Изобретение относится к производству электронагревательных приборов, в частности к изготовлению нагревательных элементов (НЭ) из полимерных композиционных материалов, используемых для нагрева малогабаритных помещений (подвала, лоджии, теплицы, гаража), сушки обуви и др.
Известен способ изготовления трубчатого электронагревателя (1). При изготовлении оболочку после установления нагревательного элемента заполняют порошкообразным изоляционным наполнителем и опрессовывают. Перед опрессовкой оболочки на ее наружную поверхность наматывают технологическую ленту из металла с пределом текучести не менее 175 МПа (18 кгс/мм2), которую снимают после опрессовки.
Недостатками данного способа считаем большое усилие натяжения ленты при обмотке, сложное аппаратурное оформление технологического процесса, большая энерго- и металлоемкость НЭ, высокая пожароопасность, связанная с большой температурой нагрева самого НЭ в процессе эксплуатации.
Известен способ изготовления нагревательных элементов "Слотерм" (2). Данный способ включает пропитку изолирующих слоев бумаги полимерным связующим, сборку технологического пакета, укладку электропроводящего слоя углеродной бумаги и токоподводящих шин между изолирующими слоями, прессование в этажном прессе с давлением 10 МПа или в пересчете на площадь прессуемого пакета с усилием сжатия пакета (0,7-1,4)х106 кг в зависимости от величины нагревательного элемента в течение 6-8 ч при температуре 140-160оС.
Освоение производства данного вида нагревателей предполагает использование дефицитных дорогостоящих этажных прессов, что требует больших капитальных затрат на их приобретение и обслуживание (стоимость одного этажного пресса исчисляется сотнями тысяч рублей). Технология прессования требует больших затрат электроэнергии, воды, имеет большую трудоемкость. Недостатками этих нагревателей являются стационарность и большая масса (отношение массы к электрической мощности составляет 3,5-10 г/Вт), то есть большая материалоемкость.
Известен способ изготовления электронагревателя, при котором выполняют из изоляционного материала и термореактивного связующего две трубчатые оболочки разного диаметра, размещают на меньшей из них резистивный элемент, поверх устанавливают вторую оболочку, уплотняют эту сборку, снаружи и затем термообрабатывают (3).
Недостатком этого способа является его трудоемкость и невысокий срок службы нагревателей, полученных этим способом.
Целью изобретения является повышения срока службы и экономичности электронагревателя.
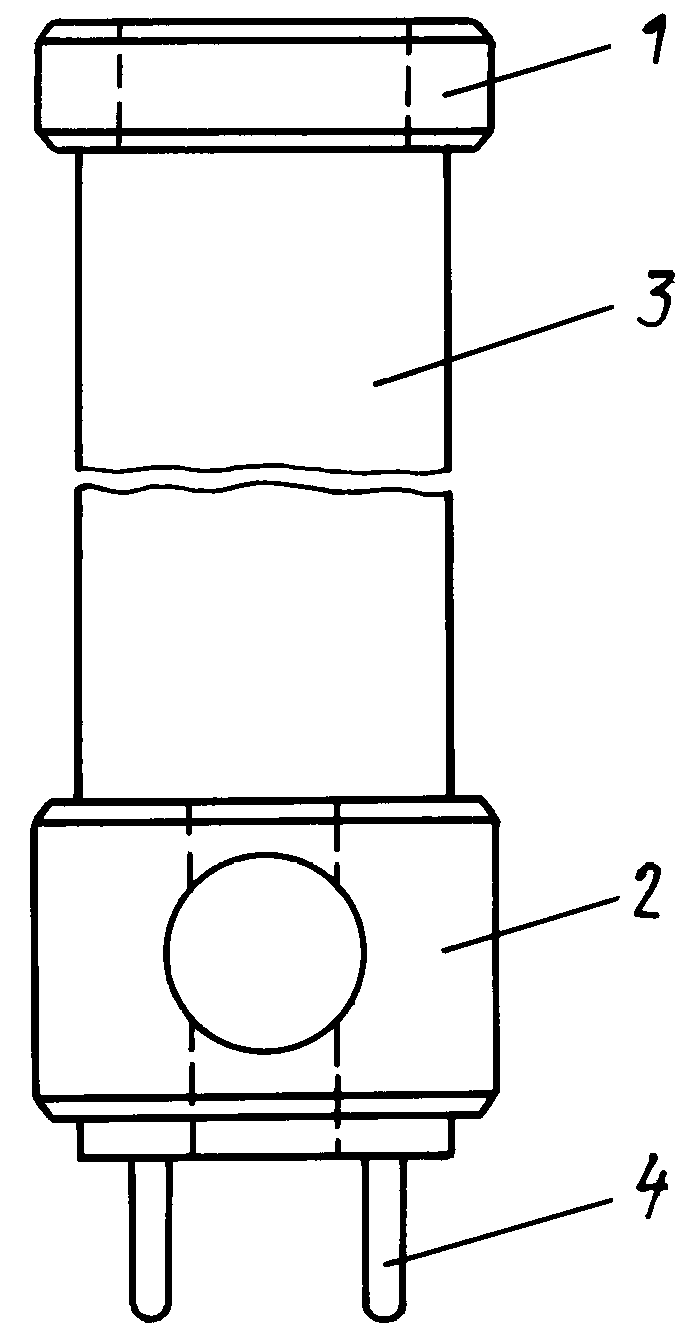
Полученные предлагаемым способом НЭ (фиг. 1) снабжаются концевыми обоймами 1, 2, имеющими для конвекции через трубу 3 НЭ воздуха сквозные отверстия общей площадью 20-80% от площади внутреннего канала НЭ и содержащими токоподводящую вилку или другую электроарматуру 4. НЭ компануются по несколько штук в батареи путем параллельного электрического соединения или включением в стандартные тройники и другие разъемы. Таким образом, в каждом конкретном случае потребитель может регулировать интенсивность обогрева, изменяя количество подключенных НЭ. Переносное исполнение НЭ позволяет также осуществлять избирательный или локальный нагрев в помещении. Компактность и малый вес НЭ делает удобным его использование в туристических поездках или на сельскохозяйственных работах для сушки обуви, перчаток и др.
