листе из смолы в качестве подложки не является как-либо ограниченным постольку, поскольку он представляет собой публично известный способ, который используется промышленно. Его примеры включают способ, в котором слой композиции смолы формируется посредством способа нанесения покрытия или чего-либо подобного с нанесением композиции смолы, растворенной или диспергированной в растворителе, с использованием стержневого устройства для нанесения покрытия, рифленого валика, фильеры или чего-либо подобного, и способ, в котором композиция смолы соответствующим образом нагревается и плавится для смешивания с использованием валиков, смесителя или другого способа замешивания, а затем слой композиции смолы формируется с помощью способа с использованием валиков, способа нанесения покрытия поливом или чего-либо подобного.
[0123]
В качестве другого способа изготовления листа из смолы, который содержит слоистую структуру, в которой ламинируется множество слоев композиции смолы, приводится также способ, в котором множество листов из смолы, каждый из которых изготовлен из единственного слоя композиции смолы или множества слоев композиции смолы, накладывается друг на друга и склеивается вместе с использованием смолы или с помощью способа термического ламинирования. Способ склеивания вместе листов из смолы с использованием смолы или способа термического ламинирования не является как-либо ограниченным постольку, поскольку он представляет собой публично известный способ, который используется промышленно.
[0124]
В прокладочном листе для резания, содержащем лист из смолы, используемый по третьему настоящему варианту осуществления, в композицию смолы листа из смолы может подмешиваться при необходимости добавка. Вид добавки не является как-либо ограниченным, однако, могут использоваться например, агент для выравнивания поверхности, разравнивающий агент, антистатический агент, эмульгирующий агент, противовспенивающий агент, добавка в виде воска, связывающий агент, агент для контроля реологии, антисептический агент, противогрибковый агент, антиоксидант, светостабилизатор, нуклеирующий агент, органический наполнитель, неорганический наполнитель, твердое смазывающее вещество, пластификатор, размягчающий агент, термостабилизатор и окрашивающий агент.
[0125]
Среди них твердое смазывающее вещество имеет воздействие улучшения смазывающих свойств прокладочного листа для резания и увеличения рабочего ресурса стойкости режущих инструментов, и по этой причине является предпочтительным, чтобы композиция смолы, которая формирует лист из смолы, представляла собой композицию смолы, содержащую твердое смазывающее вещество в прокладочном листе для резания, используемом по третьему настоящему варианту осуществления. Вид твердого смазывающего вещества не является как-либо ограниченным постольку, поскольку он представляет собой твердый продукт, имеющий смазывающие свойства. Например, предпочтительными являются графит, дисульфид молибдена, дисульфид вольфрама, соединения молибдена, политетрафторэтилены, полиимиды и так далее. Среди них графит является предпочтительным, поскольку графит имеет умеренную твердость, и можно использовать соответствующим образом природные графиты, искусственный графит, активированный уголь, ацетиленовую сажу, углеродную сажу, коллоидный графит, пиролитический графит, вспученный графит и чешуйчатый графит. Среди них особенно предпочтительным является чешуйчатый графит, поскольку при этом уменьшение износа может быть улучшено более эффективно благодаря форме и диаметру частиц. Эти графиты можно использовать по отдельности или в сочетании двух или более.
[0126]
В прокладочном листе для резания, содержащем лист из смолы, используемом по третьему настоящему варианту осуществления, воздействие использования твердого смазывающего вещества и композиции смолы в сочетании может быть объяснено следующим образом. При сверлении, например, композиция смолы и твердое смазывающее вещество демонстрируют смазывающие свойства посредством прилипания к поверхности и бороздке сверла и к боковой стороне произведенных отверстий заготовки. Когда твердое смазывающее вещество прилипает к ним, изменение объема и твердости, связанное с изменением температуры в твердом смазывающем веществе, меньше по сравнению с композицией смолы, и по этой причине в случае, когда осуществляют, например, сверление, можно поддерживать постоянный объем и твердость с помощью твердого смазывающего вещества, даже когда температура сверла и произведенной части повышается. То есть, так сказать, в случае, когда осуществляется, например, сверление, твердое смазывающее вещество постоянно присутствует между сверлом и заготовкой для повышения смазывающих свойств, и оно может демонстрировать воздействие, сходное с воздействием, демонстрируемым подшипником, и по этой причине твердое смазывающее вещество обладает воздействием подавления износа сверла.
[0127]
Рассматривается причина того, почему именно графит является предпочтительным среди твердых смазывающих веществ, которые можно использовать для прокладочного листа для резания. Когда твердое смазывающее вещество имеет малую твердость, это твердое смазывающее вещество имеет плохое воздействие подшипника, и иногда случается, что смазывающие свойства понижаются. С другой стороны, когда твердое смазывающее вещество имеет большую твердость, имеется вероятность того, что возникает проблема ускорения износа наконечника сверла или разрушения наконечника сверла в случае, когда осуществляют, например, сверление. По этой причине графит, имеющий умеренную твердость, является предпочтительным в качестве твердого смазывающего вещества.
[0128]
Относительно количества твердого смазывающего вещества предпочтительным является использование от 5 массовых частей до 200 массовых частей твердого смазывающего вещества в целом по отношению к 100 массовым частям композиции смолы, более предпочтительно, от 10 массовых частей до 100 массовых частей, особенно предпочтительно, от 20 массовых частей до 100 массовых частей. В случае, когда используемое количество твердого смазывающего вещества составляет 5 массовых частей или больше, смазывающее воздействие, вызываемое твердым смазывающим веществом, оказывается полностью, поскольку количество твердого смазывающего вещества по отношению к количеству композиции смолы является достаточным. С другой стороны, используемое количество твердого смазывающего вещества равное 200 массовых частей или меньше является экономически рациональным и преимущественным при изготовлении.
[0129]
Когда используют прокладочный лист для резания, содержащий лист из смолы по третьему настоящему варианту осуществления, заготовка (например металл) не всегда представляет собой плоскость, и иногда случается, что металл имеет искривленную поверхность. По этой причине, иногда требуется соответствие искривленной поверхности (гибкость) для прокладочного листа для резания, содержащего лист из смолы, используемого в третьем настоящем варианте осуществления. В прокладочном листе для резания, содержащем лист из смолы, используемом в третьем настоящем варианте осуществления, является предпочтительным подмешивать пластификатор или размягчающий агент по необходимости в композицию листа из смолы для целей придания соответствия искривленной поверхности. В качестве пластификатора и размягчающего агента предпочтительными являются сложные эфиры фталевой кислоты, сложные эфиры адипиновой кислоты, сложные эфиры тримеллитовой кислоты, сложные полиэфиры, сложные эфиры фосфорной кислоты, сложные эфиры лимонной кислоты, эпоксидированные растительные масла, сложные эфиры себациновой кислоты, и так далее. Когда прокладочный лист для резания располагается на искривленной поверхности заготовки (например на металле), напряжения или деформация листа из смолы уменьшаются посредством подмешивания пластификатора или размягчающего агента, тем самым становится возможным подавление появления трещин в листе из смолы.
[0130]
Прокладочный лист для резания, содержащий металлическую фольгу и лист из смолы
В способе резания по третьему настоящему варианту осуществления, прокладочный лист для резания, содержащий описанную выше металлическую фольгу или лист из смолы, может использоваться соответствующим образом, однако прокладочный лист для резания, описанный ниже и имеющий металлическую фольгу по меньшей мере на одной стороне листа из смолы, является более предпочтительным. Причина заключается в том, что, когда используется прокладочный лист для резания, имеющий металлическую фольгу по меньшей мере на одной стороне листа из смолы, центростремительные свойства сверла улучшаются из-за жесткости металлической фольги в случае, когда осуществляется, например, сверление, тем самым становится возможным высверливание отверстия в положении, соответствующем конструкции. Кроме того, посредством расположения металлической фольги между объектом резания (например металлом) и листом из смолы, имеется также воздействие предотвращения фиксирования термически расплавленной композиции смолы, которая формирует лист из смолы, в верхней части и внутри произведенных отверстий. Среди прочего, трехслойный структурированный прокладочный лист для резания, имеющий металлическую фольгу на обеих сторонах листа из смолы, является особенно предпочтительным, поскольку смазывающие свойства листа из смолы могут осуществляться полностью. Когда металлическая фольга располагается на крайнем снаружи слое со стороны вхождения сверла в случае, когда осуществляется, например, сверление, можно подавить выдалбливание листа из смолы вращающимися стружками резания от объекта резания (например металла), которые обматываются вокруг сверла при резании объекта резания (например металла). В результате этого смазывающие свойства могут осуществляться полностью и воздействие уменьшения износа сверла улучшается.
[0131]
Как описано выше, может использоваться металлическая фольга и лист из смолы, которые составляют прокладочный лист для резания, имеющий металлическую фольгу по меньшей мере на одной стороне листа из смолы, металлическая фольга и лист из смолы будут поясняться в разделах относительно прокладочного листа для резания, содержащего металлическую, фольгу и в разделах относительно прокладочного листа для резания, содержащего лист из смолы. Кроме того, в качестве компонента, который может быть добавлен к листу из смолы, может использоваться такой же компонент, как поясняется в таких же разделах.
[0132]
В третьем настоящем варианте осуществления примеры способа изготовления прокладочного листа для резания, имеющего металлическую фольгу по меньшей мере на одной стороне листа из смолы, включают, но не являются как-либо этим ограниченными, способ, в котором единственный слой композиции смолы или множество слоев композиции смолы непосредственно формируются, по меньшей мере, на одной стороне металлической фольги, и способ, в котором лист из смолы и металлическая фольга, каждый, подготовленные заранее, склеиваются вместе посредством способа термического ламинирования или чего-либо подобного. Примеры способа непосредственного формирования единственного слоя композиции смолы или множества слоев композиции смолы, по меньшей мере, на одной стороне металлической фольги включают, но не являются как-либо этим ограниченными, способ, в котором композиция смолы соответствующим образом плавится для перехода в жидкую форму, а затем композиция смолы в жидкой форме наносится на металлическую фольгу в качестве подложки один или множество раз, охлаждается и отверждается с формированием единственного слоя композиции смолы или множества слоев композиции смолы. Кроме того, примеры также включают способ, в котором композиция смолы растворяется или диспергируется в растворителе для перехода в жидкую форму, а затем композиция смолы в жидкой форме наносится на металлическую фольгу в качестве подложки один или множество раз, сушится, охлаждается и отверждается с формированием единственного слоя композиции смолы или множества слоев композиции смолы. Способ формирования слоя композиции смолы в жидкой форме на металлической фольге в качестве подложки не является как-либо ограниченным постольку, поскольку он представляет собой публично известный способ, который используется промышленно. Его примеры включают способ, в котором слой композиции смолы формируется посредством способа нанесения покрытия или чего-либо подобного с нанесением композиции смолы, растворенной или диспергированной в растворителе, с использованием стержневого устройства для нанесения покрытия, рифленого валика, фильеры или чего-либо подобного, и способ, в котором композиция смолы соответствующим образом нагревается и плавится для смешивания с использованием валиков, смесителя или другого способа замешивания, а затем слой композиции смолы формируется с помощью способа с использованием валиков, способа нанесения покрытия поливом или чего-либо подобного. С другой стороны, способ склеивания вместе листа из смолы и металлической фольги с помощью способа термического ламинирования не является как-либо ограниченным постольку, поскольку он представляет собой публично известный способ, который используется промышленно.
