Изобретение относится к способу алкилирования бензола изопропиловым спиртом (ИПС) в качестве алкилирующего агента или смесью изопропилового спирта и пропилена, включающему осуществление указанной реакции полностью в газообразной фазе и в присутствии каталитической системы, содержащей цеолит, принадлежащий к семейству MTW.
Способ характеризуется отсутствием отрицательного влияния на характеристики и срок службы катализатора, обусловленного присутствием большого количества воды в реакционной смеси, в дополнение к побочным продуктам, образующимся в результате нежелательных реакций, и способ также обеспечивает более высокую производительность относительно производительности, обеспечиваемой катализаторами известного уровня техники, используемыми для такого же способа.
Отсутствие отрицательного влияния является следствием используемой особой каталитической системы, которая оказалась особенно подходящей для алкилирования бензола изопропиловым спиртом в качестве алкилирующего агента, или смесями изопропилового спирта и пропилена, при выбранных условиях реакции.
Изобретение также относится к способу получения фенола, в котором первую стадию получения кумола осуществляют алкилированием бензола в соответствии с указанным выше способом.
Кумол является важным предшественником для получения фенола, в свою очередь используемого как промежуточное соединение для получения капролактама, из которого получают полиамид.
Полностью способ получения фенола включает алкилирование бензола с получением кумола, окисление кумола с получением соответствующего гидропероксида, который при обработке кислотой образует фенол и ацетон.
Что касается первой стадии алкилирования, помимо цеолитовых катализаторов, в нефтехимической промышленности все еще частично используют катализаторы на основе фосфорной кислоты и диатомитовой земли в реакторах с неподвижным слоем или АlСl3 в суспензии. Во всех случаях реакцию алкилирования бензола пропиленом осуществляют при условиях реакции, соответствующих полностью жидкой фазе реакционной смеси.
Однако в способах, основанных на применении катализаторов на основе фосфорной кислоты и АlСl3, существуют проблемы, связанные с влиянием на окружающую среду и безопасностью; фактически, применение таких катализаторов сильно осложняется вследствие коррозии, образования побочных ядовитых органических продуктов и проблем захоронения отработанных катализаторов.
В 1965 году впервые было описано получение кумола с использованием цеолита Х или цеолита Y в качестве катализатора (Fnachev, Kr.M., et al., Nefiekhimiya5(1965)676).
Позднее применение цеолитов со структурой фожазита при алкилировании бензола легкими олефинами, такими как пропилен, было описано Venuto et al. (J.Catal.5 (1966) 81).
При синтезе кумола оптимальные результаты, с точки зрения промышленного применения, были получены при использовании цеолитов со структурой бета-фазы, как описано в ЕР 432814, в частности, при использовании катализаторов, включающих бета-цеолит, как описано в ЕР 687500.
После получения кумол преобразуют в фенол посредством стадии окисления до гидропероксида кумила, после чего проводят стадию обработки кислотой, которая вызывает разрушение пероксидных связей с образованием фенола и ацетона.
Если, с одной стороны, одновременное получение фенола и ацетона на одной производственной установке определенно является положительным аспектом, с точки зрения промышленного производства, то, с другой стороны, несбалансированная промышленная потребность в этих двух продуктах может представлять проблему при управлении промышленным предприятием по производству фенола.
Следует учитывать, что фактически на каждый кг фенола, полученного из кумола в соответствии с традиционным способом, с использованием пропилена, также получают 0,61 кг ацетона.
Учитывая, что одним из главных применений ацетона является метилметакрилат (ММА), потребность в котором на рынке снижается, тогда как потребность в бисфеноле-А (БФА), фенольных смолах и капролактаме, основных продуктов, получаемых последующей обработкой фенола, возрастает, легко можно понять возможные проблемы, вызываемые образованием ацетона в качестве сопутствующего продукта при получении фенола из кумола.
Таким образом, существует потребность в возможном альтернативном применении, которое позволило бы обеспечить целесообразное использование ацетона, когда условия рынка препятствуют его прямым продажам.
