Изобретение касается системы барабанных ножниц, в частности для резания металлических листов и/или для пропускания слябов согласно ограничительной части пункта 1.
Из уровня техники известны системы барабанных ножниц, у которых для резания металлических листов или полос применяются два барабана, которые расположены на одной раме и вращаются в противоположных направлениях, при этом каждый из двух барабанов снабжен ножами или, соответственно, режущими кромками, которые режут непрерывную полосу, когда ножи двух барабанов приближаются друг к другу и находятся напротив друг друга. При этом такие 'системы барабанных ножниц режут полосовой прокат. Известно также, что такие системы барабанных ножниц в области барабанов имеют притупления, которые, когда они находятся напротив друг друга, служат для того, чтобы пропускать через барабанные ножницы толстые металлическое листы без их резания. Одна из таких систем барабанных ножниц известна из ЕР 0162020 А1.
Что касается таких систем барабанных ножниц, то известно, что полосы толщиной от 20 до 40 мм подаются в систему барабанных ножниц и пропускаются через нее с целью обрезки кромок.
Однако проблемы возникают в случае тонких полос с толщиной до 4 мм, когда эти полосы должны разделяться в системе барабанных ножниц, а также когда толстые слябы толщиной до 150 мм должны пропускаться через эту систему барабанных ножниц без их резания.
В случае тонких металлических листов или полос необходимо добиться того, чтобы полосы при подаче в систему барабанных ножниц и после частичного резания надежно направлялись на следующий ролик рольганга, а не застревали в системе барабанных ножниц. В случае толстых слябов предпочтительно, чтобы между барабанами системы барабанных ножниц обеспечивался свободный проход между верхним ножевым барабаном и нижним ножевым барабаном.
Задачей настоящего изобретения является создание системы барабанных ножниц, у которой обеспечиваются вышеназванные требования.
В соответствии с изобретением задача решается с помощью системы барабанных ножниц, включающей два расположенных на одной раме и приводимых во вращательное движение барабана, каждый из которых по своему контуру снабжен, по меньшей мере, одним ножом, при этом при прохождении металлического листа в зазор между барабанами, по меньшей мере, при частичном вращении барабанов происходит резка металлического листа, причем на раме со стороны входа и/или выхода предусмотрен первый групповой рольганг, который втягивается в область рамы, причем, по меньшей мере, один первый групповой рольганг или два расположенных со стороны входа и со стороны выхода групповых рольганга были выполнены с возможностью горизонтального передвижения посредством привода, причем, по меньшей мере, один первый групповой рольганг выполнен с возможностью вертикальной перестановки посредством привода, причем предусмотрен по меньшей мере один второй групповой рольганг, который выполнен с возможностью поворота вокруг оси.
Благодаря возможности втягивания, по меньшей мере, одного группового рольганга предпочтительно обеспечивается возможность надежного ввода и вывода металлического листа или полосы, причем существует возможность, по меньшей мере, частичного повторного выдвижения, по меньшей мере, одного группового рольганга, чтобы он не мешал при вращении барабанов. В соответствии с изобретением целесообразно, если, соответственно, со стороны входа и со стороны выхода существует возможность втягивания и повторного выдвижения группового рольганга.
Благодаря приводу, который может быть гидравлическим или электрическим или, соответственно, электромоторным, может осуществляться соответствующее требованиям управление горизонтальным положением группового рольганга.
За счет того, что, по меньшей мере, один первый групповой рольганг или оба первых групповых рольганга имеют возможность вертикальной перестановки посредством привода, становится возможным целенаправленное управление установкой высоты группового рольганга, что является предпочтительным при вводе или, соответственно, выводе листовой полосы, потому что за счет этой высоты облегчается передача на следующий групповой рольганг и предотвращается заедание или застревание.
За счет того, что предусмотрен, по меньшей мере, один второй групповой рольганг, который выполнен и установлен с возможностью поворота вокруг оси, может быть обеспечено, чтобы эта возможность поворота вокруг оси осуществлялась посредством привода. Благодаря этому второй групповой рольганг может быть повернут в рабочее положение, когда он нужен, или он может быть предпочтительно опущен, когда он не нужен.
Особенно целесообразно, когда, по меньшей мере, один барабан или оба барабана на стороне, расположенной напротив ножа, имеют плоский участок и/или имеют углубление.
