Изобретение относится к способу и устройству для обрезки кромки толстых металлических листов с помощью ножниц для резки толстых металлических листов, которое имеет кромкообрезные ножи, которые образуют плоскость кромкообрезных ножей. В способе и устройстве возникающая при обрезке кромки полоса отходов разделяется на короткие куски с помощью расположенных позади кромкообрезных ножей и поперек них ножей для резки отходов, которые закреплены на удерживаемых и направляемых в направляющей салазках для ножей для резки отходов.
Ножницы для толстых металлических листов с кромкообрезными ножами для обрезки кромки металлического листа с расположенными поперек их ножами для резки отходов для разрезания уже отделенных полос кромки, соответственно, полос отходов хорошо известны.
Так, в DE 1907717 приведено описание кромкообрезных ножниц для прокатываемых металлических листов, в которых верхний поперечный нож (нож для резки отходов) имеет собственный привод, и режущая кромка нижнего поперечного ножа лежит глубже, чем режущая кромка неподвижного нижнего кромкообрезного ножа. Верхний поперечный нож опирается на поворотный рычаг, который установлен на расположенной под режущей кромкой нижнего поперечного ножа, проходящей примерно параллельно кромкообрезным ножам поворотной оси.
В DE 2122855 приведено описание листовых ножниц для обрезки кромок металлических листов, содержащих неподвижную опору нижнего ножа с нижним ножом для обрезки кромки, и выполняющую качательное движение опоры верхнего ножа с верхним кромкообрезным ножом, и расположенную на стороне выхода пару поперечных ножей, верхний поперечный нож которой приводится в движение с помощью качательного движения опоры верхнего ножа. Верхний поперечный нож расположен на собственных, направляемых по прямой внутри боковых направляющих для опоры верхнего ножа ножевых салазках, которые шарнирно соединены через толкатель с выходным концом опоры верхнего ножа.
Из DT 2658068 А1 известны ножницы для обрезки кромки, содержащие нижний, закрепленный на нижней ножевой станине кромкообрезной нож для обрезания боковых краев стальной плиты, верхний держатель кромкообрезного ножа, который с помощью шатунов опирается на первый и на второй эксцентрик так, что закрепленный на верхнем держателе кромкообрезной нож может совершать качательное движение, соединенный с помощью шатуна с третьим эксцентриком концевой нож, и нижний концевой нож, расположенный на ножевой станине в направлении подачи или транспортировки стальной плиты позади кромкообрезного ножа, при этом все эксцентрики предусмотрены на общем валу, ось которого проходит параллельно направлению подачи стальной плиты.
При этом радиус и угол эксцентриситета третьего эксцентрика выбран относительно радиуса и угла эксцентриситета первого и второго эксцентрика определенным подходящим образом.
Известные ножницы для обрезки кромки с расположенной на стороне выхода парой ножей для резки отходов имеют общим то, что подвижный верхний нож должен направляться возможно более плотно к подлежащей обрезке кромке металлического листа, с целью отжимания вниз еще висящей на листе полосы отходов к нижнему неподвижному ножу для резки отходов, что требует точной установки верхнего ножа для резки отходов после каждой замены ножей. Если верхний нож для резки отходов установлен слишком близко к кромке толстого листа, то обрезаемая кромка листа может быть повреждена. Если же он установлен слишком далеко, то его режущая кромка не перекрывает полосу кромки по всей ширине.
Для ножниц и срока службы ножей предпочтительно увеличивать ширину зазора ножей при увеличении толщины листа. В этом случае при обрезке кромки режущая кромка выполняется с большим наклоном в зависимости от материала толстого листа, чем при меньшем зазоре ножей. Однако это приводит к необходимости увеличения расстояния верхнего ножа для резки отходов до толстого листа, соответственно, его кромки, поскольку иначе верхний нож для резки отходов будет повреждать кромку толстого листа. И наоборот, при небольшой толщине листа и небольшой ширине зазора ножей расстояние не должно быть слишком большим, поскольку иначе не полностью разрезается полоса отходов.
В публикации US 2160999 А раскрыты способ и устройство для обрезки кромки толстых металлических листов с помощью ножниц для металлических листов, при этом толстые металлические листы имеют обрезаемые кромки, которые образуют, в свою очередь, плоскость обрезных кромок. Возникающие при обрезке кромки полосы отходов разделяются на куски отходов с помощью расположенного, если смотреть в направлении транспортировки толстого металлического листа, позади обрезаемых кромок приспособления ножей для резки отходов с верхним ножом для резки отходов и нижним ножом для резки отходов. Верхний нож для резки отходов и нижний нож для резки отходов образуют плоскость ножей для резки отходов, и расстояние между верхним ножом для резки отходов и/или расстояние между нижним ножом для резки отходов и плоскостью кромкообрезных ножей регулируют перед каждым процессом обрезки кромки в зависимости от толщины соответствующих подлежащих обрезке кромки толстых металлических листов. Регулировка осуществляется посредством сдвига верхнего ножа для резки отходов и/или нижнего ножа для резки отходов в направлении сдвига по меньшей мере с одной составляющей поперек плоскости кромкообрезных ножей.
Исходя из представленного уровня техники задачей изобретения является создание альтернативного способа и альтернативного устройства для обрезки кромки металлических листов при изменяющейся толщине листов.
Поставленная задача решена с помощью предмета пункта 1 формулы изобретения. Пункт 1 формулы изобретения характеризуется тем, что расстояние между верхним ножом для резки отходов и плоскостью кромкообрезных ножей и/или расстояние между нижним ножом для резки отходов и плоскостью кромкообрезных ножей регулируют перед соответствующим процессом обрезки кромки в зависимости от толщины соответствующих подлежащих обрезке кромки толстых металлических листов посредством сдвига верхнего ножа для резки отходов и/или нижнего ножа для резки отходов в направлении сдвига по меньшей мере с одной составляющей поперек плоскости кромкообрезных ножей, что дополнительно к расстоянию между верхним ножом и/или нижним ножом для резки отходов и плоскостью кромкообрезных ножей регулируют также ширину зазора между ножами для резки отходов в зависимости от толщины подлежащих обрезке кромки толстых металлических листов посредством сдвига верхнего ножа для резки отходов и/или нижнего ножа для резки отходов относительно друг друга в направлении сдвига с другой составляющей поперек образованной ножами для резки отходов плоскости ножей для резки отходов, что сдвиги верхнего ножа для резки отходов и/или нижнего ножа для резки отходов поперек плоскости кромкообрезных ножей и поперек плоскости ножей для резки отходов осуществляют одновременно; что верхний нож для резки отходов или нижний нож для резки отходов закреплен в салазках, которые установлены с возможностью сдвига в направляющей для салазок; и что одновременный сдвиг верхнего ножа для резки отходов и/или нижнего ножа для резки отходов поперек плоскости кромкообрезных ножей и поперек плоскости ножей для резки отходов осуществляют посредством поворота по меньшей мере одного кинематически соединенного с направляющей для салазок ножей для резки отходов эксцентрикового вала.
Обычно направление сдвига ножей для резки отходов представляется с помощью вектора сдвига. Этот вектор предпочтительно лежит в плоскости, параллельной верхней или нижней стороне подлежащих обрезке кромки толстых металлических листов. С помощью указанного в пункте 1 формулы изобретения сдвига, согласно изобретению, прежде всего обеспечивается, что вектор сдвига имеет по меньшей мере одну составляющую поперек плоскости кромкообрезных ножей. Тем самым не исключается, что вектор сдвига может иметь дополнительно также другую составляющую в другом направлении, как это указано затем в зависимых пунктах формулы изобретения. Другими словами, сдвиг, согласно изобретению, не обязательно должен осуществляться чисто/исключительно поперек плоскости кромкообрезных ножей.
