Предпосылки создания изобретения
Изобретение относится к соплу турбины, изготовленному из композиционного материала с керамической матрицей или матрицей, которая, по меньшей мере, частично, является керамической и именуется далее как CMC-материал (ceramic matrix composite material).
Область применения изобретения относится в большей степени к газовым турбинам для авиации или промышленности.
Повышение производительности газовых турбин и сокращение их загрязняющих выбросов приводит к более высоким температурам горения.
Поэтому были сделаны предложения использовать для горячих частей газовых турбин CMC-материалы из-за их выдающихся термических структурных свойств, т.е. потому что они объединяют механические свойства, которые делают их пригодными для формирования конструктивных элементов, со способностью сохранять эти механические свойства при высоких температурах. СМС-материалы, как правило, формируют, используя волокнистое армирование, сделанное из огнеупорных волокон, таких как углеродные волокна или керамические волокна, и уплотненное керамической или, по меньшей мере, частично керамической матрицей. Как хорошо известно, между волокнами и матрицей может присутствовать промежуточная фаза для выполнения в композиционном материале функции остановки охрупчивания посредством отклонения трещин, которые достигают промежуточной фазы. Такая промежуточная фаза может быть получена из пиролитического углерода (PyC), нитрида бора (BN) или легированного бором углерода (BC). Промежуточные фазы остановки охрупчивания того же типа могут быть также включены в состав матрицы, между фазами керамической матрицы. В любом случае, по меньшей мере, внешняя фаза матрицы является керамической.
В документе EP 0 399 879 раскрыто выполненное из композита с керамической матрицей сопло турбины, составленное из множества собранных вместе частей, а именно ступицы, несущей лопатки и зубчатых колес, которые входят в зацепление с шипами, выполненными на радиальных концах лопаток. Составные части сопла турбины получают путем машинной обработки сплошных деталей, изготовленных из композитов с керамической матрицей, вызывая, тем самым, большие потери материала и приводя к многочисленным разрывам волокон в волокнистом армировании из композита с керамической матрицей.
В документе EP 1 087 103 раскрывается сопловой элемент турбины, имеющий множество лопаток, простирающихся между внутренним кольцевым участком основания и внешним кольцевым участком основания. Каждая лопатка образована двумя частями: частью из композита с керамической матрицей со сплетенным волокнистым армированием возле переднего края и цельной керамической частью рядом с задним краем. Участки оснований сделаны из композита с керамической матрицей с волокнистым армированием, построенным из наложенных слоев. Сплетенное армирование выполненной из композита с керамической матрицей части каждой лопатки простирается за пределы продольных концов лопатки для обеспечения их вставки между волокнистыми армирующими слоями участков оснований. Сопловой элемент, таким образом, лишь отчасти сделан из композита с керамической матрицей, а волокнистое армирование составлено множеством раздельных частей, которые необходимо собрать вместе.
В документе JP 2003-148 105 аналогичным образом раскрывается сопловой элемент, изготовленный из одного куска композиционного материала с керамической матрицей. Волокнистое армирование получают частично из плетеной заготовки в виде полосы, имеющей трубчатую центральную часть для формирования преформы лопатки, которая продолжена на каждом из ее концов крыльями, которые обращены друг к другу. Крылья разворачивают на каждой стороне центральной части, и они пришиваются к получаемым отдельно волокнистым слоям для формирования преформ внутреннего и внешнего оснований. Волокнистая структура, занимающая весь объем соплового элемента, составлена, таким образом, из множества отдельных частей, которые необходимо собрать друг с другом.
В документе WO 91/15357 раскрывается сопловой элемент турбины, выполненный как одно изделие из композиционного материала с керамической матрицей. Волокнистое армирование получают из заготовки в виде полосы, которая может быть сплетена, но, преимущественно, связана. Для получения волокнистой преформы для соплового элемента полосу складывают пополам. В части, соответствующей лопатке, складывание выполняют таким образом, чтобы два края сегмента полосы принимали смежные положения и были соединены друг с другом при помощи сшивания. Таким образом, в плетеном или вязанном волокнистом армировании на периферии каждой лопатки вдоль линии, которая простирается в продольном направлении лопатки, есть нарушение непрерывности. Такое нарушение непрерывности обладает недостатком с механической точки зрения.
В документе EP 0 466 602 также раскрывается цельный сопловой элемент, изготовленный из композита с керамической матрицей, получаемого уплотнением волокнистой преформы. Преформу получают посредством придания формы наложенным слоям или трехмерной плетеной структуре. Сопловой элемент включает в себя лопатку с асимметричными хвостовыми частями, а не с внутренним и внешним основаниями, которые простираются на каждой стороне зоны, где они присоединены к лопатке.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача изобретения состоит в том, чтобы обеспечить сопловой элемент из композита с керамической матрицей, который не имеет упомянутых выше недостатков.
Эта задача достигается при помощи цельного соплового элемента турбины, изготовленного из композиционного материала, содержащего волокнистое армирование, уплотненное матрицей, которая, по меньшей мере, является частично керамической, при этом сопловой элемент содержит участок внутреннего кольцевого основания, участок внешнего кольцевого основания и, по меньшей мере, одну лопатку, простирающуюся между участками оснований и присоединенную к ним обоим, причем участки оснований простираются на каждой стороне их зон соединения с одной или каждой лопаткой; сопловой элемент отличается тем, что волокнистое армирование содержит волокнистую структуру, которая сплетена посредством трехмерного или многослойного плетения и которая обладает непрерывностью во всем объеме соплового элемента и по всей периферии одной или каждой лопатки.
Наличие плетеной армирующей волокнистой структуры во всем объеме соплового элемента, причем упомянутая структура обладает непрерывностью во всем объеме соплового элемента, т.е. не образована сборкой множества получаемых отдельно частей и обладает непрерывностью по всей периферии одной или каждой лопатки, т.е. без прерывания плетения в упомянутой периферии, обеспечивает получение хороших механических характеристик. Помимо этого, возможно непосредственно получать цельную армирующую волокнистую структуру.
Одна или каждая лопатка может быть сплошной, или она может обладать внутренним продольным каналом, простирающимся по всей длине лопатки и открывающимся на участках оснований.
Также, преимущественно, сопловой элемент включает в себя, по меньшей мере, две лопатки, простирающиеся между участками оснований, а волокнистая структура включает в себя нити, которые идут по непрерывной траектории, простирающейся последовательно по части участка первого основания, по первой лопатке, по части участка другого, или второго, основания, по второй лопатке, а затем по части участка первого основания.
В другом из его аспектов изобретение обеспечивает способ, который делает возможным изготовление соплового элемента турбины, как определено выше.
Согласно такому способу:
создают трехмерным или многослойным плетением плетеную цельную волокнистую заготовку, причем заготовка содержит в продольном направлении, по меньшей мере, один шаблон, включающий в себя первый сегмент, образующий заготовку для преформы лопатки, второй сегмент, продолжающий первый сегмент на его одном продольном конце и образующий два крыла, обращенные друг к другу, и третий сегмент, продолжающий первый сегмент на его другом конце и образующий два крыла, обращенные друг к другу;
разворачивают заготовку с соответствующим вращением между крыльями второго сегмента и первым сегментом на каждой его стороне на его первом конце, чтобы крылья второго сегмента простирались, по существу, перпендикулярно первому сегменту, и с соответствующим вращением между крыльями третьего сегмента и первым сегментом на каждой его стороне на его втором конце, чтобы крылья третьего сегмента были, по существу, перпендикулярны первому сегменту;
придают форму развернутой заготовке для получения волокнистой преформы соплового элемента, при этом, по меньшей мере, образующую преформу лопатки часть получают посредством придания формы первому сегменту, а части, образующие преформы участков оснований, получают из крыльев; и
уплотняют преформу матрицей, которая, по меньшей мере, является частично керамической, так что получают цельный сопловой элемент турбины с волокнистым армированием, содержащим волокнистую преформу, которая обладает непрерывностью во всем объеме соплового элемента и по всей периферии одной или каждой лопатки.
Предпочтительно заготовка выполняется со вторым сегментом и третьим сегментом, ширины которых больше ширины первого сегмента и простирающимися вбок за пределы боковых краев первого сегмента.
В таких условиях, и, преимущественно, в, по меньшей мере, одном из второго и третьего сегментов каждое из двух крыльев выполнено с лепестками, которые в неразвернутом состоянии, продолжают части крыльев, выступающие вбок за пределы продольных краев первого сегмента, и простираются вдоль упомянутых краев, хотя и отделены от них, а когда заготовка развернута лепестки крыла взаимно перекрываются с лепестками других крыльев. Взаимно перекрывающиеся лепестки могут быть скреплены вместе, например, сшиванием или внедрением нитей или игл.
Также предпочтительно волокнистая заготовка изготавливается как одна деталь с повторением упомянутого шаблона, третий сегмент первого шаблона и второй сегмент идущего следом второго шаблона продолжают друг друга и непрерывны друг с другом, и при разворачивании заготовки первый сегмент первого шаблона вращают в одном направлении относительно третьего сегмента первого шаблона, а первый сегмент второго шаблона вращают в противоположном направлении относительного второго сегмента второго шаблона, чтобы первые сегменты первого и второго шаблонов были, по существу, параллельны друг другу.
В таких обстоятельствах при разворачивании заготовки крыло второго сегмента первого шаблона и крыло третьего сегмента идущего следом шаблона продолжают друг друга, чтобы иметь возможность формировать часть преформы участка основания. После того, как заготовка была развернута, крылья, которые стали продолжать друг друга, скрепляют вместе, к примеру, сшиванием или внедрением нитей или игл.
Преимущественно, во время выполнения многослойного плетения заготовки между двумя слоями выполняют несвязанные зоны, чтобы формировать разделения между двумя крыльями второго сегмента и между двумя крыльями первого сегмента.
Также, преимущественно, во время многослойного плетения заготовки несвязанную зону выполняют между двумя слоями по всему первому сегменту, при этом несвязанная зона простирается лишь по части ширины первого сегмента, на расстоянии от продольных краев, так что после придания формы она образует волокнистую преформу лопатки с внутренним каналом, который простирается по всей длине преформы.
Изобретение также обеспечивает сопло турбины, содержащее множество смежных сопловых элементов, причем каждый сопловой элемент является таким, как определено выше, или получен описанным выше способом.