При этом предпочтительно, если углубление имеет плоский участок, с обеих сторон которого имеются участки, проходящие под углом к этому плоскому участку. Таким образом, эти участки являются расширениями плоского участка, расположенными под углом к этому плоскому участку.
Кроме того, целесообразно, если, по меньшей мере, нижний барабан, по меньшей мере, с одной стороны ножа по периметру имеет контур, на который опирается металлический лист или полоса. Этот контур предпочтительно выполнен так, что он соответствует заданной траектории металлического листа до следующего ролика или до следующего группового рольганга или способствует тому, чтобы этот металлический лист занял эту траекторию.
Предпочтительные усовершенствованные варианты осуществления описаны в зависимых пунктах.
Ниже изобретение поясняется более подробно на одном из примеров осуществления с помощью чертежей. Показано:
фиг.1 - схематичное изображение системы барабанных ножниц,
фиг.2 - схематичное изображение системы барабанных ножниц,
фиг.3 - схематичное изображение системы барабанных ножниц,
фиг.4 - схематичное изображение системы барабанных ножниц, и
фиг.5 - схематичное изображение системы барабанных ножниц.
На фиг.1-5 показан один из примеров осуществления предлагаемой изобретением системы 1 барабанных ножниц в различных рабочих состояниях.
На фиг.1 схематично показана система 1 барабанных ножниц, у которой на раме 2 расположены два барабана 3, 4, которые могут приводиться во вращательное движение. Привод вращения барабанов 3, 4 известен и далее упоминается здесь без детальных пояснений. Каждый из барабанов 3, 4 снабжен ножом 5, 6, посредством которого, например, возможно резание бесконечного металлического листа. Металлический лист движется при этом согласно стрелке 7 через систему 1 барабанных ножниц. Барабаны 3, 4 в поперечном сечении являются некруглыми и имеют плоский участок 8 или соответствующее углубление 9. Верхний режущий барабан 3 имеет на своей стороне, расположенной напротив ножа 5, плоский участок 8, высота которого составляет примерно одну треть от радиуса барабана. Контур плоского участка ориентирован перпендикулярно радиусу барабана и представляет собой часть окружности. Нижний барабан 4 имеет расположенное напротив ножа 6 углубление 9, которое в центре имеет плоский участок, а по бокам имеет расположенный под углом к плоскому участку контур.
Перед рамой 2 барабанов и позади нее предусмотрены групповые рольганги 10, 11, которые предпочтительно снабжены общей рамой 12, 13 и могут перемещаться посредством этой рамы. При этом рама может перемещаться с групповым рольгангом 10, 11 предпочтительно в направлении, параллельном или антипараллельном направлению 7 подачи полосы. Для этого рама 12, 13 выполнена в виде салазок с возможностью горизонтального перемещения, причем имеется предусмотренный для этого привод 14, 15, при необходимости снабженный раздаточной коробкой, в качестве привода горизонтального перемещения. Кроме того, салазки или, соответственно, рама 12, 13 расположена на установленной с возможностью вращения раме 16, 17, благодаря чему имеется возможность регулирования высоты положения салазок и, тем самым, рольганга 10, 11 относительно высоты барабанов.
Кроме того, на фиг.1 как перед рамой 2, так и при необходимости также позади нее предусмотрен, по меньшей мере, один второй групповой рольганг 18, 19, который, соответственно, выполнен с возможностью откидывания. При этом, в зависимости от примера осуществления, перед рамой 2 или позади нее может быть расположен только один второй групповой рольганг 18, 19. Групповой рольганг 18 может поворачиваться вокруг оси 20 и поворачиваться посредством привода 21. Предпочтительно, если привод 21 представляет собой электрический или, соответственно, электромоторный или гидравлический привод. Групповой рольганг 19 на фиг.1 может поворачиваться вокруг оси 22 и поворачиваться посредством привода 23. Предпочтительно, если привод 23 представляет собой электрический или, соответственно, электромоторный или гидравлический привод.
На фиг.1 групповые рольганги 10, 11 расположены, соответственно, вне рамы 2 и рядом с ней, а групповые рольганги 18, 19, соответственно, находятся в откинутом вниз положении.
На фиг.1 показана конфигурация предлагаемой изобретением системы 1 барабанных ножниц, отрегулированная для обрезки кромки тонких слябов в направлении подачи 7. Благодаря расположению групповых рольгангов 10, 11 вне ножниц или, соответственно, рамы 2 и опусканию групповых рольгангов отрезанные куски отхода после резания могут направляться к желобу для отхода.
