Уровень Техники Изобретения
Изобретение относится к изготовлению турбомашинных лопаток из композиционного материала, имеющих встроенные в них нижнюю и/или верхнюю полки.
Областью назначения является область лопаток для газовых турбин для авиационных двигателей или для промышленных турбин.
Предложения по изготовлению турбомашинных лопаток из композиционного материала уже выдвигались. В качестве примера можно сослаться на документ EP 1 526 285, который описывает изготовление лопатки вентилятора посредством создания волокнистой преформы с помощью пространственного плетения и с помощью уплотнения преформы матрицей.
Кроме того, для того, чтобы создать конструктивные детали турбомашины, которые в процессе эксплуатации подвергаются действию высоких температур, уже выдвигались предложения по применению термоструктурируемых композиционных материалов, в частности керамических матричных композиционных (CMC) материалов. По сравнению с металлическими сплавами подобные материалы могут демонстрировать улучшенные рабочие характеристики при высоких температурах и более низкую массу, обладая в то же время также механическими свойствами, которые необходимы для формирования конструктивных деталей. В частности, для газовых турбин авиационных двигателей необходимо уменьшение массы и уменьшение загрязняющих выбросов за счет повышенной температуры.
Документ EP 1 801 354 описывает раздельное формирование преформы для аэродинамической поверхности и основания лопатки и преформы для полки посредством укладывания слоев, которые предварительно пропитывают смолой, и за счет частичной полимеризации смолы. Преформа полки имеет боковины, которые помещают напротив противоположных сторон преформы аэродинамической поверхности и основания лопатки, поверх ее основания. После непрерывной полимеризации, осуществляют пропитывание связующим веществом (силиконом) для того, чтобы связать вместе боковины полки и обращенные к ним стороны основания лопатки. Придание прочности, обусловленное предварительной полимеризацией, ограничивает сложность формы профиля аэродинамической поверхности, которую можно получить.
Цель и сущность изобретения
Вследствие этого желательно иметь доступные турбомашинные лопатки, изготовленные из композиционного материала, в частности из термоструктурируемого композиционного материала, такого как CMC, для турбин или компрессоров турбомашин, чтобы данные лопатки демонстрировали необходимые механические свойства, обладая в то же время относительно сложными формами.
С этой целью настоящее изобретение предоставляет способ изготовления турбомашинной лопатки из композиционного материала, имеющей встроенные в нее нижнюю и/или верхнюю полки, при этом способ включает: раздельное формирование элемента полки лопатки, который включает в себя упрочненное волокнистое усиление и который имеет форму, близкую к форме полки лопатки, которую необходимо изготовить с по меньшей мере одним отверстием, сформированным в элементе полки, при этом отверстие имеет форму профиля аэродинамической поверхности лопатки, которую необходимо изготовить; зацепление элемента полки посредством его отверстия на преформе с волокнистым усилением для аэродинамической поверхности и основания лопатки; и компоновку элемента полки с преформой для аэродинамической поверхности и основания лопатки;