В US 5017729 описан способ получения фенола из гидропероксида кумила, характеризующийся использованием пропилена на стадии получения кумола, частично или полностью получаемого восстановлением ацетона (получаемого совместно с фенолом) водородом и последующей дегидратацией изопропилового спирта.
В данном способе высокая стоимость различных стадий, нацеленных на повторное получение чистого пропилена для использования на стадии алкилирования из ацетона, полученного совместно с фенолом, является очевидной.
В частности, в способе, предложенном Mitsui (PEP Review 95-1-1 1) для получения пропилена из ацетона, фактически, более высокие капитальные затраты могут быть отнесены к участку дегидратации изопропилового спирта, получаемого из ацетона на соответствующем участке восстановления водородом, до пропилена.
С другой стороны, стадия дегидратации ИПС до пропилена необходима в целях конкретного промышленного применения вследствие чрезвычайной сложности осуществления алкилирования бензола непосредственно с помощью изопропилового спирта в качестве алкилирующего агента при использовании кислотных катализаторов традиционного типа, поскольку вода, выделяемая ИПС в ходе реакции, оказывает отрицательное влияние на характеристики катализатора, в показателях селективности, но прежде всего, на срок службы катализатора как такового.
На кислотные катализаторы как цеолитового, так и не цеолитового типа действительно отрицательно влияет присутствие воды, образующейся при использовании изопропилового спирта в качестве алкилирующего агента для бензола при получении кумола.
В случае катализатора традиционного типа, такого как фосфорная кислота, например, нанесенного на диоксид кремния, широко используемого в промышленном синтезе кумола, количество воды больше, чем несколько сотен ррm (частей на миллион) в реакционной смеси вызывает значительное химическое и механическое разрушение катализатора, наряду со значительным снижением каталитических характеристик в показателях выхода кумола.
В случае катализаторов на основе цеолита, хорошо известно отрицательное влияние, обусловленное присутствием воды, которое проявляется в снижении общего выхода кумола, наряду с более или менее быстрой дезактивацией катализатора как такового.
Однако все эти отрицательные воздействия известны и также подтверждаются при очень низком содержании воды, присутствующей в реакции, относительно того количества, которое образуется при использовании изопропилового спирта в качестве алкилирующего агента для бензола при получении кумола в способе конкретного промышленного применения.
Фактически, при промышленном применении способа алкилирования бензола с помощью изопропилового спирта нельзя не учитывать определенные характеристики, такие как, например, молярное отношение бензол/ИПС при подаче в реакционную секцию, которое в основном составляет от 4 до 8 при соответствующей концентрации воды в реакции, равной приблизительно 48000 и 26000 ppm, при допущении полной конверсии изопропилового спирта.
Даже выполнение алкилирования бензола с помощью алкилирующего агента, состоящего из смеси изопропилового спирта и пропилена, в любом случае потребует значительного снижения используемого количества изопропилового спирта, для обеспечения содержания воды, которое может допускать каталитическая система, что таким образом ограничивает действительные потенциальные возможности такого способа.
Катализаторы, используемые для алкилирования бензола с помощью пропилена, не всегда можно легко приспособить для реакции алкилирования бензола с помощью изопропилового спирта или смесей изопропилового спирта и пропилена в качестве алкилирующего агента, поскольку эти катализаторы в основном чрезвычайно чувствительны к воде и, следовательно, их срок службы в присутствии воды, образующейся при дегидратации изопропилового спирта, сильно снижается.
Также описана возможность алкилирования бензола с помощью изопропилового спирта с использованием бета-цеолита в качестве катализатора, в газовой фазе, предпочтительно при атмосферном давлении (K.S.N.Ready et а1., Applied Catalysis A: General, 95 (1993) 53-63). Также и в этом случае, ухудшение катализатора, также наблюдаемое при высоких отношениях бензола/изопропилового спирта, является очевидным.
В вышеприведенном документе были выявлены проблемы со сроком службы катализатора в ходе проведения испытаний.