Потребляемая электрическая мощность нагревателя зависит от электрического сопротивления выбранного токопроводящего материала и габаритов нагревательного элемента и может варьироваться от 50 до 200 Вт. Наибольший интерес представляет конструктивное выполнение нагревательного элемента мощностью 100 Вт и массой 150 г, так согласно ГОСТ 16617-87 отопительные бытовые электроприборы мощностью менее 500 Вт не выпускаются. Таким образом, потребитель получает новый вид продукции - экономичный нагреватель, предназначенный для непрерывного или длительного обогрева небольших помещений: погреба в зимнее время, застекленной лоджии и т. д. При этом, по сравнению с прототипом количество потребляемой электроэнергии сокращается в 8-10 раз. Малый вес нагревательного элемента (1,5 г/Вт) и небольшие габариты (длина 0,5-1,0 м) позволяют делать его переносным, облегчают транспортировку и в целом повышают удобство в эксплуатации.
В процессе отверждения слой магнитной ленты, содержащей сажевый наполнитель, приклеивается к внешней поверхности НЭ. В результате этого неожиданно резко уменьшилось требуемое количество электропроводящего материала, обеспечивающее равномерный нагрев поверхности нагревательного элемента, увеличилась скорость нагрева. Видимо, это связано с увеличением теплопроводности поверхностного слоя. Для количественной оценки данного эффекта авторы использовали отношение площади, покрываемой электропроводящим материалом, к общей обогреваемой площади внешней поверхности нагревательного элемента (Sэ/So).
Для НЭ, получаемого заявленным способом, ТКС = -0,05. Поэтому, вероятность перегрева и прожига НЭ снижается, так как, чем более отрицателен ТКС, тем быстрее снижается электрическое сопротивление изделия с повышением температуры.
Усилие напряжения при намотке магнитной ленты обеспечивает уплотнение покрытия. Уменьшение усилия достигается простым торможением катушки с лентой, закрепленной на оси раскладчика викелевочного (обмоточного) станка. Недостаточное усилие натяжения приводит к ухудшению механических свойств пластика, увеличению контактного сопротивления между шинами и электропроводящим материалом, что вызывает перегрев шин и снижает ресурс НЭ. Чрезмерное усилие натяжение может деформировать или оборвать магнитную ленту, в результате чего нарушается непрерывность черного покрытия поверхности и ухудшается внешний вид НЭ.
Приведены примеры изготовления электронагревателя заявленным способом.
П р и м е р 1. Стеклоткань Т-10 ГОСТ 19170-73 пропитывают 50% -ным раствором новолачной смолы СФ-010 ГОСТ 18694-80 в ацетоне на пропиточной машине УПСТ-1000. Вырезают из полученного препрега по шаблону заготовки внутреннего и внешнего изолирующих слоев, размером 230х700 мм. Закатывают заготовку внутреннего изолирующего слоя на цилиндрическую стальную оправку диаметром 38 мм. Наматывают углеродную нить УНК-П/5000, сорт Б (ТУ6-06-И152-87), длиной 8 мм на викелевочном станке спирально с шагом 9 мм. Накладывают на концы нити вырезанные из латунной фольги прямоугольные шины (20х100 мм) и закрепляют их на оправке с помощью липкой ленты. Закатывают на оправку заготовку внешнего изолирующего слоя. Обматывают оправку отходом магнитной ленты ПЭТФ-6,3 тип ПА6-56 (ТУ6-17-626-79) черным слоем к поверхности внешнего из полирующего слоя с усилием натяжения 1 кг. Помещают оправку в печь и выдерживают в течение 2 ч при 140оС. Снимают нагревательный элемент с оправки, сматывают магнитную ленту. Электрическая мощность нагревателя 100 Вт, масса 150 г, диаметр 40 мм, длина 700 мм. Рабочая температура нагревательного элемента 100оС. Напряжение питания 220 В.
