Изобретение относится к области металлургии, используется в линиях горячей прокатки листов из алюминия как оборудование, предназначенное для обрезки на ходу с двух сторон прокатанной полосы и одновременного дробления обрези.
Необходимость установки комбинированных ножниц в линиях горячей прокатки алюминиевых полос обусловлена трудностями, связанными с невозможностью отведения из рабочей зоны ножниц отрезанных продольных кромок, которые, не имея достаточной жесткости из-за высокой их температуры, подвержены деформациям, потере формы и устойчивости.
Известны комбинированные дисковые кромкокрошительные ножницы, конструкция которых описана в пояснительной записке №669060 ВНИИМЕТмаша «ПНШС - 2000 г.п. алюминиевых сплавов КРАМЗ. Ножницы дисковые кромкообрезные с кромкокрошителем и уборкой обрези», М., 1983 г., 7-12.
На плитовине смонтированы правый и левый режущие суппорты, установленные с возможностью перемещения в зависимости от ширины листа, подлежащего обрезке кромок. На верхнем и нижнем приводных валах установлены дисковые ножи, которые размещают с перекрытием по вертикали; величина перекрытия рассчитывается в зависимости от физико-механических свойств материала полосы, ее толщины и других факторов. К суппортам крепятся проводки для отвода из зоны резания обрези.
Работают комбинированные дисковые кромкообрезные ножницы следующим образом.
Перемещают и закрепляют суппорты в положениях, при которых верхние и нижние дисковые ножи установлены таким образом, что расстояние между их торцами выбрано в зависимости от ширины полосы, продольная кромка которой подлежит обрезке на ножницах. Включают приводы ножниц, при этом дисковые ножи вращаются со скоростью, согласованной прокатываемой полосы, которую задают в ножи. Дисковыми ножами одновременно с двух сторон обрезают продольные кромки полосы, которые измельчают кромкокрошительными ножами, и образовавшуюся обрезь отводят к уборочному транспортному средству, а обрезанная полоса транспортируется далее в линии технологического потока.
При отделении продольных кромок от полосы в каждой зоне резания начинается внедрение верхнего и нижнего дисковых ножей в металл полосы (начало резания) и завершается отрезание участка кромки, где кромки верхнего и нижнего ножей сходятся. Начинается прорезание отрезанного участка кромки кромкокрошительными ножами. Со стороны кромкокрошительного ножа прилагается усилие реза, направление которого совпадает с направлением установки ножа. При этом в точке, которая одновременно принадлежит и продольному краю полосы и отрезаемой кромке, действует сдвигающая горизонтальная составляющая усилия резания. В результате при перерезании отрезанной кромки в направлении, не совпадающем с движением полосы, имеет место увод, отрыв отрезаемой кромки с появлением на продольной кромке полосы трещин, рванин, что снижает качество готового продукта.
Таким образом, недостатком описанного устройства является неудовлетворительное качество полосы, обрезанной на ножницах.
Известно устройство для резки тонкого листового материал, описанное в авторском свидетельстве СССР №582922, В 23 D 19/04, более близкое к заявляемым ножницам и принятое в качестве прототипа.
В его состав входят верхний приводной барабан (верхний нож), который связан через зубчатые зацепления с приводным нижним ножом, сочлененным с приводом, и выполненным из набора ножевых дисков, закрепленных на приводном валу с образованием барабана, на наружных поверхностях которого размещены упругие элементы (вкладыши), размещенные в промежутках между режущими кромками ножей. Кроме того, на дисках, размещенных с двух сторон от установленного упругого элемента, выполнены кольцевые углубления, предназначенные для заполнения упругим элементом при его сжатии во время резания полосы. Очевидно, что упругие элементы изготовлены из материала на основе термостойкой резины.
Работает устройство для резки тонкого листового материала следующим образом.
Лента, подлежащая разрезанию, подается между вращающимися нижним и верхним ножами, который с усилием прижимает ее к рабочим поверхностям нижнего ножевого барабана. При этом под воздействием усилия прижима упругие элементы продавливаются вместе с материалом ленты, лента прижимается к режущим кромкам ножевого барабана и разрезается в продольном и поперечном направлениях, при этом упругие элементы заполнят кольцевые прорези. После завершения контакта с верхним барабаном упругие элементы восстанавливают свою прежнюю форму и занимают исходное положение, выталкивая кусочки обрези из дисковых крошительных ножей.