Изобретение также обеспечивает газовую турбину, снабженную таким соплом турбины.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение можно лучше понять при прочтении нижеследующего описания, данного для неограничивающего указания, со ссылкой на прилагаемые чертежи, на которых:
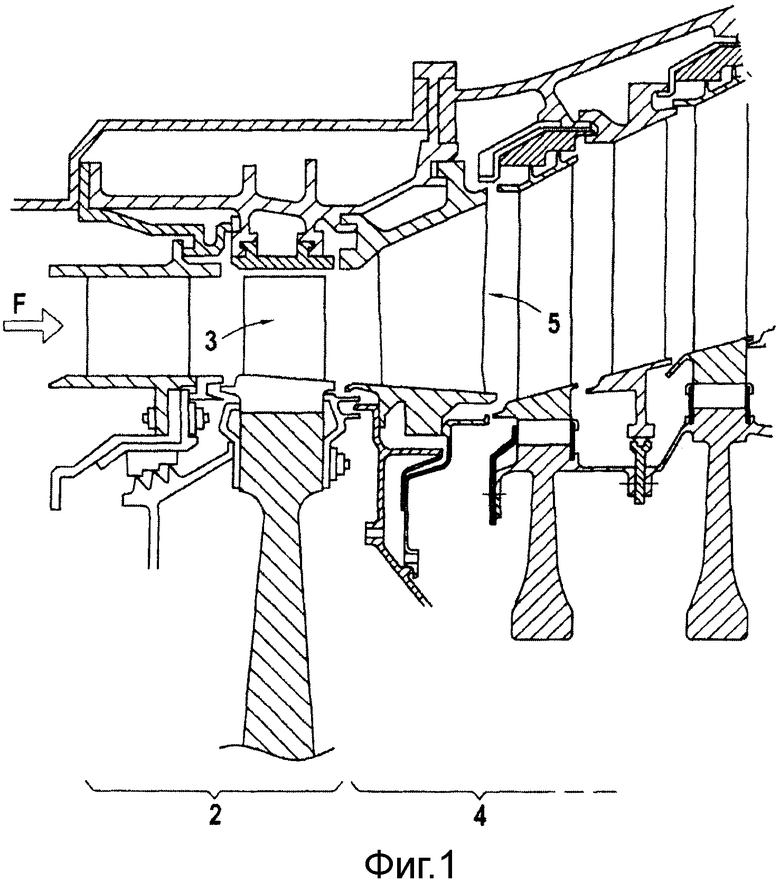
фиг.1 - сильно фрагментарный схематичный вид в осевом полусечении части газовой турбины;
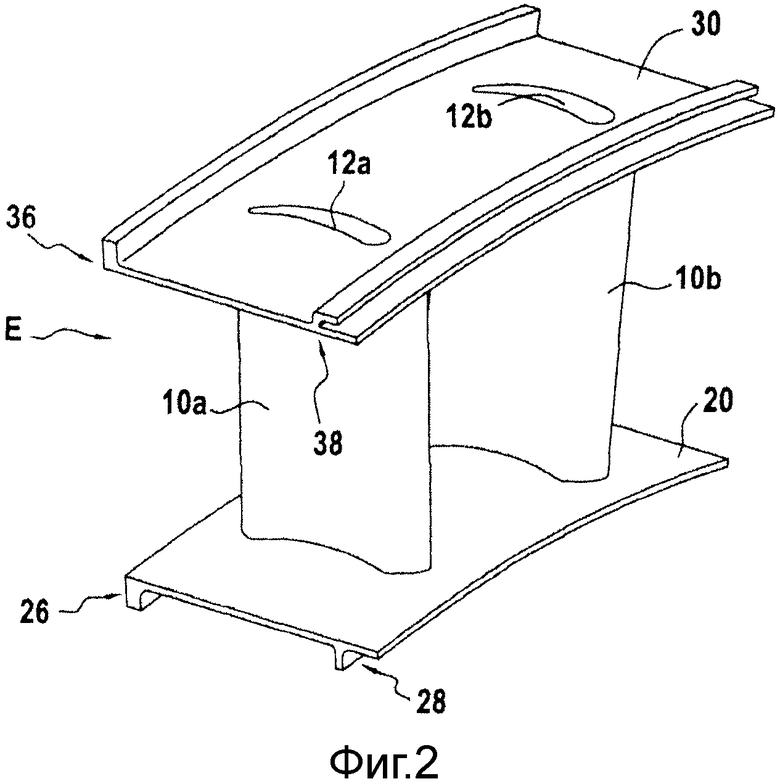
фиг.2 - схематичный вид в перспективе элемента сопла турбины;
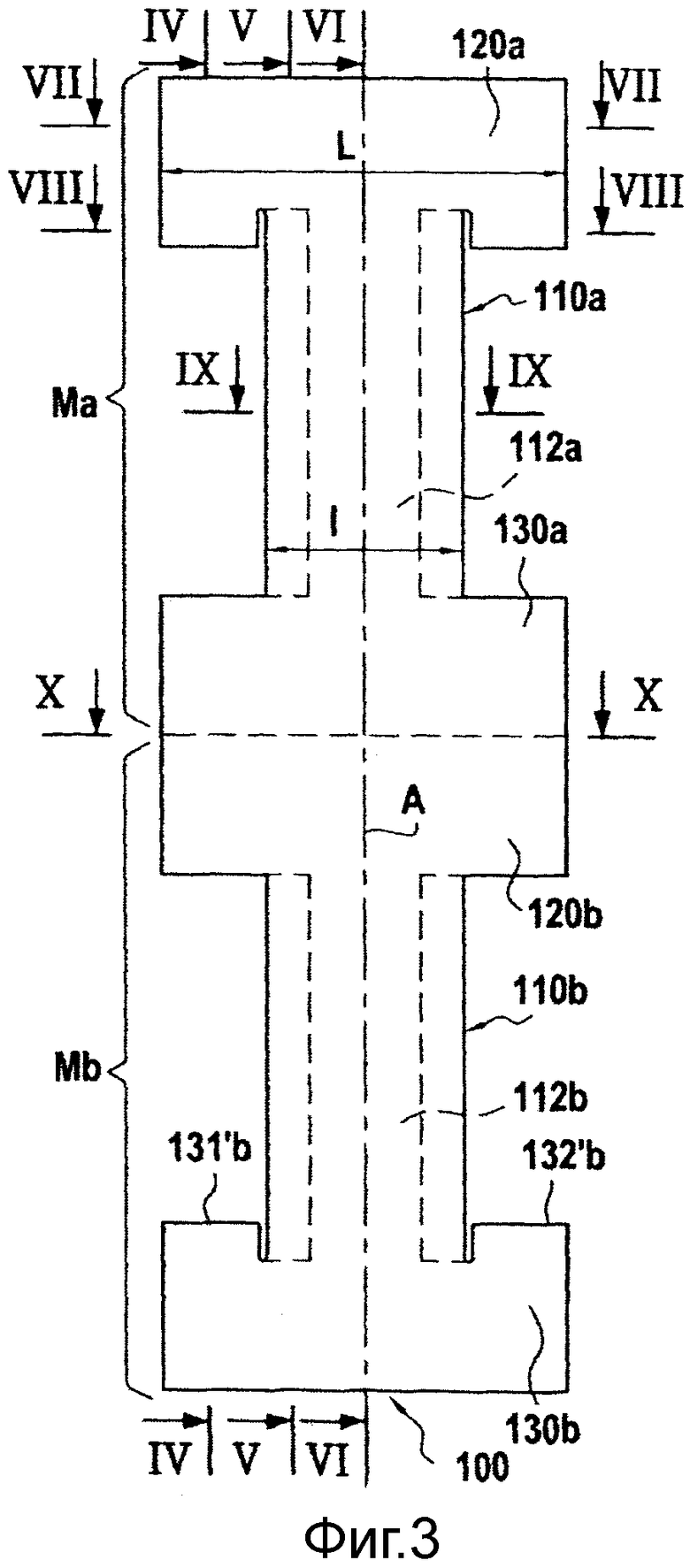
фиг.3 - схема плетеной волокнистой заготовки для изготовления волокнистой преформы для соплового элемента турбины из композита с керамической матрицей в первом варианте осуществления изобретения;
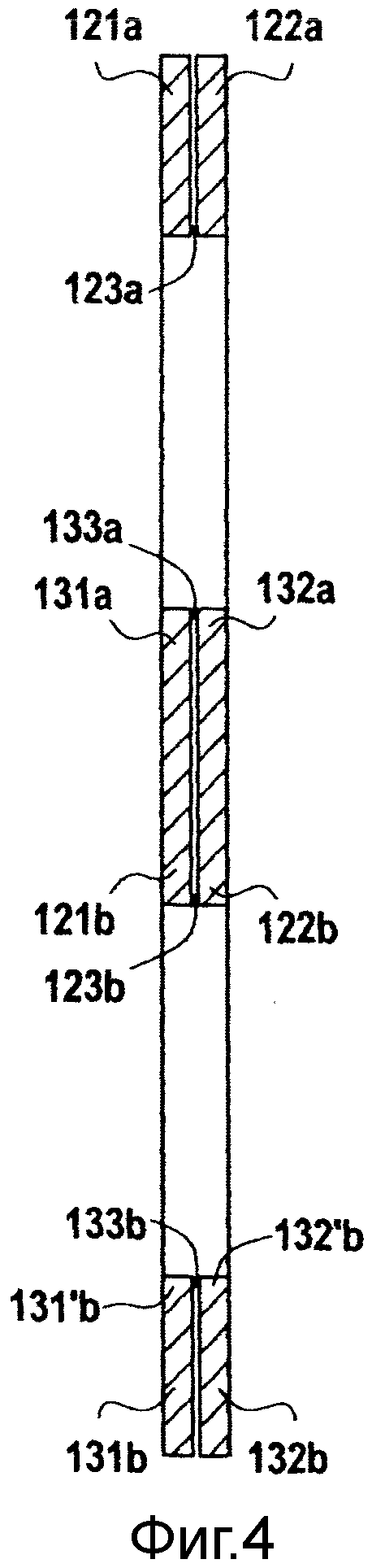
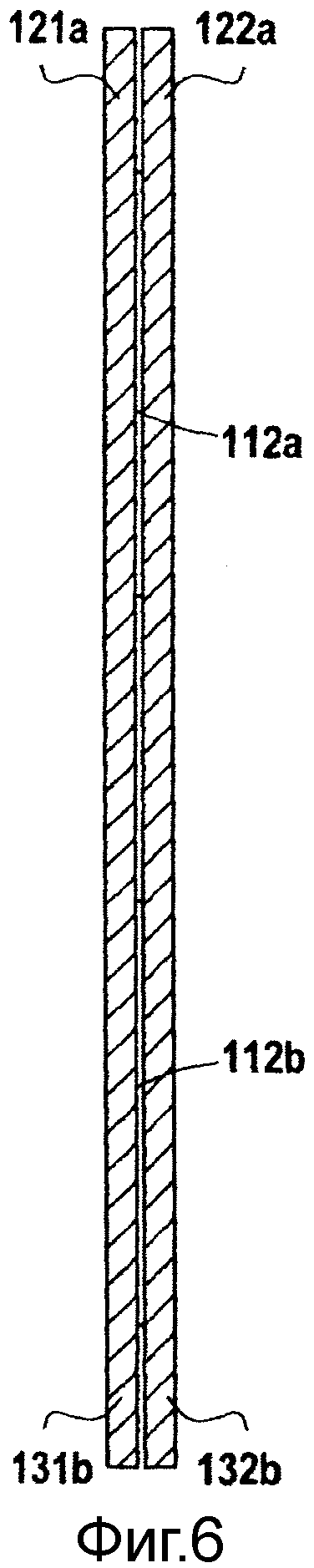
фиг.4, 5 и 6 - схематичные виды в продольном сечении по плоскостям IV, V и VI на фиг.3;
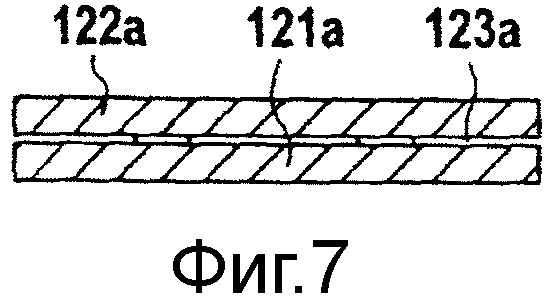
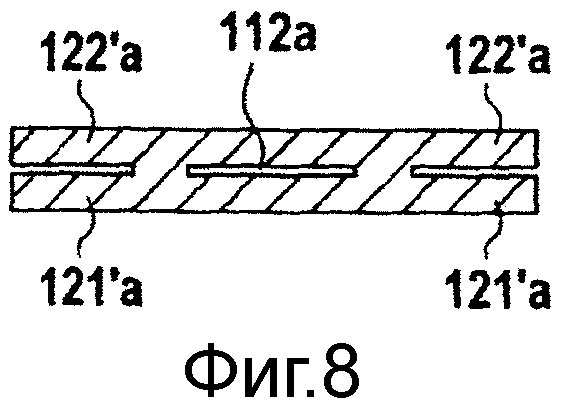
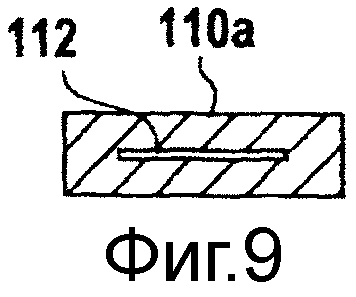
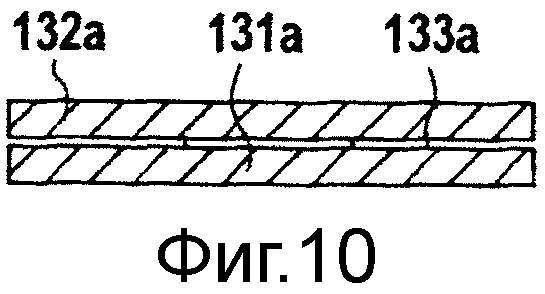
фиг.7, 8, 9 и 10 - схематичные виды в поперечном сечении по плоскостям VII, VIII, IX и X на фиг.3;
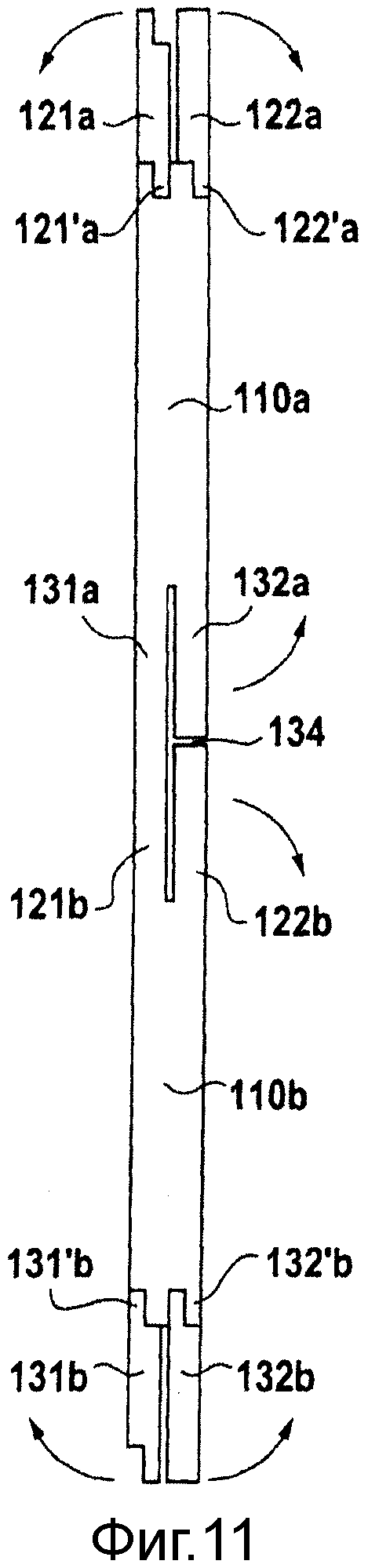
фиг.11 - схема, показывающая заготовку по фиг.3, готовую для разворачивания;
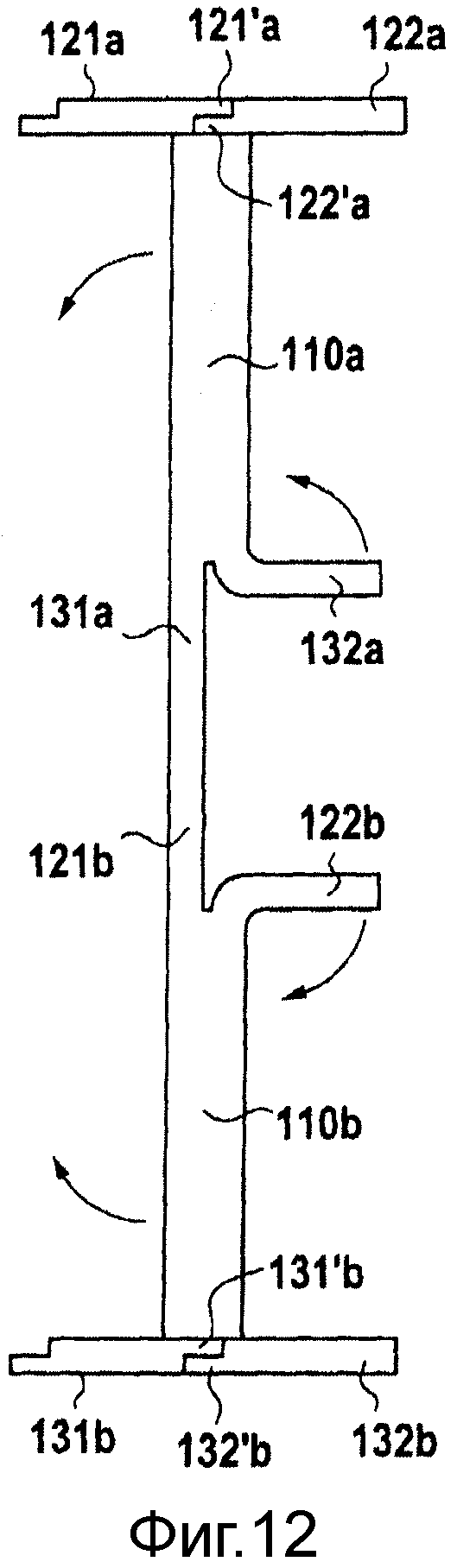
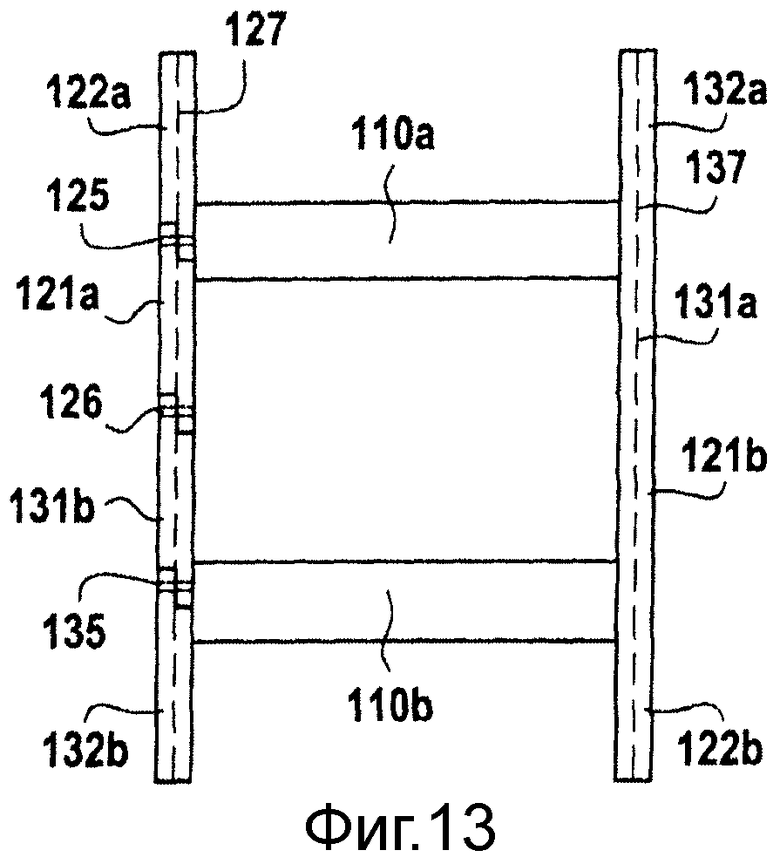
на фиг.12 и 13 показана заготовка по фиг.11, развернутая, соответственно, частично и полностью;
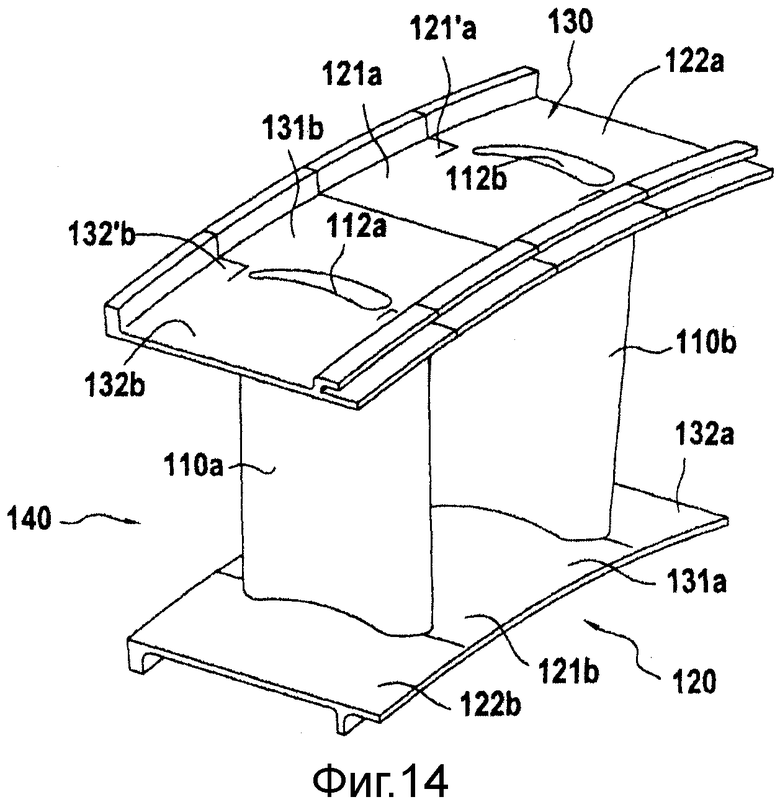
фиг.14 - схематичный вид в перспективе преформы соплового элемента после придания формы развернутой заготовки по фиг.13;
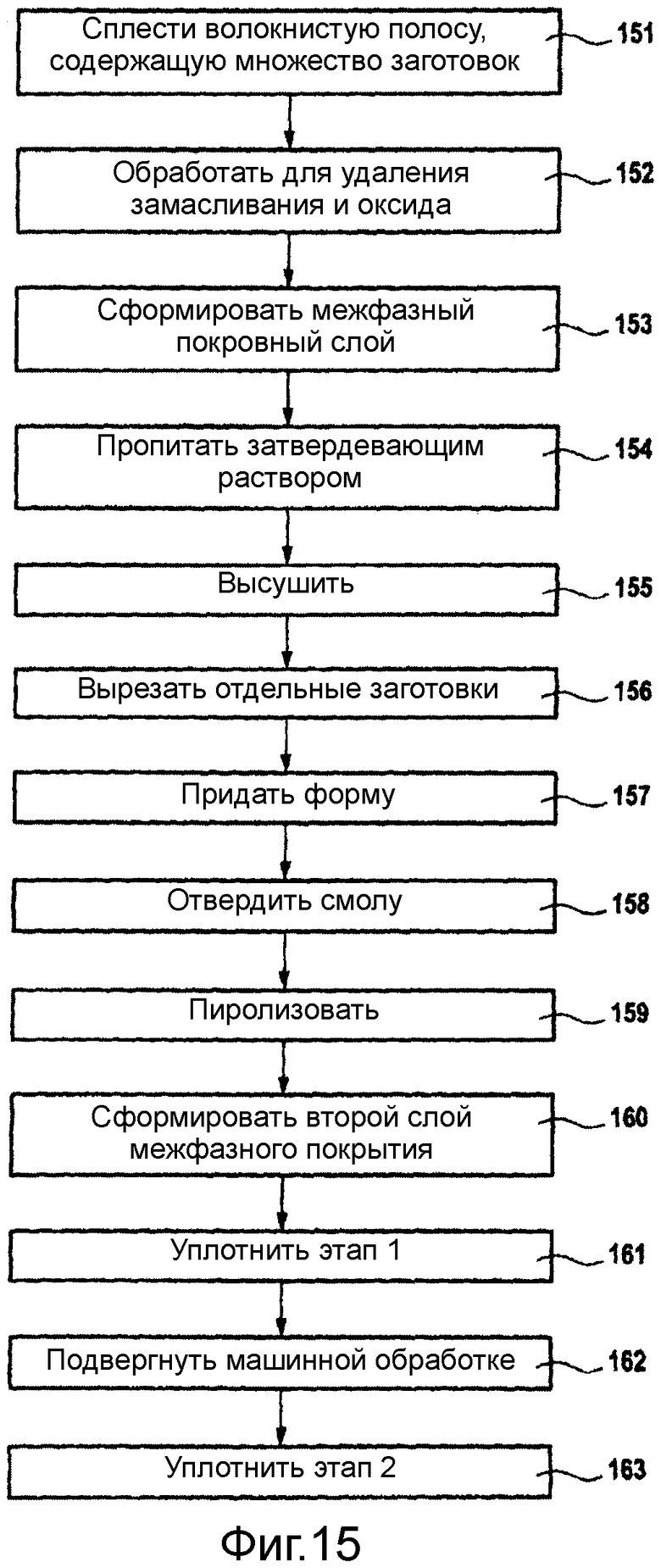
на фиг.15 показаны последовательные этапы в способе изготовления соплового элемента турбины из композита с керамической матрицей;
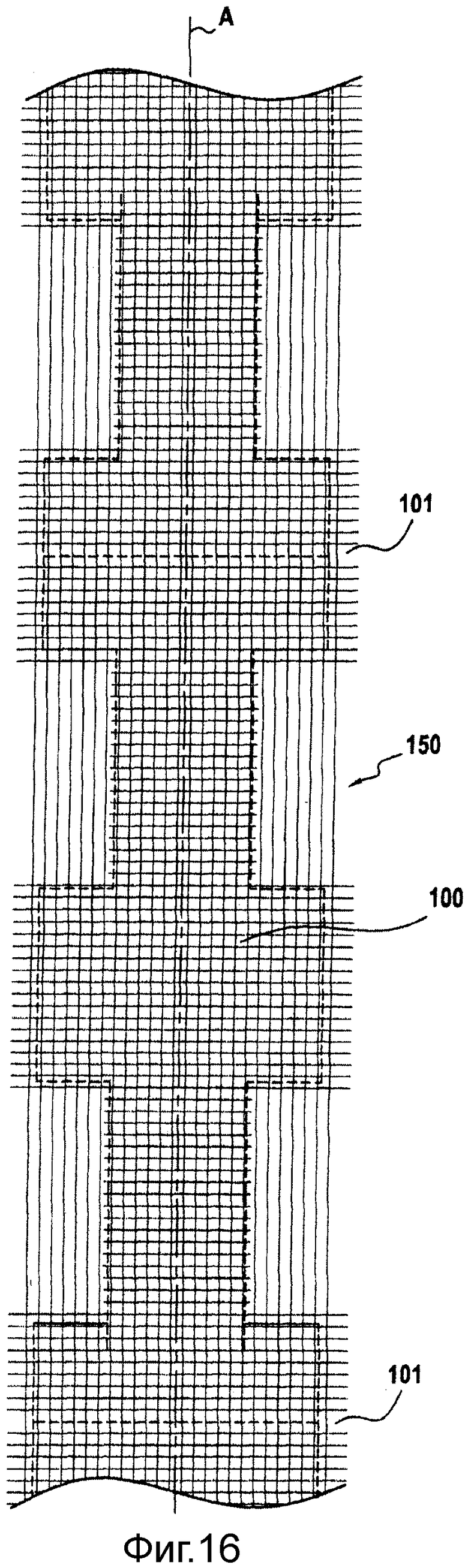
фиг.16 - схема плетеной полосы, из которой могут быть вырезаны заготовки показанного на фиг.13 типа;
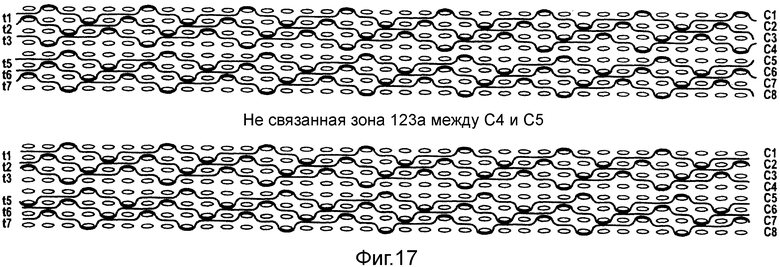
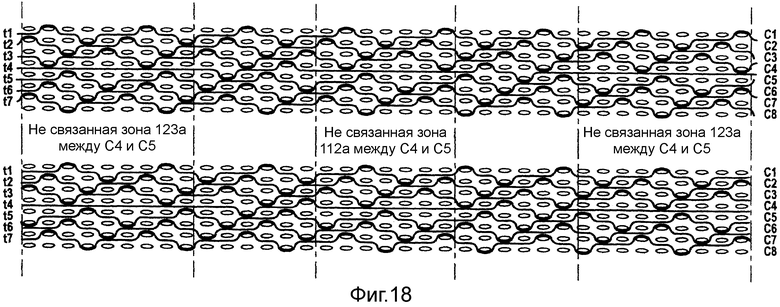
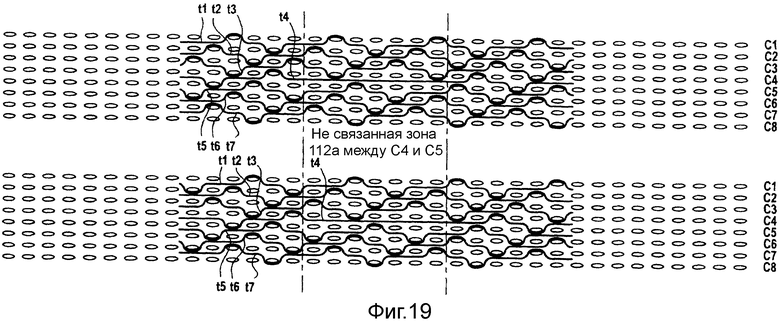