П р и м е р 2. Вырезают из стеклоткани ЭЗ-100 (ГОСТ 19907-83) заготовки внутреннего и внешнего изоляционных слоев, размером 350х700 мм. Заготовки пропитывают вручную шпателем смесью эпоксидной смолы ЭД-20 (ГОСТ 10587-76), Изо-МТГФА ТУ6-09-3321-73 и УП 606/2 ТУ6-099-4136-75 (в соотношении 100: 70: 2). Закатывают заготовку внутреннего изолирующего слоя на коническую дюралевую оправку с диаметрами концов 40 и 35 мм. Наматывают углеродный жгут ВМН-4 ТУ48-2048-74 длиной 10 м и спирально с шагом 7 мм. Наматывают на концы нити медную проволоку 30-40 витков. Завязывают концы проволоки. Накатывают на оправку заготовку внешнего изолирующего слоя. Наматывают отходы магнитной ленты ПЭТФ-12 типа А4620-6 на поверхность внешнего изолирующего слоя с усилием натяжения 5 кг. Помещают оправку в печь и отверждают в течение 1 ч при 120оС. Снимают нагревательный элемент с оправки, сматывают и ленту. Электрическая мощность нагревательного элемента 50 Вт, масса 100 г, средний диаметр 40 мм, длина 600 мм, рабочая температура 70оС. Напряжение питания 220 В.
П р и м е р 3. Стекломат из стеклянных нитей ГОСТ 10727-73 пропитывают эпокситрифенольным связующим ЭТФ ТУ6-05-1885-80. Вырезают из полученного препрега заготовки внутреннего и внешнего изолирующих слоев. Закатывают заготовку внутреннего изолирующего слоя на цилиндрическую стальную трубу диаметром 200 мм длиной 500 мм. Наматывают углеродную ленту ЛВМ ТУ48-4807-170-86 длиной 12 м методом спиральной намотки с шагом 20 мм. Накладывают на концы нити вырезанные из стальной фольги прямоугольные шины 50х50 мм. Закатывают оправку отходами магнитной ленты ПЭТФ-6,3 тип ПА6-56 черным слоем к поверхности заготовки с натяжением 1,5 кг. Помещают оправку в печь и выдерживают 2 ч при 130оС и 3 ч при 175оС. Снимают нагревательный элемент с оправки, сматывают магнитную ленту.
Электрическая мощность нагревателя 200 Вт, масса 350 г, диаметр 202 мм, длина 0,5 м. Рабочая температура нагревательного элемента 90оС. Напряжение питания 110 В.
П р и м е р 4. Оправкой служит внутренний изолирующий слой в виде трубы, которую получают методом пропитки стекловинга типа Р ГОСТ17139-79, связующим Роливсан МВ-1 ТУ6-14-24-143-85 и полтрузии через фильеру обогреваемую до 200оС. Обрезают трубу длиной 1 м. Пропитывают связующим Роливсан МВ-1 углеродную ткань ТГН-2М ТУ 48-20-19-72. Вырезают из полученного препрега заготовку токопроводящего материала. Накатывают ее на внутреннюю изолирующую трубу. Обматывают концы трубы медной проволокой - 50 витков. Пропитывают связующим Роливсан ВМ-1 стеклоткань Т-10-80 ГОСТ 19170-73. Вырезают из полученного препрега заготовку внешнего изолирующего слоя, накатывают ее на поверхность токопроводящего материала. Обматывают трубу фторопластовой пленкой Ф-4 ГОСТ 24222-80 с усилием напряжения 5 кг. Помещают трубу в печь и выдерживают 4 ч при 250оС. Электрическая мощность нагревательного элемента 200 Вт, масса 100 г, диаметр 20 мм, длина 1 м, рабочая температура поверхности НЭ 200оС. Отсутствие сажевого наполнителя заметно не сказывается на свойствах НЭ, поскольку 90% его поверхности содержит электропроводящую ткань. Однако, по себестоимости единицы мощности НЭ по данному примеру приближается к прототипу.