при этом данный способ включает следующие этапы:
- применения пространственного плетения для изготовления гибкой волокнистой заготовки в виде единой детали, которая включает в себя участки преформы аэродинамической поверхности и основания лопатки;
- зацепления элемента полки посредством его отверстия на гибкой волокнистой заготовке с деформированием его таким образом, чтобы скомпоновать элемент полки с волокнистой заготовкой;
- формования волокнистой заготовки вместе с элементом полки, смонтированным на ней, для того чтобы получить преформу лопатки с формой, которая является близкой к форме лопатки, которую необходимо изготовить;
- после формования, укрепления формы преформы лопатки в формовочной машине; и
- выполнения конечного уплотнения укрепленной преформы лопатки для того, чтобы получить лопатку из композиционного материала, имеющую встроенную полку.
Предпочтительно, заготовку также изготавливают с развертываемыми соединительными участками для наложения на элемент полки и связывания с ним после того, как он был зацеплен. Во время плетения заготовки для облегчения развертывания соединительных участков могут быть оставлены несвязанные между собой зоны.
Согласно отличительному признаку способа элемент полки соединяют с волокнистой заготовкой либо посредством сшивания или штифтового соединения перед введением матрицы, либо посредством совместного уплотнения.
Преформа может быть укреплена посредством химической инфильтрации из паровой фазы или посредством пропитывания укрепляющей композицией, содержащей в своем составе смолу, а затем отверждения смолы. В последнем случае лопатка может быть пропитана перед ее формованием.
Предпочтительно, множество волокнистых заготовок сплетают в непрерывную ленту, и отдельные заготовки нарезают из плетеной ленты.
Также предпочтительно, множество элементов полок нарезают из профильного звена, которое получают посредством формования множества связанных вместе волокнистых слоев и за счет придания прочности.
Элементу полки придают твердость во время промежуточного этапа изготовления. Это может быть сделано посредством химической инфильтрации из паровой фазы или посредством пропитывания придающей прочность композицией, которая включает в себя смолу, а затем отверждения смолы.
Когда волокнистую заготовку укрепляют посредством пропитывания укрепляющей композицией, заключающей в себе смолу, а элементу полки придают прочность посредством пропитывания придающей жесткость композицией, содержащей в своем составе смолу, укрепляющая смола волокнистой заготовки и придающая прочность смола элемента полки могут быть пиролизированы одновременно.