По сравнению с аналогом на описанных ножницах получают листы более высокого качества, так как при поперечном разрезании обрези отсутствует сдвигающая составляющая, что способствует получению качественных продольных кромок на готовом продукте.
Однако следует отметить, что при дроблении обрези из листовой заготовки имеет место значительный износ материала упругих элементов и от воздействия высоких температур материала разрезаемой заготовки, составляющих 300-400°С, что снижает их долговечность и долговечность устройства для резки в целом.
Таким образом, недостатком прототипа является неудовлетворительная долговечность устройства для разрезания листового материала.
В основу изобретения поставлена задача создания комбинированных дисковых кромкокрошительных ножниц с повышенной долговечностью.
Задача повышения долговечности комбинированных дисковых кромкокрошительных ножниц решается за счет технического результата, который состоит в повышении стойкости упругих элементов ножниц в условиях действиях высоких температур.
Для достижения указанного технического результата в комбинированных дисковых кромкокрошительных ножницах, содержащих приводной верхний нож, нижний дисковый нож, закрепленный на одном приводном валу с барабаном, несущим размещенные на его наружной поверхности кромкокрошительные ножи и упругие элементы, расположенные в промежутках между кромкокрошительными ножами, согласно изобретению верхний нож изготовлен в виде диска, а каждый из упомянутых упругих элементов выполнен в виде пластины из пружинного материала, один конец которой прикреплен к поверхности барабана.
В результате сравнительного анализа предлагаемого технического решения и прототипа установлено, что они имеют общие признаки:
- приводной верхний дисковый нож;
- нижний дисковый нож, закрепленный на одном приводном валу с барабаном, несущим размещенные на его наружной поверхности кромкокрошительные ножи и упругие элементы, расположенные в промежутках между кромкокрошительными ножами;
и отличительные признаки:
- верхний нож изготовлен в виде диска;
- выполнение каждого из упругих элементов в виде пластины из пружинного материала;
- размещение упругих элементов в промежутках между кромкокрошительными ножами;
- прикрепление одного конца каждого упругого элемента к поверхности барабана.
Таким образом, заявляемое решение имеет новые формы выполнения конструктивных элементов, новые материалы изготовления конструктивных элементов, новые связи между элементами ножниц.
Между отличительными признаками и достигаемым техническим результатом имеется причинно-следственная связь.
Благодаря тому в комбинированных дисковых кромкокрошительных ножницах верхний нож изготовлен в виде диска, а каждый из упомянутых упругих элементов выполнен в виде пластины из пружинного материала, один конец которой прикреплен к поверхности барабана, стало возможным увеличить срок службы упругих элементов, что привело к повышению долговечности комбинированных дисковых кромкокрошительных ножниц.
Заявляемое техническое решение не известно из уровня техники, поэтому оно является новым.
Заявляемое техническое решение имеет изобретательский уровень, так как предлагаемая конструкция комбинированных дисковых кромкокрошительных ножниц для специалиста явным образом не следует из уровня техники.
Заявляемое решение промышленно применимо и изготовление его в условиях ЗАО НКМЗ не представляет технических и технологических сложностей. С использованием заявляемого решения выполнен рабочий проект для стана 2840 горячей прокатки алюминия Каменск-Уральского металлургического завода.