Понятие плоскости кромкообрезных ножей в рамках изобретения следует понимать как равное понятиям кромки кромкообрезных ножей, плоскости обрезки кромки, плоскости кромки или плоскости в продольном направлении и перпендикулярно верхней стороне толстого металлического листа вдоль обрезаемой кромки.
Возможность, согласно изобретению, изменяемого/гибкого согласования расстояния между верхним ножом для резки отходов и плоскостью кромкообрезных ножей и/или расстояния между нижним ножом для резки отходов и плоскостью кромкообрезных ножей с толщиной соответствующих подлежащих обрезке кромки толстых металлических листов перед соответствующим процессом обрезки кромки обеспечивает то преимущество, что по меньшей мере значительно предотвращаются повреждения обрезаемых кромок листа или недостаточное перекрывание подлежащей отделению полосы кромки режущей кромкой верхнего ножа для резки отходов.
Согласование ширины зазора между ножами для резки отходов с толщиной подлежащей резке полосы отходов обеспечивает то преимущество, что увеличивается срок службы ножей для резки отходов.
Понятие плоскости ножей для резки отходов в рамках изобретения следует понимать одинаково с понятиями кромки ножей для резки отходов или плоскости, перпендикулярной верхней стороне или поперек продольного направления толстого металлического листа на высоте ножей для резки отходов.
Направляющая для салазок ножей для резки отходов кинематически соединена по меньшей мере с одним предпочтительно расположенным перпендикулярно верхней стороне толстого металлического листа стационарным (неподвижным) эксцентриковым валом приводного приспособления так, что при поворотном движении этого эксцентрикового вала направляющая для салазок ножей для резки отходов одновременно сдвигается в двух, например, проходящих перпендикулярно друг другу, различных направлениях, например, в направлениях поперек плоскости кромкообрезных ножей и поперек плоскости ножей для резки отходов.