Способ применим для изготовления лопатки с множеством аэродинамических поверхностей, и для данной цели он включает этапы:
- применения пространственного плетения для изготовления множества волокнистых заготовок в виде единых деталей, каждая из которых включает в себя соответствующие участки преформы аэродинамических поверхностей и основания лопатки;
- раздельного формирования элементов нижней или верхней полок лопатки, имеющих множество отверстий с формой профиля аэродинамической поверхности; и
- зацепления элементов полок через их отверстия одновременно на волокнистых заготовках.
Краткое описание чертежей
Изобретение может быть более понятно при чтении следующего описания, приведенного в качестве неограничивающего указания и со ссылкой на сопровождающие чертежи, на которых:
- Фиг. 1 представляет собой вид в перспективе турбомашинной лопатки, имеющей встроенные в нее нижнюю и верхнюю полки;
- Фиг. 2 представляет собой схематический вид в перспективе волокнистой заготовки, включающей участок преформы аэродинамической поверхности и участок преформы основания для лопатки;
- Фиг. 3 представляет собой схематический вид в перспективе в увеличенном масштабе элемента с повышенной прочностью для нижней полки лопатки;
- Фиг. 4 представляет собой схематический вид в перспективе в увеличенном масштабе элемента с повышенной прочностью для верхней полки лопатки;
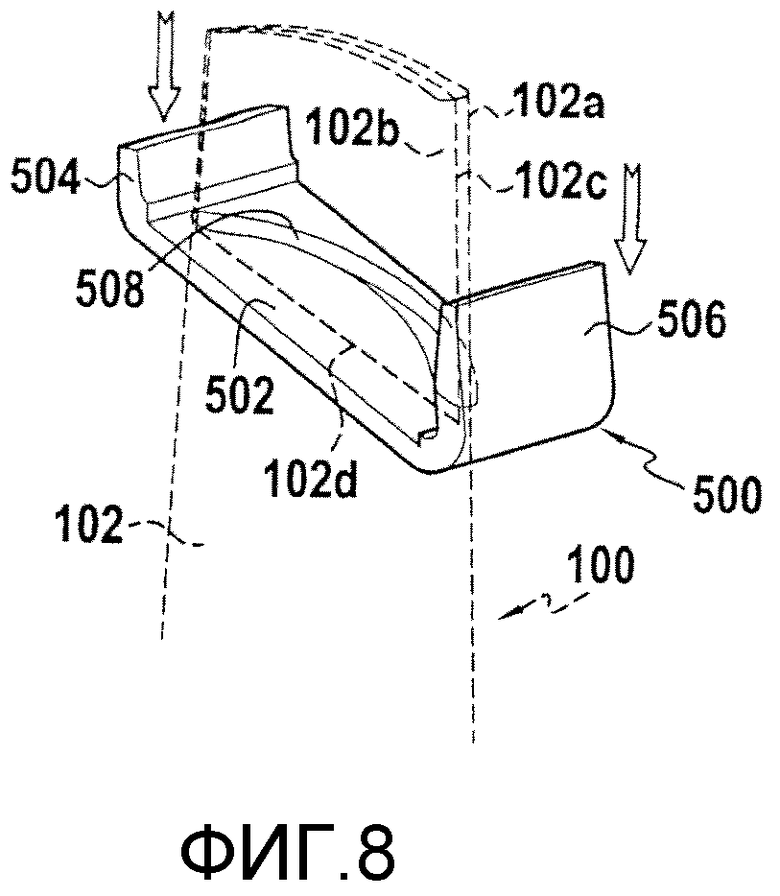
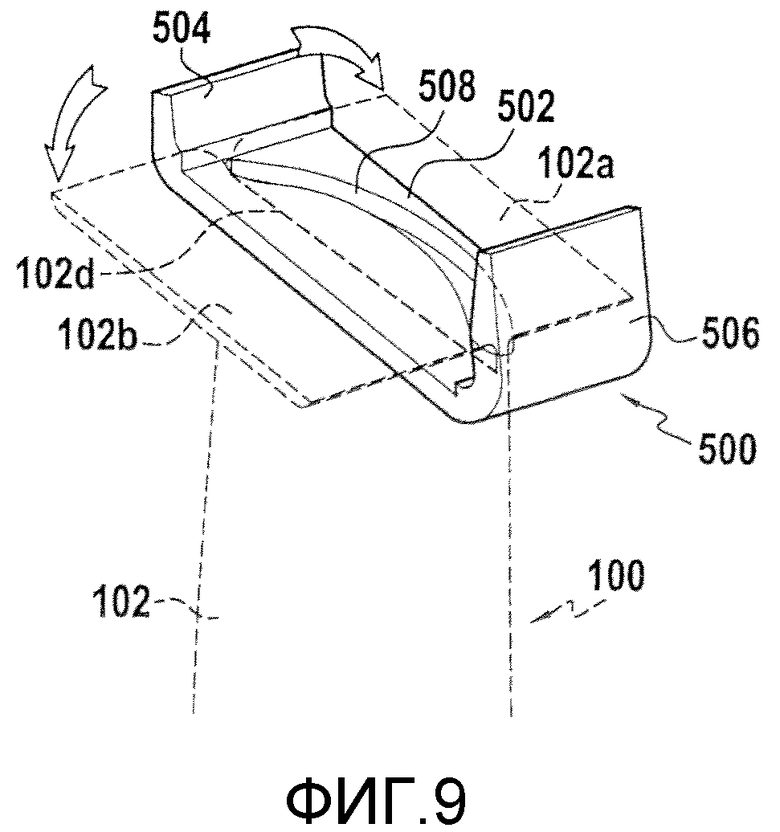
- Фиг. с 5 по 9 представляют собой чертежи, показывающие формирование преформы лопатки посредством компоновки заготовки Фиг. 2 с элементами нижней и верхней полок Фиг. 3 и 4;
- Фиг. 10 представляет собой очень схематический вид преформы лопатки;
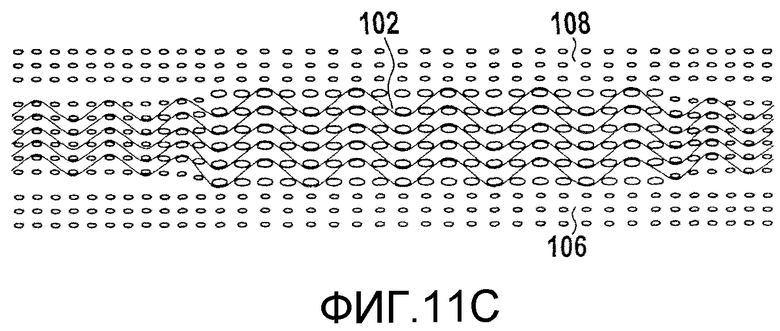
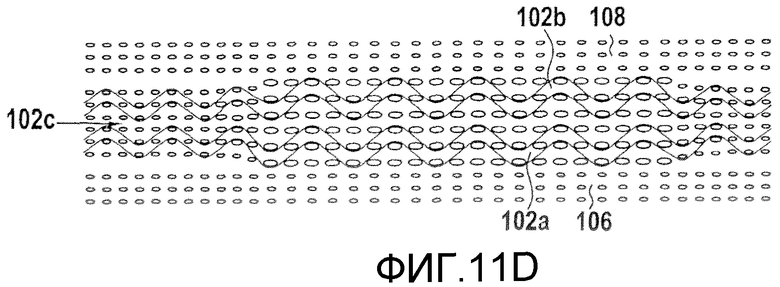
- Фиг. с 11A по 11D представляют собой виды в поперечном сечении в увеличенном масштабе волокнистой заготовки Фиг. 2 на различных плоскостях A, B, C и D;
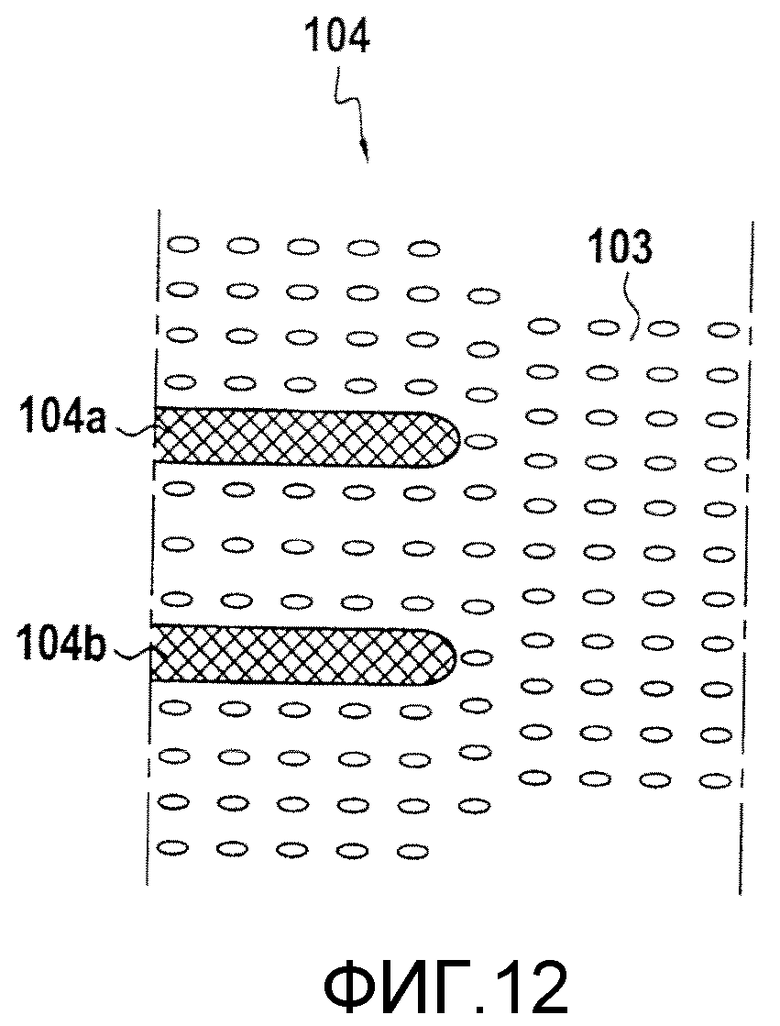
- Фиг. 12 представляет собой вид утка в разрезе, показывающий вариант осуществления участка волокнистой заготовки Фиг. 2, который соответствует участку преформы основания лопатки;
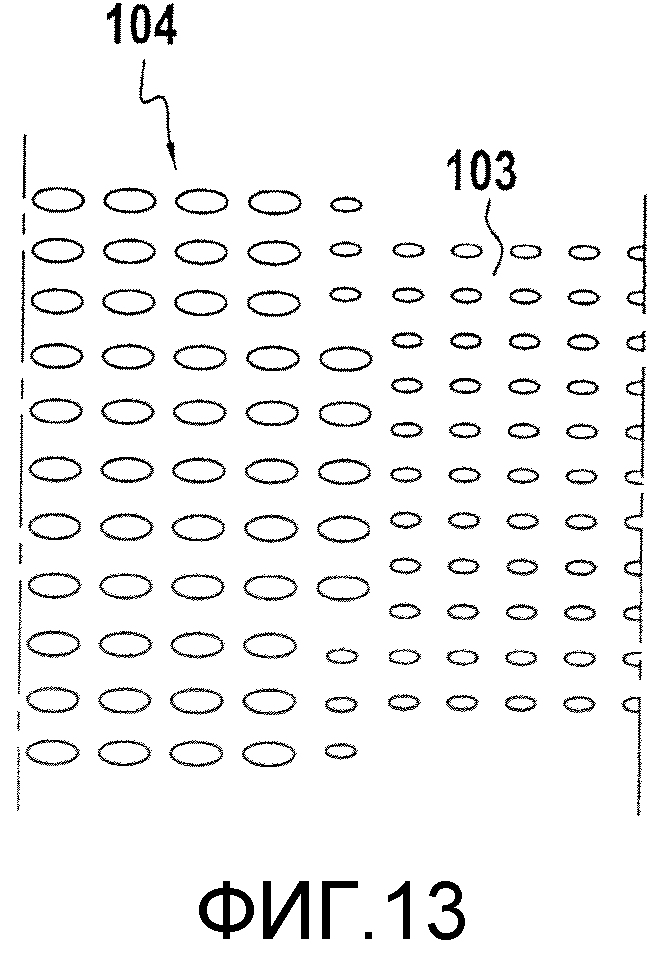
- Фиг. 13 представляет собой вид утка в разрезе, показывающий еще один вариант осуществления участка волокнистой заготовки Фиг. 2, который соответствует участку преформы основания лопатки;
- Фиг. 14 представляет собой очень схематический вид варианта осуществления непрерывной плетеной ленты, полученной с помощью пространственного плетения и включающей в себя множество волокнистых заготовок, таких как заготовка, показанная на Фиг. 2;
- Фиг. 15 представляет собой очень схематический фрагментарный вид в разрезе в плоскости XV Фиг. 14;
- Фиг. 16 представляет собой очень схематический вид еще одного варианта осуществления непрерывной плетеной ленты, полученной с помощью пространственного плетения и включающей в себя множество волокнистых заготовок, таких как заготовка, показанная на Фиг. 2;