Заявляемое решение поясняется чертежами, на которых изображено следующее:
на фиг.1 - общий вид комбинированных дисковых кромкокрошительных ножниц;
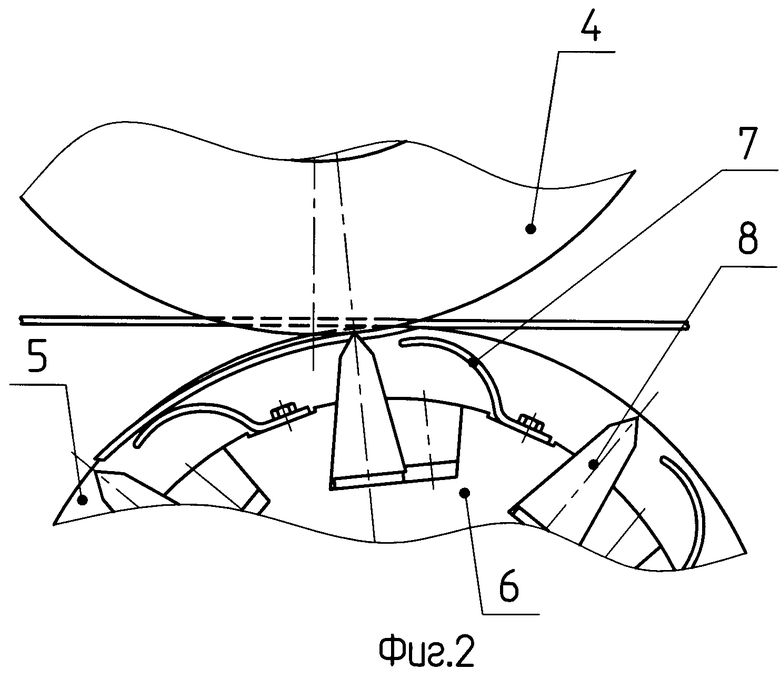
фиг.2 - схема резания в заявляемом решении.
Комбинированные дисковые кромкокрошительные ножницы устанавливают за прокатной клетью по оси прокатки на фундаментной раме, несущей симметрично установленные относительно оси прокатки левую и правую каретки с размещенными на них механизмами резания. Каждая каретка сочленена с механизмом перемещения 1 и имеет приводной верхний вал 2 и приводной нижний вал 3. На концах валов 2, обращенных к оси ножниц, консольно закреплены широкие верхние дисковые ножи 4, а на аналогичных концах нижних валов 3 закреплены нижние дисковые ножи 5. На каждом нижнем валу 3 размещен цилиндрический барабан 6, а на его наружной поверхности закреплены перпендикулярно торцам кромкокрошительные ножи 7. Между ножами 7 размещены упругие элементы 8, выполненные в данном случае из листового пружинного материала, например из стали марки 50ХФА. Один конец упругого элемента 8 закреплен на наружной поверхности барабана 6, а второй - свободный - расположен с возможностью взаимодействия с обрезками, залипшими между кромкокрошительными ножами 7. Упругие элементы 8 могут быть прикреплены также к боковым поверхностям кромкокрошительных ножей 7, однако, этот вариант крепления более трудоемкий, менее надежный, поэтому отдано предпочтение креплению упругих элементов 8 к наружной поверхности барабана 6, кроме того, вид, форма выполнения упругого элемента для решению поставленной задачи существенного значения не имеет. Упругие элементы 8 могут быть выполнены, например, также в виде витой цилиндрической пружины, но предпочтение отдано пластине из пружинного материала, как более простой в изготовлении и более надежной в эксплуатации. Свободные концы верхних валов 2 и нижних валов 3 соединены с приводом 9 вращения валов.
Работают комбинированные дисковые кромкообрезные ножницы следующим образом.
От реверсивной клети прокатного стана алюминиевая полоса транспортным рольгангом подается в зону резания. Ножницы предварительно настраивают на прием полосы заданной ширины. Для этого включают приводы перемещения 1, которые передвигают по раме правую и левую каретки с их режущими механизмами до размещения плоскостей резания верхних дисковых ножей 4 и нижних дисковых ножей 5 симметрично относительно оси прокатки. Затем перемещают верхние 4 и нижние дисковые ножи 5 по вертикали, добиваясь необходимого перекрытия верхнего дискового ножа 4 и вершин кромкокрошительных ножей 7, в зависимости от толщины и температуры нагрева обрабатываемой полосы. Далее включают приводы 9 вращения верхних валов 2 с дисковыми ножами 4 и нижних валов 3 с дисковыми ножами 5 и барабанами 6, несущими кромкокрошительные ножи 7. Полоса подается транспортным средством в зону резания, где одновременно с двух сторон дисковыми ножами 4 и 5 обрезают продольные кромки на полосе. Обрезанные кромки сразу же попадают в зазор между верхним дисковым ножом 4 цилиндрической поверхностью барабана 6 и кромкокрошительным ножом 7, где и происходит дробление обрези, после чего она по желобам отводится к уборочному устройству.