За счет соответствующего выполнения и размеров эксцентрикового вала возможно осуществление по выбору одновременного заранее устанавливаемого создания различных длин сдвига, а также отношений длин сдвига. Длины сдвига соответствуют длинам, соответственно, величинам составляющих вектора сдвига.
Кроме того, указанная выше задача решена с помощью устройства, согласно пункту 3 формулы изобретения. Преимущества этого решения соответствуют указанным выше применительно к способу преимуществам.
Другие подробности, признаки и преимущества изобретения поясняются ниже на основании примеров выполнения со ссылками на прилагаемые чертежи, на которых схематично изображено:
фиг.1а - устройство для обрезки кромки металлических листов, согласно уровню техники;
фиг.1b - горизонтальный разрез направляющей для салазок ножей для резки отходов, согласно уровню техники;
фиг.2 - вертикальный разрез направляющей для салазок ножей для резки отходов, согласно фиг.1b;
фиг.3-6 - повернутые на 90º относительно фиг.2 горизонтальный разрезы;
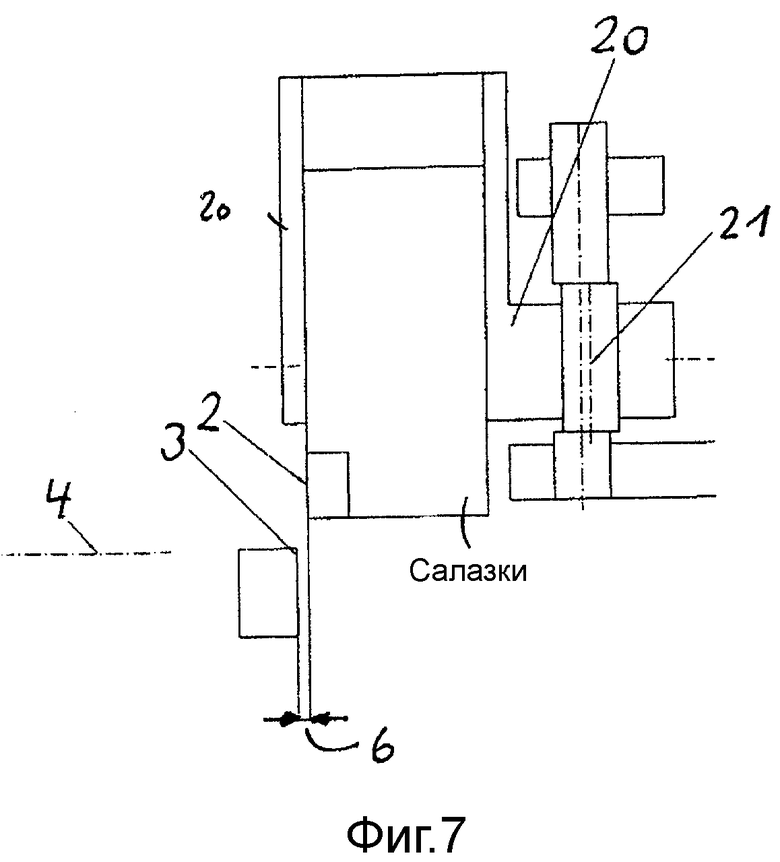
фиг. 7 - вертикальный разрез направляющей для салазок ножей для резки отходов, согласно изобретению;
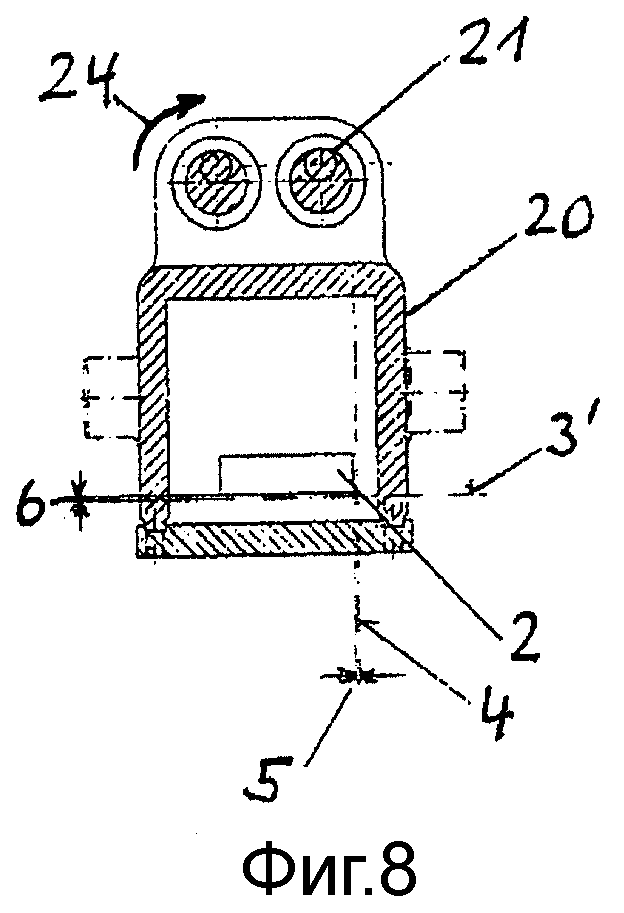
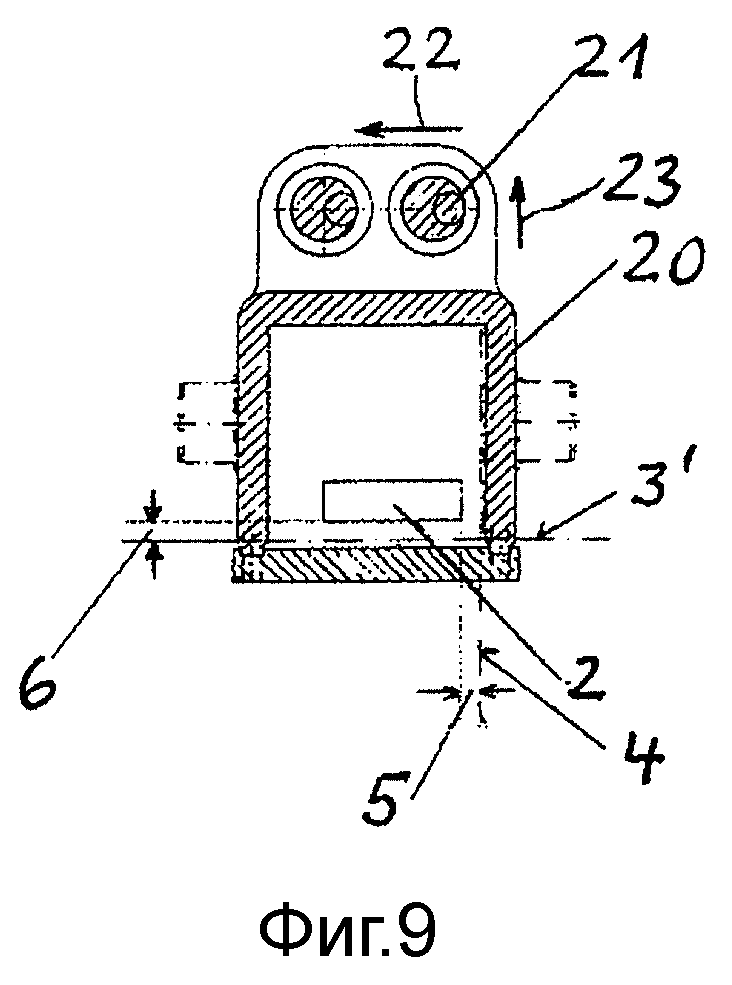
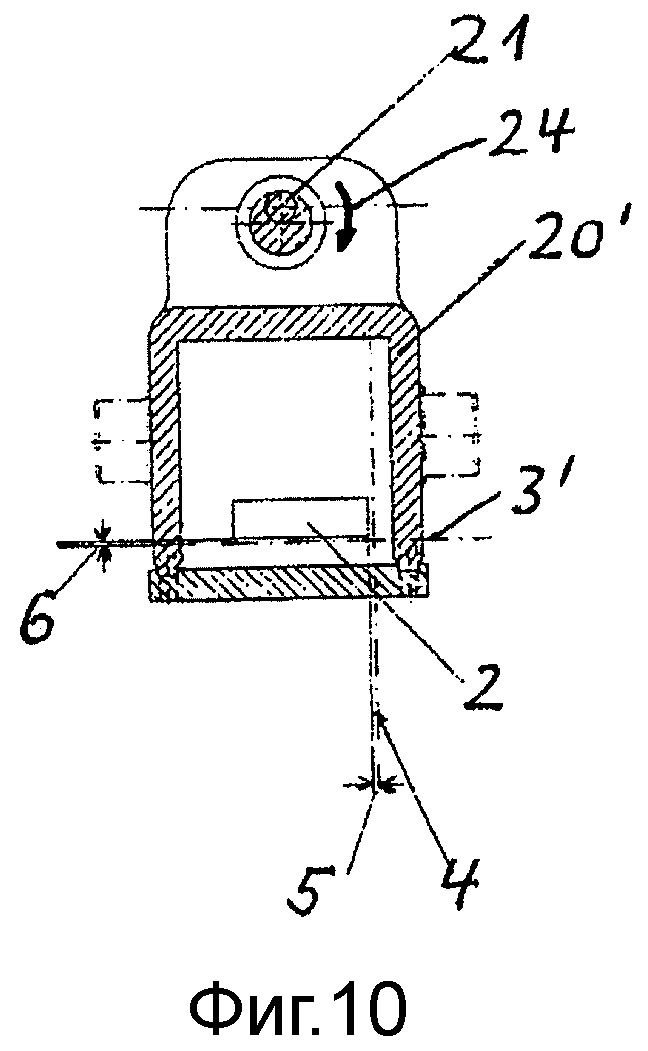
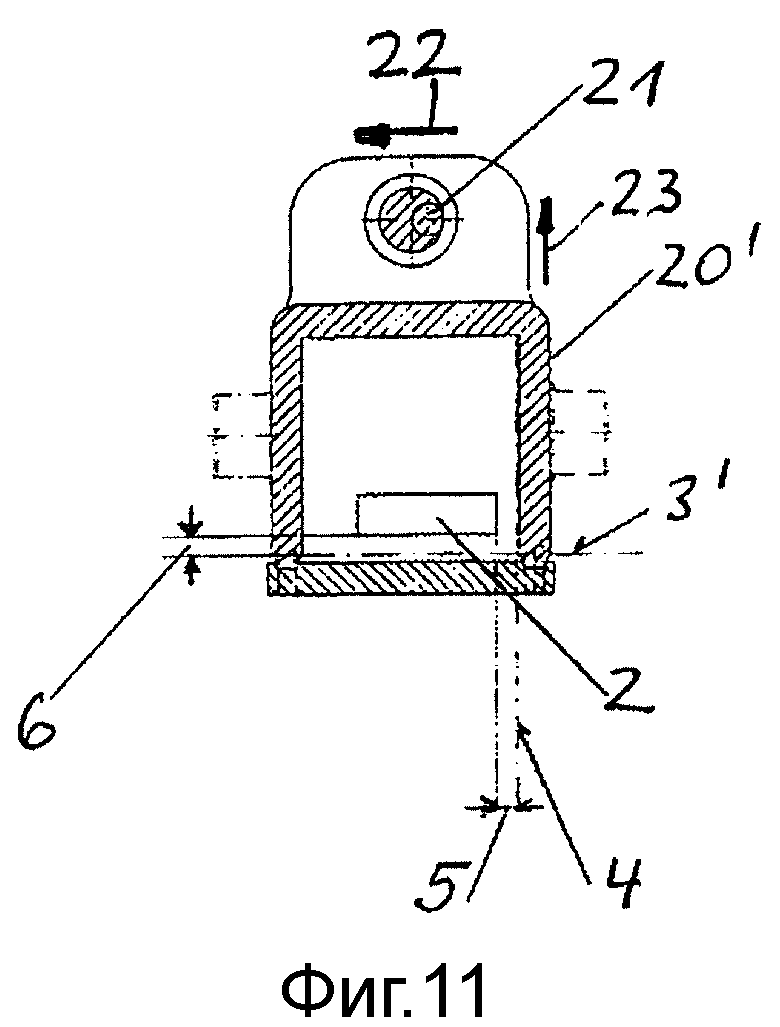
фиг.8-11 - горизонтальные разрезы направляющей для салазок ножей для резки отходов, согласно фиг.7;
фиг.12-15 - устройство, согласно изобретению, с другим примером выполнения приводного приспособления и приспособления с ножами для резки отходов, соответственно, на виде сверху и в вертикальном разрезе.
На всех фигурах одинаковые технические признаки обозначены одинаковыми позициями.