- Фиг. 17 представляет собой схематический вид в разрезе, показывающий как изготавливают волокнистое профильное звено для того, чтобы получать элементы нижних полок, такие как элемент, показанный на Фиг. 3;
- Фиг. 18 представляет собой схематический вид в разрезе, показывающий как изготавливают волокнистое профильное звено для того, чтобы получать элементы верхних полок, такие как элемент, показанный на Фиг. 4;
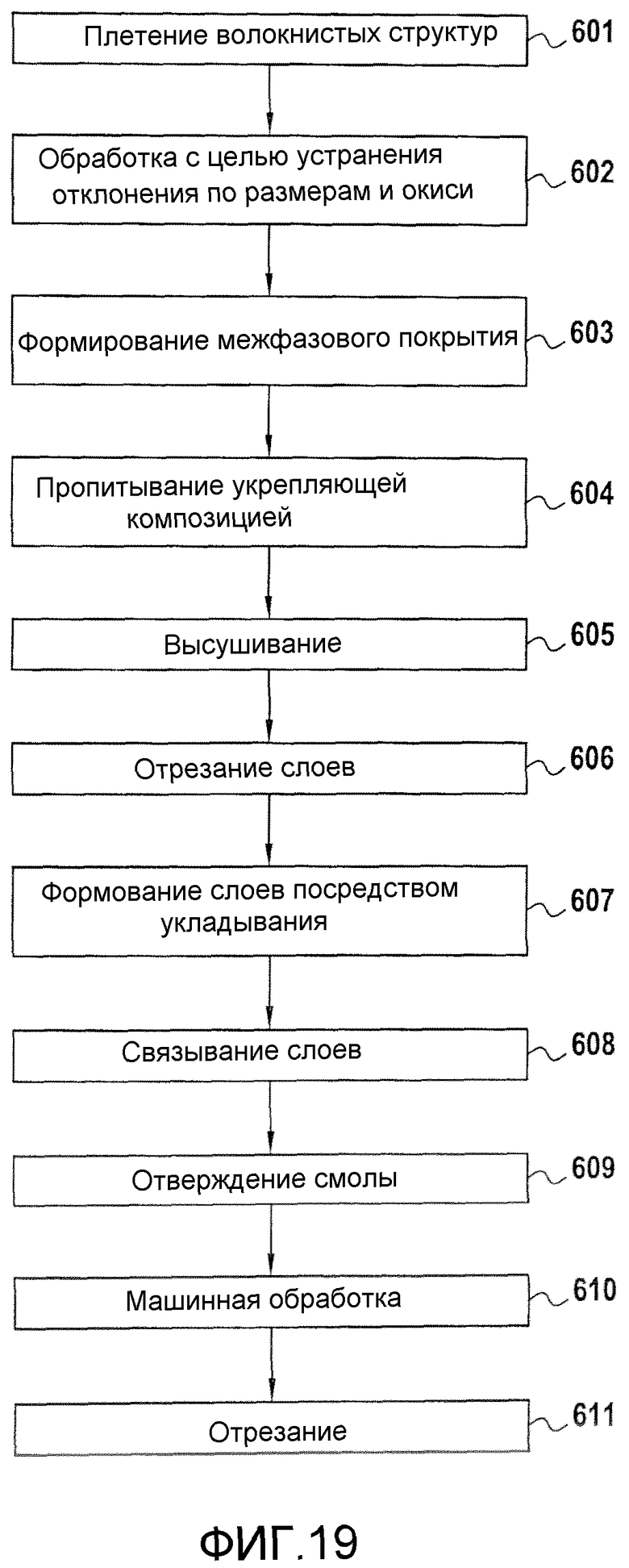
- Фиг. 19 показывает следующие один за другим этапы способа изготовления элемента полки, такого как элемент, показанный на Фиг. 3 или Фиг. 4;
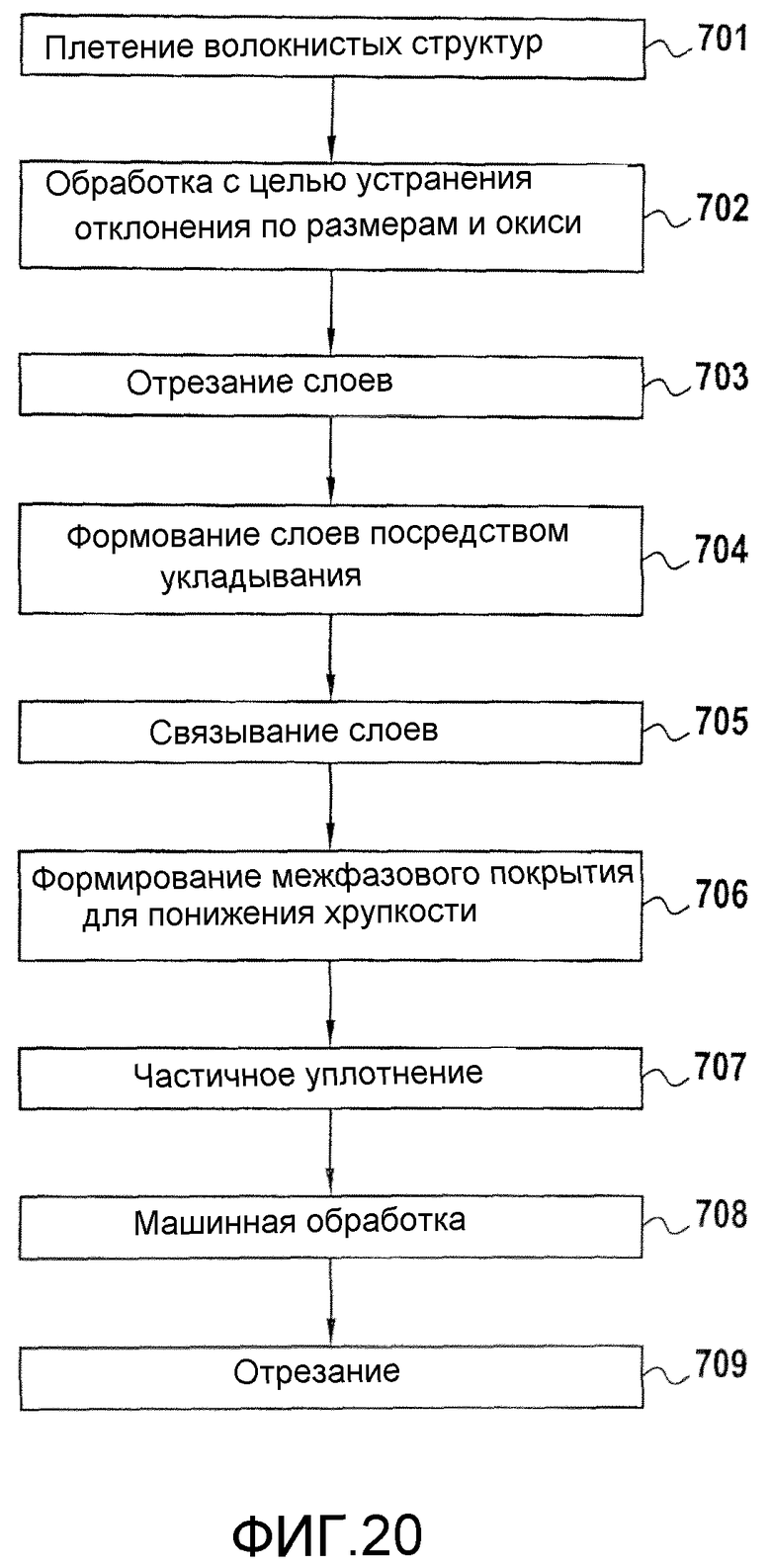
- Фиг. 20 показывает следующие один за другим этапы еще одного способа изготовления элемента полки, такого как элемент, показанный на Фиг. 3 или Фиг. 4;
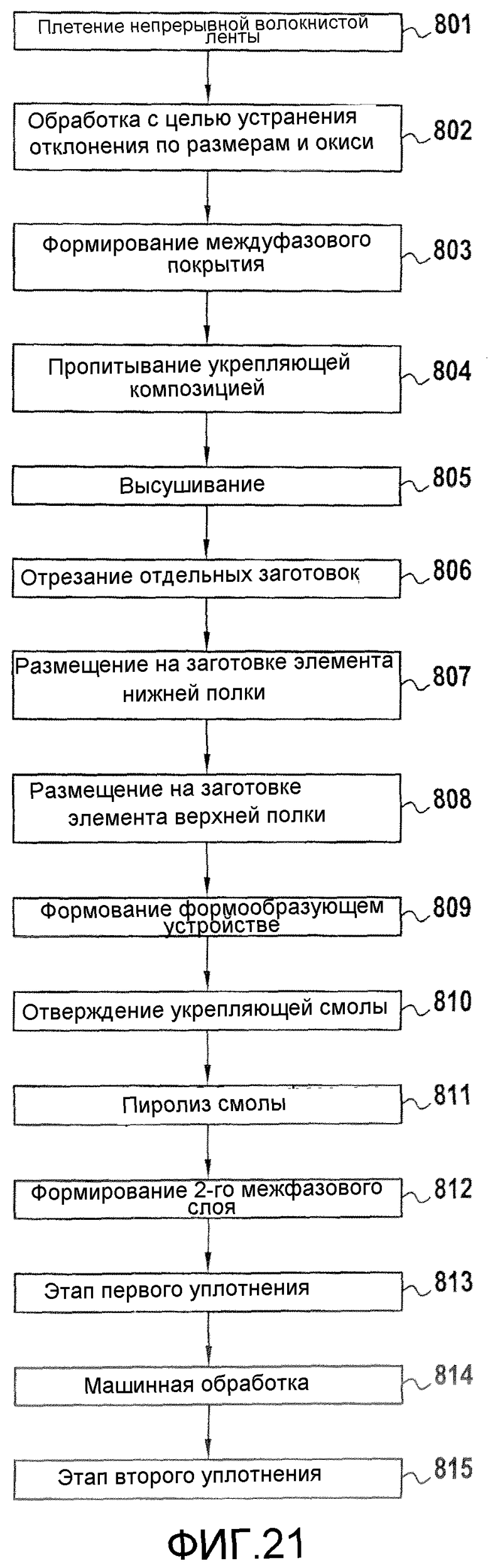
- Фиг. 21 показывает следующие один за другим этапы способа изготовления турбомашинной лопатки в соответствии с изобретением;
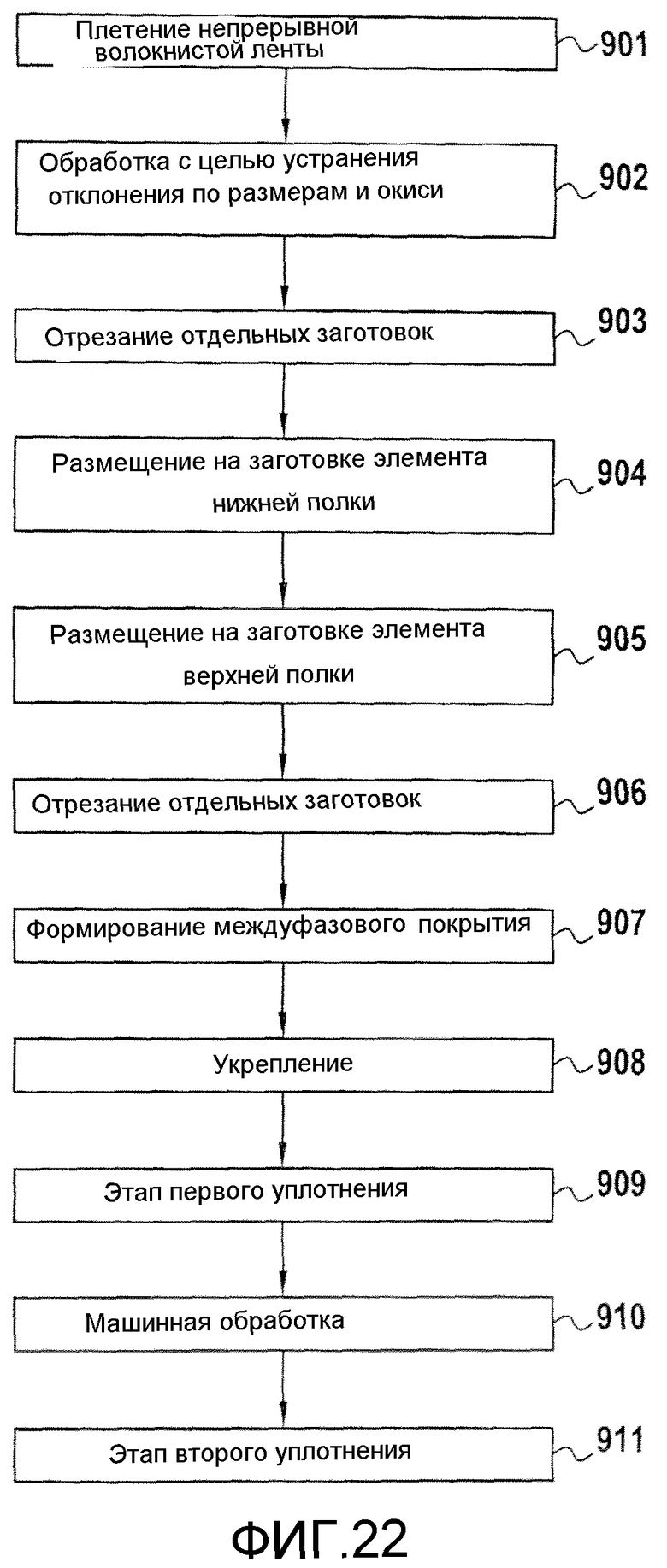
- Фиг. 22 показывает следующие один за другим этапы еще одного способа изготовления турбомашинной лопатки в соответствии с изобретением;
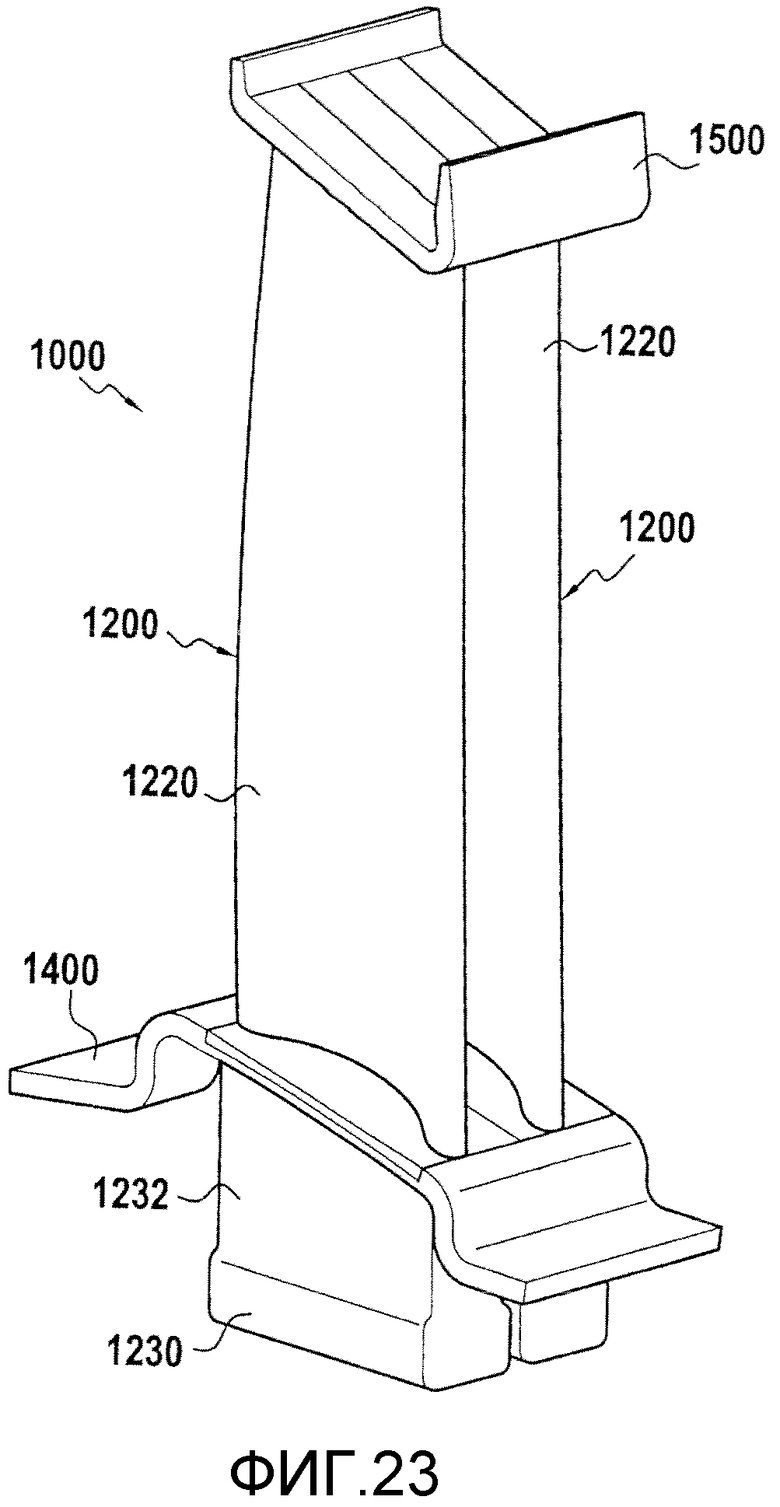
- Фиг. 23 представляет собой схематическое перспективное изображение преформы лопатки с двумя аэродинамическими поверхностями в еще одном варианте осуществления изобретения;
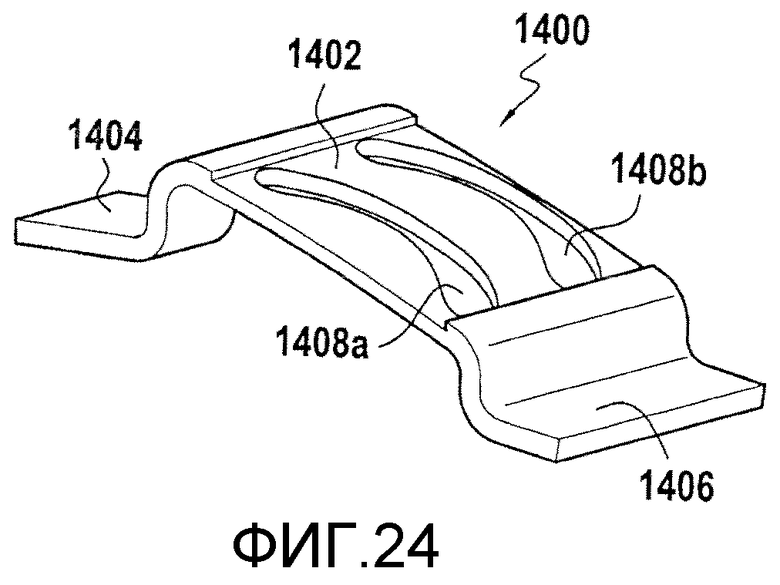
- Фиг. 24 представляет собой схематическое перспективное изображение элемента нижней полки для лопатки Фиг. 23; а
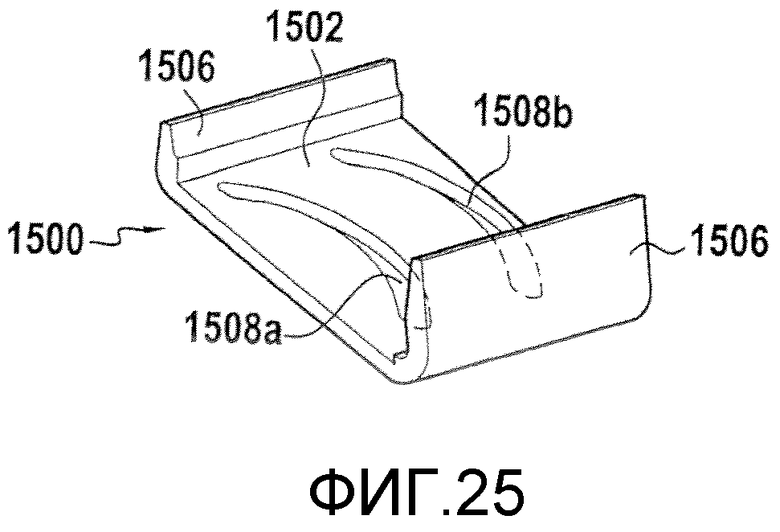
- Фиг. 25 представляет собой схематическое перспективное изображение элемента верхней полки для лопатки Фиг. 23.
Подробное описание вариантов осуществления
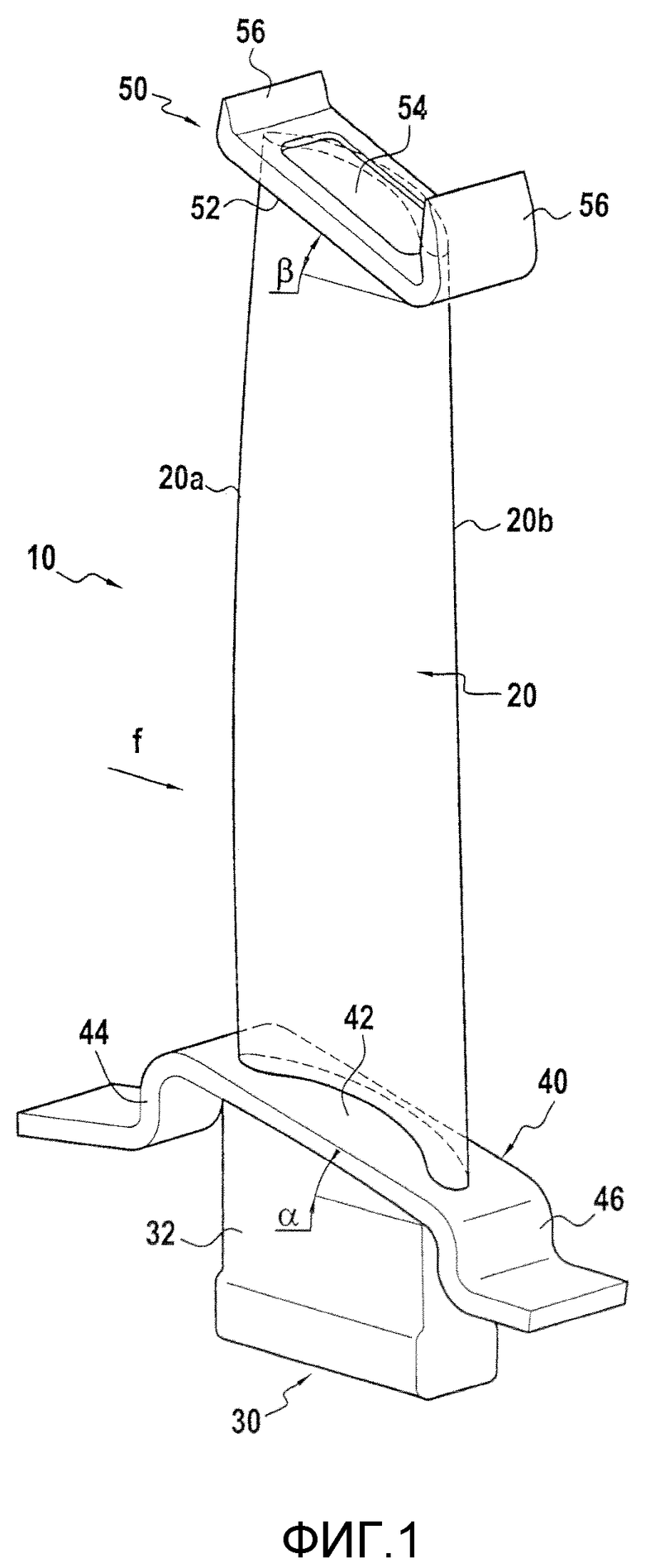
Изобретение применимо для различных типов турбомашинных лопаток, имеющих встроенные нижнюю и/или верхнюю полки, в частности для компрессорных лопаток и турбинных лопаток каскадов различных газовых турбин, например для лопатки ротора турбины низкого давления (LP), такой как лопатка, показанная на Фиг. 1.
Как хорошо известно, лопатка 10 Фиг. 1 включает в себя аэродинамическую поверхность 20, основание 30, состоящее из участка увеличенной толщины, например основание, имеющее сечение в виде груши, которая продолжается за счет хвостовика 32, нижнюю полку 40, расположенную между основанием 30 и аэродинамической поверхностью 20, и наружную или верхнюю полку 50 поблизости от свободного конца лопатки.
Лопатка 20 простирается в продольном направлении между нижней и верхней полками 40 и 50 и в поперечном сечении имеет изогнутый профиль с толщиной, которая изменяется между ее передней кромкой 20a и ее задней кромкой 20b.
Лопатку 10 устанавливают на роторе турбины (не показан) за счет зацепления основания 30 в корпусе комплементарной формы, образованном на периферии ротора турбины. Основание продолжается за счет хвостовика 32 таким образом, чтобы соединяться с внутренней (или нижней) стороной нижней полки 40.