В US 5015786 описан способ получения фенола из кумола, в котором часть кумола получают при алкилировании бензола, также осуществляемом с помощью изопропилового спирта, полученного восстановлением ацетоном, полученным совместно с фенолом, наряду с кумолом, получаемым при алкилировании бензола с помощью пропилена.
Стадию алкилирования бензола ИПС осуществляют в присутствии катализатора кислотной природы, выбираемого из различных материалов;
цеолиты указаны в качестве предпочтительных катализаторов. Однако интересно отметить, что в вышеуказанных документах отсутствует информация о сроке службы катализатора и, в общем, о постоянстве характеристик с учетом того, что наибольшая продолжительность испытаний составляла 200 часов (пример 5, столбец 15), что соответствует, при данных условиях, производительности не выше приблизительно 100 кг кумола/кг катализатора.
Для преодоления вышеуказанных проблем предложено использовать определенные цеолиты с выраженными гидрофобными характеристиками, такие как цеолит типа ZSM-5 с большим отношением диоксид кремния/оксид алюминия, или Н-морденит, и деалюминированный цеолит Y.
Например, в US 5160497 используют деалюминированный цеолит Y с молярным отношением SiC2/A2O3 от 8 до 70 при алкилировании бензола с помощью пропилена и изопропилового спирта.
В ЕР 1069100 описан способ алкилирования бензола с помощью изопропилового спирта, возможно в смеси с пропиленом, который заключается в осуществлении указанной реакции в условиях смешанной фазы газ-жидкость или в условиях полностью жидкой фазы, при температуре и давлении, которые являются такими, что концентрация воды в жидкой реакционной фазе составляет не выше 8000 масс.ррm независимо от общего содержания воды, присутствующей в реакционной смеси. Катализатор относится к цеолитовому типу, и предпочтительно его выбирают из бета-цеолита, цеолита Y, ZSM и морденита.
В ЕР 1069099 описан способ алкилирования бензола с помощью изопропилового спирта или смеси изопропилового спирта и пропилена в условиях температуры и давления, соответствующих полностью газовой фазе смеси, присутствующей в реакционной секции, и в присутствии катализатора, включающего бета-цеолит и неорганическое связующее (ligand).
Теперь обнаружено, что возможно получить кумол путем алкилирования бензола с помощью изопропилового спирта (ИПС) в качестве алкилирующего агента или смесей изопропилового спирта и пропилена посредством способа, который обеспечивает лучшие результаты в отношении характеристик, срока службы катализатора и, соответственно, производительности, даже в присутствии значительного количества воды, причем способ осуществляют при подходящих условиях реакции и с использованием катализатора, включающего катализатор типа MTW.
Таким образом, целью изобретения является способ алкилирования бензола с помощью изопропилового спирта или смеси изопропилового спирта и пропилена, который включает осуществление указанной реакции полностью в газообразной фазе и в присутствии каталитической системы, содержащей цеолит, принадлежащий семейству MTW, в соответствии с чем, условия реакции соответствуют полностью газовой фазе реагентов, т.е. способ осуществляют в таких условиях давления и температуры, чтобы обеспечить присутствие реагентов исключительно в газообразной фазе.
В соответствии с одним аспектом настоящего изобретения возможно выбирать условия давления и температуры, которые также соответствуют полностью газовой фазе всей смеси, присутствующей в реакционной секции;
таким образом, в данном случае не только реагенты находятся в газовой фазе, но также и продукты.
В соответствии с другим аспектом настоящего изобретения, возможно выбирать условия температуры и давления, которые также соответствуют по меньшей мере частично жидкой фазе продуктов реакции; таким образом, в данном случае реагенты находятся в газовой фазе, тогда как продукты по меньшей мере частично являются жидкими.
Способ в соответствии с настоящим изобретением позволяет обеспечивать молярные соотношения между бензолом и изопропиловым спиртом при подаче в реакционную зону также намного более низкие, чем соотношения, используемые в известном уровне техники, в пределах конкретного промышленного применения и, таким образом, независимо от общего количества воды, образующейся в ходе реакции.