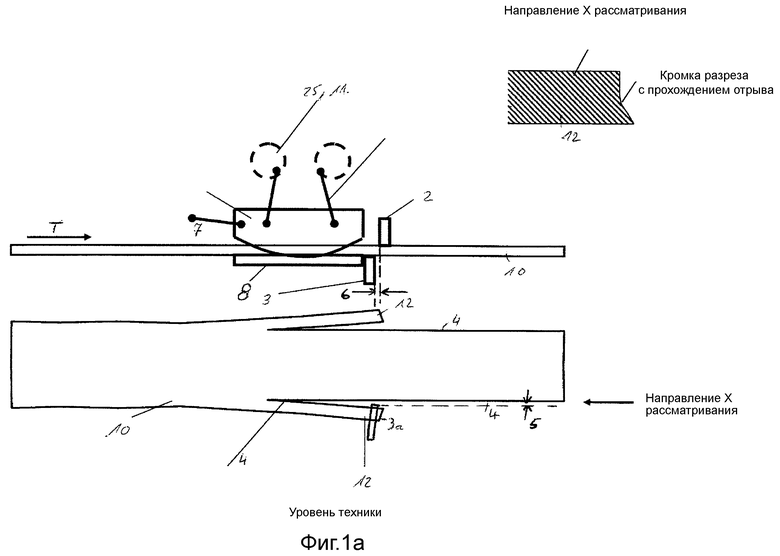
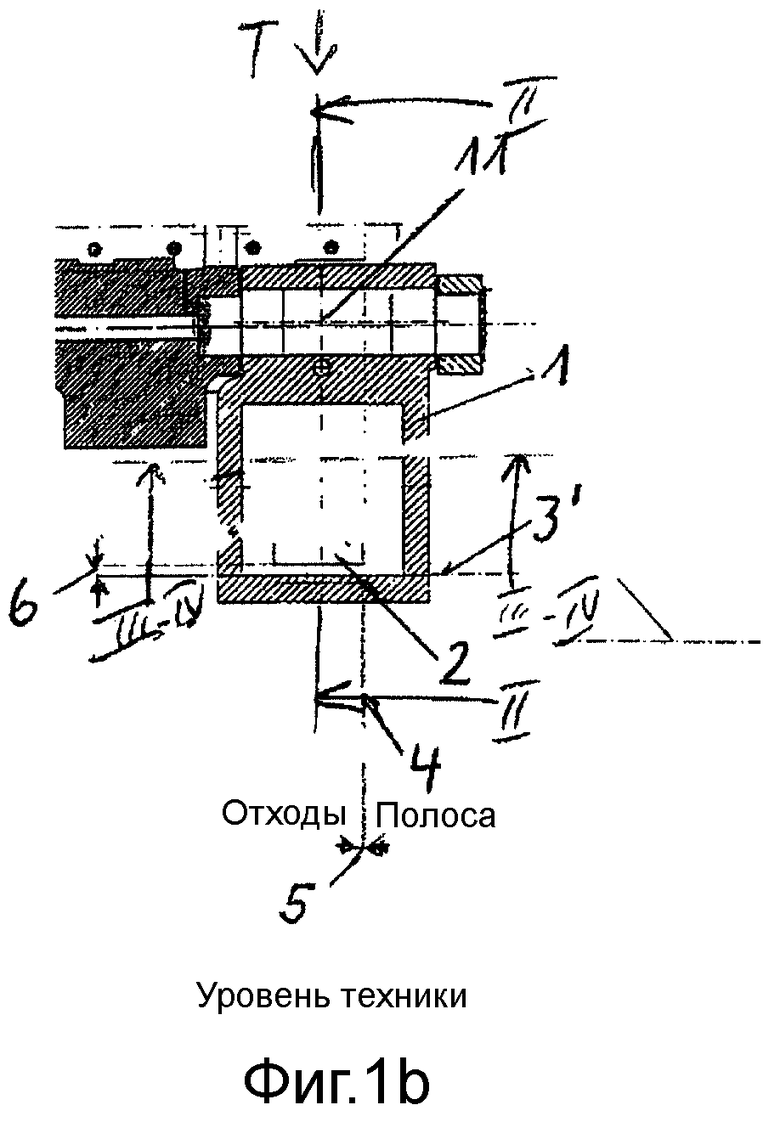
На фиг.1а и 1b показано в различных проекциях/разрезах устройство для обрезки кромки металлических листов, согласно уровню техники. При рассматривании в направлении транспортировки толстого металлического листа, позади кромкообрезных ножей 7, 8 находятся перпендикулярно им ножи для резки отходов (изображены верхний нож 2 для резки отходов и нижний нож 3 для резки отходов с кромкой 3 нижнего ножа для резки отходов). Верхний нож 2 для резки отходов закреплен на салазках ножей для резки отходов (см. фиг.1b), которые удерживаются и направляются в направляющей 1 для салазок ножей для резки отходов. Направляющая 1 для салазок ножей для резки отходов на своей нижней стороне опирается на горизонтально лежащий эксцентриковый вал 11, за счет поворота которого можно устанавливать (настраивать) ширину зазора между ножами для резки отходов.
Верхний нож 2 для резки отходов расположен на определенном постоянном расстоянии 5 от кромкообрезного ножа, с целью разрезания полос отходов как толстых металлических листов 10, так и тонких металлических листов. На фиг.1b показана ширина 6 зазора между ножами для резки отходов и расстояние 5 между верхним ножом 2 для резки отходов и кромкой 4 кромкообрезного ножа. Чем больше толщина листа, тем больше следует выбирать также ширину 6 зазора между ножами для резки отходов и расстояние 5 между верхним ножом для резки отходов и кромкообрезным ножом.
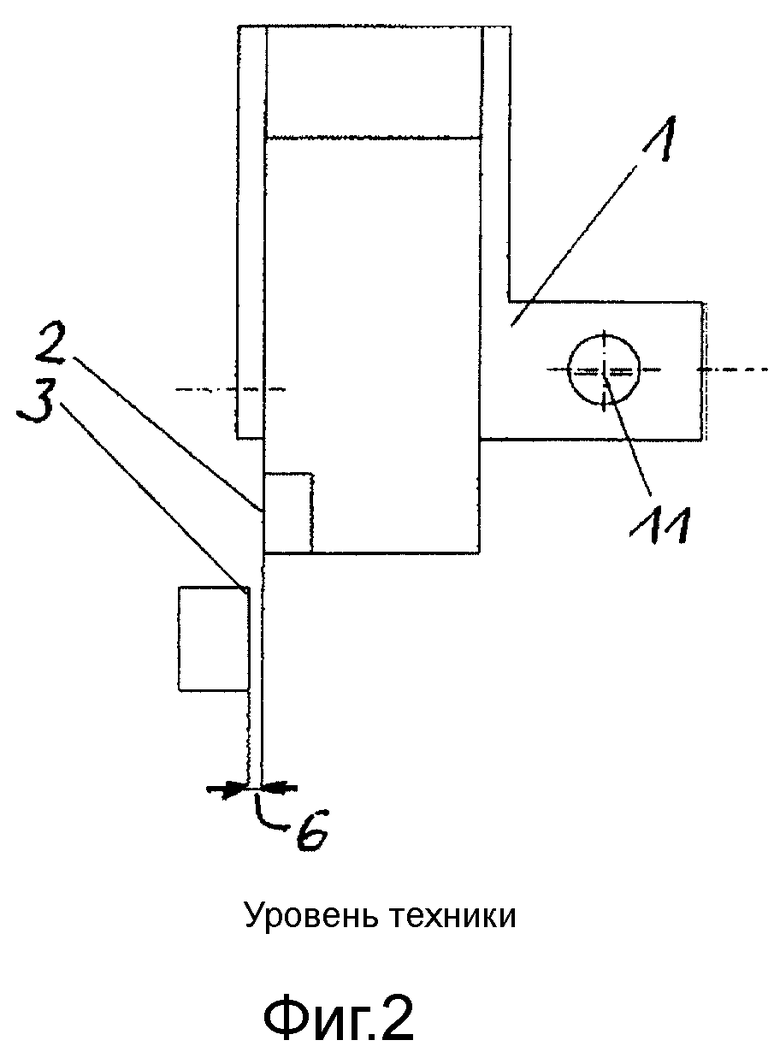
На фиг.2 показана направляющая 1 для салазок ножей для резки отходов, согласно фиг.1, в вертикальном разрезе. Показано положение ножей 2, 3 для резки отходов, а также горизонтально лежащего эксцентрикового вала 11 относительно направляющей 1 для салазок ножей для резки отходов.