[0133]
Когда прокладочный лист для резания, имеющий металлическую фольгу по меньшей мере на одной стороне листа из смолы, приготавливают по третьему настоящему варианту осуществления, может формироваться слой адгезива между металлической фольгой и листом из смолы. В прокладочном листе для резания, используемом по третьему настоящему варианту осуществления, является предпочтительным формирование слоя адгезива между металлической фольгой и листом из смолы, поскольку может быть сделана благоприятной адгезивность между металлической фольгой и листом из смолы. В дополнение к этому, слой соединения, используемый для того, чтобы сделать адгезивность между металлической фольгой и листом из смолы благоприятной, определяется в настоящем описании как слой адгезива. Смола, которую можно использовать для слоя адгезива, не является как-либо ограниченной, и можно использовать, например, термопластичные смолы и термоотверждаемые смолы. Кроме того, термопластичная смола и термоотверждаемая смола могут использоваться вместе. Предпочтительные термопластичные смолы включают смолы на основе уретана, смолы на основе акрила, смолы на основе винилацетата, смолы на основе винилхлорида, смолы на основе сложных полиэфиров и их сополимеры. Кроме того, предпочтительные термоотверждаемые смолы включают фенольные смолы, эпоксидные смолы, меламиновые смолы, мочевинные смолы, смолы на основе насыщенных сложных эфиров, алкидные смолы, полиуретаны, термоотверждаемые полиимиды и цианатные смолы. Среди них, эпоксидные смолы и смолы на основе ненасыщенных сложных полиэфиров являются более предпочтительными. Является предпочтительным, чтобы толщина слоя адгезива составляла от 0,001 до 0,5 мм. Причина этого заключается в том, что получается достаточное адгезивное воздействие в этом диапазоне, с той целью, чтобы сделать адгезивность между металлической фольгой и листом из смолы благоприятной. Кроме того, способ формирования слоя адгезива также не является как-либо ограниченным постольку, поскольку он представляет собой публично известный способ, который используется промышленно. Его примеры включают способ, где слой адгезива формируется посредством способа нанесения покрытия или чего-либо подобного, с нанесением смолы, растворенной или диспергированной в растворителе, с использованием стержневого устройства для нанесения покрытия, рифленого валика, фильеры или чего-либо подобного, и способ, в котором смола соответствующим образом нагревается и плавится для смешивания с использованием валиков, смесителя или другого способа замешивания, а затем слой адгезива формируется с помощью способа с использованием валиков, способа нанесения покрытия поливом или чего-либо подобного. Кроме того, проблем не возникает, когда коммерчески доступный продукт, полученный посредством нанесения в виде покрытия на металлическую фольгу слоя адгезива, используется в качестве металлической фольги, которая используется по третьему настоящему варианту осуществления.
[0134]
Сквозное отверстие по настоящему варианту осуществления представляет собой сквозное отверстие, сформированное с помощью рассмотренного выше способа резания. Максимальное значение высоты задиров в выходной части сквозного отверстия, сформированного с помощью рассмотренного выше способа резания, например, с помощью сверления, может быть сделано равным 0,3 мм или меньше, или 0,2 мм или меньше, среднее значение может быть сделано равным 0,1 мм или меньше, или 0,08 мм или меньше, стандартное отклонение может быть сделано равным 0,1 мм или меньше, или 0,05 мм или меньше. Кроме того, высота задиров имеет ту характеристику, что экстремальное увеличение высоты задиров не наблюдается даже, когда кумулятивное количество произведенных отверстий на одно сверло увеличивается, постольку, поскольку режущая кромка сверла полностью расходуется.
[0135]
Толщина каждого слоя, такого как слой листа из смолы, металлическая фольга, слой адгезива или липкий слой, которые составляют прокладочный лист для резания, измеряется следующим образом. Прежде всего, прокладочный лист для резания разрезается в направлении перпендикулярном прокладочному листу для резания с использованием шлифовального устройства для получения поперечных сечений (CROSS-SECTION POLISHER SM-09010, производится JEOL Ltd. DATUM) или ультрамикротома (EM UC7, производится Leica Microsystems Co., Ltd.). Затем, сечение отреза наблюдается с направления перпендикулярного сечению отреза с использованием SEM (сканирующего электронного микроскопа, VE-7800, производится KEYENCE CORPORATION) для измерения толщины каждого слоя, который составляет прокладочный лист для резания. При измерении толщины, измеряется толщина в 5 точках на 1 поле зрения, и среднее значение определяется как толщина каждого слоя.
[0136]
Способ изготовления армированного волокном композитного материала по настоящему варианту осуществления включает стадию резания армированного волокном композитного материала с помощью рассмотренного выше способа резания. Кроме того, способ получения металла по настоящему варианту осуществления включает стадию резания металла с помощью рассмотренного выше способа резания.
ПРИМЕРЫ
[0137]
Ниже настоящее изобретение будет поясняться конкретно с рассмотрением примеров и сравнительных примеров. В дополнение к этому, следующие далее примеры показывают только примеры вариантов осуществления настоящего изобретения, и настоящее изобретение не ограничивается этими примерами.
[0138]
Описание компонентов смолы, и тому подобное, используемых для изготовления прокладочных листов для резания примеров 1-1-1-9, и описание просверливаемых материалов и устройств, используемых для оценки в примерах 1-1-1-9 и сравнительных примерах 1-1-1-5, показаны в таблице 1-1.
[0139]
псевдоизотропное ламинирование в 4 направлениях [-45°/0°/45°/90°]
[0140]
Пример изготовления прокладочного листа для резания
Изготовление листа 1-A
С использованием двунаправленного смесителя, 30 частей массовых поликонденсата полиэтиленгликоля/диметилтерефталата (Paogen PP-15, производится DKS Co., Ltd) и 70 массовых частей полиоксиэтилена моностеарата (NONION S-40, производится NOF CORPORATION) замешивают в атмосфере азота при температуре 150°C с получением замешанного материала. Полученный замешанный материал формуют с помощью экструдера с получением листа 1-A в виде листа из смолы, имеющего толщину 0,2 мм.
Изготовление листа 1-B
С использованием двунаправленного смесителя, 20 частей массовых поликонденсата полиэтиленгликоля/диметилтерефталата (Paogen PP-15, производится DKS Co., Ltd), 20 массовых частей полиэтиленоксида (Altop MG150, производится Meisei Chemical Works, Ltd.), 60 массовых частей полиоксиэтилена моностеарата (NONION S-40, производится NOF CORPORATION) и 50 частей массовых графита (X-100, производится Ito Graphite Co., Ltd.) замешивают в атмосфере азота при температуре 150°C с получением замешанного материала. Лист из смолы, имеющий толщину 0,2 мм, изготавливают посредством формования полученного замешанного материала с помощью экструдера. Алюминиевая фольга, имеющая толщину 0,15 мм (1N30-H18, производится Mitsubishi Aluminum Co., Ltd.), на одной стороне которой формируется слой смолы на основе сложного полиэфира (Vylonal MD-1200, производится Toyobo Co., Ltd), имеющий толщину 0,01 мм, в качестве слоя адгезива, изготавливается отдельно. На алюминиевую фольгу, на которой сформирован слой адгезива, накладываются 5 листов из смолы, изготовленных выше, и алюминиевая фольга и листы из смолы ламинируются и объединяются с помощью термического ламинирования при температуре 150°C с использованием ламинирующего устройства (OHL-2400, производится ONC Inc.) с получением листа 1-B.
Изготовление листа 1-C
С использованием двунаправленного смесителя, 20 массовых частей поликонденсата полиэтиленгликоля/диметилтерефталата (Paogen PP-15, производится DKS Co., Ltd), 20 массовых частей полиэтиленоксида (Altop MG150, производится Meisei Chemical Works, Ltd.) и 60 массовых частей полиоксиэтилена моностеарата (NONION S-40, производится NOF CORPORATION) замешивают в атмосфере азота при температуре 150°C с получением замешанного материала. Лист из смолы, имеющий толщину 0,2 мм, изготавливают посредством формования полученного замешанного материала с помощью экструдера. Алюминиевая фольга, имеющая толщину 0,15 мм (1N30-H18, производится Mitsubishi Aluminum Co., Ltd.), на одной стороне которой формируется слой смолы на основе сложного полиэфира (Vylonal MD-1200, производится Toyobo Co., Ltd), имеющий толщину 0,01 мм, в качестве слоя адгезива, изготавливается отдельно. На алюминиевую фольгу, на которой сформирован слой адгезива, накладываются 5 листов из смолы, изготовленных выше, и на их крайней сверху части дополнительно ламинируется такая же алюминиевая фольга, как изготовлено выше. При ламинировании алюминиевой фольги, лист из смолы и алюминиевую фольгу располагают таким образом, что лист из смолы и слой адгезива на поверхности алюминиевой фольги приводятся в контакт друг с другом, и лист из смолы и алюминиевая фольга ламинируются и объединяются с помощью термического ламинирования при температуре 150°C с использованием ламинирующего устройства (OHL-2400, производится ONC Inc.) с получением листа 1-C.
Изготовление листа 1-D
С использованием двунаправленного смесителя, 20 массовых частей поликонденсата полиэтиленгликоля/диметилтерефталата (Paogen PP-15, производится DKS Co., Ltd), 20 частей массовых полиэтиленоксида (Altop MG150, производится Meisei Chemical Works, Ltd.), 60 массовых частей полиоксиэтилена моностеарата (NONION S-40, производится NOF CORPORATION) и 50 массовых частей графита (X-100, производится Ito Graphite Co., Ltd.) замешивают в атмосфере азота при температуре 150°C с получением замешанного материала. Лист из смолы, имеющий толщину 0,2 мм, изготавливают посредством формования полученного замешанного материала с помощью экструдера. Алюминиевая фольга, имеющая толщину 0,15 мм (1N30-H18, производится Mitsubishi Aluminum Co., Ltd.), на одной стороне которой формируется слой смолы на основе сложного полиэфира (Vylonal MD-1200, производится Toyobo Co., Ltd), имеющий толщину 0,01 мм, в качестве слоя адгезива, изготавливается отдельно. На алюминиевую фольгу, на которой сформирован слой адгезива, накладываются 5 листов из смолы, изготовленных выше, и на их крайней сверху части дополнительно ламинируется такая же алюминиевая фольга, как изготовлено выше. При ламинировании алюминиевой фольги, лист из смолы и алюминиевую фольгу располагают таким образом, что лист из смолы и слой адгезива на поверхности алюминиевой фольги приводятся в контакт друг с другом, и лист из смолы и алюминиевая фольга ламинируются и объединяются с помощью термического ламинирования при температуре 150°C с использованием ламинирующего устройства (OHL-2400, производится ONC Inc.) с получением листа 1-D.
Относительно листа 1-E
Алюминиевую фольгу (1N30-H18, производится Mitsubishi Aluminum Co., Ltd.), имеющую толщину 0,15 мм, используют в качестве листа 1-E.
[0141]
Примеры 1-1-1-9
Каждый лист, изготовленный способом, как описано выше, фиксируется на стороне вхождения режущего инструмента (сверло из цементированного карбида) заготовки с помощью сборочного приспособления. Относительно примеров 1-2-1-9, здесь, прокладочный лист для резания располагается таким образом, что алюминиевая фольга прокладочного листа для резания приводится в контакт со стороной резания заготовки. Высверливание осуществляют при условиях резания с помощью сверла из цементированного карбида, где количество оборотов составляет 5000 об/мин и скорость подачи составляет 500 мм/мин, а также при условиях, таких как другие условия, как показано в таблице 1-2. Относительно примера 1-1, оценивают аксиальное давление, вращающий момент резания, потери на износ сверла, внутренний диаметр отверстий, изменение внутреннего диаметра отверстий. Результаты оценок показаны в таблице 1-3. Относительно примеров 1-2-1-9, здесь оценивают шероховатость внутренних стенок отверстий и потери на износ сверла. Результаты оценок показаны в таблице 1-4.
[0142]
Сравнительные примеры 1-1-1-6
Высверливание осуществляют таким же способом, как в примерах 1-1-1-6, за исключением того, что лист не располагают на стороне резания заготовки. Условия высверливания описаны в таблице 1-2. Относительно сравнительного примера 1-1, здесь оценивают аксиальное давление, вращающий момент резания, потери на износ сверла, внутренний диаметр отверстий и изменение внутреннего диаметра отверстий таким же способом, как в примере 1-1. Результаты оценок показаны в таблице 1-3. Относительно сравнительных примеров 1-2-1-6, здесь оценивают шероховатость внутренних стенок отверстий и потери на износ сверла. Результаты оценок показаны в таблице 1-4.