фиг.17, 18 и 19 - схемы, где каждая показывает две идущие подряд плоскости многослойного переплетения для частей волокнистой заготовки по фиг.3 и соответствует сечениям на фиг.7, 8 и 9;
фиг.20 - схема плетеной волокнистой заготовки для изготовления волокнистой преформы для соплового элемента турбины из композита с керамической матрицей во втором варианте осуществления изобретения;
фиг.21 - схематичный вид в продольном сечении по плоскости XXI на фиг.20;
фиг.22 - схематичный вертикальный вид сбоку, на котором показана заготовка по фиг.20 и 21, готовая для разворачивания;
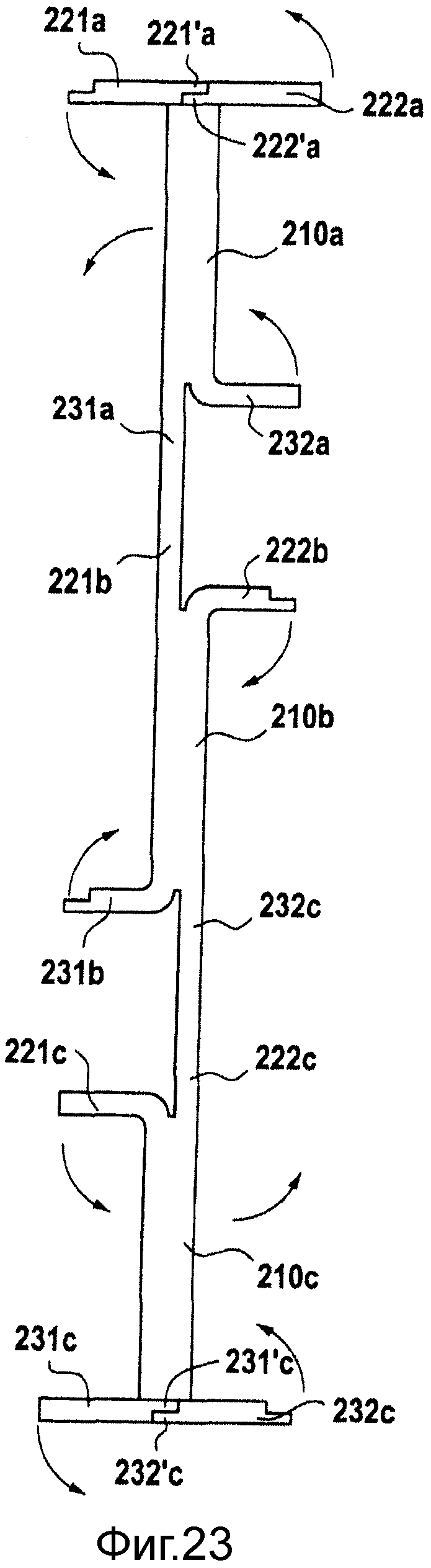
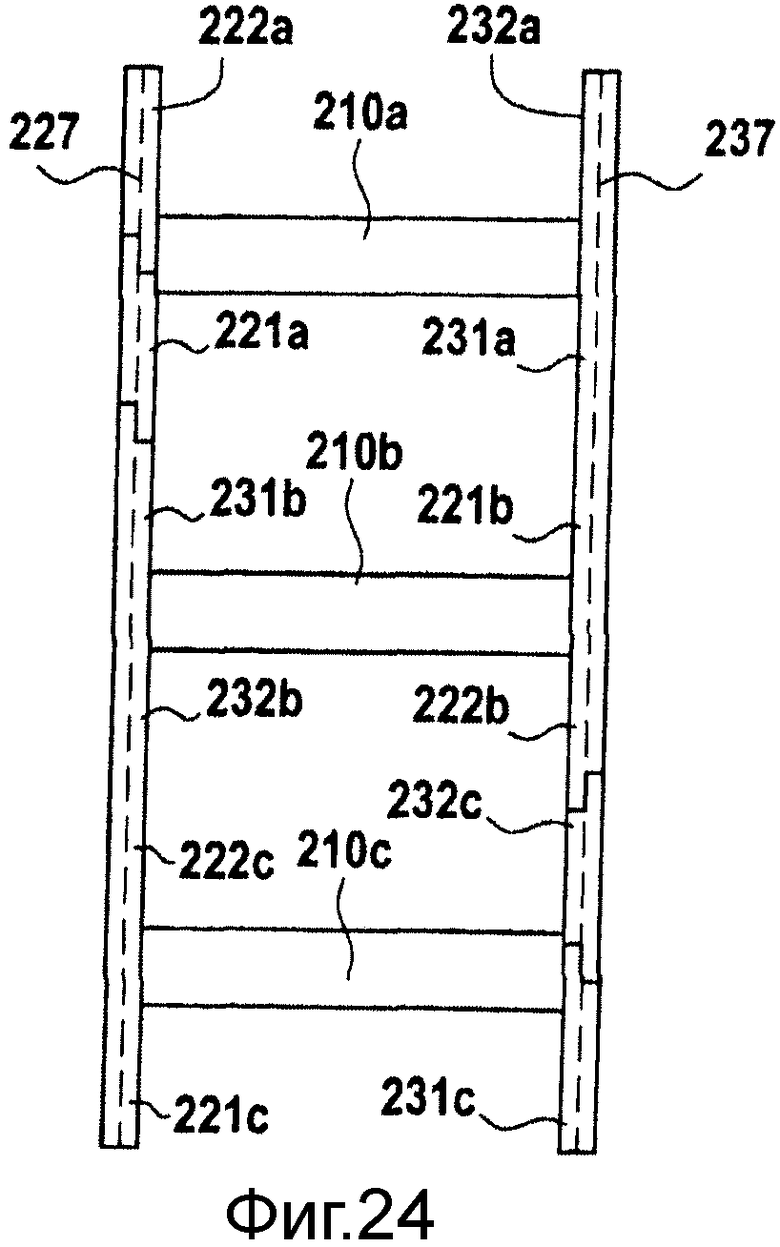
на фиг.23 и 24 показана заготовка по фиг.22, развернутая, соответственно, частично и полностью;
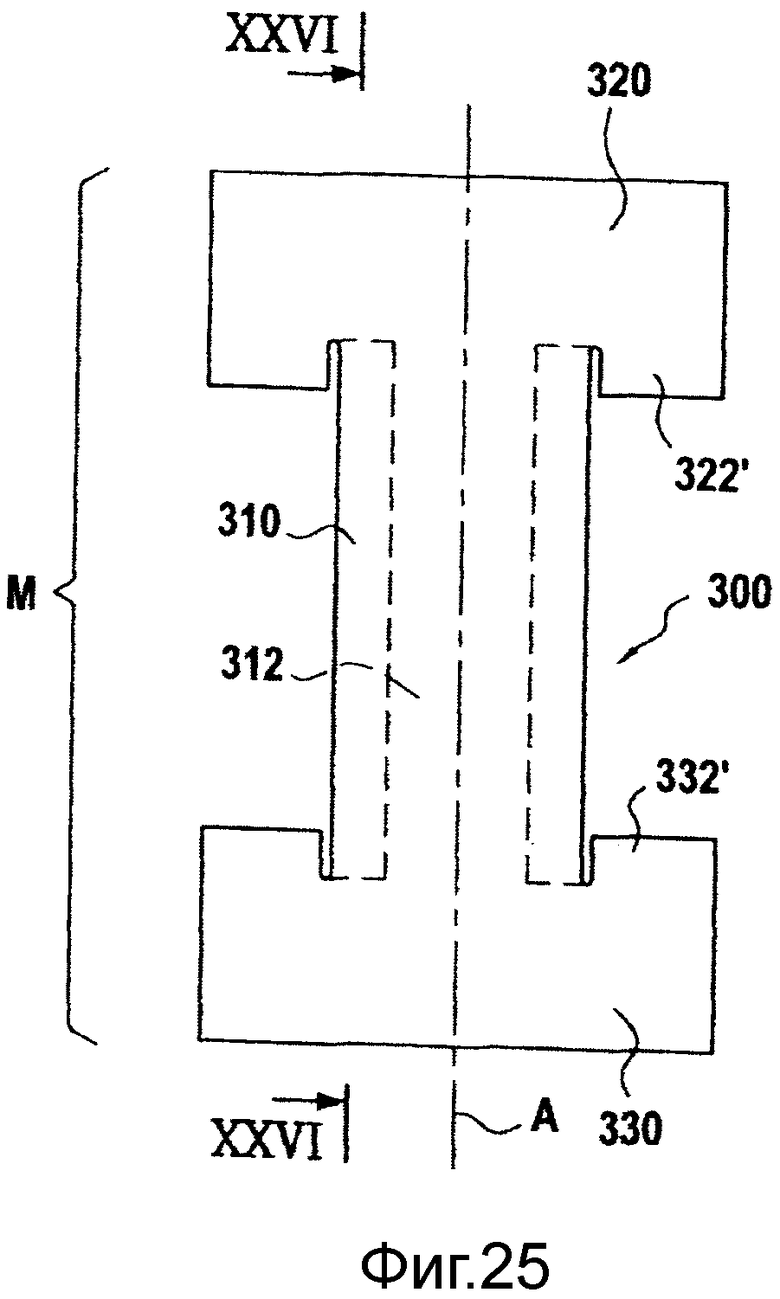
фиг.25 - схема, показывающая плетеную волокнистую заготовку для изготовления волокнистой преформы для соплового элемента турбины из композита с керамической матрицей в третьем варианте осуществления изобретения;
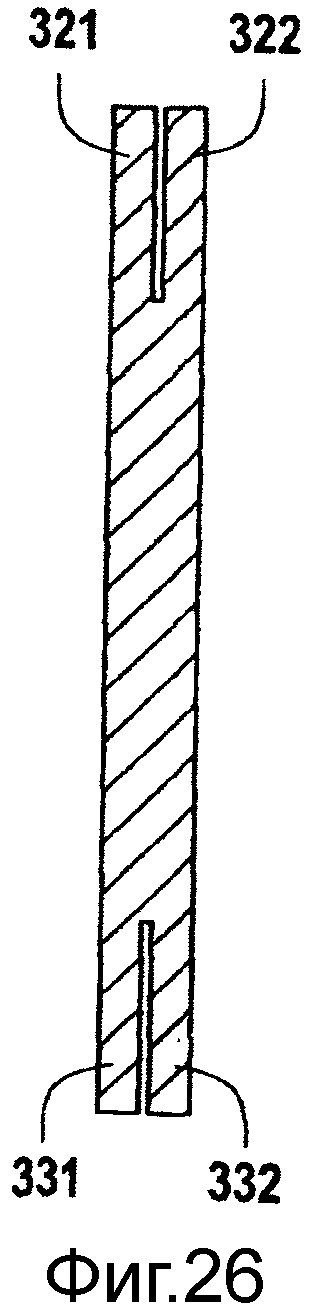
фиг.26 - схематичный вид в продольном сечении по плоскости XVI на фиг.25;
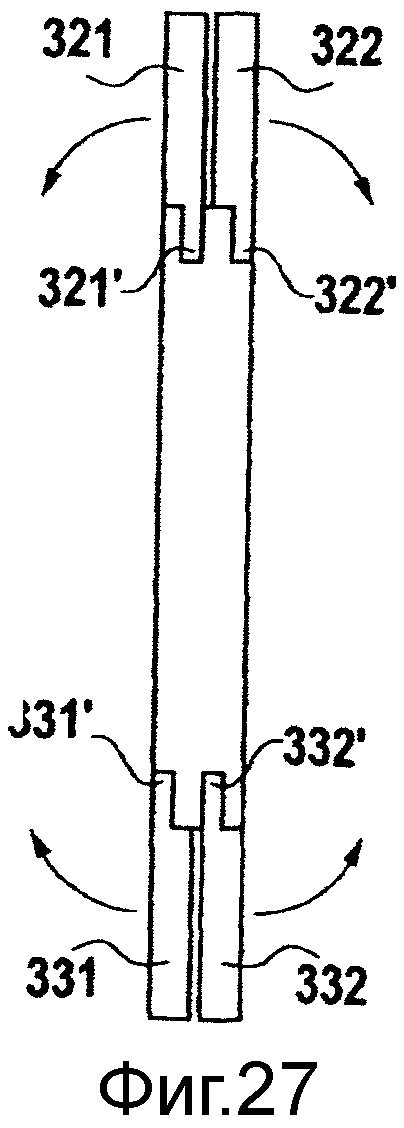
фиг.27 - схематичный вертикальный вид сбоку заготовки по фиг.25 и 26, готовой для разворачивания;
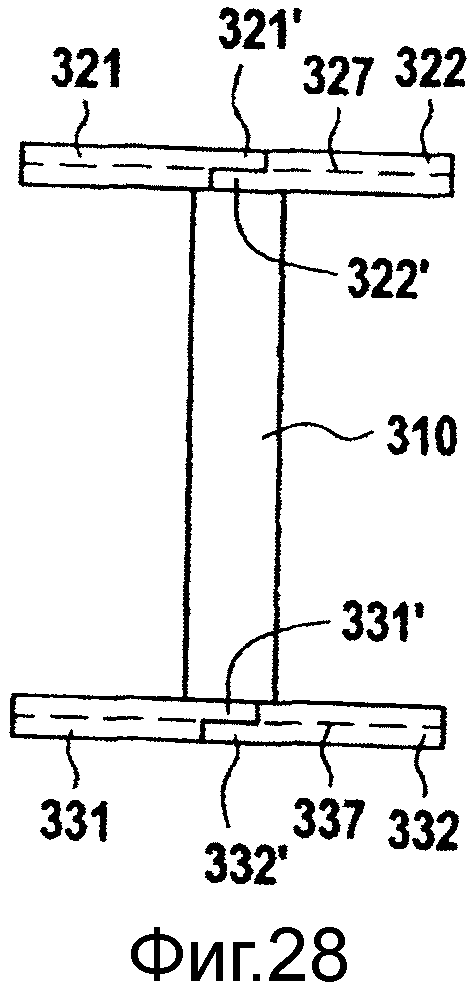
на фиг.28 показана заготовка по фиг.27, развернутая полностью;
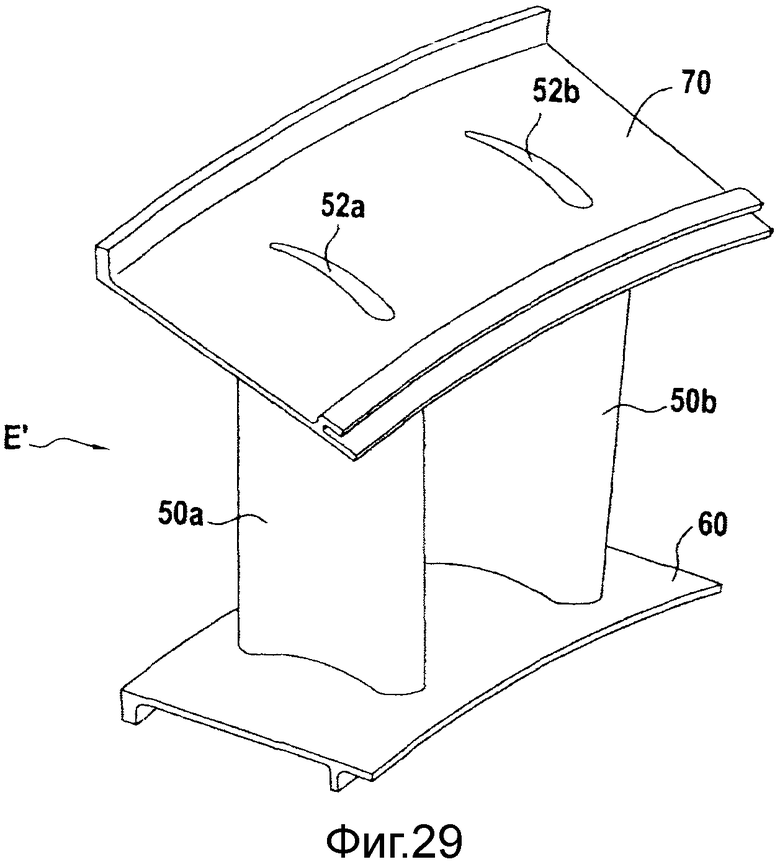
фиг.29 - схематичный вид в перспективе другого соплового элемента; и
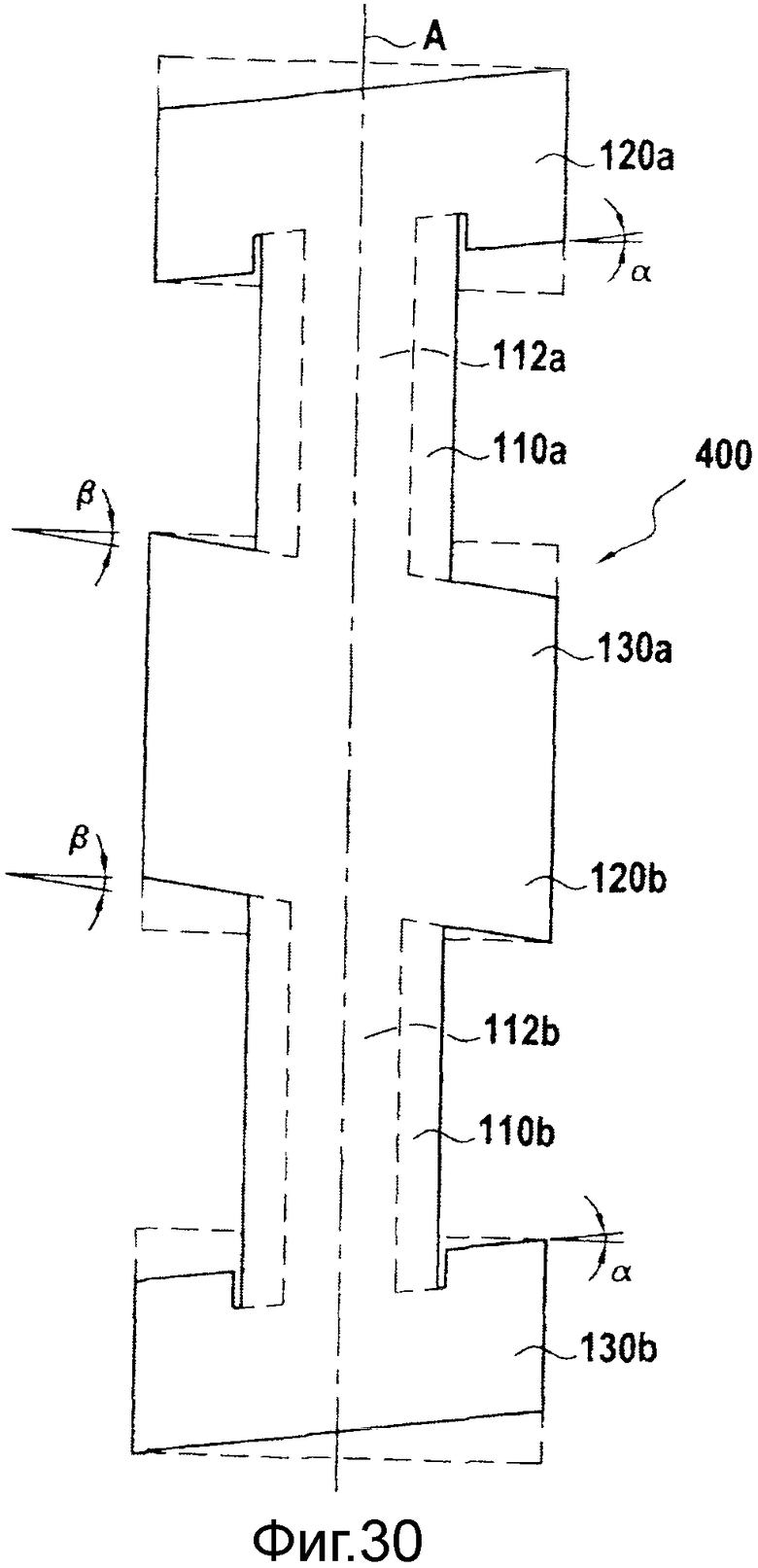
фиг.30 - схема, показывающая плетеную заготовку для изготовления волокнистой преформы для соплового элемента, имеющего тип, показанный на фиг.29, причем элемент сделан из композита с керамической матрицей.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Изобретение относится в большей мере к соплу турбины для газовой турбины для авиации или промышленности.