Цеолиты со структурой типа MTW, которые можно использовать в данном изобретении представляют собой, например, ZSM-12, CZH-15, Nu-13, Theta-3 и TPZ-12. Цеолит CZH-5 описан в GB 2079735A; Nu-13 описан в ЕР59059; Theta-3, описан в ЕР 162719, а TPZ-12 описан в US 4557919. Предпочтительно используемый цеолит со структурой типа MTW представляет собой алюмосиликат с молярным отношением SiO2/Al2O3 более или равным 20. Такой цеолит описан в A.Katovic and G.Giordano, Chem. Ind. (Dekker) (Synthesis of Porous Materials) 1997, 69, 127-137. Алюминий может быть либо полностью, либо частично замещен В, Ga, Fe или их смесями, как описано Toktarev & lone, в Chon et al., Progress in Zeolites and Microporous Material, SSSC, vol.105, 1997. В соответствии с предпочтительным аспектом настоящей заявки используют цеолит ZSM-12, который представляет собой пористый кристаллический материал, обладающий в кальцинированной и безводной форме молярным составом из оксидов, соответствующим следующей формуле:
1,0±0,4 M2/nO·W2O5-20-500 YO2·zH2O,
где М представляет собой Н+ и/или катион щелочного или щелочноземельного металла валентностью n, W выбран из алюминия, галлия или их смесей, Y выбран из кремния и германия, z составляет от 0 до 60. М предпочтительно выбран из натрия, калия, водорода или их смесей. W предпочтительно является алюминием и Y предпочтительно является диоксидом кремния. W может быть по меньшей мере частично замещен бором, железом или их смесями. Цеолит ZSM-12 описан в US 3832449, в Ernst et al., Zeolites, 1987, Vol.7, September, and in Toktarev & lone, Chon et al., Progress in Zeolites and Microporous Material, SSSC, Vol.105, 1997.
Цеолит типа MTW и, в частности цеолит ZSM-12, предпочтительно используют в форме, при которой катионные центры, присутствующие в его структуре, по меньшей мере на 50 % заняты ионами водорода. Особенно предпочтительно, по меньшей мере 90 % катионных центров заняты ионами водорода.
В соответствии с одним аспектом изобретения фосфор можно добавлять к цеолиту типа MTW. Добавление можно осуществлять путем обработки цеолита, предпочтительно в аммонийной форме, соединением фосфора, используя любой из известных технологических приемов, например механическое смешивание, пропитку или осаждение в паровой фазе. Фосфорные соединения можно выбирать из соответствующих солей, кислот и органических соединений, таких как, например, алкоголяты. Предпочтительно используют технологию пропитки, т.е. цеолит предпочтительно обрабатывают в аммонийной форме водным раствором соединения Р. Полученную суспензию, после выдержки при перемешивании, сушат в вакууме при температуре, достаточной для удаления растворителя. Режимы и условия осуществления пропитки известны специалистам в данной области техники. Затем твердую фазу, полученную после сушки, обжигают при температуре от 400 до 600°С в течение 1-10 ч. Р обычно присутствует в количестве менее 3% относительно общей массы каталитической композиции и, предпочтительно, в количестве более или равном 0,05 масс.%, но менее или равном 2 масс.% относительно общей массы каталитической композиции.
В способе по изобретению цеолит используют как таковой или в форме, связанной со связующим. Его можно использовать, например, в форме гранул, полученных экструзией, или в форме микросфер, полученных сушкой распылением, причем эти технологические приемы применяют как для цеолита как такового, так и смешанного с соответствующим неорганическим связующим. Связующее может представлять собой оксид алюминия, диоксид кремния, алюмосиликат, диоксид титана, диоксид циркония или глину. Предпочтительно связующее представляет собой оксид алюминия. В связанном катализаторе цеолит и связующее могут присутствовать в массовом соотношении от 5/95 до 95/5, предпочтительно, от 20/80 до 80/20. В предпочтительном воплощении полученный катализатор также отличается определенными характеристиками экстрацеолитовой пористости, т.е. долей пористости катализатора, которая не может быть отнесена к качеству и количеству цеолита, присутствующего в готовом катализаторе. В частности, указанная экстрацеолитовая пористость составляет не менее 0,4 мл/г готового катализатора, причем по меньшей мере 50 % указанной экстрацеолитовой пористости составляют поры диаметром более 100 Ангстрем. Указанная экстрацеолитовая пористость может быть получена с помощью традиционных способов получения и точно определена в соответствии со способами, описанными, например, в Loweel, Seymour "Introduction to powder surface area", Wiley Interscience.