[0143]
[0144]
[0145]
[0146]
Результаты примера 1-1 и сравнительного примера 1-1 в таблице 1-3 показаны на фиг.1-1-1-4 для каждого оцениваемого параметра. Подтверждается, что напряжение резания (аксиальное давление), приложенное в перпендикулярном направлении сверла, уменьшается примерно на 10% от максимального значения посредством расположения листа из смолы, приведенного в примере 1-1, на стороне вхождения сверла заготовки, когда осуществляется резание. Кроме того, подтверждается, что напряжение резания (вращающий момент резания), приложенное в направлении вращения сверла, уменьшается примерно на 50% посредством расположения листа из смолы, приведенного в примере 1-1, на стороне вхождения сверла заготовки, когда осуществляется резание. Кроме того, подтверждается, что напряжение резания, приложенное в описанном выше перпендикулярном направлении и в направлении вращения, уменьшается, нагрузка на сверло уменьшается и износ сверла уменьшается на 30% или больше посредством расположения листа из смолы, приведенного в примере 1-1, на стороне вхождения сверла заготовки, когда осуществляется резание. Считается, что это вносит вклад в уменьшение задиров (распушивание) на выходной стороне произведенного отверстия и в уменьшение расслаивания CFRP.
[0147]
Кроме того, подтверждается, что однородность внутреннего диаметра отверстий в направлении хода сверла и однородность внутреннего диаметра отверстий, когда увеличивается количество прорезанных отверстий, являются превосходными при расположении лист из смолы, приведенного в примере 1-1, на стороне вхождения сверла заготовки, когда осуществляется резание. Из этих результатов понятно, что износ сверла уменьшается при расположении листа из смолы на стороне вхождения сверла заготовки, тем самым появляется возможность высверливания однородных и имеющих высокое качество отверстий. Считается, что это вносит вклад в уменьшение расслаивания CFRP, поскольку нет необходимости в стягивании крепежных элементов с избыточным усилием, когда CFRP фиксируется на конструкции с использованием крепежных элементов, такие как болты и заклепки.
[0148]
Результаты примеров 1-2-1-9 и сравнительных примеров 1-2-1-6 в таблице 1-4 показаны на фиг.1-5-1-7 для каждого оцениваемого параметра. Подтверждается, что шероховатость внутренних стенок отверстий становится малой и потери на износ сверла также становятся малыми при расположении прокладочного листа, приведенного в примерах 1-2-1-8, на стороне вхождения сверла заготовки, когда осуществляется резание. Кроме того, подтверждается, что даже когда используется только одна алюминиевая фольга, приведенная в примере 1-9, шероховатость внутренних стенок становится малой, подобным же образом, и потери на износ сверла также становятся малыми. Качество прорезанных отверстий в CFRP улучшается, делая шероховатость внутренних стенок отверстий малой, и, кроме того, количество отверстий, которые можно прорезать одним сверлом, можно сделать большим, делая потери на износ сверла малыми.
[0149]
Способы оценки
1) Измерение аксиального давления и вращающего момента резания
Аксиальное давление и вращающий момент резания измеряют с помощью шестикомпонентного динамометра Kyowa Electronic Instruments Co., Ltd., установленного под держателем исследуемого куска заготовки (CFRP). Силы в направлениях трех осей и моменты в направлениях трех осей, приложенные к шестикомпонентному динамометру во время проникновения сверла в исследуемом куске CFRP, измеряют, и данные сохраняют в персональном компьютере с помощью AD (аналогово-цифрового) преобразователя для измерения сопротивления и вращающего момента в направлении оси, для данного направления оси сверла, как аксиальное давление и вращающий момент резания, соответственно.
[0150]
2) Измерение потерь на износ сверла
Изображение боковой стороны сверла получают с помощью лазерного микроскопа (производится KEYENCE COPORATION), и объем износа вычисляют посредством измерения, на изображении, площади поперечного сечения износа на торце края головки сверла, и длина износа в торце сверла умножается на площадь поперечного сечения износа, при этом вычисляется объем износа.
[0151]
3) Измерение внутреннего диаметра отверстия
Внутренний диаметр отверстия CFRP измеряют посредством отклонения от стандартного исследуемого образца с использованием электрического микрометра для измерения внутренних диаметров с разрешением 1 мкм. Внутренние диаметры отверстий при сверлении различаются во входной части, центральной части и выходной части, и по этой причине внутренние диаметры измеряют в положениях 3 мм от входа, 6,3 мм от входа и 9,5 мм от входа при толщине пластины 12,5 мм, и они определяются и измеряются как внутренний диаметр во входной части, в центральной части и выходной части, соответственно.
[0152]
Описание компонентов смолы, твердого смазывающего вещества, металлической фольги, заготовок, режущих инструментов и так далее, которые используются в примерах 2-1-2-9 и Сравнительных примерах 2-1-2-3, показаны в таблице 2-1.
[0153]
полипропиленгликоль
(TI6AL4VELI)
материал эквивалентный материалу для применения в самолетах (UD материал)
SM-70
[0154]
Способ оценки потерь на износ сверла
Потери на износ сверла в примерах 2-1-2-9 и сравнительных примерах 2-1-2-3 оценивают следующим образом.
(1) Остаточная площадь режущей кромки наконечника сверла
После того как загрязнения, такие как стружки резания, прилипшие к части наконечника сверла, удаляются, наконечник сверла после высверливания фотографируют с использованием лазерного микроскопа V-LASER (VK-9600, производится KEYENCE CORPORATION). Затем вычисляют площадь частей, где не происходило износа, на второй стороне и на третьей стороне режущей кромки сверла, когда наблюдение осуществляют с направления наконечника сверла, с использованием анализирующего программного обеспечения (VK_Analyzer version 1.2.0.2, производится KEYENCE CORPORATION) для определения в качестве остаточной площади режущей кромки наконечника сверла.
(2) Остаточная величина режущей кромки по отношению к новому сверлу
Остаточная величина режущей кромки по отношению к новому наконечнику сверла определяется как остаточное отношение площади частей, где износа не происходило, к режущей кромке сверла после резания, когда площадь режущей кромки нового сверла считается равной 100.
[0155]
Пример изготовления прокладочного листа для резания
Изготовление листа 2-A
С использованием двунаправленного смесителя, 40 массовых частей полиэтиленоксида (Altop MG150, производится Meisei Chemical Works, Ltd.), 50 массовых частей полиэтиленгликоля (PEG4000S, производится Sanyo Chemical Industries, Ltd.) и 10 частей массовых сополимера полиэтиленгликоль/полипропиленгликоль (Blaunon P174, производится Aoki Oil Industrial Co., Ltd.) замешивают в атмосфере азота при температуре 150°C с получением замешанного материала. Лист из смолы, имеющий толщину 0,2 мм, изготавливают посредством формования полученного замешанного материала с помощью экструдера. Пять листов из смолы, полученных выше, накладываются на друга и ламинируются и объединяются с помощью термического ламинирования при температуре 150°C с использованием ламинирующего устройства (OHL-2400, производится ONC Inc.), с получением листа 2-A в качестве прокладочного листа для резания.
Изготовление листа 2-B
С использованием двунаправленного смесителя, 40 массовых частей полиэтиленоксида (Altop MG150, производится Meisei Chemical Works, Ltd.), 50 массовых частей полиэтиленгликоля (PEG4000S, производится Sanyo Chemical Industries, Ltd.) и 10 массовых частей сополимера полиэтиленгликоль/полипропиленгликоль (Blaunon P174, производится Aoki Oil Industrial Co., Ltd.) замешивают в атмосфере азота при температуре 150°C с получением замешанного материала. Лист из смолы, имеющий толщину 0,2 мм, изготавливают посредством формования полученного замешанного материала с помощью экструдера. Алюминиевая фольга, имеющая толщину 0,15 мм (1N30-H18, производится Mitsubishi Aluminum Co., Ltd.), на одной стороне которой формируется слой смолы на основе сложного полиэфира (Vylonal MD-1200, производится Toyobo Co., Ltd), имеющий толщину 0,01 мм, в качестве слоя адгезива, изготавливается отдельно. На алюминиевую фольгу, на которой сформирован слой адгезива, накладываются 5 листов из смолы, изготовленных выше, и на их крайней сверху части дополнительно ламинируется такая же алюминиевая фольга, как изготовлено выше. При ламинировании алюминиевой фольги, лист из смолы и алюминиевую фольгу располагают таким образом, что лист из смолы и слой адгезива на поверхности алюминиевой фольги приводятся в контакт друг с другом, и лист из смолы и алюминиевая фольга ламинируются и объединяются с помощью термического ламинирования при температуре 150°C с использованием ламинирующего устройства (OHL-2400, производится ONC Inc.), с получением листа 2-B в качестве прокладочного листа для резания.
Изготовление листа 2-C
С использованием двунаправленного смесителя, 10 массовых частей полиэтиленоксида (Altop MG150, производится Meisei Chemical Works, Ltd.), 40 массовых частей полиэтиленгликоля (PEG4000S, производится Sanyo Chemical Industries, Ltd.) и 50 массовых частей графита (X-100, производится Ito Graphite Co., Ltd.) замешивают в атмосфере азота при температуре 150°C с получением замешанного материала. Лист из смолы, имеющий толщину 0,2 мм, изготавливают посредством формования полученного замешанного материала с помощью экструдера. Алюминиевая фольга, имеющая толщину 0,15 мм (1N30-H18, производится Mitsubishi Aluminum Co., Ltd.), на одной стороне которой формируется слой смолы на основе сложного полиэфира (Vylonal MD-1200, производится Toyobo Co., Ltd), имеющий толщину 0,01 мм, в качестве слоя адгезива, изготавливается отдельно. На алюминиевую фольгу, на которой сформирован слой адгезива, накладываются 5 листов из смолы, изготовленных выше, и на их крайней сверху части дополнительно ламинируется такая же алюминиевая фольга, как изготовлено выше. При ламинировании алюминиевой фольги, лист из смолы и алюминиевую фольгу располагают таким образом, что лист из смолы и слой адгезива на поверхности алюминиевой фольги приводятся в контакт друг с другом, и лист из смолы и алюминиевая фольга ламинируются и объединяются с помощью термического ламинирования при температуре 150°C с использованием ламинирующего устройства (OHL-2400, производится ONC Inc.) с получением листа 2-C, в качестве прокладочного листа для резания.
Изготовление листа 2-D
С использованием двунаправленного смесителя, 10 массовых частей полиэтиленоксида (Altop MG150, производится Meisei Chemical Works, Ltd.), 40 массовых частей полиэтиленгликоля (PEG4000S, производится Sanyo Chemical Industries, Ltd.) и 50 массовых частей графита (X-100, производится Ito Graphite Co., Ltd.) замешивают в атмосфере азота при температуре 150°C с получением замешанного материала. Лист из смолы, имеющий толщину 0,2 мм, изготавливают посредством формования полученного замешанного материала с помощью экструдера. Алюминиевая фольга, имеющая толщину 0,15 мм (1N30-H18, производится Mitsubishi Aluminum Co., Ltd.), на одной стороне которой формируется слой смолы на основе сложного полиэфира (Vylonal MD-1200, производится Toyobo Co., Ltd), имеющий толщину 0,01 мм, в качестве слоя адгезива, изготавливается отдельно. На алюминиевую фольгу, на которой сформирован слой адгезива, накладываются 5 листов из смолы, изготовленных выше, и на их крайней сверху части дополнительно ламинируется такая же алюминиевая фольга, как изготовлено выше. При ламинировании алюминиевой фольги, лист из смолы и алюминиевую фольгу располагают таким образом, что лист из смолы и слой адгезива на поверхности алюминиевой фольги приводятся в контакт друг с другом, и лист из смолы и алюминиевая фольга ламинируются и объединяются с помощью термического ламинирования при температуре 150°C с использованием ламинирующего устройства (OHL-2400, производится ONC Inc.) с получением листа 2-D, в качестве прокладочного листа для резания.