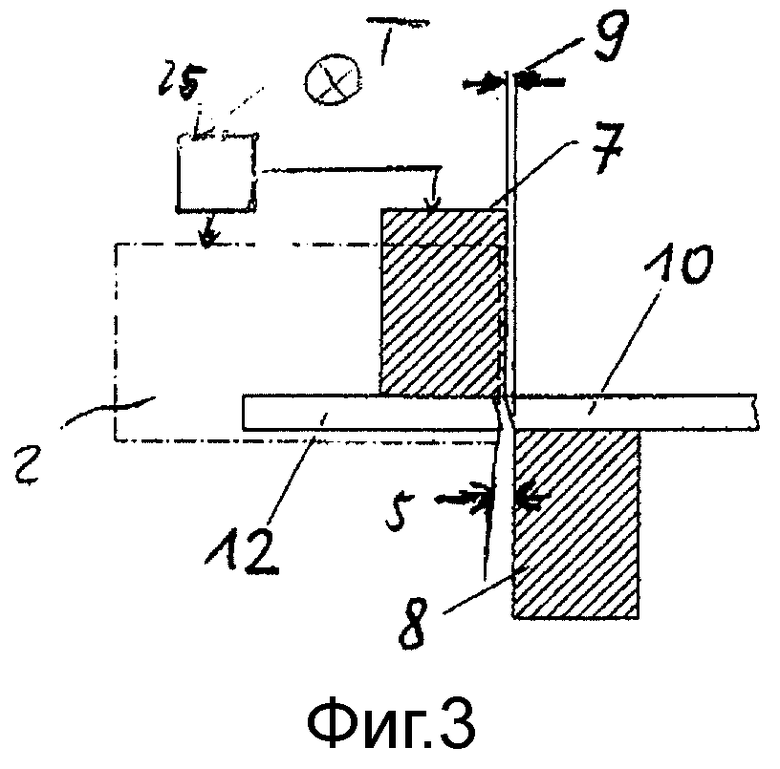
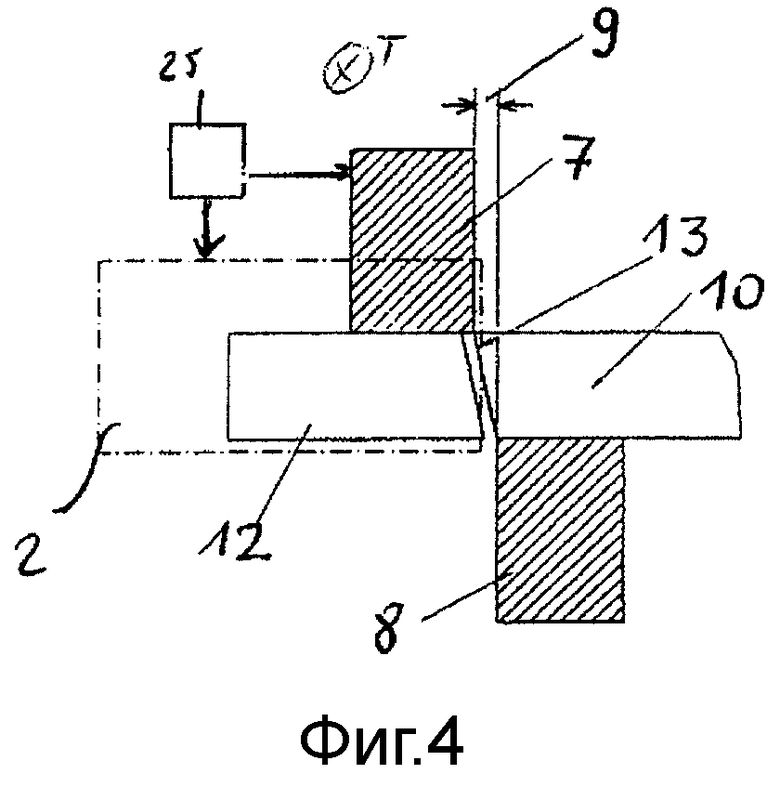
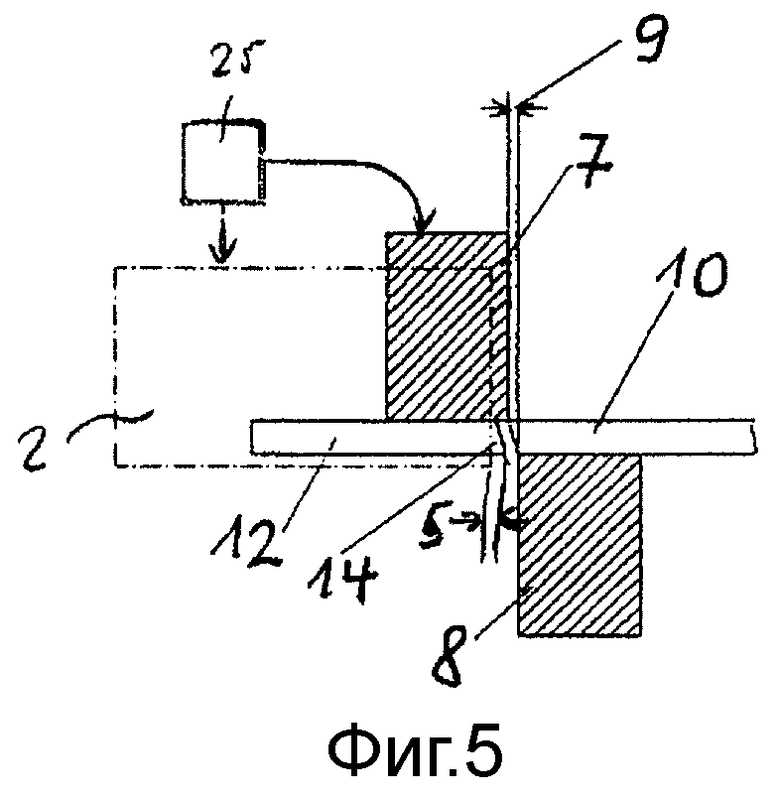
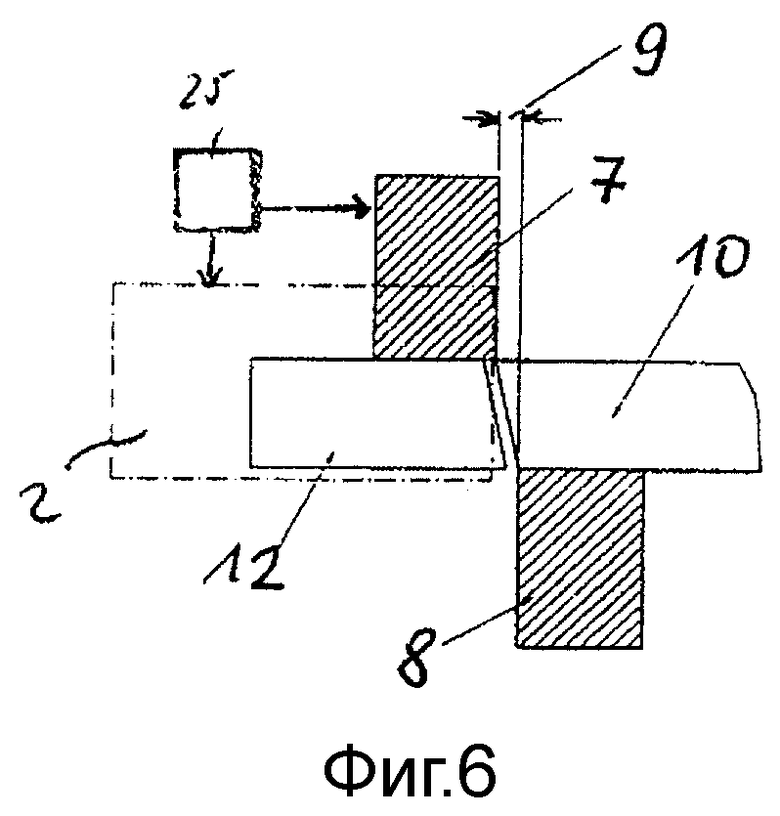
На фиг.3-6 показаны повернутые на 90º относительно фиг.2 горизонтальные разрезы. За счет повернутого изображения можно в данном случае распознавать верхний кромкообрезной нож 7 и нижний кромкообрезной нож 8, а также ширину 9 зазора между кромкообрезными ножами.