Фиг.1 - весьма схематичный вид в осевом полусечении части турбины 2 высокого давления (HP; high-pressure) и части турбины 4 низкого давления (LP; low-pressure) в двухвальной газовой турбине. Турбина 2 высокого давления принимает газ (стрелка F) из камеры сгорания через сопло 3 турбины высокого давления. Турбина 4 низкого давления принимает газ ниже по потоку из турбины 2 высокого давления и содержит множество ступеней турбины, причем каждая содержит сопло турбины низкого давления, такое как 5, и рабочее колесо. Рабочие колеса турбин высокого и низкого давления приводят, соответственно, компрессор высокого давления и либо компрессор низкого давления, либо вентилятор через соответствующие коаксиальные валы хорошо известным образом.
Сопла турбин высокого и низкого давления смонтированы в кожухах. Каждое сопло содержит внутреннее и внешнее кольцевые основания, которые частично определяют канал для течения потока газа, и множество неподвижных лопаток, которые простираются между основаниями и которые присоединены к ним. Лопатки могут обладать соответствующими внутренними продольными каналами, образующими каналы потока для охлаждающего воздуха.
Известно изготовлять сопла турбины как одну деталь или как множество элементов, которые совмещают для создания законченного сопла, при этом элемент содержит участок внутреннего основания, участок внешнего основания и одну или несколько лопаток, простирающихся между ними и присоединенных к ним.
Изобретение использовано в этом примере в сопле турбины высокого давления или в сопле турбины низкого давления, составленном из множества совмещенных сопловых элементов. В общем, изобретение распространяется на сопло турбины в одновальной или многовальной газовой турбине.
На фиг.2 показан пример соплового элемента турбины, который можно сделать согласно изобретению.
Сопловой элемент E турбины содержит участок 20 внутреннего кольцевого основания, участок 30 внешнего кольцевого основания и, в показанном примере, две лопатки 10a и 10b, которые простираются между участками 20 и 30 оснований и присоединены к ним обоим. Видно, что участки оснований простираются на каждой стороне зон соединения с лопатками. Лопатки обладают соответствующими продольными каналами 12a и 12b, которые открываются у концов лопаток на внешних поверхностях участков 20 и 30 оснований. На одном и/или другом из их концов, которые располагаются выше и ниже по ходу (в направлении течения потока газа), участки оснований могут обладать рельефными участками, такими как закраины 26, 36 или выступы 28, 38.