[0156]
Примеры 2-1-2-9
Каждый прокладочный лист для резания, изготовленный способом, как описано выше, фиксируется на стороне вхождения режущего инструмента (сверла из цементированного карбида) заготовки с помощью сборочного приспособления, и осуществляют высверливание при условиях, показанных в таблице 2-2. В дополнение к этому, относительно примеров 2-2-2-9, здесь прокладочный лист для резания располагается таким образом, что алюминиевая фольга прокладочного листа для резания приводится в контакт со стороной резания заготовки. Оценивают потери на износ сверла после высверливания. Результаты оценок показаны в таблице 2-3. Кроме того, относительно примеров 2-5-2-7, здесь осуществляют резание (резание с воздушным охлаждением), подавая при этом сжатый воздух с помощью компрессора, который имеет температуру 25°C, из положения на расстоянии 300 мм от части, которую режут, при 155 л/мин, с использованием сопла, имеющего площадь поперечного сечения на кончике сопла 31,7 мм2. В дополнение к этому, пластина из титанового сплава и армированный углеродным волокном пластик (CFRP) в качестве объектов резания накладываются друг на друга с тем, чтобы они вступали в контакт друг с другом, и осуществляют резание, располагая CFRP таким образом, чтобы он находился на стороне, более близкой к стороне вхождения режущего инструмента, чем пластина из титанового сплава в примере 2-9.
[0157]
Сравнительные примеры 2-1-2-2
Высверливание осуществляют таким же способом, как в примерах 2-3-2-4, за исключением того, что прокладочный лист для резания не располагают на стороне резания заготовки. Условия высверливания описаны в таблице 2-2. Потери на износ сверла оценивают таким же способом, как в примерах 2-3-2-4. Результаты оценок показаны в таблице 2-3.
[0158]
Сравнительный пример 2-3
Высверливание осуществляют таким же способом, как в примере 2-4, за исключением того, что прокладочный лист для резания не располагают на стороне резания заготовки, и за исключением того, что обработку (резание с помощью смазочно-охлаждающего масла) осуществляют с использованием смазочно-охлаждающего масла. Условия высверливания описаны в таблице 2-2. Потери на износ сверла оценивают таким же способом, как в примере 2-4. Результаты оценок показаны в таблице 2-3. В дополнение к этому, резание с помощью смазочно-охлаждающего масла определяется как резание, которое осуществляют, в то же время непрерывно подавая смазочно-охлаждающее масло к сверлу и к части, которую сверлят, при скорости потока 18 л/мин, когда осуществляют резание.
[0159]
[0160]
[0161]
Фотографии наконечника сверла после высверливания в примерах 2-1-2-9 и сравнительных примерах 2-1-2-3 в таблице 2-2 показаны на фиг.2-1-2-3. Кроме того, остаточная величина режущей кромки сверла, когда площадь режущей кромки нового сверла считается равной 100, показана на фиг.2-4. Понятно, что когда осуществляют высверливание, остаточная величина режущей кромки составляет от 64 до 98% при использовании прокладочных листов для резания, изготовленных из листов смолы, приведенных в примерах 2-1-2-9, это больше чем остаточная величина режущей кромки равная 5-51% в случае, когда лист из смолы не используют. Из этих численных значений понятно, что прокладочные листы для резания, изготовленные из листов из смолы, приведенных в примерах 2-1-2-9, имеют большое воздействие на подавление износа сверла.
[0162]
Описание компонентов смолы, твердого смазывающего вещества, металлической фольги, заготовки, режущего инструмента, и так далее, которые используются в примерах 3-1-3-4 и сравнительных примерах 3-1-3-2 показаны в таблице 3-1.
[0163]
SM-70
[0164]
Кроме того, в примерах 3-1-3-4, высоту задиров вокруг нарезанных отверстий на стороне выхода сверла и потери на износ сверла (остаточная площадь режущей кромки наконечника сверла и остаточная величина режущей кромки по отношению к новому сверлу) оценивают следующим образом.
(1) Высота задиров вокруг нарезанных отверстий на стороне выхода сверла
Сторону выхода сверла сквозных отверстий после резания фотографируют с использованием лазерного микроскопа V-LASER (VK-9700, производится KEYENCE CORPORATION). Из фотографических данных, высота задиров вокруг нарезанных отверстий на стороне выхода сверла измеряется с использованием анализирующего программного обеспечения (VK_Analyzer version 1.2.0.2, производится KEYENCE CORPORATION). При измерении высоты задиров, высоту задиров измеряют в случайно выбранных 10 точках для определения максимального значения, среднего значения и стандартного отклонения.
(2) Остаточная площадь режущей кромки наконечника сверла
После удаления загрязнений, таких как стружки резания, прилипшие к части наконечника сверла, наконечник сверла после высверливания фотографируют с использованием лазерного микроскопа V-LASER (VK-9600, производится KEYENCE CORPORATION). Затем вычисляют площадь частей, где износа не происходит, на второй стороне и третьей стороне режущей кромки сверла, когда наблюдение осуществляют с направления наконечника сверла, с использованием анализирующего программного обеспечения (VK_Analyzer version 1.2.0.2, производится KEYENCE CORPORATION) для определения в качестве остаточной площади режущей кромки наконечника сверла.
(3) Остаточная величина режущей кромки по отношению к новому сверлу
Остаточная величина режущей кромки по отношению к новому наконечнику сверла определяется как остаточное отношение площади частей, где износа не происходит, к режущей кромке сверла после резания, когда площадь режущей кромки нового сверла считается равной 100.
[0165]
Ссылочный пример 3-1
Высверливание пластины из титанового сплава (материал эквивалентный материалу для применения в самолетах (TI6AL4VELI)), имеющей толщину 3,0 мм, осуществляют непрерывно при условиях 100 отверстий на 1 сверло с использованием сверла, имеющего диаметр 6 мм (угол наклона: 120°, угол закручивания: 40°, без покрытия поверхности). При высверливании пластины из титанового сплава, высверливание (высверливание с воздушным охлаждением) осуществляют, в то же время подавая сжатый воздух с помощью компрессора, он имеет температуру 25°C, из положения на расстоянии 300 мм от части, которую сверлят, при 155 л/мин с использованием сопла, имеющего площадь поперечного сечения на кончике сопла 31,7 мм2. Высверливание осуществляют при условиях обработки, показанных в таблице 3-2, и максимальная величина высоты задиров вокруг просверленного сквозного отверстия на стороне выхода сверла из пластины из титанового сплава после высверливания, измеряется для каждого количества просверленных сквозных отверстий. Результаты измерений показаны в Таблице 3-3. Кроме того, максимальное значение, среднее значение и стандартное отклонение высоты задиров для 10-ого, 50-ого и 100-ого отверстия показаны в таблице 3-4.
[0166]
Пример 3-2
С использованием двунаправленного смесителя, 10 массовых частей полиэтиленоксида (Altop MG150, производится Meisei Chemical Works, Ltd.), 40 массовых частей полиэтиленгликоля (PEG4000S, производится Sanyo Chemical Industries, Ltd.) и 50 массовых частей графита (X-100, производится Ito Graphite Co., Ltd.) замешивают в атмосфере азота при температуре 150°C с получением замешанного материала. Лист из смолы, имеющий толщину 0,2 мм, изготавливают посредством формования полученного замешанного материала с помощью экструдера. Алюминиевая фольга, имеющая толщину 0,15 мм (1N30-H18, производится Mitsubishi Aluminum Co., Ltd.), на одной стороне которой формируется слой смолы на основе сложного полиэфира (Vylonal MD-1200, производится Toyobo Co., Ltd), имеющий толщину 0,01 мм, в качестве слоя адгезива, изготавливается отдельно. На алюминиевую фольгу, на которой сформирован слой адгезива, накладываются 5 листов из смолы, изготовленных выше, и на их крайней сверху части дополнительно ламинируется такая же алюминиевая фольга, как изготовлено выше. При ламинировании алюминиевой фольги, лист из смолы и алюминиевую фольгу располагают таким образом, что лист из смолы и слой адгезива на поверхности алюминиевой фольги приводятся в контакт друг с другом, и лист из смолы и алюминиевая фольга ламинируются и объединяются с помощью термического ламинирования при температуре 150°C с использованием ламинирующего устройства (OHL-2400, производится ONC Inc.) с получением листа 3-A в качестве прокладочного листа для резания.
Полученный лист 3-A располагают на стороне вхождения сверла пластины из титанового сплава, высверливание осуществляют при таких же условиях, как в ссылочном примере 3-1, и максимальную величину высоту задиров вокруг просверленных отверстий на стороне выхода сверла пластины из титанового сплава после высверливания измеряют для каждого количества просверленных сквозных отверстий. Результаты измерения показаны в таблице 3-3. Кроме того, максимальное значение, среднее значение и стандартное отклонение высоты задиров для 10-ого, 50-ого и 100-ого отверстия показаны в таблице 3-4. Кроме того, результаты оценок потерь на износ сверла после высверливания 100 отверстий, показаны в таблице 3-5.
[0167]
Пример 3-3
Лист 3-A изготавливают таким же способом, как в примере 3-2. Полученный лист 3-A располагают на стороне вхождения сверла пластины из титанового сплава (материал эквивалентный материалу для использования в самолетах (TI6AL4VELI)), имеющий толщину 3,0 мм. Высверливание пластины из титанового сплава, на которой располагается лист 3-A, осуществляют непрерывно при условии 100 отверстий на 1 сверло с использованием сверла, имеющего диаметр 6 мм (угол наклона: 120°, угол закручивания: 40°, без покрытия поверхности). При высверливании пластины из титанового сплава, высверливание (высверливание с воздушным охлаждение) осуществляют, в то же время подавая сжатый воздух с помощью компрессора, он имеет температуру -3,5°C, из положения на расстоянии 300 мм от части, которую сверлят, при 155 л/мин с использованием сопла, имеющего площадь поперечного сечения на кончике сопла 31,7 мм2. Высверливание осуществляют при условиях обработки, показанных в таблице 3-2, и максимальная величина высоты задиров вокруг просверленного сквозного отверстия на стороне выхода сверла из пластины из титанового сплава после высверливания измеряется для каждого количества просверленных сквозных отверстий. Результаты измерений показаны в таблице 3-3. Кроме того, максимальное значение, среднее значение и стандартное отклонение высоты задиров для 10-ого, 50-ого и 100-ого отверстия показаны в таблице 3-4.
[0168]
Пример 3-4
Лист 3-A изготавливают таким же способом, как в примере 3-2. Полученный лист 3-A располагают на стороне вхождения сверла пластины из титанового сплава (материал эквивалентный материалу для использования в самолетах (TI6AL4VELI)), имеющей толщину 3,0 мм. Высверливание пластины из титанового сплава, на которой располагается лист 3-A, осуществляют непрерывно при условии 100 отверстий на 1 сверло, с использованием сверла, имеющего диаметр 6 мм (угол наклона: 120°, угол закручивания: 40°, без покрытия поверхности). При высверливании пластины из титанового сплава, высверливание (высверливание с воздушным охлаждением) осуществляют, в то же время, подавая сжатый воздух с помощью компрессора, он имеет температуру -25,5°C, из положения на расстоянии 300 мм от части, которую сверлят, при 155 л/мин с использованием сопла, имеющего площадь поперечного сечения на кончике сопла 31,7 мм2. Высверливание осуществляют при условиях обработки, показанных в таблице 3-2, и максимальная величина высоты задиров вокруг просверленных отверстий на стороне выхода сверла пластины из титанового сплава после высверливания измеряется для каждого количества просверленных отверстий. Результаты измерения показаны в таблице 3-3. Кроме того, максимальное значение, среднее значение и стандартное отклонение высоты задиров для 10-ого, 50-ого и 100-ого отверстия показаны в таблице 3-4.
[0169]
Сравнительный пример 3-1
Высверливание осуществляют таким же способом, как в сравнительном примере 3-1, за исключением того, что воздух не подается в часть, которую сверлят, когда осуществляется высверливание пластины из титанового сплава (материал эквивалентный материалу для использования в самолетах (TI6AL4VELI)), имеющей толщину 3,0 мм. Максимальная величина высоты задиров вокруг просверленных отверстий на стороне выхода сверла пластины из титанового сплава после высверливания измеряется для каждого количества просверленных отверстий. Результаты измерения показаны в таблице 3-3. Кроме того, максимальное значение, среднее значение и стандартное отклонение высоты задиров для 10-ого, 50-ого и 100-ого отверстия показаны в таблице 3-4. Кроме того, результаты оценок потерь на износ сверла после высверливания 100 отверстий показаны в таблице 3-5.