В системе, согласно фиг.3, можно при небольшом расстоянии верхнего ножа для резки отходов до кромкообрезного ножа и небольшой ширине 9 зазора между кромкообрезными ножами без проблем разрезать полосы 12 отходов более тонкого толстого металлического листа 10.
В противоположность этому, при более толстом металлическом листе 10 с соответственно большей шириной 9 зазора между кромкообрезными ножами, верхний нож 2 для резки отходов, как показано на фиг.4, создает нежелательное повреждение 13 на кромке толстого металлического листа 10.
На фиг.5 при той же ширине 9 зазора между кромкообрезными ножами, что и на фиг. 3, расстояние 5 между верхним ножом 2 для резки отходов и кромкообрезным ножом увеличено. Это приводит при более тонких толстых металлических листах 10 к тому, что полоса 12 отходов возможно отрезается не полностью и имеет место 14 неполного разреза.
Наконец, в системе, согласно фиг.6, можно при увеличенной в соответствии с фиг.4 ширине 9 зазора между кромкообрезными ножами и большем в соответствии с фиг.5 расстоянии между верхним ножом 2 для резки отходов и кромкообрезным ножом без проблем разрезать полосы 12 отходов более толстого металлического листа 10.
В целом относительно показанной на фиг.3-6 технологии следует отметить, что при переходе от обработки более тонких толстых металлических листов (толстолистовой стали) 10 с установкой, согласно фиг.3, к обработке толстых металлических листов 10 с большей толщиной с установкой (настройкой), согласно фиг.6, ширина 6 зазора между ножами для резки отходов и расстояние 5 между верхним ножом 2 для резки отходов и кромкой 4 кромкообрезного ножа необходимо увеличивать, и наоборот.
Эти подлежащие выполнению в зависимости от толщины толстых металлических листов 10 изменения осуществляются, согласно одному предпочтительному примеру выполнения изобретения, с помощью по меньшей мере одного, предпочтительно расположенного вертикально стационарного, однако установленного с возможностью поворота эксцентрикового вала 21, как показано на фиг.7-11.
На фиг.7 показан соответствующий фиг.2 вертикальный разрез направляющей 20 для салазок ножей для резки отходов, согласно изобретению, в которой обеспечивается возможность изменения ширины 6 зазора между ножами 2, 3 для резки отходов с помощью вертикально расположенного эксцентрикового вала 21. Одновременно выполняемое с помощью эксцентрикового вала 21 изменение расстояния 5 между верхним ножом 2 и кромкой 4 кромкообрезного ножа не показано на фиг.7, однако показано на соответствующих фиг.1 горизонтальных разрезах на фиг.8-11.
Как показано на фиг.8 и 9, опора направляющей 20 для салазок ножей для резки отходов осуществляется с помощью двух вертикально стоящих стационарных эксцентриковых валов 21. Для обрезки кромки более тонких толстых металлических листов 10, в показанном на фиг.8 положении поворотная точка эксцентриковых валов 21 находится в положении «на 12 часов». За счет поворота 24 эксцентриковых валов 21 в направлении часовой стрелки достигается показанное на фиг.9 положение «на 3 часа», при этом направляющая 20 для салазок ножей для резки отходов перемещается в направлении 23 от нижнего ножа для резки отходов, соответственно, от его кромки 3' и одновременно в направлении 22 от кромки 4 кромкообрезного ножа. Как следует из сравнения фиг.8 и 9, за счет поворота 24 достигается также одновременное увеличение ширины 6 зазора между ножами для резки отходов и расстояния 5 между верхним ножом 2 для резки отходов и кромкой 4 кромкообрезного ножа, т.е. установка (настройка), которая является предпочтительной для обрезки кромки более толстых металлических листов 10.
Сдвиг может быть изменен в своем направлении за счет соответствующего поворота эксцентриковых валов 21, при этом возможны промежуточные положения, так что положение направляющей для салазок ножей для резки отходов можно простым, быстрым и экономичным образом варьируемо согласовывать с различной толщиной металлических листов.
Одинаковым образом этот указанный сдвиг направляющей 20' для салазок ножей для резки отходов достигается с помощью лишь одного эксцентрикового вала 21 за счет его поворота, как показано, например, на фиг.10 и 11.
На фиг.12 показано в вертикальном разрезе и на виде сверху устройство, согласно изобретению, при этом приводное приспособление 25 для верхнего ножа 2 для резки отходов выполнено в качестве примера в виде цилиндропоршневого блока. Приводное приспособление 25 ориентировано так, что оно вызывает сдвиг, например, верхнего ножа 2 для резки отходов поперек плоскости 4 кромкообрезных ножей и тем самым изменение расстояния 5 между верхним ножом для резки отходов и плоскостью 4 кромкообрезных ножей.
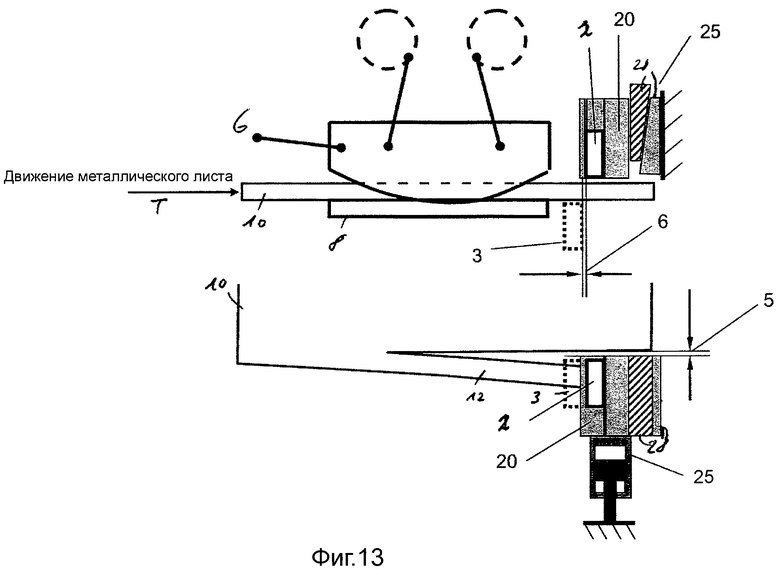
На фиг.13 показан другой пример выполнения приводного приспособления, согласно изобретению, при этом приводное приспособление наряду с цилиндропоршневым блоком имеет также клиновидную регулировку 28 для изменения ширины 6 зазора между ножами для резки отходов в зависимости от толщины подлежащего обрезке кромки толстого металлического листа. Как показано на фиг.13, сдвиг клиновидной регулировки в направлении сдвига поперек поверхности подлежащего обрезке кромки толстого металлического листа вызывает указанное изменение ширины зазора между ножами для резки отходов. В показанном на фиг.13 примере выполнения цилиндропоршневой блок вызывает не только сдвиг верхнего ножа 2, но и всей направляющей 20 для салазок вместе с салазками и клиновидной регулировкой 28, которая кинематически соединена с направляющей для салазок и образует, не обязательно, конструктивный блок с направляющей для салазок.