В соответствии с предпочтительным аспектом способа по настоящему изобретению рабочие температуры составляют от 150°С до 230°С, при реакционном давлении от 0,1 до 2 МПа (от 1 до 20 бар) и, в любом случае, способ проводят при таких условиях, чтобы обеспечить присутствие реагентов полностью в газообразной фазе, независимо от того, используют ли в качестве алкилирующего агента изопропиловый спирт или смесь изопропилового спирта и пропилена.
Предпочтительно рабочее давление составляет менее 1 МПа (10 бар), предпочтительно от 0,5 до 0,9 МПа (от 5 до 9 бар).
В способе по изобретению молярное соотношение между бензолом и изопропиловым спиртом предпочтительно составляет от 2 до 10, еще более предпочтительно от 2 до 4.
Когда пропилен также используют дополнительно в качестве алкилирующего агента, вместе с изопропиловым спиртом, молярное соотношение между бензолом и алкилирующим агентом, изопропиловым спиртом и пропиленом, предпочтительно составляет от 2 до 10, более предпочтительно от 2 до 4. Молярное соотношение между изопропиловым спиртом и пропиленом предпочтительно составляет от 10 до 0,01 и, еще более предпочтительно, от 5 до 0,1.
Алкилирование бензола с помощью изопропилового спирта можно осуществлять непрерывным, полунепрерывным или периодическим способом.
Когда способ осуществляют непрерывно, также возможно действовать, используя конфигурацию реакционной системы, которая включает частичную рециркуляцию в реакционную секцию органической фазы продукта, вытекающего из этой же реакционной секции, после охлаждения, расслоения смеси и удаления водной фазы из органической фазы.
Реакция алкилирования бензола с ИПС в качестве алкилирующего агента, или смесью ИПС и пропилена, в любом случае остается экзотермической, несмотря на присутствие ИПС, и чтобы поддерживать температуру внутри предпочтительного диапазона и снизить образование полиалкилированных ароматических соединений в качестве побочных продуктов, катализатор может быть расположен в реакторе в различных слоях внутри реактора с неподвижным слоем.
Между одним и другим слоем осуществляют быстрое охлаждение с помощью инертных растворителей и части бензола и/или части алкилирующего агента, изопропилового спирта или смеси изопропилового спирта и пропилена.
Действуя таким образом, возможно получить высокое отношение бензола к алкилирующему агенту в одном слое, без увеличения их общего соотношения, при очевидном преимуществе в отношении селективности по кумолу и, следовательно, операций разделения на выходе из реакционной секции.
Регулирование температуры можно осуществлять не только путем быстрого охлаждения регентов и/или инертных продуктов, но также путем промежуточного охлаждения между слоями.
Реакцию алкилирования можно подходящим образом осуществлять в двух или более реакторах, расположенных последовательно, с проведением промежуточного охлаждения для регулирования температуры. Подача изопропилового спирта, возможно смешанного с пропиленом, и/или бензола может быть соответствующим образом разделена между различными реакторами и различными слоями реактора, т.е. алкилирующий агент и бензол можно добавлять за более, чем одну стадию.
Цели настоящего изобретения также включают способ получения фенола, включающий следующие стадии:
1) алкилирование бензола изопропиловым спиртом или смесью изопропилового спирта и пропилена с получением кумола и воды, включающее выполнение указанной реакции алкилирования полностью в газообразной фазе и в присутствии каталитической системы, содержащей цеолит, принадлежащий к семейству MTW;
2) окисление полученного таким образом кумола с получением гидропероксида кумила;
3) обработка гидропероксида кумила кислотами для получения смеси фенола и ацетона;
4) гидрирование ацетона до изопропилового спирта, который возвращают на стадию (1).