[0170]
Сравнительный пример 3-2
Высверливание осуществляют таким же способом, как в сравнительном примере 3-1, в то же время, подавая смазочно-охлаждающее масло (SOLEX SM-70, производится SOTANI OIL. CO., LTD.) вместо подачи воздуха к части, которую сверлят, когда обрабатывают пластину из титанового сплава (материал эквивалентный материалу для использования в самолетах (TI6AL4VELI)), имеющую толщину 3,0 мм. Максимальная величина высоты задиров вокруг просверленных отверстий на стороне выхода сверла пластин титанового сплава после высверливания измеряется для каждого количества просверленных отверстий. Результаты измерения показаны в таблице 3-3. Кроме того, максимальное значение, среднее значение и стандартное отклонение высоты задиров для 10-ого, 50-ого и 100-ого отверстия показаны в таблице 3-4. Кроме того, результаты оценок потерь на износ сверла после высверливания 100 отверстий показаны в таблице 3-5.
[0171]
[0172]
[0173]
[0174]
[0175]
Фотографии задиров вокруг просверленного сквозного отверстия на стороне выхода сверла пластины из титанового сплава после обработки в ссылочном примере 3-1, примерах 3-2-3-4 и в сравнительных примерах 3-1-3-2 показаны на фиг.3-1, и измеренная высота задиров показана в таблице 3-3 и на фиг. 3-2. Кроме того, фотографии наконечника сверла после высверливания в примере 3-2, сравнительном примере 3-1 и сравнительном примере 3-2 показаны на фиг. 3-3. Из ссылочного примера 3-1 понятно, что высота задиров вокруг просверленных сквозных отверстий на стороне выхода сверла пластины из титанового сплава уменьшается при осуществлении высверливания, при охлаждении с помощью газа, когда осуществляется высверливание. Кроме того, из примера 3-2 понятно, что высота задиров дополнительно уменьшается, когда обработка осуществляется с дополнительным расположением прокладочного листа для резания на стороне вхождения сверла, когда высверливание осуществляется при охлаждении с помощью газа. С другой стороны, в сравнительном примере 3-1, где высверливание осуществляется без осуществления охлаждения с помощью газа, высота задиров превышает 1000 мкм. Это величина представляет собой численное значение, которое может быть в 20 раз больше по сравнению со случаем, когда высверливание осуществляют при охлаждении с помощью газа. Из этих фактов понятно, что аккумуляция тепла пластины из титанового сплава во время высверливания уменьшается при осуществлении высверливания при охлаждении с помощью газа, и в результате, формируются сквозные отверстия без расширения металла вокруг произведенных отверстий на стороне выхода сверла.
[0176]
С другой стороны, в случае, когда используют смазочно-охлаждающее масло, как в сравнительном примере 3-2, задиры на стороне выхода сверла пластины из титанового сплава подавляются, подобно высверливанию, при котором осуществляется охлаждение с помощью газа. Однако понятно, что стандартное отклонение высоты задиров становится большим по сравнению с высверливанием, при котором осуществляется охлаждение с помощью газа. Кроме того, пластина из титанового сплава загрязняется смазочно-охлаждающим маслом после высверливания, и по этой причине главной является очистка с помощью растворителя.
[0177]