Теперь делается ссылка на фиг.3-10, на которых показана волокнистая структура, или заготовка 100, из которой возможно получить волокнистую преформу для изготовления соплового элемента турбины, наподобие показанного на фиг.2, причем элемент делают из композита с керамической матрицей как одну деталь.
Заготовку 100 создают при помощи многослойного плетения, как описывается ниже. В продольном направлении A заготовка 100 содержит два подобных следующих друг за другом шаблона Ma и Mb, которые разделены на фиг.3 пунктирной линией.
Шаблон Ma включает в себя первый сегмент 110a, второй сегмент 120a, продолжающий сегмент 110a на его первом продольном конце, и третий сегмент 130a, продолжающий сегмент 110a на его другом продольном конце. Аналогично, шаблон Mb включает в себя первый сегмент 110b, второй сегмент 120b, продолжающий сегмент 110b на его первом продольном конце, и третий сегмент 130b, продолжающий сегмент 110b на его другом продольном конце. Сегменты 130a и 120b продолжают друг друга и непрерывны друг с другом.
Сегменты 110a и 110b предназначены для формирования частей волокнистой преформы для лопаток 10a и 10b. Сегменты 110a и 110b в этом примере имеют одинаковую ширину ℓ, которая, по существу, постоянна. Тем не менее сегментам 110a и 110b могла бы быть обеспечена отличающаяся ширина для зеркального отражения лопаток 10a и 10b, имеющих отличающийся поперечный размер, если упомянутый поперечный размер существенно отличается. В этом примере сегменты 120a, 130a, 120b, 130b также все имеют приблизительно одинаковую ширину L, которая, по существу, постоянна. Ширина L больше ширины ℓ. Сегменты 120a и 130a простираются вбок за пределы продольных краев сегмента 110a на каждой его стороне. Аналогично, сегменты 120b и 130b простираются вбок за пределы продольных краев сегмента 110b на каждой его стороне.