На своем радиально внутреннем конце аэродинамическая поверхность 20 соединена с нижней полкой 40 на наружной (или верхней) стороне 42 полки, которая служит для ограничения внутренней части проточного канала для струи газа через турбину. На своих переднем и заднем концевых участках (передний и задний относительно направления f потока газовой струи) нижняя полка 40 заканчивается выступами 44 и 46. В показанном примере сторона 42 турбины наклонена, образуя в общем не равный нулю угол α относительно плоскости, которая является перпендикулярной продольному направлению лопатки. В зависимости от профиля, требующегося для внутренней поверхности проточного канала для газовой струи, угол α может составлять ноль, или сторона 42 может иметь профиль, который не является прямолинейным, например изогнутый профиль.
На своем радиально наружном конце аэродинамическая поверхность 20 соединена с верхней полкой 50 на ее внутренней (или нижней) стороне 52, которая образует наружную часть проточного канала для газовой струи. Снаружи (сверху) полки 50 имеется углубление или "ванна" 54. Вдоль задней и передней кромок ванны полка несет скребки 56 зубообразного профиля, при этом их кончики подходят для проникновения в слой истираемого материала кольца турбины (не показано) для того, чтобы уменьшить зазор между кончиком лопатки и кольцом турбины. В показанном примере внутренняя сторона 52 наклонена таким образом, чтобы в общем образовать угол β относительно плоскости, перпендикулярной продольному направлению лопатки. В варианте, в зависимости от профиля, требующегося для наружной поверхности проточного канала для газовой струи, сторона 52 может быть по существу перпендикулярной продольному направлению лопатки, или сторона 52 может иметь профиль, который в общем не является прямолинейным, например изогнутый профиль.
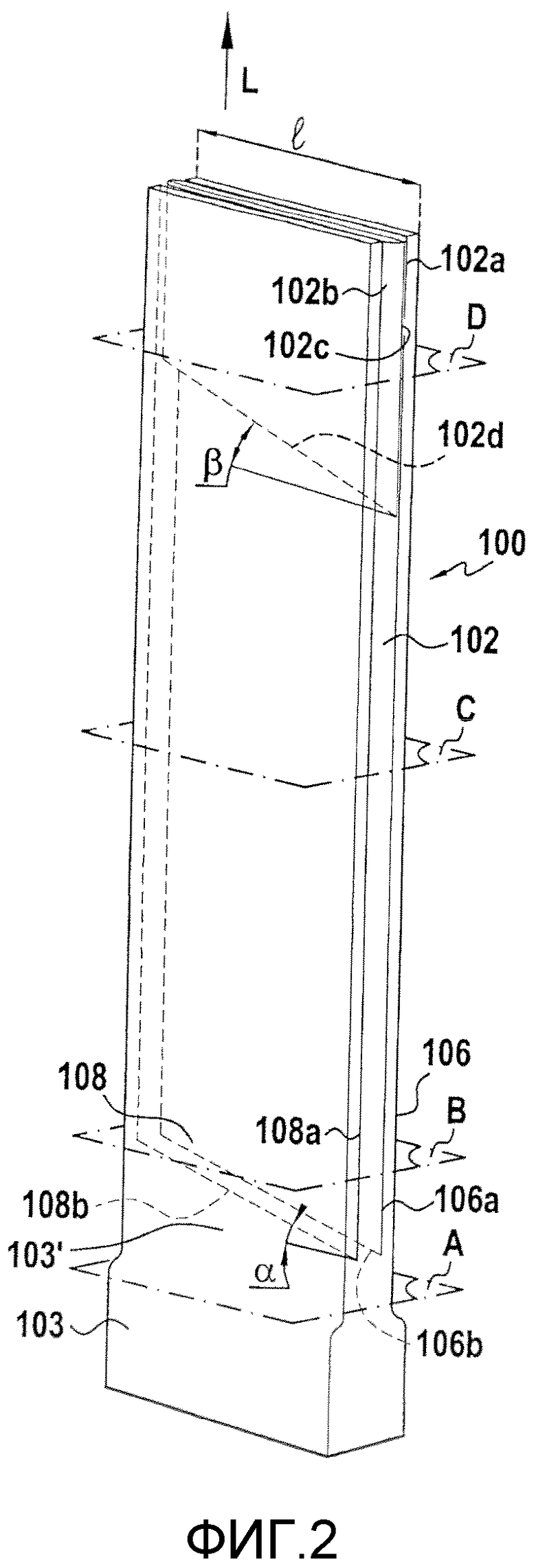
Фиг. 2 представляет собой схематическое изображение волокнистой заготовки 100, из которой можно получить участок преформы для основания и аэродинамической поверхности лопатки.
Заготовку 100 аэродинамической поверхности получают посредством многослойного пространственного плетения, которое описано ниже. Заготовка 100 простирается в общем в направлении L, соответствующем продольному направлению лопатки, которую необходимо изготовить. На своем участке 102, который должен образовать преформу аэродинамической поверхности, заготовка 100 демонстрирует изменяющуюся толщину, которая определяется как функция толщины профиля аэродинамической поверхности лопатки, которую необходимо изготовить, и ширину ℓ, которую выбирают как функцию (плоской) осевой длины профиля аэродинамической поверхности и основания лопатки, которую необходимо изготовить.
На своем участке 103, который должен образовать преформу основание лопатки, заготовка 100 демонстрирует дополнительную толщину, которая определяется как функция толщины основания лопатки, которую необходимо изготовить.
Волокнистая заготовка 100 также включает в себя боковые участки 106 и 108, которые тянутся от участка 103, с каждой стороны участка 102. Начиная от местоположения, которое соответствует по существу местоположению нижней полки лопатки и которое простирается к наружному концу участка 102, участки 106 и 108 не связаны с участком 102, при этом несвязанные между собой зоны 106a и 108a обеспечивают во время плетения волокнистой заготовки. Следует заметить, что несвязанные зоны начинаются от линий 106b и 108b (нарисованных пунктиром на Фиг. 2), которые образуют угол α относительно плоскости, перпендикулярной направлению L. В варианте линии 106b и 108b могут быть изогнуты.
Между участком 103 дополнительной толщины и линиями 106b и 108b участки, продолжающие участки 102, 106, и 108, связаны между собой для того, чтобы образовать участок 103', который должен сформировать преформу хвостовика лопатки.
Участок 102 также демонстрирует несвязанную зону 102c, которая разделяет его наружный оконечный участок на две створки 102a и 102b. Следует заметить, что несвязанная зона 102c продолжается до конца участка 102, начиная от линии 102d (нарисованной пунктиром на Фиг. 2), которая расположена по существу в местоположении верхней полки лопатки и которая в показанном примере, наклонена с образованием угла β относительно плоскости перпендикулярной направлению L. В варианте линия 102d может быть изогнута.
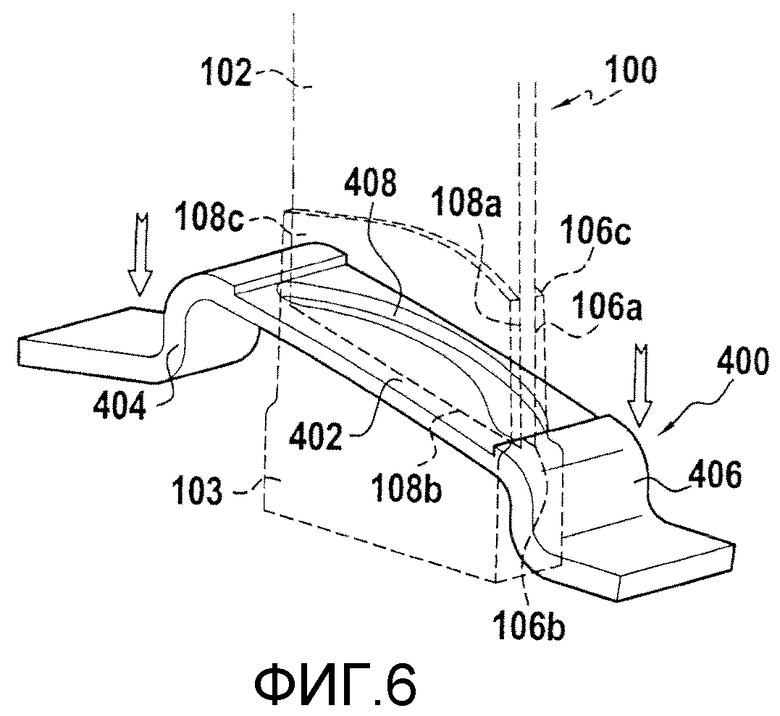
Фиг. 3 показывает элемент 400 нижней полки, состоящий из волокнистых слоев, которые наложены друг на друга, связаны вместе и упрочнены за счет конкретной формы, как описано ниже. Элемент 400 полки по существу воспроизводит форму нижней полки лопатки, которую необходимо изготовить, имеющей центральный участок 402 и концевые участки 404 и 406, которые образуют выступы. Центральный участок 402 имеет небольшую толщину, меньше чем толщина концевых участков 404 и 406. В центральном участке 402 образовано сквозное отверстие или прорезь 408, которая по существу воспроизводит профиль аэродинамической поверхности, которую необходимо изготовить, на уровне ее соединения с нижней полкой.
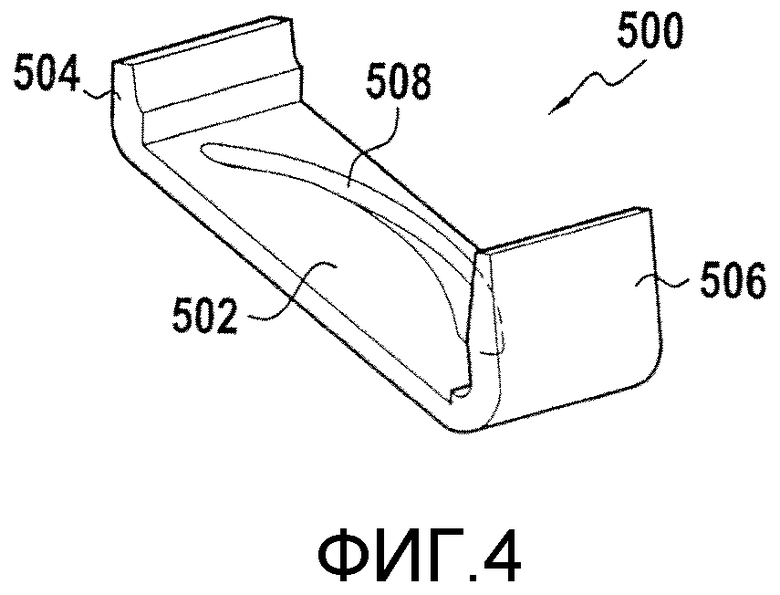
Фиг. 4 показывает элемент 500 верхней полки, состоящий из наложенных волокнистых слоев, которые связаны вместе и упрочнены за счет конкретной формы, как описано ниже. Элемент 500 верхней полки по существу воспроизводит U-образную форму сечения верхней полки лопатки, которую необходимо изготовить, имеющей центральный участок 502 и поднятые концевые участки 506, которые завершаются узкими концами. Центральный участок 502 имеет уменьшенную толщину, меньше чем толщина концевых участков 506. В центральном участке 502 образовано сквозное отверстие или прорезь 508, которая по существу воспроизводит профиль аэродинамической поверхности, которую необходимо изготовить, на уровне ее соединения с верхней полкой.