Кроме того, из примера 3-2 понятно, что задиры на стороне выхода сверла пластины из титанового сплава подавляются, и имеется также воздействие подавления износа сверла в случае, когда используется прокладочный лист для резания, в дополнение к охлаждению с помощью газа. Считается, что это связано со смазывающими свойствами композиции смолы прокладочного листа для резания. Конкретно, считается, что смазывающие свойства между поверхностью сверла, включая поверхность бороздок сверла, и внутренним пространством произведенного отверстия улучшаются, высвобождение труднообрабатываемых резанием частиц в труднообрабатываемом резанием металле, который необходимо резать с помощью головки сверла, становится простым, и частота и степень перетирания с помощью головки сверла могут быть уменьшены, благодаря существованию композиции смолы, и по этой причине, в результате, уменьшается износ головки сверла. Из сравнительного примера 3-2 понятно, что здесь смазывающее воздействие является плохим, и по этой причине происходит износ наконечника сверла в случае, когда используют просто смазочно-охлаждающее масло.
ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ
[0178]
С помощью способа резания (например, высверливания) армированного волокном композитного материала (например, CFRP) с использованием прокладочного листа для резания по настоящему изобретению, можно получить благоприятное качество отверстий по сравнению с обычной механической обработкой, где не получается благоприятного качества отверстий для труднообрабатываемых резанием материалов, и можно продлить ресурс стойкости сверл для обработки. Таким образом, способ по настоящему изобретению может эффективно применяться для CFRP, который в последнее время привлекает внимание в качестве конструкционного материала для самолетов, и по этой причине, ожидается увеличение использования CFRP, и промышленное применение является исключительно высоким.
[0179]
Кроме того, способ резания (например, высверливания) металла с использованием прокладочного листа для резания по настоящему изобретению может продлить ресурс стойкости сверл по сравнению с обычной механической обработкой, где количество отверстий, которое может быть обработано одним сверлом, для труднообрабатываемого резанием материала является малым. Кроме того, при обычной влажной обработке, производительность понижается из-за загрязнения заготовки или нагрузки, связанной с процессом очистки, однако, по настоящему изобретению, становится возможной сухая обработка, и затраты на обработку могут быть уменьшены при осуществлении обработки с использованием прокладочного листа для резания, и по этой причине, промышленное применение является исключительно высоким.
[0180]
Кроме того, способ резания (например, высверливания) армированного волокном композитного материала и/или металла с использованием способа резания по настоящему изобретению приводит к улучшению производительности по сравнению с обычным влажным резанием. При обычной влажной обработке, производительность понижается из-за загрязнения заготовки или нагрузки, связанной с процессом очистки, однако в способе резания по настоящему изобретению, становится возможной сухая обработка, и затраты на обработку могут быть уменьшены при использовании обработки с воздушным охлаждением или при использовании обработки с воздушным охлаждением и прокладочного листа для резания вместе, и по этой причине, промышленное применение является исключительно высоким.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ АРМИРОВАННОГО ВОЛОКНАМИ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2693232C1 |
| СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ ОБЛЕГЧЕНИЯ ПРОЦЕССА МЕХАНООБРАБОТКИ И СПОСОБ МЕХАНООБРАБОТКИ | 2016 |
|
RU2673474C1 |
| СВЕРЛО И СПОСОБ ФОРМИРОВАНИЯ ОТВЕРСТИЙ | 2017 |
|
RU2693230C1 |
| СВЕРЛО И СПОСОБ ФОРМИРОВАНИЯ ОТВЕРСТИЙ | 2017 |
|
RU2693242C1 |
| АРМИРОВАННЫЕ ВОЛОКНОМ КОМПОЗИТНЫЕ МАТЕРИАЛЫ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2007 |
|
RU2449772C2 |