Как показано на фиг.4-10, на одном продольном конце заготовки 100 сегмент 120a образует два крыла 121a и 122b, которые обращены друг к другу на каждой стороне разделительной зоны 123a и которые присоединены к первому концу сегмента 110a. Подобным образом, на другом продольном конце заготовки 100 сегмент 130b образует два крыла 131b и 132b, которые обращены друг к другу на каждой стороне разделительной зоны 133b и которые присоединены ко второму концу сегмента 110b. На каждой стороне сегмента 110a крылья 121a и 122a продолжены лепестками 121'a и 122'a, которые простираются на ограниченное расстояние вдоль продольных краев сегмента 110a, и при этом отделены от него. Аналогичным образом, на каждой стороне сегмента 130b крылья 131b и 132b продолжены лепестками 131'b и 132'b, которые простираются на ограниченное расстояние вдоль продольных краев сегмента 130b, и при этом отделены от него.
В центральной части заготовки 100 сегмент 130a образует, таким образом, два обращенных друг к другу крыла 131a и 132a, которые расположены на каждой стороне разделительной зоны 133a и которые присоединены ко второму концу сегмента 110a, а сегмент 120b образует два обращенных друг к другу крыла 121b и 122b, расположенные на каждой стороне разделительной зоны 123b и присоединенные к первому концу сегмента 110b. Разделения 123a, 133a, 123b и 133b между обращенными друг к другу крыльями можно получать путем выполнения прорезей после осуществления многослойного плетения, или, как объяснено ниже, путем обеспечения несвязанных зон во время многослойного плетения.
Каждый из сегментов 110a и 110b обладает соответствующей разделительной зоной 112a или 112b по всей его длине, которая делит сегмент на две обращенные друг к другу части только в средней части, при этом разделительная зона оканчивается на расстоянии от продольных краев сегментов 110a или 110b. Разделительные зоны 112a и 112b предназначены для обеспечения возможности создания в лопатках продольных каналов 12a и 12b, и они расположены на том же уровне, что и разделительные зоны между крыльями, к которым они присоединены. Разделительные зоны 112a и 112b можно получать путем выполнения прорезей после многослойного плетения, или, как объяснено ниже, путем обеспечения несвязанных зон во время осуществления многослойного плетения.
Способ, каким из заготовки 100 формируют преформу соплового элемента, описывается ниже со ссылкой на фиг.11-15.
Для отделения концов крыльев 132a и 122b (фиг.11) через всю ширину заготовки 100 и часть ее толщины выполняется поперечный надрез 134. Помимо этого, удалением материала уменьшается толщина лепестков 121'a, 122'a, 131'b и 132'b, чтобы обеспечить им возможность накладываться во время последующего разворачивания заготовки 100 без образования значительной дополнительной толщины по сравнению с толщиной крыльев. Толщина лепестков может быть уменьшена, по существу, до половины, как показано, или она может быть уменьшена прогрессивно для формирования фаски. Аналогичные уменьшения толщины выполняются на концах крыльев 121a и 131b. Следует заметить, что крылья 131a и 121b остаются соединенными вместе посредством их общего конца.
Как показано стрелками на фиг.11, крылья 121a и 122a вращают на каждой стороне сегмента 110a у его первого конца, чтобы они стали, по существу, перпендикулярны сегменту 110a, а крылья 131b и 132b вращают на каждой стороне сегмента 110b у его второго конца, чтобы они стали, по существу, перпендикулярны сегменту 110b. Лепестки 121'a и 122'a перекрываются друг с другом, так же как и лепестки 131'b и 132'b. Помимо этого, крыло 132a вращают относительно сегмента 110a у его второго конца, чтобы оно простиралось, по существу, перпендикулярно сегменту 110a, а крыло 122b вращают относительно первого конца сегмента 110b, чтобы оно простиралось, по существу, перпендикулярно сегменту 110b. Форма заготовки 100 после этого является такой, как показано на фиг.12.
Стрелками на фиг.12 показано, как продолжать разворачивание, при котором узел образуется крыльями 121a и 122a, сегментом 110a и крылом 132a на втором конце вращаемого сегмента 110a, и узел образуется крыльями 131b и 132b, сегментом 110b и крылом 122b на втором конце также вращаемого сегмента 110b. Как показано на фиг.13, сегменты 110a и 110b становятся, таким образом, по существу, параллельными друг другу, а утонченные концы крыльев 121a и 131b взаимно перекрываются.
Чтобы облегчать заготовке, развернутой в форму, показанную на фиг.13, поддерживать форму, взаимно перекрывающиеся лепестки 121'a и 122'a, и, аналогичным образом, 131'b и 132'b, а также взаимно перекрывающиеся концы крыльев 121a и 131b можно соединять вместе, например, стежками (125, 135 и 126). Могли бы использоваться и другие методики соединения, к примеру, можно было бы внедрить нити или иглы.
Как показано на фиг.13, развернутая заготовка имеет почти такую же форму, как сопловой элемент, который необходимо сделать. Придание формы преформе соплового элемента осуществляется посредством оснастки, включающей в себя элементы для придания формы преформам участков внутреннего и внешнего оснований, элементы для придания формы внешним очертаниям преформ лопаток и элементы для придания формы их продольным внутренним каналам, где формообразующие элементы входят в разделительные зоны 112a и 112b.
Фиг.14 - схема получающейся в результате преформы 140, которая делает возможным получение соплового элемента по фиг.2. Часть, образующая преформу 120 внутреннего основания, сформирована крылом 132a, крыльями 131a и 121b (которые остались присоединены друг к другу у их общего конца) и крылом 122b. Часть, образующая преформу 130 внешнего основания, сформирована крыльями 122a, 121a, 131b и 132b. Части преформ для лопаток образованы сегментами 110a и 110b. Для получения частей, имеющих форму, схожую с формой выступов на концах преформ оснований, могут быть выполнены надрезы 127 и 137, как показано на фиг.13.
Последовательные этапы способа изготовления соплового элемента по фиг.2 из композита с керамической матрицей кратко сформулированы на фиг.15.
На этапе 151 при помощи трехмерного (3D) плетения или многослойного плетения плетут волокнистую полосу 150, имеющую показанный на фиг.16 тип, таким образом, чтобы обеспечивать ряд идущих подряд волокнистых заготовок 100. В показанном примере продольное направление A заготовок 100 простирается в направлении основных нитей, т.е. в продольном направлении полосы 150. Как вариант, они могут быть ориентированы в направлении уточных нитей, в поперечном направлении полосы 150. Более того, по ширине полосы 150 могли бы быть сплетены несколько параллельных рядов заготовок.
Полосу 150 плетут с нитями из керамического волокна, например, нитями из волокна на основе SiC, такими как, например, поставляемые японским поставщиком Nippon Carbon под названием «Nicalon». Тем не менее возможно предположить использование нитей, сделанных из углеродных волокон.
Фиг.17, 18 и 19 - виды пряжи в сечении в крупном масштабе, на которых показаны две ищущие подряд плоскости переплетения, используемого для частей заготовки 100, и которые соответствуют поперечным сечениям на фиг.7, 8 и 9 соответственно.
Полоса 150 содержит набор слоев из основных нитей, где количество этих слоев в этом примере равно восьми (слои c C1 по C8), при этом основные нити соединены вместе уточными нитями. В показанном примере плетением является многослойное плетение, выполняемое атласным или сложным атласным переплетением. Другие типы трехмерного (3D) или многослойного плетения также могли бы использоваться, например, многослойное плетение, использующее сложное полотняное переплетение или плетение с переплетением интерлочного типа. Термин «интерлочное» плетение используется здесь для обозначения плетения с переплетением, в котором каждый слой основных нитей связывает множество слоев уточных нитей со всеми нитями в заданном уточном столбце, двигаясь таким же образом в плоскости переплетения. Различные методы трехмерного (3D) или многослойного плетения описаны, в частности, в документе WO 2006/136755.
В сегменте 120a заготовки 100, на фиг.17 показаны уточные нити с t1 по t3, которые связывают вместе слои основных нитей с C1 по C4, и уточные нити с t5 по t7, которые связывают вместе слои основных нитей с C5 по C8, причем слои C4 и C5 не связаны вместе, чтобы оставлять несвязанную зону, образующую разделение 123a между крыльями 121a и 122a. Такая же процедура выполняется в сегментах 120b, 130a и 130b заготовки 100.
В части смежной с первым концом сегмента 110a, на фиг.18 показаны уточные нити с t1 по t3, которые связывают вместе слои основных нитей с C1 по C4, и уточные нити с t5 по t7, которые связывают вместе слои основных нитей с C5 по C8. Между слоями C4 и C5 основных нитей обеспечиваются несвязанные зоны, чтобы формировать между лепестками 121'a и 122'a крыльев 121a и 122a разделения 123a и чтобы формировать разделительную зону 112a в центральной части сегмента 110a. Слои C4 и C5 связаны вместе основными нитями t4 в боковых частях сегмента 110a. Такая же процедура выполняется в части, смежной со вторым концом сегмента 110b.
В оставшейся части сегмента 110a, на фиг.19 показано, как между слоями C4 и C5 основных нитей обеспечивается центральная несвязанная зона, чтобы формировать разделительную зону 112a в центральной части сегмента 110a, как на фиг.18. Слои C4 и C5 связаны вместе в боковых частях сегмента 110a, как на фиг.18. Такая же процедура выполняется для сегмента 110b. Основные нити, которые простираются на каждой стороне сегментов 110a и 110b, для изготовления сегментов 120a, 130a, 120b и 130b не вплетаются в сегменты 110a и 110b.
В полосе 150 между идущими подряд заготовками предусмотрены зоны 101 избыточной длины (фиг.16) для обеспечения запаса под обрезание.
На этапе 152 полосу предпочтительно обрабатывают для устранения замасливания, присутствующего на волокнах, к примеру, короткой тепловой обработкой и для устранения наличия на поверхностях волокон оксида, например, обработкой фтористоводородной кислотой.
На этапе 153 на волокнах волокнистой полосы посредством химической инфильтрации из паровой фазы (CVI) формируется тонкий межфазный покровный слой. Для примера, межфазным покровным материалом является пиролитический углерод (PyC), нитрид бора (BN) или легированный бором углерод (BC, имеющий, например, от 5 до 20%at (атомных процентов) бора (B), а остатком - углерод (C)). Тонкий межфазный покровный слой имеет предпочтительно небольшую толщину, к примеру не более 100 нанометров (нм), или даже не больше 50 нм, чтобы сохранять хороший резерв для деформации волокнистых заготовок. Толщина предпочтительно составляет, по меньшей мере, 10 нм.
На этапе 154 волокнистую полосу с волокнами, покрытыми тонким межфазным покровным слоем, пропитывают затвердевающим составом, типично, смолой, который может быть разведен в растворителе. Возможно использовать смолу из предшественника углерода, например фенольную или фурановую смолу, или смолу из предшественника керамики, например полисилазановую, полисилоксановую или поликарбосилановую смолу, в качестве предшественника, соответственно, для SiCN, SiCO и SiC.
После сушки путем удаления любого растворителя смолы (этап 155), вырезают отдельные волокнистые заготовки 100 (этап 156). Во время вырезания части основных нитей, которые простираются между сегментами 120a и 130a на каждой стороне сегмента 110a, удаляются, также как и части основных нитей, которые простираются между сегментами 120b и 130b на каждой стороне сегмента 110b. Кроме этого для отделения лепестков 121'a и 122'a от сегмента 110a и для отделения лепестков 131'b и 132'b от сегмента 110b делаются надрезы.
На этапе 157 волокнистую заготовку, вырезанную таким образом, подготавливают, разворачивают и посредством формообразующей оснастки, например, сделанной из графита, придают форму, чтобы получать преформу 150, наподобие описанной со ссылкой на фиг.11-14.
После этого смолу отверждают (этап 158), а отвержденную смолу подвергают пиролизу (этап 159). Отверждение и пиролиз могут следовать один за другим путем постепенного повышения температуры в формообразующей оснастке.
После пиролиза получают волокнистую преформу, которую сделали твердой при помощи осадка пиролиза. Количество затвердевающей смолы выбирают таким образом, чтобы пиролитическая смола в достаточной мере связывала волокна преформы вместе для обеспечения возможности обработки преформы с сохранением ее формы без помощи оснастки, понятно, что предпочтительно выбирают, чтобы количество затвердевающей смолы было настолько небольшим, насколько возможно.
Этапы удаления замасливания, осуществление кислотной обработки и формирование межфазного покрытия на подложке из волокон SiC уже известны. Ссылка может быть сделана на документ US 5 071 679.
Второй межфазный слой может быть выполнен при помощи CVI (этап 160), если необходимо, для получения общей промежуточной фазы для волокна и матрицы, которая обладает достаточной толщиной для осуществления в композиционном материале функции остановки охрупчивания. Вторым межфазным слоем может быть материал, выбираемый из: PyC, BN и BC, и он необязательно должен быть таким же, как материал первого межфазного слоя. Толщина второго межфазного слой составляет предпочтительно не менее 100 нм.
Затвердевшую преформу затем уплотняют керамической матрицей. Это уплотнение можно выполнять с помощью CVI, делая, таким образом, возможным формирование второго межфазного слоя и уплотнение посредством керамической матрицы одно за другим в одной и той же печи.
Уплотнение преформы посредством керамической матрицы с помощью CVI, в частности матрицей на основе карбида кремния (SiC), хорошо известно. Может быть использован химически активный газ, содержащий метилтрихлорсилан (MTS) и газообразный водород (H2). Затвердевшую преформу без поддерживающей форму оснастки помещают в камеру, и в камеру вводится газ. При контролируемых условиях, температуре и давлении в частности, газ проникает в поры преформы для осаждения матрицы на основе карбида кремния (SiC) вследствие реакции между компонентами газа.