Из вышеизложенного видно, что выполнение комбинированных дисковых кромкообрезных ножниц с кромкокрошительными ножами, в соответствии с формулой изобретения снабженными упругими элементами, размещенными между кромкокрошительными ножами, позволяет воздействовать на прилипшие к боковым поверхностям ножей горячей обрези выталкивающими усилиями и удалять обрезь из межножевых промежутков, что способствует устранению дополнительных распорных усилий между верхними и нижними дисковыми ножами, что сохраняет их целостность, повышает долговечность дисковых ножей и комбинированных дисковых кромкокрошительных ножниц в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обрезки кромки полосового материала и ее крошения | 1984 |
|
SU1177084A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ОБРЕЗАННЫХ КРАЕВ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2019 |
|
RU2779853C1 |
| Дисковые ножницы | 1977 |
|
SU623671A1 |
| Дисковые ножницы | 1980 |
|
SU884887A2 |
| Устройство для обрезки и крошения кромок полосового материала | 1986 |
|
SU1377171A1 |
| Кромкокрошительные ножницы | 1975 |
|
SU536015A1 |
| Кромкокрошительные барабанные ножницы | 1981 |
|
SU967698A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Дисковые ножницы | 1981 |
|
SU967688A1 |
| Дисковые кромкообрезные ножницы | 1988 |
|
SU1669643A1 |
Изобретение относится к области металлургии и может быть использовано в линиях горячей прокатки листов из алюминия. Комбинированные дисковые кромкокрошительные ножницы содержат приводной верхний нож, нижний дисковый нож, закрепленный на одном приводном валу с барабаном, несущим размещенные на его наружной поверхности кромкокрошительные ножи и упругие элементы, расположенные в промежутках между кромкокрошительными ножами. Верхний нож выполнен в виде диска. Каждый из упомянутых упругих элементов выполнен в виде пластины из пружинного материала, один конец которой прикреплен к поверхности барабана. Достигается повышение стойкости упругих элементов ножниц в условиях действия высоких температур. 2 ил.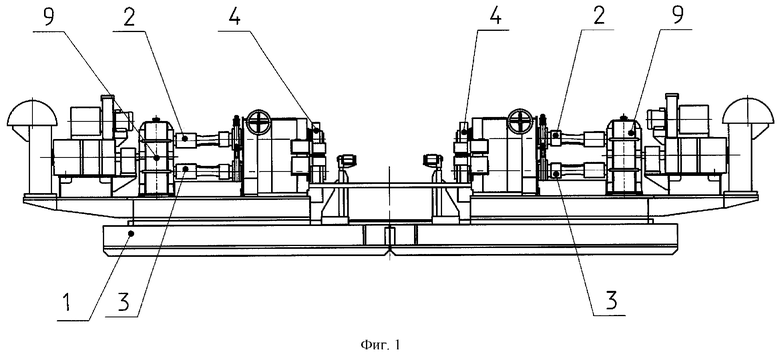
Комбинированные дисковые кромкокрошительные ножницы, содержащие приводной верхний нож, нижний дисковый нож, закрепленный на одном приводном валу с барабаном, несущим размещенные на его наружной поверхности кромкокрошительные ножи и упругие элементы, расположенные в промежутках между кромкокрошительными ножами, отличающиеся тем, что верхний нож выполнен в виде диска, а каждый из упомянутых упругих элементов выполнен в виде пластины из пружинного материала, один конец которой прикреплен к поверхности барабана.
| Приспособление к прессу для выталкивания оправки при изготовлении текстолитовых отводов | 1935 |
|
SU47074A1 |
| Устройство для резки тонкого листового мателиала | 1975 |
|
SU582922A1 |
| Устройство для обрезки и крошения кромок полосового материала | 1986 |
|
SU1377171A1 |
| GB 1133763 А, 20.11.1968 | |||
| СПОСОБ ПАРАМЕТРИЧЕСКОГО ПРИЕМА ВОЛН РАЗЛИЧНОЙ ФИЗИЧЕСКОЙ ПРИРОДЫ В МОРСКОЙ СРЕДЕ | 2010 |
|
RU2452041C1 |