П р и м е р ы 5-8 выполнены аналогично примеру N 1. Разница для примеров 5, 6 заключается в изменении габаритов НЭ и, следовательно, в отношении Sэ/So. НЭ по примеру 5 имеет длину 350 мм, шаг намотки углеродной нити 4 мм и отношение Sэ/Sо становится равным 6% . При этом температура поверхности возрастает до 150оС и ресурс НЭ резко уменьшается ввиду ускорения термического старения полимерной матрицы изоляционных слоев. Однако, себестоимость НЭ уменьшается ввиду сокращения расхода изолирующих слоев. По примеру 6 НЭ имеет длину 1 м, диаметр 60 мм, шаг намотки 20 мм и отношение Sэ/So становится равным 0,5% . Срок службы НЭ увеличивается, но затраты на материалы возрастают.
П р и м е р ы 7, 8 отличаются от примера N 1 усилием натяжения. По примеру N 7 на усилие натяжения уплотняющей магнитной ленты 0,5 кг. При этом повышается контактное сопротивление НЭ, что приводит к перегреву шин и снижению ресурса эксплуатации. Уменьшение уплотнения ведет к незначительному снижению скорости нагрева поверхности НЭ. По примеру N 8 усилие натяжения 6 кг. Это повышает процент бракованной продукции, что снижает рентабельность производства. Несколько уменьшается срок службы НЭ.
Данный способ изготовления нагревательного элемента позволяет использовать широкий перечень электротехнических (ГОСТ 19907-83) и конструкционных (ГОСТ 19170-73) стеклотканей, некондиционные и низкосортные углеродные жгуты, нити, ленты и ткани, например, не прошедшие входной контроль на соответствие требованиям технических условий по механическим характеристикам, материалы с истекшим сроком хранения. Это позволяет использовать забракованные наполнители полимерных композиционных материалов. В качестве опрессовочной ленты также используются отходы полимерных магнитных лент с некондицией магнитного слоя и другими дефектами. (56) Авторское свидетельство СССР N 1522431, кл. Н 05 В 3/52, 1989.
Шакун Г. В. и др. "Нагревательные элементы" из слоистого пластика О-во "Знание", РСФСР ЛД НТП, 1981.
Авторское свидетельство СССР N 1040628, кл. Н 05 В 3/42, 1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ | 2001 |
|
RU2230439C2 |
| ДЛИННОМЕРНЫЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 1995 |
|
RU2074526C1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ НЕГО | 2011 |
|
RU2483493C2 |
| ЭЛЕКТРОКОНВЕКТОР И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИСТИВНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ НЕГО | 2011 |
|
RU2483494C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКО-ПЛОСКОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ | 2018 |
|
RU2710029C2 |
| ЭЛЕКТРИЧЕСКИЙ НАГРЕВАТЕЛЬ В ФОРМЕ ТЕЛА ВРАЩЕНИЯ | 2006 |
|
RU2320100C1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ПУСТОТЕЛЫХ ОБОЛОЧЕК (ОБОЛОЧЕК ВРАЩЕНИЯ) ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2458791C2 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ | 2005 |
|
RU2286032C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ВЫСОКОМОДУЛЬНЫХ НИТЕЙ | 1999 |
|
RU2143504C1 |
Сущность: при изготовлении нагревательного элемента из полимерных композиционных материалов пропитывают изолирующие трубчатые оболочки из стекловолокнистых материалов полимерным термореактивным связующим, покрывают электропроводящим материалом, внутреннюю оболочку уплотняют и отверждают при нагреве. Укладку резистивного элемента выполняют спиральной намоткой углеродной нити или жгута, или ленты, или путем накатки углеродной ткани. При этом отношение площади, покрываемой электропроводящим материалом к обогреваемой площади внешней поверхности нагревательного элемента для нити или жгута 1 - 5% , для ленты 40 - 80% , для ткани 50 - 90% . Уплотнение выполняют посредством намотки магнитной ленты с усилием напряжения 1 - 5 кг слоем, содержащим сажевый наполнитель, к поверхности внешнего изолирующего слоя. После отверждения в печи нагревательный элемент удаляют. 1 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОНАГРЕВАТЕЛЯ, при котором выполняют из изоляционного материала и термореактивного связующего две трубчатые оболочки разного диаметра, размещают на меньшей из них резистивный элемент, поверх которого устанавливают вторую оболочку, уплотняют это сборку снаружи и затем термообрабатывают, отличающийся тем, что, с целью повышения экономичности и срока службы электронагревателя, выполняют изоляционные оболочки из стекловолокнистого материала, а резистивный элемент - из углеродного материала, который укладывают с отношением площади размещения на оболочке к площади наружной поверхности электронагревателя для резистивного элемента в виде нити или жгута 1 - 5% , для ленты - 40 - 80% , для ткани 50 - 95% , уплотнение выполняют посредством намотки магнитной ленты поверх наружной оболочки с усилием натяжения 1 - 5 кг, причем сторона магнитной ленты, содержащая сажевый наполнитель, обращена к оболочке, а после термообработки электронагревателя магнитную ленту удаляют.