Естественно, в зависимости от желаемой природы композиционного материала способ может быть осуществлен с использованием волокнистой полосы, сделанной из волокон, отличных от керамических волокон, например углеродных волокон. Кислотную обработку для удаления оксидного слоя тогда пропускают.
Аналогично, уплотнение затвердевшей преформы с помощью CVI можно осуществлять и матрицей, отличной от матрицы на основе карбида кремния (SiC), в частности углеродной матрицей или самовосстанавливающейся матрицей, материалами самовосстанавливающихся матриц являются тройная система Si-B-C или карбид бора B4C. Ссылка может быть сделана на документы US 5 246 736 и US 5 965 266, в которых описывается получение таких самовосстанавливающихся матриц с помощью CVI.
Уплотнение может быть выполнено на двух последовательных этапах (этапы 161 и 163), причем эти этапы разделены этапом 162 машинной обработки изготовляемой детали до желаемых размеров. Второй этап уплотнения служит не только для завершения уплотнения до сердцевины композиционного материала, но также для формирования покрытия на поверхности любых волокон, которые могли бы быть обнажены во время машинной обработки.
Следует заметить, что между этапами 158 и 159 может выполняться предварительная машинная обработка или обрезка, т.е. после отверждения и до пиролиза смолы.
Как вариант, после плетения волокнистой полосы 150 и осуществления обработок для удаления замасливания и оксида из волокнистой полосы вырезают отдельные волокнистые заготовки 100, а затем каждую отдельную волокнистую заготовку разворачивают и при помощи формообразующей оснастки придают форму, на которой она удерживается для формирования с помощью CVI межфазного покрытия для остановки охрупчивания.
Все еще удерживая преформу в форме на формообразующей оснастке, она делается твердой посредством частичного уплотнения, при этом затвердевание осуществляется путем формирования на волокнах керамического осаждения с помощью CVI.
Формирование межфазного покрытия с помощью CVI и затвердевание посредством керамического осаждения с помощью CVI могут следовать одно за другим в одной и той же CVI-печи.
Формообразующая оснастка предпочтительно сделана из графита и обладает отверстиями, которые облегчают прохождение химических активных газов для осаждения промежуточной фазы и для осаждения керамики с помощью CVI.
Когда затвердевание является достаточным, чтобы позволить обработку преформы с сохранением ее формы без помощи вспомогательной оснастки, затвердевшую преформу извлекают из формообразующей оснастки, и выполняется уплотнение керамической матрицей с помощью CVI.
На фиг.20-22 показана волокнистая заготовка 200, из которой возможно получать волокнистую преформу, которая служит для изготовления из композита с керамической матрицей соплового элемента турбины как единой детали, при этом элемент содержит участок внутреннего основания, и участок внешнего основания, и три лопатки, простирающиеся между участками оснований и присоединенные к ним обоим.
В продольном направлении A заготовка 200 содержит три подобных шаблона Ma, Mb и Mc, которые аналогичны шаблонам Ma и Mb описанной выше заготовки 100 и которые отделены пунктирными линиями.
Таким образом, шаблон Ma включает в себя первый сегмент 210a для формирования части преформы для первой лопатки, второй сегмент 220a, продолжающий первый сегмент 210a на его первом продольном конце и образующий два крыла 221a и 222a, обращенные друг к другу, и третий сегмент 230a, продолжающий сегмент 210a на его другом продольном конце и образующий два крыла 231a и 232a, обращенные друг к другу.
Шаблон Mb включает в себя первый сегмент 210b для формирования части преформы для второй лопатки, второй сегмент 220b, продолжающий первый сегмент 210b на его первом продольном конце и образующий два крыла 221b и 222b, обращенные друг к другу, и третий сегмент 230b, продолжающий сегмент 210b на его другом продольном конце и образующий два крыла 231b и 232b, обращенные друг к другу.
Шаблон Mc включает в себя первый сегмент 210c для формирования части преформы для третьей лопатки, второй сегмент 220c, продолжающий первый сегмент 210c на его первом продольном конце и образующий два крыла 221c и 222c, обращенные друг к другу, и третий сегмент 230c, продолжающий сегмент 210c на его другом продольном конце и образующий два крыла 231c и 232c, обращенные друг к другу.
Сегменты 230a и 220b продолжают друг друга и непрерывны друг с другом, как сегменты 230b и 220c. В каждом шаблоне второй и третий сегменты имеют большую ширину, чем ширина первого сегмента, и они простираются за пределы уровня его продольных краев. На каждой стороне сегмента 210a крылья 221a и 222a продолжены лепестками 221'a и 222'a таким же образом, как крылья 121a и 122a заготовки 100. Аналогичным образом, на каждой стороне сегмента 230c крылья 231c и 232c продолжены лепестками 231'c и 232'c таким же образом, как крылья 131b и 132b заготовки 100.
Сегменты 210a, 210b и 210c имеют одинаковую ширину, которая, по существу, постоянна. Однако они могли быть иметь отличающуюся ширину, если поперечные размеры лопаток в изготовляемом сопловом элементе значительно отличаются. Таким же образом, как и сегменты 110a и 110b, каждый из сегментов 210a, 210b и 210c обладает по всей его длине соответствующей разделительной зоной 212a, 212b или 212c, которая выполнена только в средней части. Эти разделительные зоны оканчиваются на расстоянии от продольных краев сегментов 210a, 210b и 210c, и они переходят в разделительные зоны между крыльями.
Аналогично заготовке 100, заготовку 200 вырезают из непрерывной плетеной полосы, содержащей один или несколько рядов заготовок. Плетение имеет трехмерный (3D) или многослойный тип. Разделительные зоны между крыльями сегментов 220a, 230a, 220b, 230b, 220c и 230c и в средних частях сегментов 210a, 210b и 210c могут быть сформированы посредством обеспечения несвязанных зон во время плетения, как описано выше, или выполнения разрезов после плетения.
Как показано на фиг.22, заготовку 200 подготавливают для разворачивания выполнением надрезов 234 и 235 для отделения концов крыльев 232a и 222b и для отделения концов крыльев 231b и 221c. Также у лепестков 221'a, 222'a, 231'c и 232'c и у концевых частей крыльев 221a, 231b и 231с может быть уменьшена толщина, чтобы избежать избыточной толщины, когда они накладываются, после того как заготовка была развернута, таким же образом как для заготовки 100. Крылья 231a и 221b остаются соединенными вместе на их концах, как и крылья 232b и 222c.
На фиг.23 показана заготовка 200, частично развернутая после того, как были повернуты крылья 221a, 222a, 232a, 222b, 231b, 221c, 231c и 232c, как показано стрелками на фиг.22, после этого крылья простираются, по существу, перпендикулярно продольному направлению A.
На фиг.24 показана заготовка 200 в полностью развернутом состоянии, после того, как узел, образованный крыльями 221a и 222a, сегментом 210a и крылом 232a, и узел, образованный крылом 231b, сегментом 210b и крылом 222b, и узел, образованный крыльями 231c и 232c, сегментом 210c и крылом 221a, все были повернуты, как показано стрелками на фиг.23.
Лепестки и концевые части взаимно перекрывающихся крыльев могут быть скреплены вместе сшиванием или внедрением нитей или игл.
Придание формы развернутой заготовке осуществляется посредством формообразующей оснастки с элементами для придания формы преформам участков внутреннего и внешнего оснований, элементами для придания формы внешним очертаниям преформ лопаток и с элементами для придания формы их продольным внутренним каналам, где последние формообразующие элементы входят в разделительные зоны 212a, 212b и 212c.
Таким образом, возможно получать преформу соплового элемента, в которой часть преформы внутреннего основания образована крылом 232a, крыльями 231a и 221b, крылом 222b, крылом 232c и крылом 231c, часть преформы внешнего основания состоит из крыла 222a, крыла 221a, крыла 231b, крыльев 232b и 222c и крыла 221с, а части преформ лопаток образованы сегментами 210a 210b и 210c. Для получения на концах преформ оснований форм выступов могут быть сделаны надрезы 227 и 237.
Полный процесс изготовления соплового элемента из композита с керамической матрицей может соответствовать процессу, описанному со ссылкой на фиг.15.
На фиг.25 и 26 показана волокнистая заготовка 300, из которой возможно получать волокнистую преформу для изготовления из композита с керамической матрицей соплового элемента турбины как единой детали с участком внутреннего основания, участком внешнего основания и одной лопаткой, простирающейся между участками оснований и присоединенной к ним обоим.
Заготовка 300 содержит в продольном направлении A шаблон M, который включает в себя: первый сегмент 310 для формирования части преформы лопатки сопла турбины, второй сегмент 320, продолжающий первый сегмент 310 на его первом продольном конце и образующий два крыла 321 и 322, обращенные друг к другу, и третий сегмент 330, продолжающий сегмент 310 на его другом продольном конце и образующий два крыла 331 и 332, которые обращены друг к другу.
Сегменты 320 и 330 имеют большую ширину, чем ширина сегмента 310, и они простираются за пределы его продольных краев. На каждой стороне сегмента 310 крылья 321 и 322 продолжены лепестками 321' и 322' таким же образом, как крылья 121a и 122a заготовки 100, при этом крылья 331 и 332 продолжены лепестками 331' и 332' так же, как крылья 131b и 132b заготовки 100.
Сегмент 310 имеет, по существу, постоянную ширину. Однако ему может быть придана и изменяющаяся ширина, чтобы зеркально отображать изменяющийся поперечный размер лопатки сопла турбины, если упомянутый поперечный размер значительно изменяется. Сегмент 310 обладает по всей его длине разделительной зоной 312, выполненной только в средней части, причем разделительная зона оканчивается на расстоянии от продольных краев сегментов 310.
Аналогично заготовке 100, заготовку 300 вырезают из непрерывной плетеной полосы, содержащей один или несколько рядов заготовок. Плетение имеет трехмерный (3D) или многослойный тип. Разделительные зоны между крыльями 321 и 322, между крыльями 331 и 332 и в сегменте 310 могут быть сформированы посредством обеспечения несвязанных зон во время плетения, как описано выше, или же выполнения разрезов после плетения.
Как показано на фиг.27, заготовку 300 готовят для разворачивания путем уменьшения толщины лепестков 321', 322', 331' и 332', чтобы избегать избыточной толщины, когда они накладываются, после того как заготовка была развернута.
На фиг.28 показана заготовка 300, развернутая вращением крыльев 321, 322, 331 и 332, как показано стрелками на фиг.27, после чего крылья простираются, по существу, перпендикулярно продольному направлению A. Взаимно перекрывающиеся лепестки 321' и 322' могут быть скреплены вместе сшиванием или внедрением нитей или игл, как и лепестки 331' и 332'.
Придание формы развернутой заготовке осуществляется посредством формообразующей оснастки с формообразующими элементами для преформ участков внутреннего и внешнего оснований, формообразующими элементами для внешнего очертания преформы лопатки и с формообразующими элементами для продольного внутреннего канала в преформе лопатки, где последний формообразующий элемент входит в разделительную зону 312.
Это обеспечивает преформу соплового элемента, в которой часть преформы внутреннего основания образована крыльями 331 и 332, часть преформы внешнего основания состоит из крыльев 321 и 322, а преформа лопатки образована сегментом 310. Для получения на одном конце каждой из преформ оснований форм выступов могут быть сделаны надрезы 327 и 337.
Полный процесс изготовления соплового элемента из композита с керамической матрицей может соответствовать процессу, описанному со ссылкой на фиг.15.
Приведенное выше описание относится к вариантам осуществления сопловых элементов из композита с керамической матрицей с одной, двумя или тремя лопатками. Разумеется, число лопаток может быть большим при формировании волокнистых заготовок с желаемым количеством идущих подряд шаблонов, таких как шаблоны Ma, Mb и Mc.
Кроме того, в приведенном выше описании сообщается, что элементы сопла сделаны с одной или несколькими полыми лопатками, где каждая имеет продольный внутренний канал. Однако изобретение также применимо для изготовления сопловых элементов с одной или несколькими сплошными лопатками. Для сплошных лопаток во время плетения волокнистой заготовки ни в какой части, которая должна образовывать преформу лопатки, не обеспечивается несвязанная зона.
Приведенное выше описание относится к изготовлению соплового элемента, имеющего тип, показанный на фиг.2, в котором участки внутреннего и внешнего оснований простираются, по существу, параллельно друг другу.
Тем не менее изобретение применимо также в ситуации, в которой сопловой элемент E' из композита с керамической матрицей, который должен быть изготовлен, обладает элементами 60 и 70 внутреннего и внешнего оснований, которые, как показано на фиг.29, взаимно непараллельны. В этом примере, как и на фиг.2, сопловой элемент имеет две лопатки 50a и 50b, которые простираются между участками 60 и 70 оснований, при этом присоединены к ним и обладают внутренними продольными каналами 52a и 52b, проходящими по всей их длине. Участки оснований простираются на каждой стороне зон соединения с лопатками.
Волокнистую преформу для изготовления элемента E' можно получить разворачиванием волокнистой заготовки, которая была сплетена, используя трехмерное (3D) или многослойного плетение, такой как заготовка 400 на фиг.30. Для простоты элементам заготовки 400 даны те же ссылочные позиции, что и элементам заготовки 100 на фиг.3, которые имеют такие же функции.