Преформу лопатки изготавливают посредством компоновки заготовки 100 с элементами 400 и 500 полок, как показано на Фиг. 5-9.
Боковые участки 106 и 108 обрезают по размеру таким образом, чтобы оставались только створки 106c и 108c, которые продолжаются на протяжении ограниченного промежутка от линий 106b и 108b (Фиг. 5).
Элемент 400 нижней полки помещают на свое место посредством введения верхнего конца участка 102 заготовки 100 сквозь прорезь 408, при этом заготовку 100 деформируют для совпадения с профилем прорези 408. Элемент 400 нижней полки затем плавно перемещают вдоль заготовки 100 до тех пор, пока она не достигнет начала несвязанных зон 106a и 108a, при этом створки 106c и 108c зацепляют через прорезь 408, размер которой подбирают так, чтобы сделать это возможным (Фиг. 6).
На этом этапе створки 106c и 108c разворачивают таким образом, чтобы они были сложены вниз напротив наружной (верхней) стороны центрального участка 402 небольшой толщины элемента 400 нижней полки, при этом длину и толщину створок выбирают таким образом, чтобы получить преформу нижней полки с толщиной, которая является по существу постоянной (Фиг. 7). Створки 106c, 108c затем можно связать с центральным участком 402 элемента 400 нижней полки, например, посредством сшивания или предпочтительно посредством штифтового соединения 15 (введения жестких связующих элементов), и избыточную длину створок 106c и 108c отрезают. Способ связывания посредством штифтового соединения описан в документе US 7 200 912.
Элемент 500 верхней полки помещают на свое место посредством введения наружного конца заготовки 100 сквозь прорезь 508 при этом заготовку 100 деформируют таким образом, чтобы она совпадала с профилем прорези 508. Элемент 500 верхней полки скользит поверх заготовки 100 вниз до уровня нижней части несвязанной зоны 102c (Фиг. 8).
На этом этапе створки 102a, 102b разворачивают таким образом, чтобы они были сложены вниз напротив наружной (верхней) стороны центрального участка 502 уменьшенной толщины элемента 500 верхней полки таким образом, чтобы получить преформу верхней полки с толщиной, которая является по существу постоянной (Фиг. 9). Створки 102a, 102b затем можно связать с центральным участком 502 элемента 500 верхней полки, например, посредством сшивания или предпочтительно посредством штифтового соединения, при этом избыточную длину створок 102a и 102b отрезают.
Это обеспечивает преформу 200 лопатки, имеющую участки преформы для аэродинамической поверхности 220, основания 230 и хвостовика 232, которые происходят из волокнистой заготовки 100, и нижний и верхний участки 240 и 250 преформы, которые образованы элементами 400 и 500 полок и створками 106c, 108c и 102a, 102b (Фиг. 10).
Следует заметить, что в варианте элементы 400 и 500 полок могут быть всего лишь смонтированы на заготовке 100, при этом реальное связывание получают впоследствии посредством совместного уплотнения, во время укрепления преформы лопатки или во время уплотнения преформы лопатки посредством матрицы, как описано ниже.
Ниже более подробно описан способ пространственного плетения волокнистой заготовки 100 со ссылкой на Фиг. 2 и 11A-11D.
Предполагается, что плетение осуществляют с нитями основной пряжи, которые располагаются в продольном направлении L заготовки, при этом должно быть понятно, что также возможно плетение с нитями уточной пряжи, располагающимися в данном направлении.
Изменение толщины участка 102 заготовки 100 на протяжении ее ширины для того, чтобы воспроизвести профиль изменяющейся толщины аэродинамической поверхности, получают за счет использования нитей основной пряжи с изменяющейся массой в наборе слоев нитей основной пряжи, составляющих участок 102 заготовки. В варианте или в дополнение также может быть возможно изменение плотности нитей основной пряжи (т.е. числа нитей пряжи на единицу длины в направлении утка), меньшая плотность обеспечивает достижение большей тонкости во время формования волокнистой заготовки.
В примере, показанном на Фиг. 11A-11D, для того, чтобы получить требующийся профиль аэродинамической поверхности, на участке 102 используют шесть слоев нитей основной пряжи различной массы. Нити пряжи могут иметь две различные массы. В одном варианте осуществления используемые нити пряжи могут представлять собой нити пряжи, сделанные по существу из карбида кремния (SiC), например нити пряжи, продающиеся под названием "Nicalon" Японским поставщиком Nippon Carbon, имеющие массу, равную 0,5 K (500 нитей). Тогда основа состоит, например, из нитей пряжи 0,5 K и из нитей пряжи 1 K, полученных посредством объединения двух нитей пряжи 0,5 K, причем две нити пряжи объединяют посредством закручивания. Закручивание предпочтительно обеспечивают с помощью расходной пряжи, подходящей для уничтожения после плетения, например, пряжи, изготовленной из поливинилового спирта (PVA), которая может быть уничтожена посредством растворения в воде.
Также в показанном примере для каждого из боковых участков 106 и 108 использован набор из трех слоев нитей основной пряжи, доведя за счет этого общее число слоев нитей основной пряжи до 12.
Естественно, количество слоев нитей основной пряжи для участков 102, 106, и 108 могут быть иные, чем количества, приведенные в данном описании, в зависимости в частности от массы нитей используемой пряжи, и от требующейся толщины.
На участке 103', соответствующем хвостовику лопатки, которую необходимо изготовить (Фиг. 11A), все слои нитей основной пряжи cl-cl2 взаимно связывают нитями уточной пряжи, например, посредством интерлочного типа плетения. Термин "интерлочное плетение" использован в данном описании для обозначения переплетения, при котором каждый слой нитей уточной пряжи связывает вместе множество слоев нитей основной пряжи (две в показанном примере), при этом все нити пряжи в заданной колонке уточных нитей имеют одинаковое движение в плоскости переплетения.
На участке, соответствующем зоне заготовки, которая включает в себя створки 106c и 108c (Фиг. 11B), слои нитей основной пряжи на участке 102 аэродинамической поверхности связаны вместе нитями уточной пряжи с использованием интерлочного плетения, слои нитей основной пряжи для бокового участка 106 связаны вместе нитями уточной пряжи посредством интерлочного плетения и слои нитей основной пряжи в боковом участке 108 связаны вместе нитями уточной пряжи посредством интерлочного плетения. В отличие от этого нити уточной пряжи не связывают вместе слои нитей основной пряжи на участке 102 со слоями нитей основной пряжи на участке 106, и аналогичным образом слои нитей основной пряжи на участке 102 не связаны со слоями нитей основной пряжи на участке 108, получая посредством этого зоны 106a и 108a без связывания.
Угол α наклона нижних или исходных линий для несвязанных зон 106a и 108a, или изогнутую форму данных линий получают, вызывая изменение положения точки отсчета в наборе плоскостей основы.
На участке, соответствующем участку 102 заготовки 100, которая не лежит между створками 106c и 108c (Фиг. 11C), плетение двух комплектов нитей основной пряжи в боковых участках 106 и 108 предпочтительно исключают (не вставляют нити уточной пряжи).
На участке, соответствующем наружному концу участка 102 заготовки 100 (Фиг. 11D), набор слоев нитей основной пряжи, формирующий участок 102, разбивают на два поднабора, которые не связывают вместе для того, чтобы обеспечить несвязанную зону 102c между створками 102a и 102b. Угол β наклона нижних или исходных линий несвязанной зоны 102c или изогнутую форму для указанной линии получают посредством изменения положения точки отсчета в данном наборе плоскостей основы.
Хотя выше упомянуто пространственное плетение интерлочного типа, могут быть приняты другие способы многослойного плетения, например мультиатласное переплетение или мультимиткалевое переплетение, как описано в документ WO 2006/136755.
В варианте осуществления, показанном на Фиг. 12 (где показаны только нити уточной пряжи, видимые в разрезе), дополнительную толщину 103 получают посредством помещения между слоями нитей уточной пряжи вставок 104a и 104b, которые не связаны в данном местоположении после плетения. Естественно, можно было бы использовать только одну вставку или более чем две вставки. Вставки могут состоять из монолитных керамических блоков, например блоков SiC, полученных посредством спекания SiC порошка. Вставки можно удерживать в своих требуемых местоположениях в волокнистой заготовке за счет плетеной структуры заготовки или с помощью формы или формирователя, который используют впоследствии для получения преформы лопатки, как описано ниже.
В еще одном варианте осуществления, который показан на Фиг. 13 (где в разрезе показаны только нити уточной пряжи), дополнительную толщину 104 получают за счет использования нитей уточной пряжи большей массы. Для заготовки, плетеной с использованием главным образом SiC нитей пряжи, таких как 0,5 K нити пряжи поставщика Nippon Carbon под названием "Nicalon", нити пряжи большей массы могут быть получены посредством соединения множества 0,5 K нитей пряжи посредством закручивания, как описано выше.
Как очень схематично показано на Фиг. 14 и 15, множество волокнистых заготовок 100 может быть получено посредством плетения ленты 200, имеющей один или более рядов волокнистых заготовок, последовательно в ней образованных. Зоны 210, 220 с дополнительной длиной образованы в направлении основы (с содержанием только нитей основной пряжи) и в направлении утка (с содержанием только нитей уточной пряжи) для того, чтобы избежать краевых эффектов, связанных с плетением, с целью обеспечить большую свободу деформации во время формирования преформы, и для того, чтобы обеспечить переходные зоны между заготовками 100.
Фиг. 16 показывает вариант осуществления, в котором ленту 300 изготавливают с наличием ряда заготовок 100, плетеных в направлении утка перпендикулярно продольному направлению ленты. Зоны 310, 320 с дополнительной длиной аналогичным образом предоставляют в направлении основы и в направлении утка. Может быть соткано множество рядов заготовок 100 с приспособленной для данной цели шириной ленты 300.
Предпочтительно, множество элементов 400 полок получают посредством разрезания на сегменты затвердевшего волокнистого профильного звена с образованными в них отверстиями или прорезями 408.
Волокнистое профильное звено 410 получают посредством наложения и формования слоев волокон (Фиг. 17). Множество слоев волокон 412a располагается по всей длине профиля, тогда как другие слои 412b располагаются только на протяжении части длины профиля таким образом, чтобы оставить центральный участок меньшей толщины, соответствующий участкам 402 элементов полок.
Слои 412a и 412b могут, например, представлять собой слои ткани, полученной посредством пространственного (3D) или многослойного плетения. Можно использовать 3D ткань, основанную на интерлочном переплетении или мультиатласном переплетении или мультимиткалевом переплетении, как описано, в частности, в документе WO 2006/136755.
Наложенные и формованные слои 3D ткани предпочтительно связывают вместе, например, посредством сшивания или посредством штифтового соединения.
Слои формуют посредством укладывания на формообразующее устройство 414, служащее для придания требующегося профиля, при этом профильное звено можно содержать с необходимой формой в то время, когда ему придают твердость за счет частичного уплотнения способом, описанным ниже, посредством помещения волокнистого профильного звена 410 между формообразующим устройством 414 и пресс-формой 416 для обратной стороны.