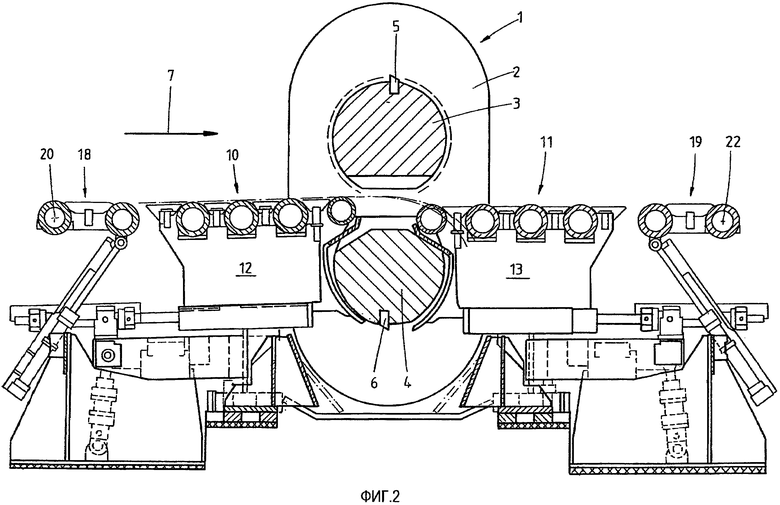
На фиг.2 показана предлагаемая изобретением система 1 барабанных ножниц, которая отрегулирована для подачи полосы или металлического листа. Барабаны 3, 4 отрегулированы таким образом, что режущие кромки 5, 6 расположены примерно в их крайней верхней или, соответственно, нижней точке. Групповые рольганги 10 и 11 путем горизонтального перемещения салазок 12, 13, соответственно, горизонтально перемещены в область рамы 2. Кроме того, высота группового рольганга 10 несколько увеличена, и он установлен немного наискосок, при этом групповой рольганг 11 установлен горизонтально.
Как можно видеть, групповые рольганги 18 и 19 повернуты вокруг своей оси вращения 20, 22 вверх и как бы продолжают рабочий ход групповых рольгангов 10,, соответственно, 11. Благодаря возникающему между барабанами 3, 4 зазору полоса или, соответственно, металлический лист может вводиться в систему 1 барабанных ножниц. Это расстояние между барабанами 3, 4 в этом положении регулировки служит также для пропускания слябов через систему барабанных ножниц.
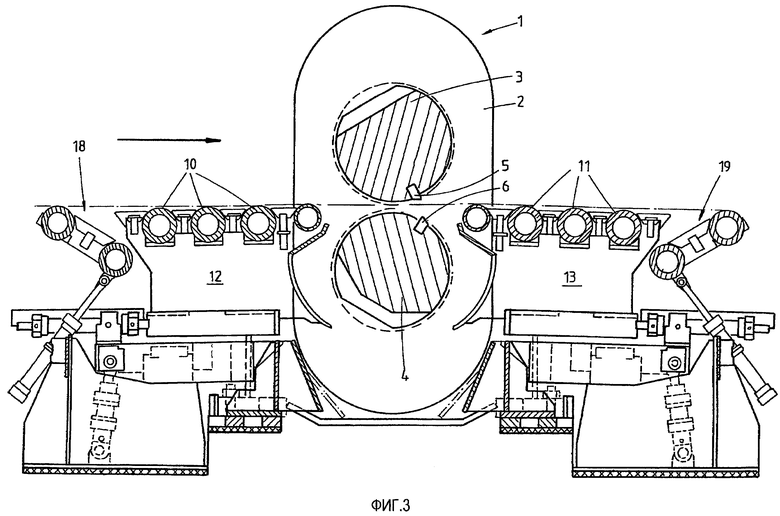
На фиг.3 показана предлагаемая изобретением система 1 барабанных ножниц, которая изображена в состоянии ускорения для резания тонкой полосы или листа. Барабаны 3, 4 изображены таким образом, что ножи 5, 6 расположены вблизи их нижней или, соответственно, верхней точки, и ножи 5, 6 уже находятся относительно близко друг к другу, так что возможно непосредственное осуществление резания. Групповые рольганги 10 и 11 путем горизонтального перемещения салазок 12, 13, соответственно, горизонтально перемещены в область рамы 2, при этом они, впрочем, вдвинуты не так далеко, как показано на фиг.2. Таким образом, групповые рольганги 10, 11, если сравнить начальное состояние, показанное на фиг.2, с состоянием, показанным на фиг.3, снова несколько выдвигаются из рамы 2. Одновременно они приподняты по высоте, чтобы благодаря этому предпочтительно пропустить ножи 5, 6 мимо групповых рольгангов 5, 6. Впрочем, групповые рольганги 18 и 19 снова повернуты вокруг своей оси вращения вниз и при этом опущены.