Заготовка 400 отличается от заготовки 100 тем, что соединение между первым сегментом одного шаблона и, по меньшей мере, одним из второго и третьего сегментов того же шаблона простирается под ненулевым углом относительно нормали к продольному направлению A.
Таким образом, как показано на фиг.30, сегмент 120a присоединен к сегменту 110a таким образом, чтобы образовывать ненулевой угол α относительно нормали к направлению A, а сегмент 130a присоединен к сегменту 120a с образованием ненулевого угла β относительно нормали к направлению A. В этом примере углы α и β имеют противоположные знаки. Аналогично, сегмент 130b присоединен к сегменту 110b с образованием угла, который по существу, равен α, а сегмент 120b присоединен к сегменту 110b с образованием угла, который, по существу, равен β.
Заготовку 400 разворачивают таким же образом, как и заготовку 100.
Заготовку 400 вырезают из непрерывной плетеной полосы, как и заготовку 100. Возможно выполнять трехмерное (3D) или многослойное плетение части, заданной контуром, нарисованным на фиг.30 пунктирными линиями, а затем делать вырезы для получения профиля заготовки 400. Возможно также во время плетения выполнять плетение под углом у соединений между, во-первых, первым сегментом шаблона и, во-вторых, каждым из вторых и третьих сегментов того же шаблона.
Конечно, сопловой элемент из композита с керамической матрицей, участки внутреннего и внешнего оснований которого взаимно непараллельны, может быть сделан с числом лопаток, отличным от двух.



Сопловой элемент турбины из композиционного материала, содержащего волокнистое армирование, уплотненное керамической матрицей, включает участки внутреннего и внешнего оснований и, по меньшей мере, одну лопатку, присоединенную к ним обоим. Участки оснований простираются на каждой стороне их зон соединения с лопаткой, а волокнистое армирование содержит волокнистую структуру, сплетенную посредством трехмерного или многослойного плетения и обладающую непрерывностью во всем объеме соплового элемента и по всей периферии одной или каждой лопатки. При изготовлении соплового элемента турбины создают плетением цельную волокнистую заготовку, содержащую в продольном направлении, по меньшей мере, один шаблон, включающий в себя первый сегмент, образующий заготовку для преформы лопатки, второй сегмент, продолжающий первый сегмент на одном его продольном конце и образующий два крыла, обращенные друг к другу, и третий сегмент, продолжающий первый сегмент на другом его конце и образующий два крыла, обращенные друг к другу. Разворачивают заготовку таким образом, чтобы крылья второго и третьего сегментов простирались перпендикулярно первому сегменту. Придают форму развернутой заготовке для получения волокнистой преформы соплового элемента, при этом образующую преформу лопатки часть получают посредством придания формы первому сегменту, а части, образующие преформы участков оснований, получают из крыльев. Затем уплотняют преформы матрицей с образованием цельного соплового элемента турбины с волокнистым армированием, содержащим волокнистую преформу, которая обладает непрерывностью во всем объеме соплового элемента и по всей периферии одной или каждой лопатки. Другие изобретения группы относятся к соплу турбины, выполненному как указано выше, а также к газовой турбине, включающей такое сопло. Группа изобретений позволяет повысить механические характеристики соплового элемента турбины. 4 н. и 11 з.п. ф-лы, 30 ил.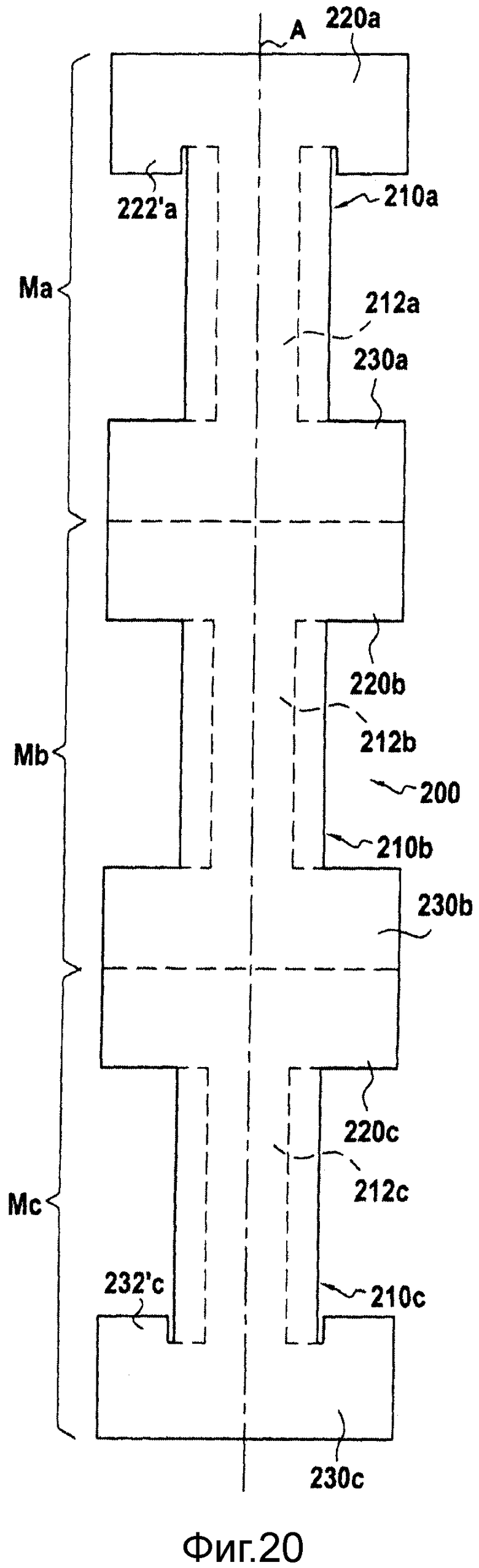
1. Цельный сопловой элемент турбины, сделанный из композиционного материала, содержащего волокнистое армирование, уплотненное матрицей, которая, по меньшей мере, частично является керамической, при этом сопловой элемент содержит участок (20; 60) внутреннего кольцевого основания, участок (30; 70) внешнего кольцевого основания и, по меньшей мере, одну лопатку (10a, 10b; 50a, 50b), простирающуюся между участками оснований и присоединенную к ним обоим, причем участки оснований простираются на каждой стороне их зон соединения с одной или каждой лопаткой, отличающийся тем, что волокнистое армирование содержит волокнистую структуру, которая сплетена посредством трехмерного или многослойного плетения и которая обладает непрерывностью во всем объеме соплового элемента и по всей периферии одной или каждой лопатки.
2. Сопловой элемент по п.1, отличающийся тем, что одна или каждая лопатка обладает внутренним продольным каналом (12a, 12b), простирающимся по всей длине лопатки и открывающимся на участках оснований.
3. Сопловой элемент по п.1, отличающийся тем, что одна или каждая лопатка является сплошной.
4. Сопловой элемент турбины по п.1, отличающийся тем, что включает в себя, по меньшей мере, две лопатки (10a, 10b; 50a, 50b), простирающиеся между участками оснований, и тем, что волокнистая структура включает в себя нити, которые идут по непрерывной траектории, простирающейся последовательно по части участка первого основания, по первой лопатке, по части участка другого, или второго, основания, по второй лопатке, а затем по части участка первого основания.
5. Способ изготовления цельного соплового элемента турбины, выполненного из композиционного материала, содержащего волокнистое армирование, уплотненное матрицей, которая, по меньшей мере, частично керамическая, при этом сопловой элемент содержит участок (20; 60) внутреннего кольцевого основания, участок (30; 70) внешнего кольцевого основания и, по меньшей мере, одну лопатку (10a, 10b; 50a, 50b), простирающуюся между участками оснований и присоединенную к ним обоим; согласно этому способу посредством трехмерного или многослойного плетения производят волокнистую заготовку, придают волокнистой заготовке форму для получения волокнистой преформы соплового элемента и уплотняют преформу матрицей, которая, по меньшей мере, частично керамическая, при этом способ отличается этапами, на которых:
создают трехмерным или многослойным плетением плетеную цельную волокнистую заготовку (100; 200; 300; 400), причем заготовка содержит в продольном направлении, по меньшей мере, один шаблон, включающий в себя первый сегмент (110a, 110b, 210a, 210b, 210c; 310), образующий заготовку для преформы лопатки, второй сегмент (120a, 120b; 220a, 220b, 220c; 320), продолжающий первый сегмент на его одном продольном конце и образующий два крыла (121a-122a, 121b-122b; 221a-222a; 221b-222b; 221c, 222c; 321-322), обращенные друг к другу, и третий сегмент (130a, 130b; 230a, 230b, 230c; 330), продолжающий первый сегмент на его другом конце и образующий два крыла (131a-132a, 131b-132b; 231a-232a, 231b-232b, 231c-232c; 331-332), обращенные друг к другу;
разворачивают заготовку с соответствующим вращением между крыльями второго сегмента и первым сегментом на каждой его стороне на его первом конце, чтобы крылья второго сегмента простирались, по существу, перпендикулярно первому сегменту, и с соответствующим вращением между крыльями третьего сегмента и первым сегментом на каждой его стороне на его втором конце, чтобы крылья третьего сегмента были, по существу, перпендикулярны первому сегменту; и
придают форму развернутой заготовке для получения волокнистой преформы (140) соплового элемента, при этом, по меньшей мере, образующую преформу лопатки часть получают посредством придания формы первому сегменту, а части, образующие преформы участков оснований, получают из крыльев;
благодаря чему, после уплотнения преформы, получают цельный сопловой элемент турбины с волокнистым армированием, содержащим волокнистую преформу, которая обладает непрерывностью во всем объеме соплового элемента и по всей периферии одной или каждой лопатки.
6. Способ по п.5, отличающийся тем, что заготовка выполнена со вторым сегментом и третьим сегментом, ширины которых больше ширины первого сегмента и простирающимися вбок за пределы боковых краев первого сегмента.
7. Способ по п.6, отличающийся тем, что в, по меньшей мере, одном из второго и третьего сегментов каждое из двух крыльев выполнено с лепестками (121'a-122'a, 131'b-132'b; 221'a-222'a, 231'c-232'c; 321'-322', 331'-332'), которые в неразвернутом состоянии продолжают части крыльев, выступающих вбок за пределы продольных краев первого сегмента, и простираются вдоль упомянутых краев, хотя и отделены от них, а когда заготовка развернута, лепестки крыла взаимно перекрываются с лепестками других крыльев.
8. Способ по п.7, отличающийся тем, что взаимно перекрывающиеся лепестки скреплены вместе.
9. Способ по п.5, отличающийся тем, что волокнистая заготовка изготавливается как одна деталь с повторением упомянутого шаблона, третий сегмент (130a; 230a, 230b) первого шаблона и второй сегмент (120b; 220b, 220c) идущего следом второго шаблона продолжают друг друга и непрерывны друг с другом, и при разворачивании заготовки первый сегмент (110a; 210a) первого шаблона вращают в одном направлении относительно третьего сегмента (130a; 230a) первого шаблона, а первый сегмент (110b; 210b) второго шаблона вращают в противоположном направлении относительно второго сегмента (120a; 220a) второго шаблона, чтобы первые сегменты первого и второго шаблонов были, по существу, параллельны друг другу.
10. Способ по п.9, отличающийся тем, что при разворачивании заготовки крыло (121a; 221a, 222b) второго сегмента первого шаблона и крыло (131b; 231b, 232c) третьего сегмента идущего следом шаблона продолжают друг друга, чтобы иметь возможность формировать часть преформы участка основания.
11. Способ по п.10, отличающийся тем, что после того, как заготовка была развернута, крылья, которые стали продолжать друг друга, скрепляют вместе.
12. Способ по п.5, отличающийся тем, что во время выполнения многослойного плетения заготовки между двумя слоями выполняют несвязанные зоны (123a, 133a, 123b, 133b), чтобы формировать разделения между двумя крыльями второго сегмента и между двумя крыльями третьего сегмента.
13. Способ по п.5, отличающийся тем, что во время многослойного плетения заготовки несвязанную зону (112a, 112b; 212a, 212b, 212c; 312) выполняют между двумя слоями вдоль всего первого сегмента, при этом несвязанная зона простирается лишь по части ширины первого сегмента на расстоянии от продольных краев, так что после придания формы она образует волокнистую преформу лопатки с внутренним каналом, который простирается по всей длине преформы.
14. Сопло турбины, содержащее множество смежных сопловых элементов, причем каждый сопловой элемент выполнен согласно любому из пп.1-4 или получен способом по любому из пп.5-13.
15. Газовая турбина с соплом турбины по п.14.
| Огнетушитель | 0 |
|
SU91A1 |
| УСТРОЙСТВО ДЛЯ ЗАБИВАНИЯ ИЗОЛИРУЮЩИХ ПЛАСТИН В КИРПИЧНУЮ КЛАДКУ | 1991 |
|
RU2046173C1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Арифметическое устройство | 2016 |
|
RU2625528C1 |
| US 7101154 B2, 05.09.2006 | |||
| КОМПОЗИЦИОННАЯ ЛОПАТКА КОМПРЕССОРА | 1992 |
|
RU2006591C1 |