Аналогичным образом множество элементы 500 верхних полок предпочтительно получают посредством разрезания отвердевшего волокнистого профильного звена на сегменты, в которых образованы отверстия или прорези 508.
Волокнистое профильное звено 510 получают посредством наложения и формования слоев волокон (Фиг. 18). Множество слоев 512a располагаются на протяжении всей длины профиля в то время, как другие слои 512b располагаются на протяжении только части длины профиля для того, чтобы оставить центральный участок с небольшой толщиной, соответствующей участкам 520 элементов полок.
Слои 512a и 512b могут представлять собой слои 3D ткани, необязательно связанные вместе после формования, как описано выше для слоев 412a и 412b.
Формование осуществляют посредством укладывания на формообразующее устройство 514, при этом форму сохраняют в то время, пока профильное звено затвердевает посредством размещения его между формообразующим устройством 514 и пресс-формой 516 для обратной стороны.
На Фиг. 19 показаны следующие один за другим этапы способа изготовления элементов 400 или 500 полок.
На этапе 601 волокнистую структуру получают посредством 3D плетения. В варианте применения для турбомашинной лопатки, которая должна использоваться при высокой температуре, а более конкретно в коррозионной среде (в частности, влажной среде), плетение осуществляют с использованием нитей пряжи, изготовленных из керамических волокон, в частности SiC волокон.
На этапе 602 плетеную волокнистую структуру обрабатывают с целью устранить отклонение по размеру, имеющееся на волокнах, и наличие окиси на поверхности волокон. Окись устраняют посредством обработки кислотой, в частности, посредством погружения в раствор плавиковой кислоты. Если отклонение по размеру не может быть устранено посредством обработки кислотой, перед обработкой с целью устранения отклонения по размеру осуществляют, например, короткую термическую обработку для устранения отклонения по размеру.
Посредством химической инфильтрации из паровой фазы (CVI) способом, который известен сам по себе, на волокнах волокнистой структуры формируют тонкий слой межфазового покрытия (этап 603). В качестве примера материалом межфазового покрытия является пиролитический углерод (PyC), нитрид бора BN или углерод с примесями бора (BC, включающий, например, от 5% до 20% B, с уравновешиванием C). Межфазовое покрытие имеет толщину, которую выбирают, чтобы она была достаточно маленькой, с целью сохранять хорошую способность деформирования, например, не больше чем 100 нанометров или даже не больше чем 50 нанометров.
На этапе 604 слои волокон пропитывают укрепляющей композицией, как правило смолой, разведенной в растворителе. В качестве предшественника SiC можно использовать смолу, являющуюся предшественником углерода, например фенольную или фурановую смолу, или смолу, являющуюся предшественником керамики, например полисилазановую или полисилоксановую смолу.
После высушивания (этап 605) слои разрезают (этап 606) и разрезанные слои формуют посредством укладывания на формообразующее устройство (этап 607), при этом их необязательно связывают вместе посредством сшивания или штифтового соединения (этап 608).
Пропитанное волокнистое профильное звено удерживают в форме между драпирующим формообразующим устройством и пресс-формой для обратной стороны, и применяют термическую обработку для отверждения и пиролиза смолы (этап 609). Количество смолы выбирают таким образом, чтобы достигать частичного уплотнения, служащего для придания прочности волокнистому профильному звену, оставляя в то же время значительную остаточную пористость, т.е. без полного уплотнения волокнистого профильного звена.
На этапе 610 осуществляют механическую обработку, служащую для доведения затвердевшего профильного звена до необходимых размеров. В дополнение формируют прорези, например, посредством механической обработки с использованием струи воды под давлением.
На этапе 611 получают элементы полок посредством разрезания профильного звена с повышенной прочностью.
Следует заметить, что прорези могут быть образованы после того, как элементы полок будут разрезаны на части, вместо формирования в профильном звене с повышенной прочностью.
Со ссылкой на Фиг. 20 описаны следующие один за другим этапы еще одного способа изготовления элемента полки.
После этапов 701 и 702 плетения волокнистых структур и устранения отклонения по размеру и окиси, по аналогии с этапами 601 и 602, из плетеных волокнистых структур нарезают слои (этап 703).
Нарезанные слои формуют посредством укладывания на формообразующее устройство (этап 704), при этом их связывают вместе с помощью сшивания или штифтового соединения (этап 705), образуя посредством этого волокнистое профильное звено.
Волокнистое профильное звено удерживается в форме между драпирующим формообразующим устройством и пресс-формой для обратной стороны, и на волокнах формируют понижающее хрупкость межфазовое покрытие (этап 706). Хорошо известным способом подобное межфазовое покрытие защищает волокна от трещин, распространяющихся в получаемом в результате композиционном материале. В качестве примера материалом межфазового покрытия может быть пиролитический углерод (PyC), нитрид бора (BN) или углерод с примесями бора (BC), как упоминалось выше. В качестве примера межфазовое покрытие образовано с помощью CVI. Для данной цели формообразующее устройство и пресс-форма для обратной стороны, используемые для формования и удерживания волокнистого профильного звена в форме, предпочтительно изготавливают из графита и снабжают проходами для облегчения прохождения реакционного газа, который направляется в откладываемый межфазовый материал. Толщина межфазового покрытия составляет от нескольких десятков нанометров до нескольких сотен нанометров.
После этого (этап 707) осуществляют придание прочности посредством частичного уплотнения за счет формирования матрицы с помощью CVI. В предполагаемом применении для турбинной лопатки матрицей предпочтительно является керамическая матрица, например, из SiC. Хорошо известно образование SiC матрицы посредством CVI. С целью обеспечить, чтобы волокнистое профильное звено было в достаточной мере прочным для манипулирования и воздействия операций механической обработки, в то же время оставляя все-таки значительную остаточную пористость, осуществляют частичное в достаточной мере уплотнение.
После этого осуществляют этапы механической обработки (этап 708) и разрезания на части (этап 709) волокнистого профильного звена с повышенной жесткостью, как описано выше со ссылкой на этапы 610 и 611 на Фиг. 19.
Ниже, со ссылкой на Фиг. 21, описаны следующие один за другим этапы способа изготовления турбинной лопатки при осуществлении изобретения.
На этапе 801 непрерывную волокнистую ленту сплетают с помощью пространственного плетения таким образом, чтобы она содержала множество волокнистых заготовок, например несколько рядов волокнистых заготовок, простирающихся в направление основы, как показано на Фиг. 14 или 15. Для турбинных лопаток, которые предназначаются для использования при высокой температуре, в частности, в коррозионной среде, плетение осуществляют с использованием нитей пряжи, изготовленных из керамических волокон, например, SiC нитей пряжи.
На этапе 802 волокнистую ленту обрабатывают с целью устранить отклонение по размеру, имеющееся на волокнах, и с целью устранить наличие окиси на поверхности волокон таким же образом, как на этапе 602 Фиг. 19.
На этапе 803 на волокнах волокнистой ленты формируют тонкий слой межфазового покрытия посредством CVI. В качестве примера материалом межфазового покрытия является PyC, BN или BC. Тонкий слой межфазового покрытия предпочтительно имеет небольшую толщину, например не больше чем 100 нанометров или даже не больше, чем 50 нанометров таким образом, чтобы сохранять хорошую способность деформирования волокнистых заготовок. Толщина предпочтительно составляет не меньше чем 10 нанометров.
На этапе 804 волокнистую ленту с ее волокнами, покрытыми тонким слоем межфазового покрытия, пропитывают укрепляющей композицией, как правило смолой, возможно разведенной в растворителе. В качестве предшественника SiC можно использовать смолу, являющуюся предшественником углерода, например фенольную смолу или фурановую смолу, или смолу, являющуюся предшественником керамики, например полисилазановую смолу или полисилоксановую смолу.
После высушивания посредством устранения растворителя смолы (этап 805) отдельные волокнистые заготовки нарезают на части (этап 806).
На этапе 807 и 808 элементы нижней и верхней полок помещают на свое место на заготовке. Заготовку, снабженную элементами нижней и верхней полок, формуют в пресс-форме или формообразующем устройстве таким образом, чтобы получить преформу лопатки, имеющую встроенные в нее нижнюю и верхнюю полки (этап 809).
После этого смолу отверждают (этап 810), и отвержденную смолу пиролизируют (этап 811). Отверждение и пиролиз могут следовать друг за другом за счет постепенного повышения температуры, пока преформу держат в формовочной машине. После того, как элементам полок была придана жесткость за счет пропитывания композицией, содержащей в своем составе смолу, и посредством отверждения смолы придающую прочность смолу пиролизируют, в то же самое время как пиролизируют укрепляющую смолу формованной заготовки.
После пиролиза получают волокнистую преформу, укрепленную за счет пиролизного остатка, причем данную преформу извлекают из формообразующего устройства. Количество укрепляющей смолы выбирают таким образом, чтобы пиролизный остаток в достаточной мере связывал вместе волокна преформы, обеспечивая возможность манипулирования преформой, с сохранением ее формы без помощи инструмента, при этом должно быть понятно, что предпочтительно выбирают, чтобы количество укрепляющей смолы было насколько возможно маленьким.
Как упоминалось выше, эффективное связывание между элементами полок и заготовками, на которых их монтируют, может быть выполнено только на этом этапе укрепления посредством частичного совместного уплотнения посредством остатка пиролиза смолы.
Для того, чтобы получить общую межфазную границу волокно-матрица, которая имеет толщину, достаточную для осуществления функции понижения хрупкости в композиционном материале, с помощью CVI формируют второй межфазовый слой (этап 812). Второй межфазовый слой может быть изготовлен из материала, выбранного из PyC, BN и BC, который не должен обязательно представлять собой тот же самый материал, который использован для первого межфазового слоя. Толщина второго межфазового слоя предпочтительно составляет не меньше, чем 100 нанометров.
Использование межфазной границы, состоящей из двух слоев, как описано выше, является предпочтительным. Она описана во Французской патентной заявке, поданной под № 08/54937 Автором Заявки.
Затем посредством CVI осуществляют уплотнение укрепленной преформы с помощью матрицы, в каком случае формирование второго межфазового слоя и уплотнение с помощью матрицы могут следовать одно за другим в одной и той же печи.
Уплотнение может быть осуществлено за два следующих один за другим этапа (этапы 813 и 815), которые разделены этапом 814 механической обработки лопатки до требуемых размеров. Таким образом, второй этап уплотнения служит для покрытия волокон, которые могли быть раскрыты во время механической обработки.
Ниже со ссылкой на Фиг. 22 описаны следующие один за другим этапы изготовления турбинной лопатки при еще одном осуществлении изобретения.
Этап 901 плетения волокнистой ленты и этап 902 обработки волокон с целью устранения отклонения по размеру и окиси являются аналогичными этапами 801 и 802 способа Фиг. 20.
На этапе 903 из волокнистой ленты нарезают отдельные волокнистые заготовки.