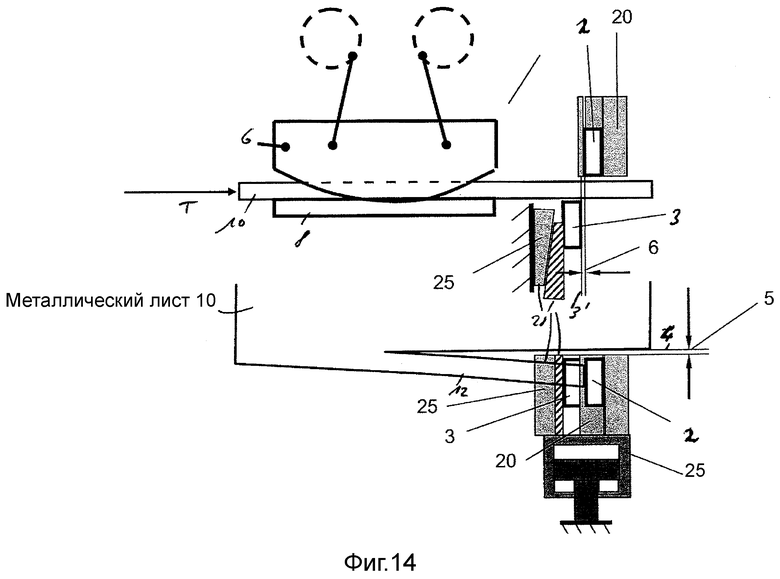
На фиг.14 показан пример выполнения приводного приспособления 25, которое аналогично фиг.13 воздействует на верхний нож 2, однако в отличие от фиг.13 вызывает также сдвиг нижнего ножа поперек плоскости обрезки кромки. За счет своей конструкции цилиндропоршневой блок обеспечивает также возможность одновременного сдвига верхнего ножа для резки отходов и нижнего ножа для резки отходов. Клиновидная регулировка 28 не воздействует на фиг.14, в отличие от фиг.13, на верхний нож для резки отходов, а лишь на нижний нож для резки отходов. Она обеспечивает возможность изменения ширины 6 зазора между ножами для резки отходов относительно направляющей ножей для резки отходов с салазками и верхним ножом для резки отходов, которая может быть расположена стационарно в направлении транспортировки или противоположно ему, как показано на фиг.14. Цилиндропоршневой блок вызывает предпочтительно не только сдвиг верхнего ножа и нижнего ножа для резки отходов в направлении поперек плоскости кромкообрезных ножей, но также предпочтительно одновременно сдвиг клиновидной регулировки 28.
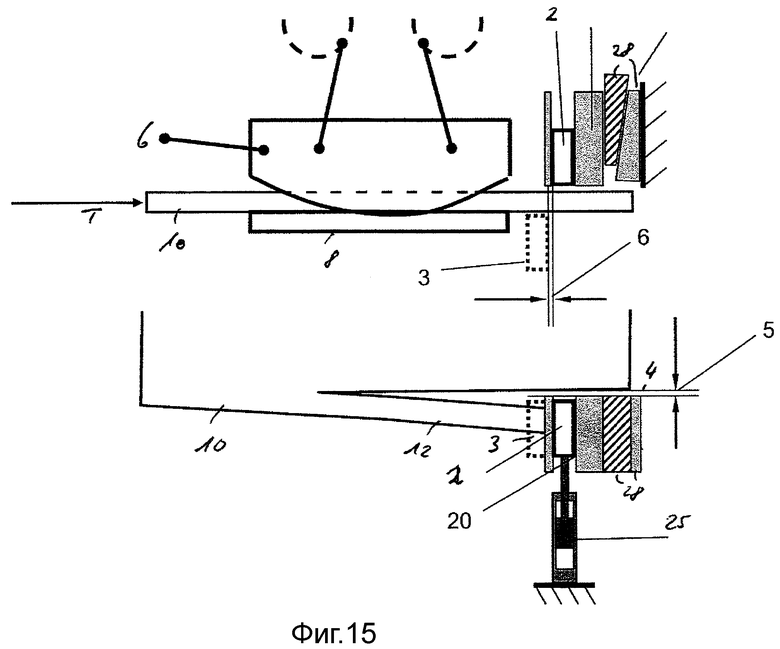
На фиг.15 показан другой пример выполнения приводного приспособления 25, при этом цилиндропоршневой блок, точно так же, как на фиг.12, соединен лишь с верхним ножом для резки отходов, а дополнительно имеющаяся клиновидная регулировка 28 не соединена с цилиндропоршневым блоком и поэтому не сдвигается вместе с верхним ножом для резки отходов поперек плоскости 4 кромкообрезных ножей.
Перечень позиций
1 Направляющая для салазок ножей для резки отходов, согласно уровню техники
2 Верхний нож для резки отходов
3 Нижний нож для резки отходов
3' Кромка нижнего ножа для резки отходов, плоскость ножа для резки отходов
4 Кромка кромкообрезного ножа, плоскость кромкообрезного ножа
5 Расстояние между верхним ножом для резки отходов и кромкой кромкообрезного ножа
6 Ширина зазора между ножами для резки отходов
7 Верхний кромкообрезной нож
8 Нижний кромкообрезной нож
9 Ширина зазора между кромкообрезными ножами
10 Толстый металлический лист
11 Горизонтальный эксцентриковый вал
12 Полоса отходов
13 Повреждение
14 Неполное место разреза
20 Направляющая для салазок ножей для резки отходов, согласно изобретению, с или без двух эксцентриковых валов
20' Направляющая для салазок ножей для резки отходов, согласно изобретению, с или без одного эксцентрикового вала
21 Стационарный вертикально стоящий эксцентриковый вал
22 Направление изменения расстояния между верхним ножом для резки отходов и кромкой кромкообрезного ножа
23 Направление изменения ширины зазора между ножами для резки отходов
24 Поворот эксцентрикового вала
25 Приводное приспособление
28 Клиновидная регулировка
Т Направление транспортировки
| название | год | авторы | номер документа |
|---|---|---|---|
| СДВОЕННЫЕ КРОМКООБРЕЗНЫЕ НОЖНИЦЫ | 2010 |
|
RU2507039C1 |
| Дисковые кромкообрезные ножницы | 1988 |
|
SU1669643A1 |
| НОЖНИЦЫ ДЛЯ ПОПЕРЕЧНОЙ РЕЗКИ ТОЛСТЫХ ЛИСТОВ С ЭКСЦЕНТРИКОВЫМ ПРИВОДОМ | 2003 |
|
RU2338633C2 |
| РЕЖУЩЕЕ УСТРОЙСТВО С РЕГУЛИРУЕМОЙ БОКОВОЙ НАПРАВЛЯЮЩЕЙ | 2010 |
|
RU2532220C2 |
| КОМБИНИРОВАННЫЕ ДИСКОВЫЕ КРОМКОКРОШИТЕЛЬНЫЕ НОЖНИЦЫ | 2004 |
|
RU2286865C2 |
| Устройство к кромкообрезным ножницам для удаления обрези | 1986 |
|
SU1412893A1 |
| СИСТЕМА БАРАБАННЫХ НОЖНИЦ | 2009 |
|
RU2466833C2 |
| КРОМКООБРЕЗНЫЕ НОЖНИЦЫ | 2009 |
|
RU2419521C2 |
| НОЖНИЦЫ ДИСКОВЫЕ С ПОДАЮЩИМИ РОЛИКАМИ | 2007 |
|
RU2382691C2 |
| КРОМКООБРЕЗНЫЕ НОЖНИЦЫ | 2011 |
|
RU2498884C2 |
Изобретение относится к способу и устройству для обрезки кромки толстых металлических листов. Расстояние между верхним ножом (2) для резки отходов или нижним ножом (3) для резки отходов и плоскостью (4) кромкообрезных ножей устанавливают перед обрезкой кромки в зависимости от толщины соответствующих подлежащих обрезке кромки толстых металлических листов (10) посредством сдвига верхнего ножа (2) для резки отходов и/или нижнего ножа (3) для резки отходов в направлении сдвига по меньшей мере с одной составляющей поперек плоскости (4) кромкообрезных ножей. В результате обеспечивается повышение точности резки. 2 н. и 2 з.п. ф-лы, 15 ил.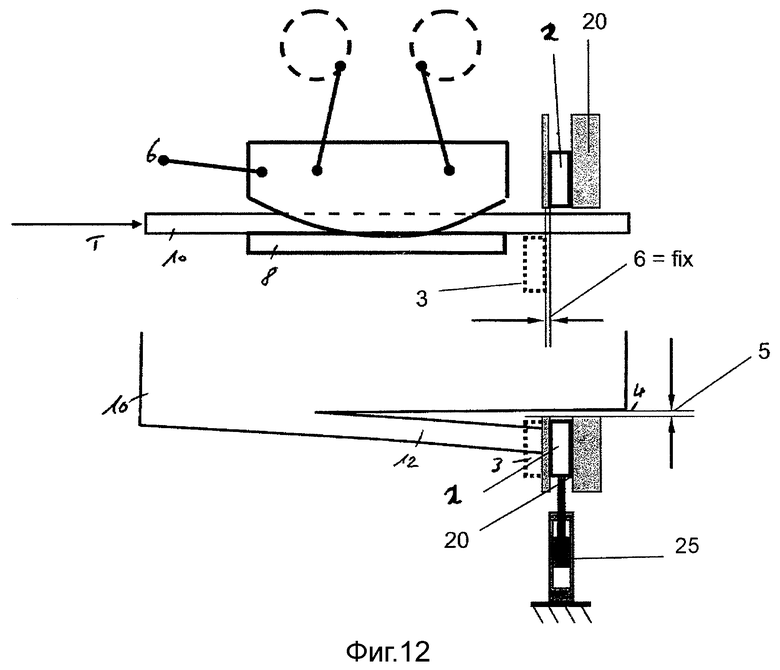