| СВЕРЛО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОМПОЗИЦИОННОГО МАТЕРИАЛА, АРМИРОВАННОГО ВОЛОКНАМИ | 2007 |
|
RU2431548C2 |
| УСОВЕРШЕНСТВОВАНИЕ АРМИРОВАННЫХ ВОЛОКНАМИ МАТЕРИАЛОВ | 2012 |
|
RU2615405C2 |
| АРМИРОВАННЫЙ ВОЛОКНАМИ КОМПОЗИТНЫЙ МАТЕРИАЛ | 2011 |
|
RU2550892C1 |
| ПРОКЛАДОЧНЫЙ ЛИСТ ДЛЯ СВЕРЛЕНИЯ | 2013 |
|
RU2603401C2 |
| МАТ С ПРОИЗВОЛЬНОЙ ОРИЕНТАЦИЕЙ ВОЛОКОН И ФОРМОВАННЫЙ ПРОДУКТ ИЗ АРМИРОВАННОГО ВОЛОКНОМ КОМПОЗИТНОГО МАТЕРИАЛА | 2013 |
|
RU2558904C1 |
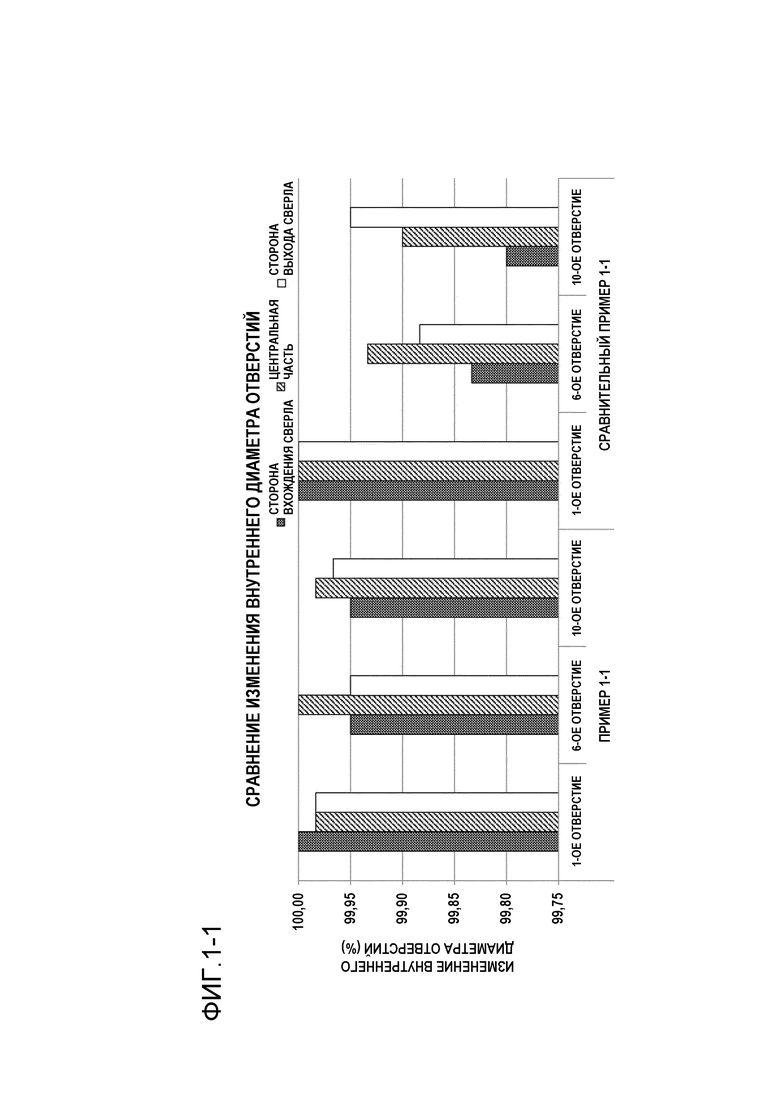
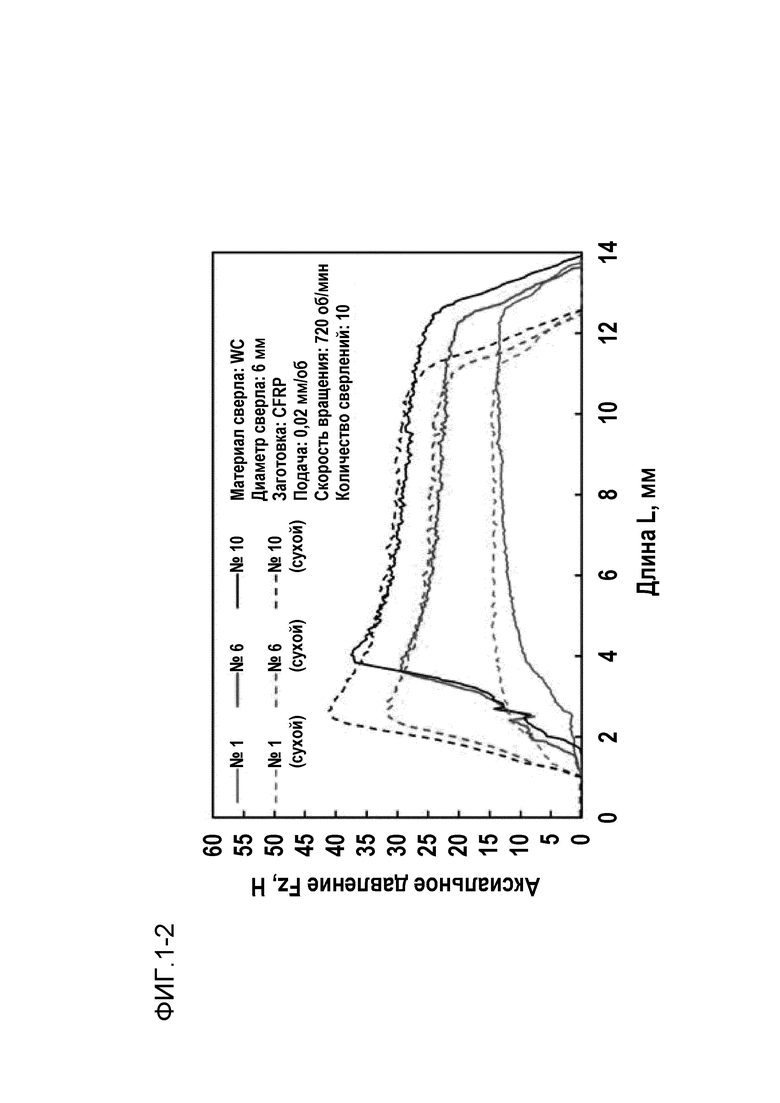
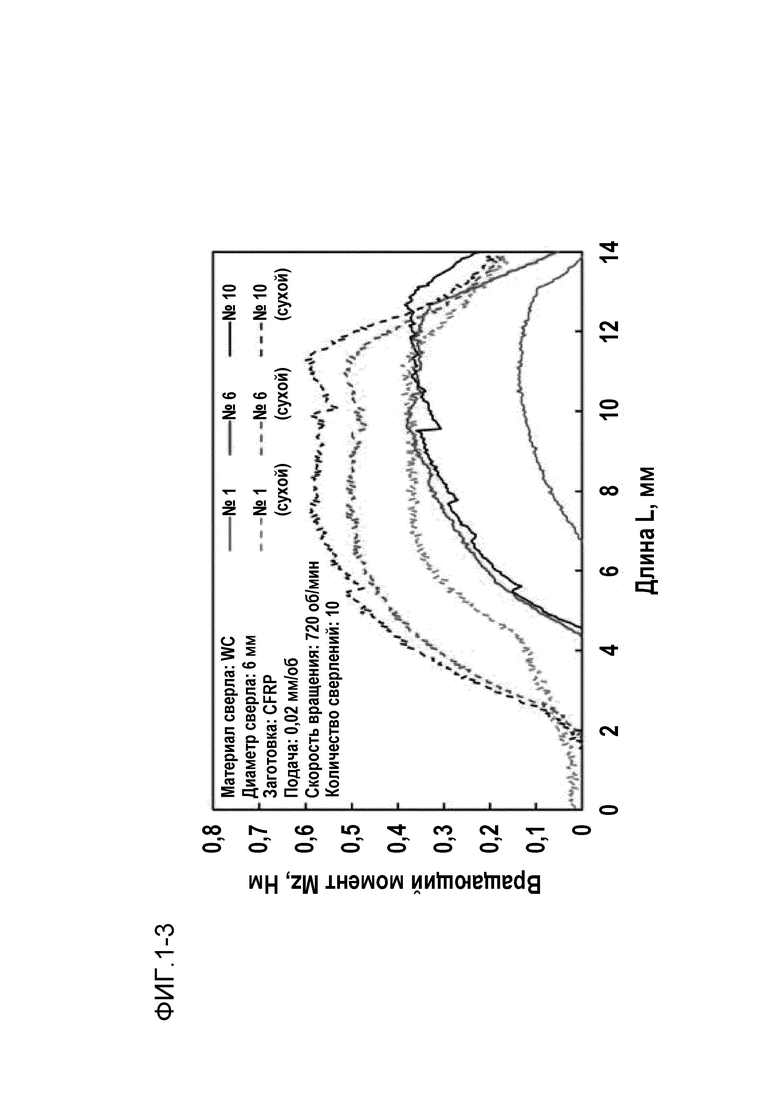
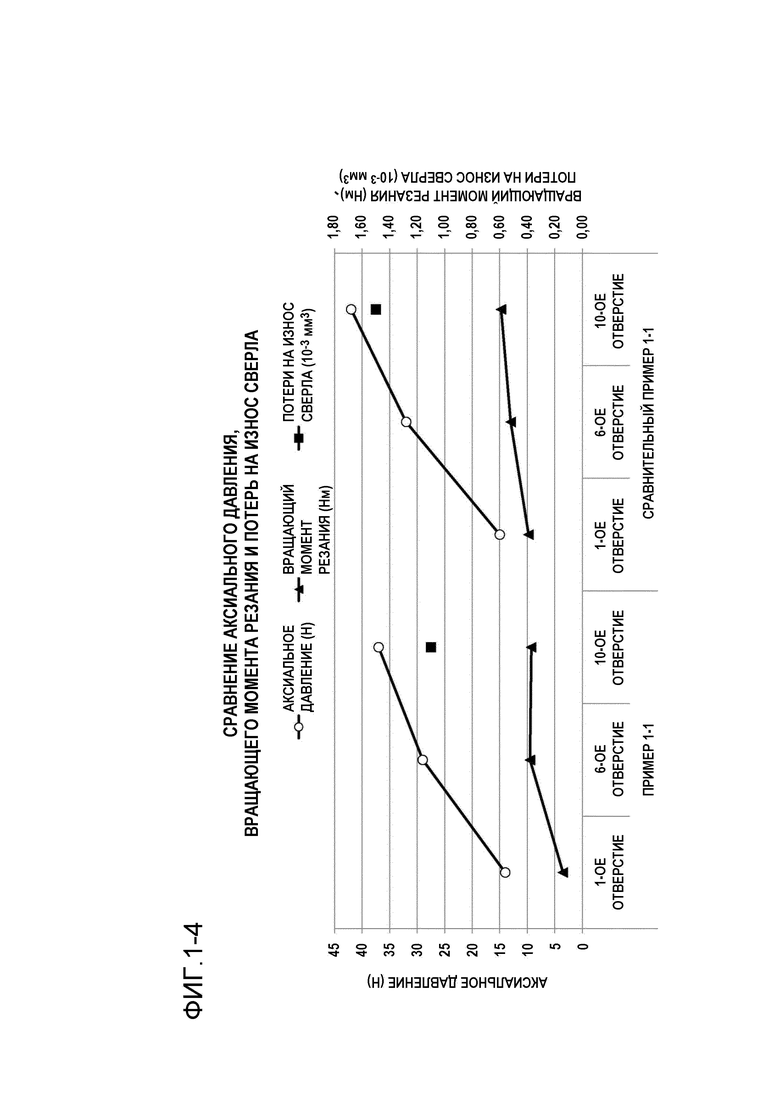

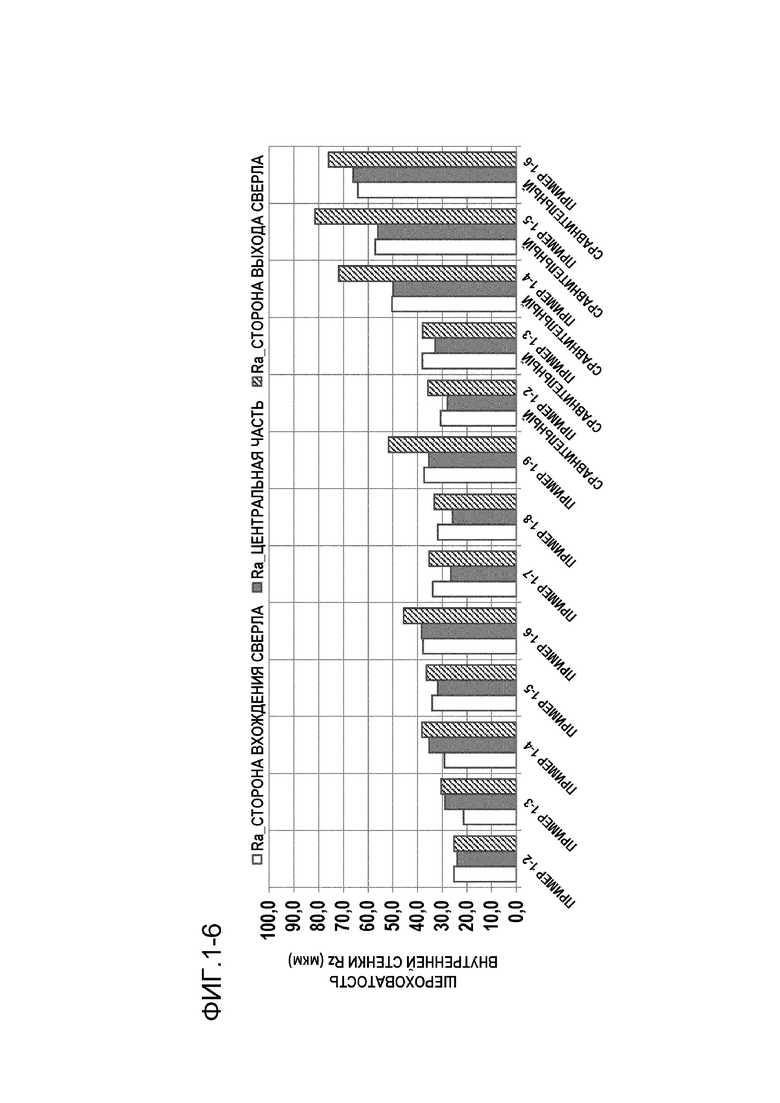
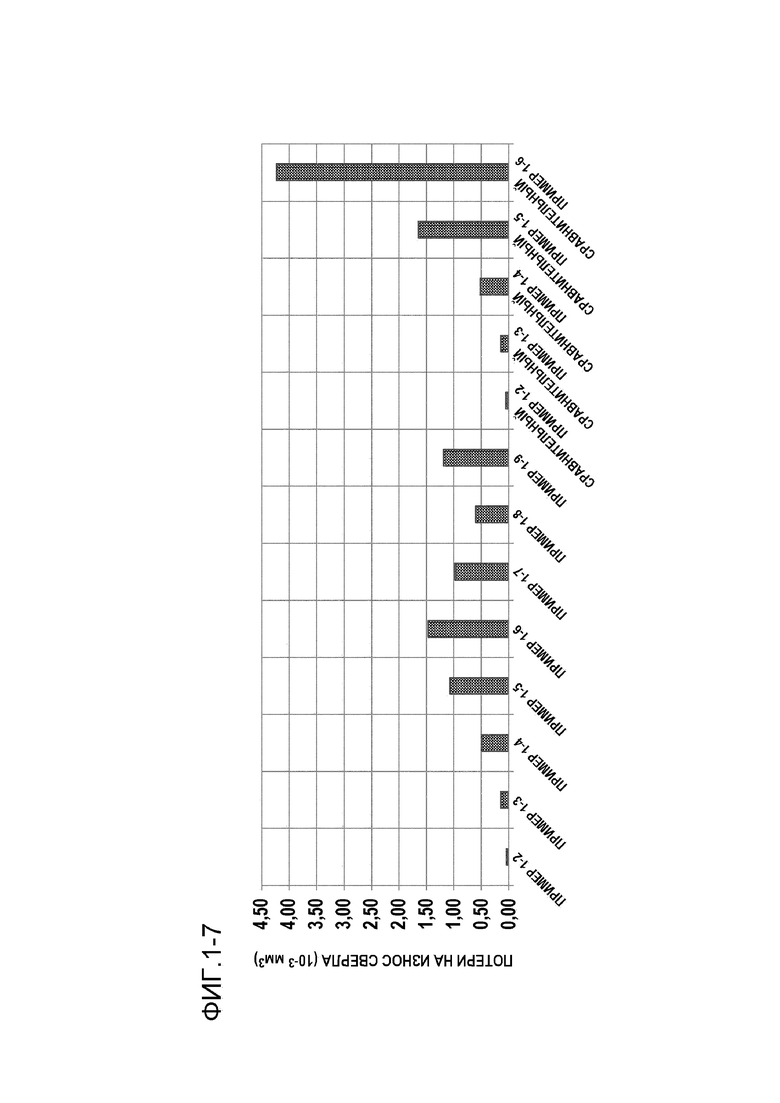
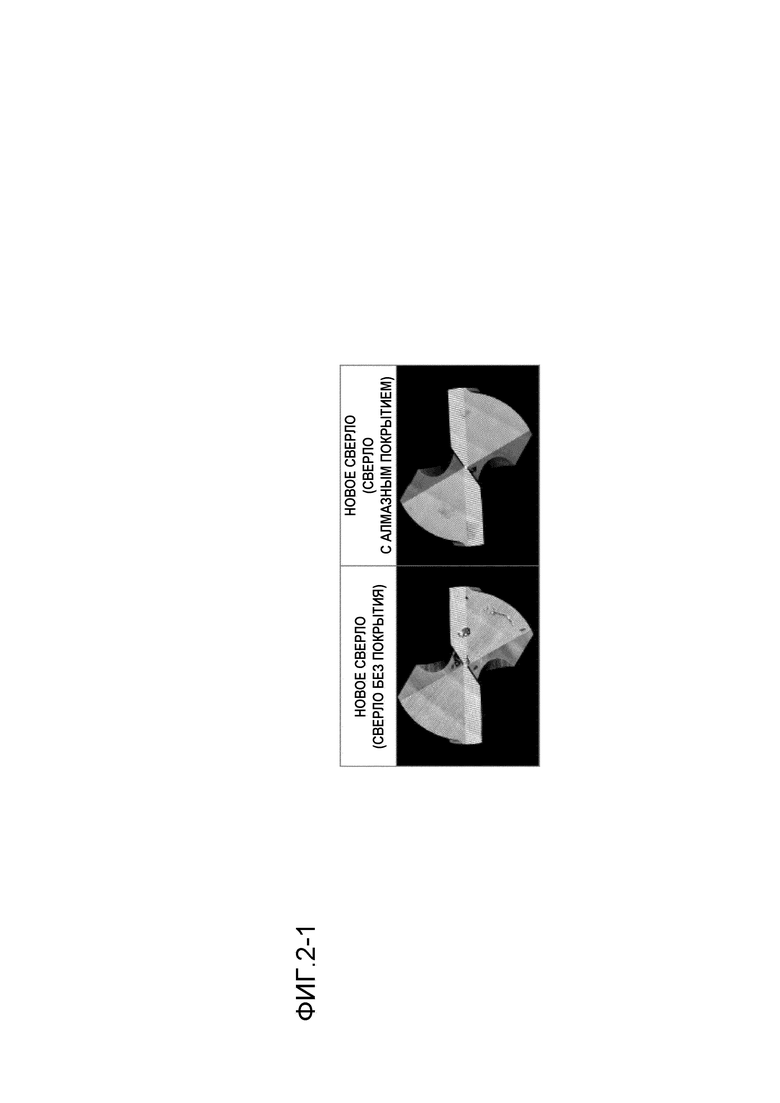
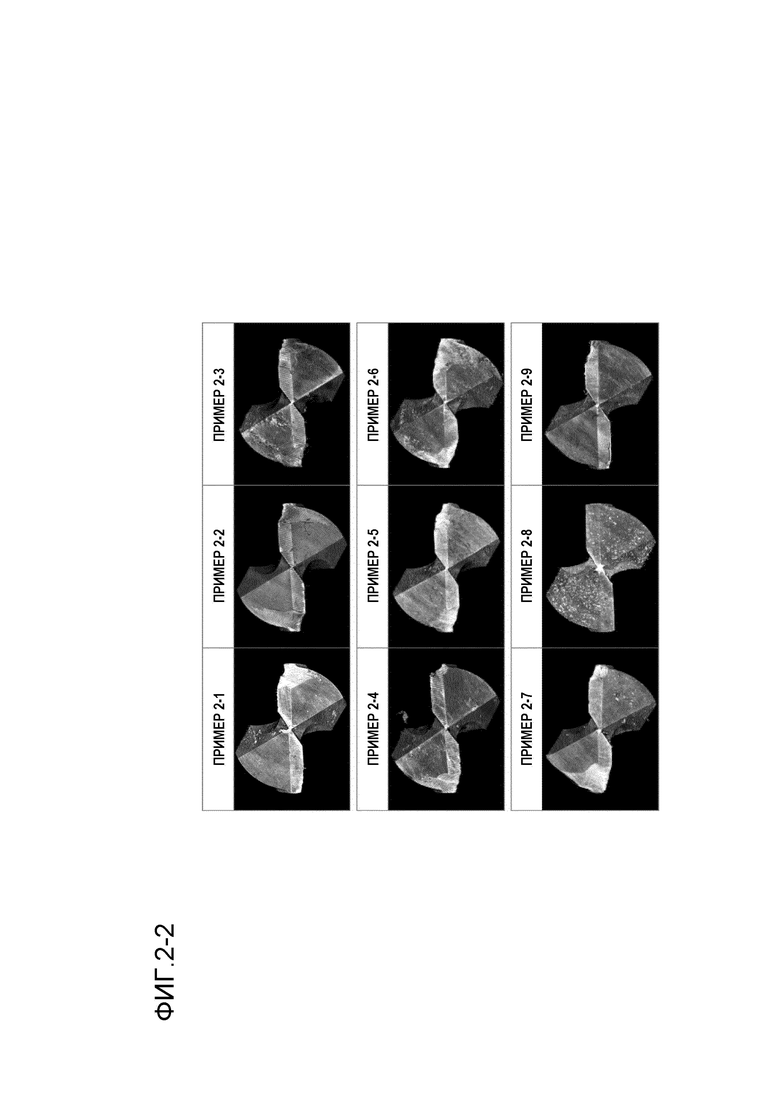
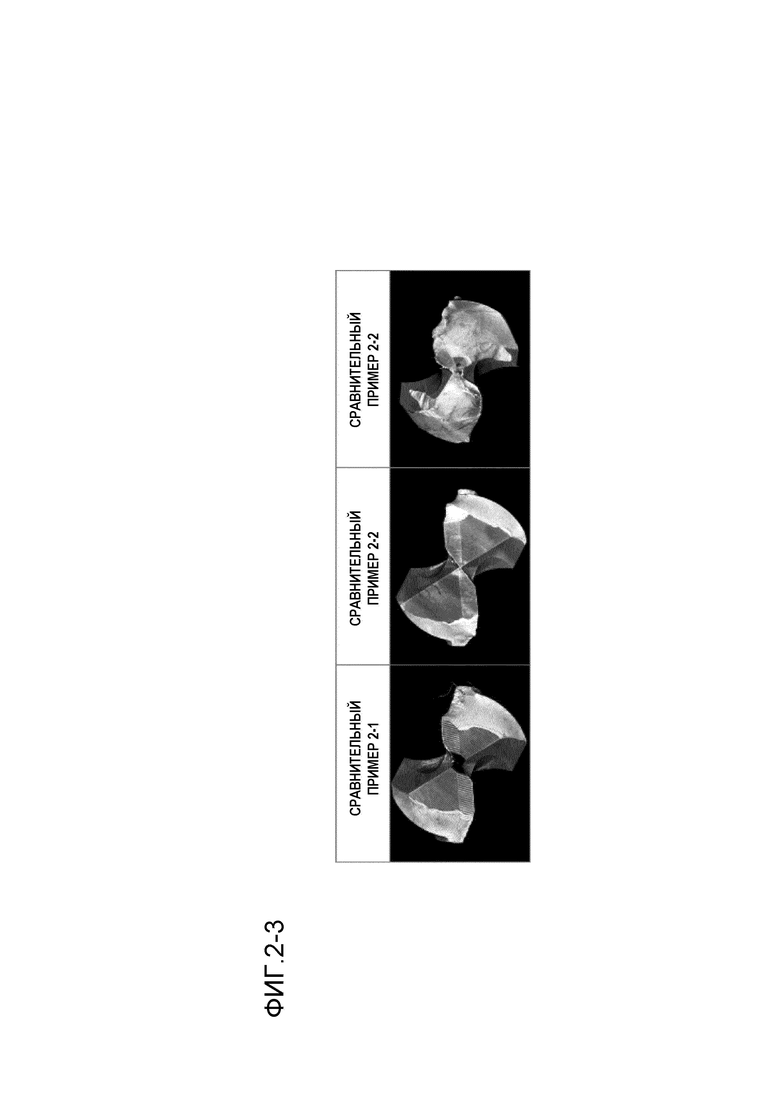
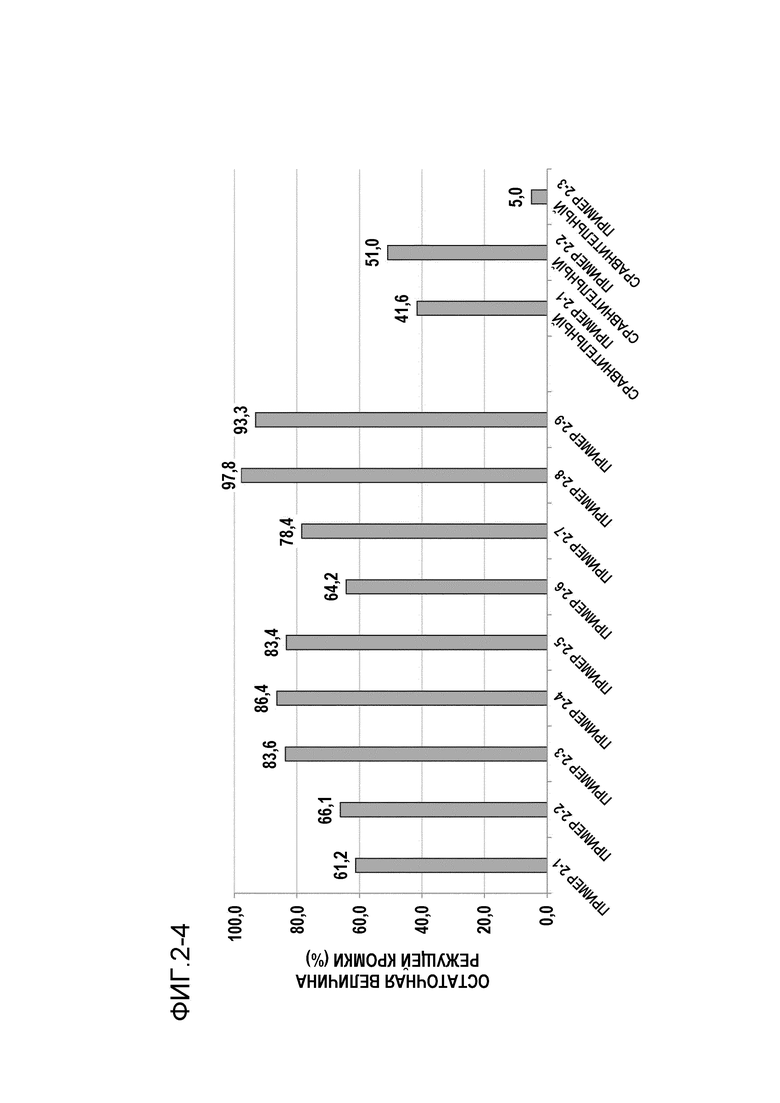

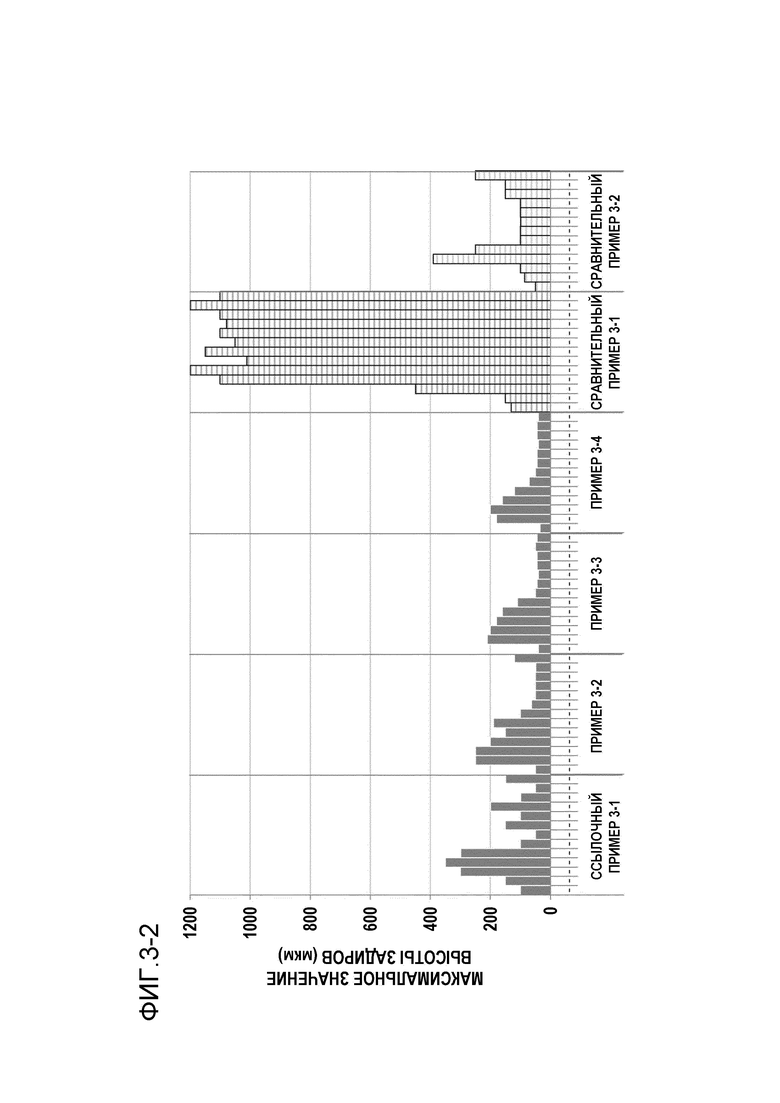
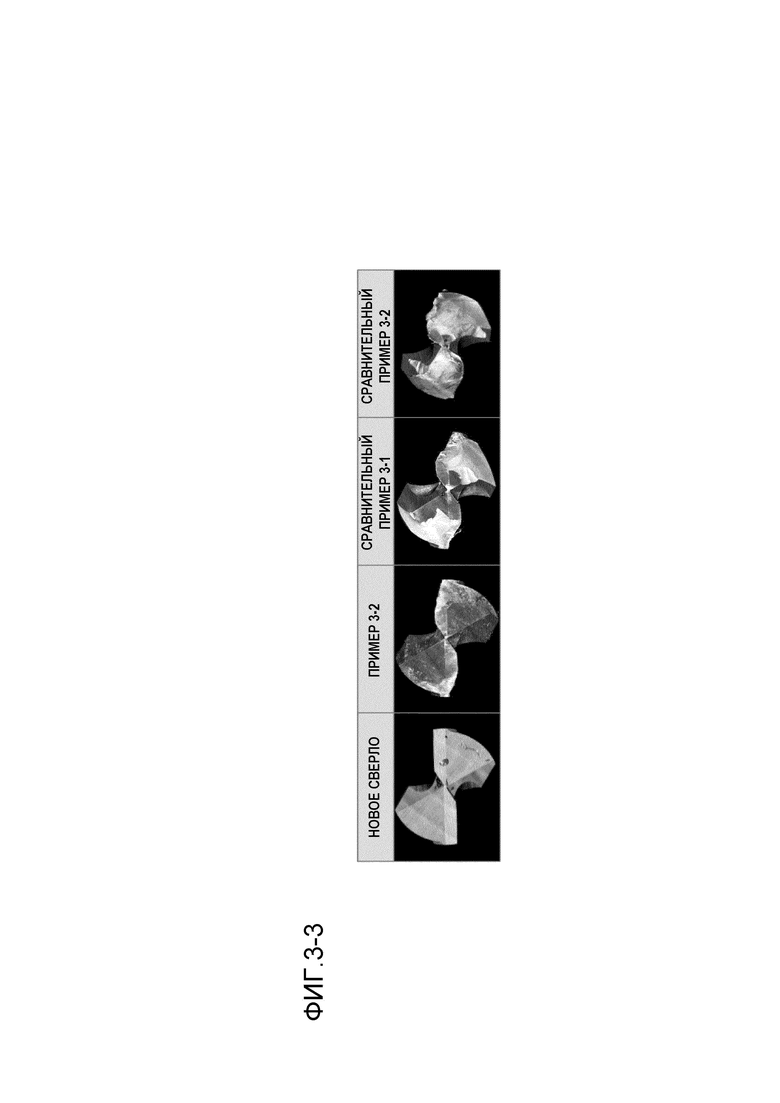
Прокладочный лист предназначен для резания армированного волокном композитного материала, содержащего армированный углеродным волокном пластик. Прокладочный лист содержит водорастворимую смолу и/или водонерастворимую смолу. Достигается повышение стойкости инструмента и качества обработанных отверстий. 8 н. и 22 з.п. ф-лы, 3 ил., 3 табл.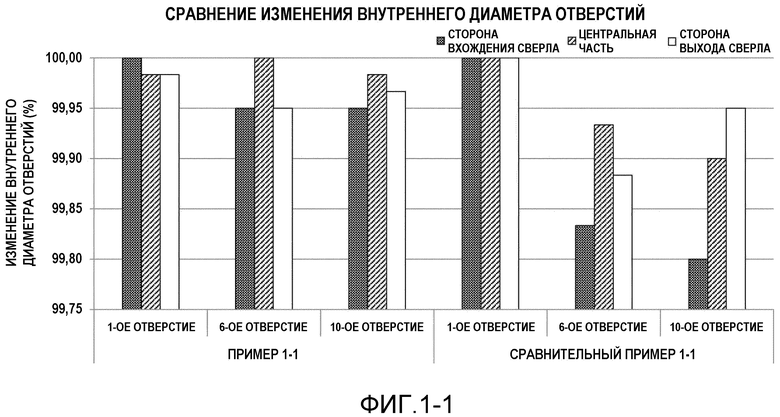
1. Прокладочный лист для резания армированного волокном композитного материала, содержащего армированный углеродным волокном пластик,
характеризующийся тем, что он содержит водорастворимую смолу и/или водонерастворимую смолу.
2. Прокладочный лист для резания металла в виде титанового сплава или алюминиевого сплава,
характеризующийся тем, что он содержит водорастворимую смолу и/или водонерастворимую смолу.
3. Прокладочный лист для резания армированного волокном композитного материала и металла, в котором армированный волокном композитный материал содержит армированный углеродным волокном пластик, а металл представляет собой титановый сплав или алюминиевый сплав,
характеризующийся тем, что он содержит водорастворимую смолу и/или водонерастворимую смолу.
4. Прокладочный лист по любому из пп. 1-3, который содержит твердое смазывающее вещество.
5. Прокладочный лист по любому из пп. 1-3, который содержит два или более слоев композиции смолы.
6. Прокладочный лист для резания по любому из пп. 1-3, который имеет толщину 0,1 мм или больше и 20 мм или меньше.
7. Прокладочный лист по любому из пп. 1-3, который снабжен металлической фольгой на по меньшей мере одной стороне листа.
8. Прокладочный лист по п. 7, в котором между металлической фольгой и листом из смолы сформирован слой адгезива.
9. Прокладочный лист для резания по п. 8, в котором слой адгезива представляет собой покрытие из смолы.
10. Прокладочный лист по любому из пп. 1-3, в котором на стороне, предназначенной для контакта с армированным волокном композитным материалом и/или металлом, сформирован липкий слой.
11. Прокладочный лист по п. 3, предназначенный для резания объекта, выполненного в виде материала, полученного посредством наложения друг поверх друга металла и армированного волокном композитного материала так, чтобы они находились в контакте друг с другом.
12. Прокладочный лист по любому из пп. 1-3, который содержит металл.
13. Прокладочный лист по любому из пп. 1-3, предназначенный для резания армированного волокном композитного материала и/или металла с охлаждением части, которую режут, и/или режущего инструмента с использованием газа.
14. Способ резания армированного волокном композитного материала, включающий вхождение режущего инструмента в упомянутый материал, при котором используют прокладочный лист для резания по п. 1.