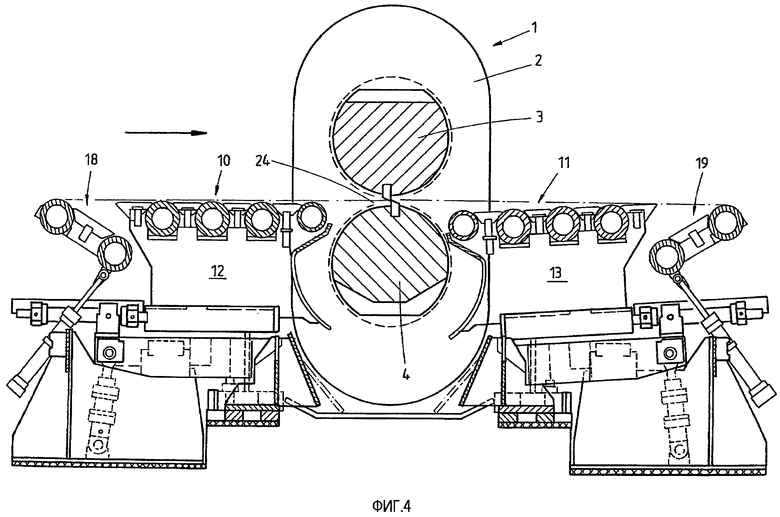
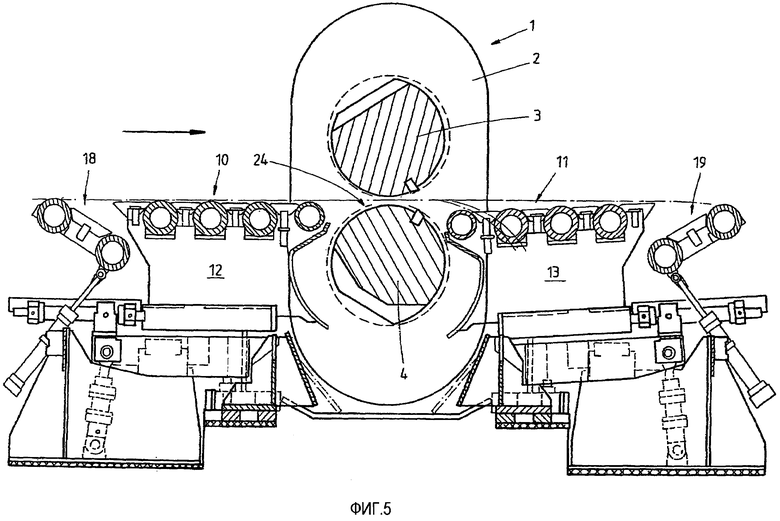
На фиг.4 и 5 показана предлагаемая изобретением система 1 барабанных ножниц в состоянии резания, соответственно, в состоянии перенаправления полосы после резания. Для резания и для перенаправления групповой рольганг 10 на входе устанавливается на высоту рабочего хода рольганга, а групповой рольганг 11 на выходе, по меньшей мере, несколько опускается. Контур 24 нижнего барабана 4 служит опорой для разрезанной полосы, на которую полоса опирается при транспортировке из системы барабанных ножниц, так чтобы полоса после ножниц могла попасть на следующий групповой рольганг 11.