Элемент 400 нижней полки помещают на свое место на каждой отрезанной волокнистой заготовке 100 способом, описанным со ссылкой на Фиг. 6 и 7 (этап 904).
После этого элемент 500 верхней полки помещают на свое место, как описано со ссылкой на Фиг. 8 и 9 (этап 905).
Заготовку 100 со вставленными в нее элементами нижней и верхней полок формуют в пресс-форме или формообразующем устройстве (этап 906) для того, чтобы получить заготовку преформы, имеющую встроенные нижнюю и верхнюю полки.
На этапе 907 на волокнах сформированной заготовки посредством CVI формируют понижающее хрупкость межфазовое покрытие. В качестве примера материалом межфазового покрытия является PyC, BN или BC, как упоминалось выше. Толщина межфазового покрытия составляет от нескольких десятков нанометров до нескольких сотен нанометров.
При том, что преформу все еще удерживают по форме в формовочной машине, преформу укрепляют посредством частичного уплотнения (этап 908), при этом укрепление осуществляют посредством формирования керамического отложения на волокнах посредством CVI, например, отложения SiC. Для того, чтобы сформировать покрытие и чтобы осуществить укрепление посредством CVI, формообразующее устройство предпочтительно изготавливают из графита и оно обладает проходами, облегчающими прохождение реакционного газа, который вызывает отложение керамики посредством CVI.
Таким же образом, как описано выше, может быть осуществлено эффективное связывание между элементами полок и заготовкой посредством частичного совместного уплотнения во время этапа укрепления.
Как только укрепление стало достаточным, чтобы обеспечить возможность манипулирования преформой, с сохранением в то же время ее формы без помощи поддерживающего инструментария, укрепленную преформу извлекают из формообразующего устройства и уплотняют керамической матрицей (например, SiC) посредством CVI. Уплотнение может быть осуществлено за два следующих один за другим этапа (этапы 909 и 911), которые разделены этапом 910 механической обработки лопатки до необходимого размера.
В вариантах осуществления Фиг. 20 и 21 целью механической обработки является предоставление требующегося профиля для аэродинамической поверхности лопатки и предоставление требующейся формы нижней и верхней полкам (и, в частности, скребкам и ванне верхней полки). Следует заметить, что предварительную механическую обработку элементов полок можно осуществлять на этапе придания прочности элементам полок или упрочненным профильным звеньям перед их отрезанием.
Следует заметить, что в описанных выше вариантах осуществления уплотнение преформы посредством CVI и аналогичным образом повышение прочности элементов полок может быть осуществлено с использованием матрицы, не являющейся SiC, в частности углеродной матрицы или самовосстанавливающейся матрицы, при этом примерами фаз самовосстанавливающихся матриц является трехкомпонентная система Si-B-C или карбид бора B4C. Может быть сделана ссылка на документы US 5 246 736 и US 5 965 266, которые описывают, как подобные самовосстанавливающиеся матрицы могут быть получены посредством CVI.
В подробном описании выше получают лопатку с единой аэродинамической поверхностью. Несмотря на это, изобретение применимо для изготовления лопаток, имеющих множество аэродинамических поверхностей, например лопаток с двумя аэродинамическими поверхностями или дублетов.
Фиг. 23 показывает преформу 1000 для лопатки с двумя аэродинамическими поверхностями, включающую в себя два аналогичных элемента 1200 преформы, каждый из которых имеет участок 1220 аэродинамической поверхности преформы, участок 1230 основания преформы и участок 1232 хвостовика преформы. Участки 1220, 1230 и 1232 преформы являются аналогичными участкам 220, 230 и 232 преформы Фиг. 10, при этом возможно изготовление элементов 1200 преформы с использованием волокнистых заготовок, таких как заготовка 100, описанная выше.
Преформа 1000 также включает в себя элемент 1400 нижней полки (Фиг. 24), состоящий из наложенных волокнистых слоев, которые связывают вместе и придают прочность форме аналогичным образом, как описанному выше элементу 400 нижней полки. Элемент 1400 нижней полки по существу воспроизводит форму общей нижней полки лопатки с двумя аэродинамическими поверхностями, которую необходимо изготовить, имеющей центральный участок 1402 и концевые участки 1404 и 1406, образующие выступы. Центральный участок 1402 демонстрирует небольшую толщину, меньше чем толщина концевых участков 1404 и 1406. В центральном участке 1402 образованы два сквозных отверстия или прорези 1408a и 1408b, которые по существу воспроизводят профиль аэродинамических поверхностей лопатки, которую необходимо изготовить, где они соединяются с верхней полкой.
Преформа 1000 также включает в себя элемент 1500 верхней полки (Фиг. 25), состоящий из волокнистых слоев, которые накладывают друг на друга и связывают вместе и которым придают прочность по форме таким же образом, как элементу 500 верхней полки, описанному выше. Элемент 1500 полки по существу воспроизводит U-образную форму сечения общей верхней полки для лопатки с двумя аэродинамическими поверхностями, которую необходимо изготовить, имеющей центральный участок 1502 и поднятые концевые участки 1506. Центральный участок 1502 имеет небольшую толщину и демонстрирует два сквозных отверстия или прорези 1508a и 1508b, которые по существу воспроизводят профиль аэродинамических поверхностей лопатки, которую необходимо изготовить, где они соединяются с верхней полкой.
Элементы 1400 и 1500 полок помещают на свое место на элементы 1200 преформы и монтируют на них способом, аналогичным способу, описанному выше для элементов 400 и 500.
Таким образом, данный вариант осуществления лопатки с двумя аэродинамическими поверхностями отличается от варианта осуществления лопатки с единой аэродинамической поверхностью по существу за счет использования в виде единой детали элементов нижней и верхней полок, которые являются общими для обеих аэродинамических поверхностей.










Изобретение относится к способу изготовления турбомашинной лопатки из композиционного материала. Согласно способу применяют пространственное плетение для изготовления гибкой, состоящей из единой части волокнистой заготовки, включающей в себя участки преформы аэродинамической поверхности и основания лопатки. Раздельно формируют элемент полки лопатки, включающий в себя упрочненное волокнистое усиление по меньшей мере с одним отверстием с формой профиля аэродинамической поверхности лопатки, образованным в элементе полки. Зацепляют элемент полки с помощью его отверстия на гибкой волокнистой заготовке, при этом лопатку подвергают деформированию для того, чтобы скомпоновать ее с волокнистой заготовкой. Формуют волокнистую заготовку с элементом полки, смонтированным на ней, для того чтобы получить преформу с формой, которая является близкой к форме лопатки, которую необходимо изготовить. Укрепляют формы преформы в формовочной машине. Вводят матрицу в преформу для получения лопатки из композиционного материала, имеющую встроенную полку. Изобретение обеспечивает изготовление лопатки турбомашины сложной формы с повышенными физико-механическими свойствами. 12 з.п. ф-лы, 28 ил.
1. Способ изготовления турбомашинной лопатки из композиционного материала, имеющей встроенные в нее нижнюю и/или верхнюю полки, при этом способ включает в себя этапы: отдельно формируют элемент полки лопатки, который включает в себя упрочненное волокнистое усиление и который имеет форму, близкую к форме полки лопатки, которую необходимо изготовить с по меньшей мере одним отверстием, сформированным в элементе полки, причем отверстие имеет форму профиля аэродинамической поверхности лопатки, которую необходимо изготовить; зацепляют элемент полки посредством его отверстия на преформе с волокнистым усилением для аэродинамической поверхности и основания лопатки; и компонуют элемент полки с преформой для аэродинамической поверхности и основания лопатки;
при этом способ отличается следующими этапами:
- применяют пространственное плетение для изготовления гибкой волокнистой заготовки в виде единой детали, которая включает в себя участки преформы для аэродинамической поверхности и основания лопатки;
- зацепляют элемент полки посредством его отверстия на гибкой волокнистой заготовке с деформированием его таким образом, чтобы скомпоновать элемент полки с волокнистой заготовкой;
- формуют волокнистую заготовку вместе с элементом полки, смонтированным на ней, для того, чтобы получить преформу лопатки с формой, которая является близкой к форме лопатки, которую необходимо изготовить;
- после формования укрепляют форму преформы лопатки в формовочной машине; и
- выполняют конечное уплотнение укрепленной преформы лопатки для того, чтобы получить лопатку из композиционного материала, имеющую встроенную полку.
2. Способ по п.1, отличающийся тем, что заготовку также изготавливают с развертываемыми соединительными участками для наложения на элемент полки и связывания с ним после его зацепления.
3. Способ по п.2, отличающийся тем, что во время плетения заготовки для облегчения развертывания соединительных участков оставляют несвязанные между собой зоны.
4. Способ по п. 1, отличающийся тем, что соединение элемента полки с волокнистой заготовкой осуществляют посредством сшивания, штифтового соединения или совместного уплотнения.
5. Способ по п. 1, отличающийся тем, что преформу лопатки укрепляют посредством химической инфильтрации из паровой фазы.
6. Способ по п. 1, отличающийся тем, что укрепление включает пропитывание укрепляющей композицией, содержащей в своем составе смолу, а затем отверждение смолы после формования.
7. Способ по п.6, отличающийся тем, что пропитывание заготовки осуществляют перед формованием.
8. Способ по п. 1, отличающийся тем, что множество волокнистых заготовок сплетают в непрерывную ленту и из плетеной ленты нарезают отдельные заготовки.
9. Способ по п. 1, отличающийся тем, что множество элементов полок нарезают из профильного звена, которое получают посредством формования множества связанных вместе волокнистых слоев и посредством придания прочности.
10. Способ по п. 1, отличающийся тем, что элементу полки придают прочность посредством химической инфильтрации из паровой фазы.
11. Способ по п. 1, отличающийся тем, что элементу полки придают прочность посредством пропитывания придающей прочность композицией, включающей в себя смолу, с последующим отверждением смолы.
12. Способ по п.6, отличающийся тем, что элементу полки придают прочность посредством пропитывания придающей прочность композицией, включающей в себя смолу, а затем отверждения смолы, при этом укрепляющую смолу волокнистой заготовки и придающую прочность смолу элемента полки одновременно пиролизируют.
13. Способ по любому одному из пп. с 1 по 12 изготовления лопатки с множеством аэродинамических поверхностей, при этом способ отличается тем, что он включает в себя этапы:
- применяют пространственное плетение для изготовления множества волокнистых заготовок в виде единых деталей, каждая из которых включает в себя соответствующие участки преформы аэродинамической поверхности и основания лопатки;
- отдельно формируют элементы нижней или верхней полок лопатки, имеющих множество отверстий с формой профиля аэродинамической поверхности; и
- зацепляют элемент полки через его отверстия одновременно на волокнистых заготовках.
| Способ определения плеча тяги мышцы | 1990 |
|
SU1801354A1 |
| RU 2004130731 A, 10.04.2006 | |||
| RU 2006137222 A, 10.05.2008; | |||
| СОПЛОВАЯ ЛОПАТКА ГАЗОВОЙ ТУРБИНЫ | 1992 |
|
RU2056505C1 |