15. Способ резания металла, включающий вхождение режущего инструмента в упомянутый металл, при котором используют прокладочный лист для резания по п. 2.
16. Способ резания армированного волокном композитного материала и металла, включающий вхождение режущего инструмента в упомянутые композитный материал и металл, при котором используют прокладочный лист для резания по п. 3.
17. Способ резания по любому из пп. 14-16, в котором резание осуществляют путем расположения прокладочного листа для резания на стороне вхождения режущего инструмента в армированный волокном композитный материал и/или металл.
18. Способ резания по любому из пп. 14-16, в котором резание выполняют путем сверления.
19. Способ резания по любому из пп. 14-16, в котором используют прокладочный лист для резания, снабженный алюминиевой фольгой.
20. Способ резания по любому из пп. 14-16, в котором резание осуществляют при охлаждении части, которую режут, и/или режущего инструмента с использованием газа, имеющего температуру 30°C или ниже.
21. Способ резания по любому из пп. 14-16, в котором используют режущий инструмент в виде сверла, выполненного из твердого сплава.
22. Способ резания любому из пп. 14-16, в котором резание осуществляют для формирования сквозного отверстия в армированном волокном композитном материале и/или металле.
23. Способ резания по любому из пп. 14-16, в котором резание осуществляют при охлаждении части, которую режут, и/или режущего инструмента с использованием газа, при этом количество газа, подаваемого на часть, которую режут, и/или на режущий инструмент, составляет 5-300 л/мин, площадь отверстия для выхода газа в устройстве для подачи газа составляет 7-2000 мм2 и расстояние между отверстием для выхода газа устройства для подачи газа и частью, которую режут, и/или режущим инструментом составляет 100-500 мм.
24. Способ резания по любому из пп. 14-16, в котором резание осуществляют при охлаждении части, которую режут, и/или режущего инструмента с использованием газа, причем содержание влаги в газе, подаваемом к части, которую режут, и/или к режущему инструменту, составляет 20 г/м3 или меньше.
25. Способ резания по любому из пп. 14-16, в котором резание осуществляют при охлаждении части, которую режут, и/или режущего инструмента с использованием газа, причем содержание масла в газе, подаваемом к части, которую режут, и/или к режущему инструменту, составляет 10 мг/м3 или меньше.
26. Способ резания по п. 15 или 16, предназначенный для резания металла в виде титанового сплава.
27. Способ резания по п. 15 или 16, предназначенный для резания металла в виде алюминиевого сплава.
28. Способ резания по п. 16, предназначенный для резания материала, полученного посредством наложения друг поверх друга металла и армированного волокном композитного материала так, чтобы они находились в контакте друг с другом, при этом резание осуществляют путем расположения армированного волокном композитного материала так, чтобы он находился на стороне, более близкой к стороне вхождения режущего инструмента, чем металл.
29. Способ обработки армированного волокном композитного материала, включающий резание армированного волокном композитного материала способом резания по п. 14.
30. Способ обработки металла, включающий резание металла способом резания по п. 15.
| JP 2002292599 A, 08.10.2002 | |||
| СПОСОБ АВТОМАТИЧЕСКОГО СВЕРЛЕНИЯ ДВУСТОРОННИХ | 0 |
|
SU261868A1 |
| Способ сверления композиционных материалов | 1976 |
|
SU642088A1 |
| WO 2011158510 A1, 22.12.2011. | |||