Перечень ссылочных позиций
1 Система барабанных ножниц
2 Рама
3 Барабан
4 Барабан
5 Нож, режущая кромка
6 Нож, режущая кромка
7 Стрелка, направление движения
8 Плоский участок
9 Углубление
10 Групповой рольганг
11 Групповой рольганг
12 Рама
13 Рама
14 Привод
15 Привод
16 Рама
17 Рама
18 Групповой рольганг
19 Групповой рольганг
20 Ось
21 Привод
22 Ось
23 Привод
24 Контур
Изобретение относится к системам барабанных ножниц. Барабанные ножницы содержат два расположенных на одной раме (2) и приводимых во вращательное движение барабана. Каждый из барабанов по своему контуру снабжен ножом. При прохождении металлического листа в зазор между барабанами по меньшей мере при частичном вращении барабанов происходит резка металлического листа. На раме со стороны входа и/или выхода предусмотрен по меньшей мере один первый групповой рольганг который выполнен с возможностью втягивания в область рамы. По меньшей мере один первый групповой рольганг выполнен с возможностью горизонтального перемещения посредством привода и с возможностью вертикальной перестановки посредством привода. Также предусмотрен по меньшей мере один второй групповой рольганг, который выполнен с возможностью поворота вокруг оси. В результате обеспечивается надежное направление разрезаемого материала. 4 з.п. ф-лы, 5 ил.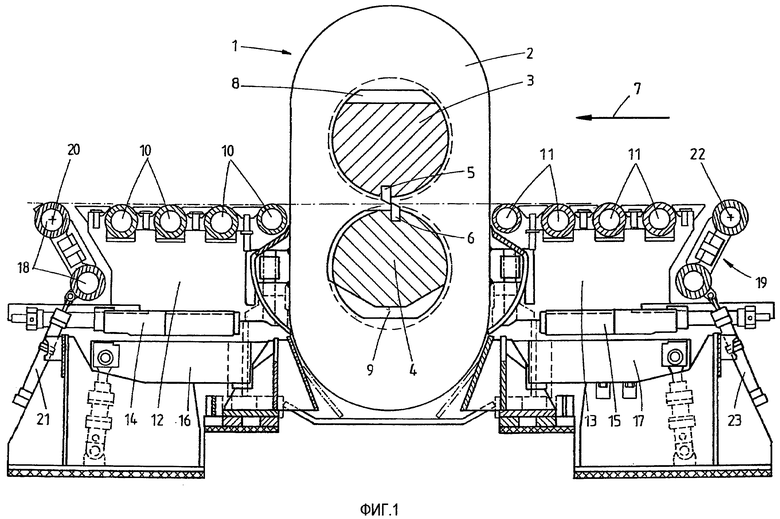
1. Барабанные ножницы, включающие два расположенных на одной раме (2) и приводимых во вращательное движение барабана (3, 4), каждый из которых по своему контуру снабжен ножом (5, 6), причем при прохождении металлического листа в зазор между барабанами (3, 4) по меньшей мере при частичном вращении барабанов происходит резка металлического листа, отличающиеся тем, что на раме со стороны входа и/или выхода предусмотрен по меньшей мере один первый групповой рольганг (10, 11), который выполнен с возможностью втягивания в область рамы (2), причем по меньшей мере один первый групповой рольганг (10, 11) выполнен с возможностью горизонтального перемещения посредством привода (12, 14, 13, 15) и с возможностью вертикальной перестановки посредством привода, причем предусмотрен по меньшей мере один второй групповой рольганг (18, 19), который выполнен с возможностью поворота вокруг оси.
2. Барабанные ножницы по п.1, отличающиеся тем, что по меньшей мере один второй групповой рольганг (18, 19) выполнен с возможностью поворота вокруг оси (20, 22) посредством привода (21, 23).
3. Барабанные ножницы по п.1 или 2, отличающиеся тем, что по меньшей мере один барабан (3, 4) или барабаны (3, 4) на стороне, расположенной напротив ножа (5, 6), имеют плоский контур (8) и/или имеют углубление (9).
4. Барабанные ножницы по п.3, отличающиеся тем, что углубление (9) имеет плоский участок, по обе стороны которого выполнены участки, каждый из которых проходит под углом к этому плоскому участку.
5. Барабанные ножницы по п.1, отличающиеся тем, что по меньшей мере нижний барабан (4) по меньшей мере с одной стороны ножа (6) по периметру имеет контур (24), на который опирается металлический лист или полоса.
| WO 2004054730 A1, 01.07.2004 | |||
| Барабанные ножницы для резки листового металла | 1989 |
|
SU1731477A1 |
| RU 2006101062 A, 10.06.2006 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОЖАРНО-ЭЛЕКТРИЧЕСКОГО ВРЕДА И ОПАСНЫХ ФАКТОРОВ ПОЖАРА С ПОМОЩЬЮ ЭЛЕКТРОСЧЕТЧИКА-ИЗВЕЩАТЕЛЯ | 2012 |
|
RU2622558C2 |