1. Способ обрезки кромки толстых металлических листов (10) с помощью ножниц для резки толстых металлических листов, которые имеют кромкообрезные ножи (7, 8), которые образуют плоскость (4) кромкообрезных ножей, при этом возникающие при обрезке кромки полосы (12) отходов разделяют на куски отходов с помощью расположенного, если смотреть в направлении транспортировки толстого металлического листа, позади кромкообрезных ножей (7, 8) приспособления с ножами для резки отходов с верхним ножом для резки отходов и нижним ножом для резки отходов, и при этом верхний нож для резки отходов и нижний нож для резки отходов образует плоскость ножей для резки отходов, отличающийся тем, что расстояние (5) между верхним ножом для резки отходов и плоскостью кромкообрезных ножей и/или расстояние между нижним ножом для резки отходов и плоскостью (4) кромкообрезных ножей устанавливают перед соответствующим процессом обрезки кромки в зависимости от толщины соответствующих подлежащих обрезке кромки толстых металлических листов (10) посредством сдвига верхнего ножа для резки отходов и/или нижнего ножа для резки отходов в направлении сдвига по меньшей мере с одной составляющей поперек плоскости (4) кромкообрезных ножей, при этом дополнительно к расстоянию (5) между верхним ножом и/или нижним ножом (2) для резки отходов и плоскостью (4) кромкообрезных ножей устанавливают ширину (6) зазора между ножами для резки отходов в зависимости от толщины подлежащих обрезке кромки толстых металлических листов (10) посредством сдвига верхнего ножа для резки отходов и/или нижнего ножа для резки отходов относительно друг друга в направлении сдвига с другой составляющей поперек образованной ножами для резки отходов плоскости ножей для резки отходов, причем сдвиги верхнего ножа для резки отходов и/или нижнего ножа для резки отходов поперек плоскости (4) кромкообрезных ножей и поперек плоскости ножей для резки отходов осуществляют одновременно, при этом верхний нож для резки отходов или нижний нож для резки отходов закрепляют в салазках, которые установлены с возможностью сдвига в направляющей для салазок ножей для резки отходов, а одновременный сдвиг верхнего ножа для резки отходов и/или нижнего ножа для резки отходов поперек плоскости кромкообрезных ножей и поперек плоскости ножей для резки отходов осуществляют посредством поворота по меньшей мере одного кинематически соединенного с направляющей (20, 20') для салазок ножей для резки отходов эксцентрикового вала (21).
2. Способ по п.1, отличающийся тем, что отношение длины сдвига направляющей для салазок ножей для резки отходов в направлении поперек плоскости (4) кромкообрезных ножей к длине сдвига направляющей для салазок ножей для резки отходов в направлении поперек плоскости (5) ножей для резки отходов устанавливают индивидуально выборочно перед соответствующей обрезкой кромки.
3. Устройство для обрезки кромки толстых металлических листов, содержащее ножницы для обрезки кромки толстых металлических листов с кромкообрезными ножами (7, 8), которые образуют плоскость кромкообрезных ножей, и расположенное, если смотреть в направлении транспортировки толстого металлического листа, позади кромкообрезных ножей (7, 8) приспособление с ножами для резки отходов с верхним ножом для резки отходов и нижним ножом для резки отходов, которые образуют плоскость ножей для резки отходов, для разделения возникающих при обрезке кромки полос отходов на куски отходов, отличающееся тем, что предусмотрено приводное приспособление для сдвига верхнего ножа для резки отходов и/или нижнего ножа для резки отходов в направлении сдвига по меньшей мере с одной составляющей поперек плоскости (4) кромкообрезных ножей, при этом приводное приспособление дополнительно предназначено для сдвига верхнего ножа для резки отходов и/или нижнего ножа для резки отходов относительно друг друга в направлении сдвига с другой составляющей поперек образованной ножами для резки отходов плоскости ножей для резки отходов, причем приспособление с ножами для резки отходов имеет направляющую для ножей для резки отходов, в которой установлены с возможностью сдвига салазки ножей для резки отходов, при этом верхний нож для резки отходов или нижний нож для резки отходов закреплен в салазках для ножей для резки отходов, а приводное приспособление имеет по меньшей мере один эксцентриковый вал (21), который кинематически соединен с направляющей (20, 20') для салазок ножей для резки отходов так, что при повороте (24) эксцентрикового вала (21) обеспечивается возможность сдвига направляющей (20, 20') для салазок ножей для резки отходов - и тем самым верхнего ножа для резки отходов или нижнего ножа для резки отходов - одновременно поперек плоскости (4) кромкообрезных ножей и поперек плоскости ножей для резки отходов.
4. Устройство по п.3, отличающееся тем, что направляющая (20) для салазок ножей для резки отходов выборочно соединяется с различно выполненными и имеющими различные размеры эксцентриковыми валами (21) для создания различных длин сдвига, а также отношений длин сдвига.
| US 2160999 A, 06.06.1939 | |||
| КОМБИНИРОВАННЫЕ ДИСКОВЫЕ КРОМКОКРОШИТЕЛЬНЫЕ НОЖНИЦЫ | 2004 |
|
RU2286865C2 |
| Перфоратор для простреливания отверстий в стенках буровой скважины | 1939 |
|
SU58969A1 |
| Дисковые кромкообрезные ножницы | 1984 |
|
SU1252077A1 |