Стадию (1) осуществляют в соответствии с указанными выше признаками способа алкилирования по настоящему изобретению. На стадии (2) кумол, полученный на стадии (1), окисляют на воздухе для получения гидропероксида кумила, который в свою очередь обрабатывают кислотой для получения смеси фенола и ацетона, которую фракционируют для отделения фенола от ацетона. На стадии (3) ацетон, полученный на стадии (2), частично или полностью гидрируют с получением изопропилового спирта, который возвращают на стадию (1).
В соответствии с предпочтительным аспектом в конце первой стадии, после отделения фракционированием требуемого продукта, кумола, который поступает на следующую стадию окисления, оставшуюся фракцию полиизопропилбензола используют на отдельной стадии в реакции трансалкилирования с бензолом для извлечения дополнительного количества кумола.
Реакцию трансалкилирования можно осуществлять с использованием любых катализаторов, известных специалисту в данной области техники для трансалкилирования полиизопропилбензола с бензолом, в частности ее можно осуществлять в присутствии бета-цеолита или катализатора на основе бета-цеолита, в частности, полученного, как описано в ЕР 687500 и ЕР 847802. Для реакции трансалкилирования можно выбирать температуру от 100°С до 350°С, давление от 1 МПа до 5 МПа (от 10 до 50 атм.) и МОСЧ (массовая объемная скорость в час) от 0,1 ч-1 до 200 ч-1. Данные условия соответствуют описанным в ЕР 687500.
Таким образом, на стадии (2) кумол со стадии (1) и, возможно, со стадии трансалкилирования окисляют с получением гидропероксида кумила. Затем гидропероксид кумила преобразуют в фенол и ацетон. Окисление до гидропероксида кумила и последующее преобразование до фенола можно осуществить, например, как описано в US 5017729. На последней стадии часть или весь ацетон, полученный в виде побочного продукта стадии (2), гидрируют и повторно подают на начальную стадию.
Реакция гидрирования ацетона с получением изопропилового спирта уже известна, и ее осуществляют с использованием катализатора на основе никеля Ренея, никеля-меди, меди-хрома, меди-цинка или на основе металлов платиновой группы, например платины, палладия, рутения, родия.
Предпочтительно используют катализатор на основе никеля Ренея или меди-хрома.
Условия, при которых осуществляют реакцию гидрирования ацетона, описаны, например, в US 5015786 или US 5017729.
Преимущественным аспектом способа по изобретению и, в частности, стадии алкилирования бензола с помощью изопропилового спирта или смеси пропилена и изопропилового спирта, в газовой фазе и в присутствии катализатора, содержащего цеолит типа MTW, является значительная гибкость повторного использования ацетона, полученного совместно с фенолом, из которого получают изопропиловый спирт путем восстановления водорода.
Фактически, такая гибкость становится возможной в данном способе благодаря применению катализатора на основе цеолита типа MTW, который гарантирует отсутствие ухудшения характеристик и быстрой дезактивации, что типично для твердокислотного катализатора из-за присутствия воды, образующейся при использовании изопропилового спирта в качестве алкилирующего агента для бензола.
Последующие примеры представлены исключительно в целях иллюстрации предложенного изобретения и не ограничивают область его защиты.
ПРИМЕР 1
Испытания по алкилированию бензола изопропиловым спиртом осуществляют с использованием экспериментального устройства, описанного ниже.
Экспериментальное устройство состоит из емкостей для реагентов бензола и изопропилового спирта, насосов для подачи реагентов в реактор, блоков предварительного нагревания реагентов, стального реактора, расположенного внутри печи с электрическим нагревом, контура регулирования температуры внутри реактора, контура регулирования давления внутри реактора, средства охлаждения выходящего из реактора потока и системы сбора жидких и газообразных продуктов.
В частности, реактор состоит из цилиндрической стальной трубки с механической системой герметизации, имеющей диаметр приблизительно 2 см.
Вдоль большей оси реактора расположен термометрический карман диаметром 1 мм, в котором размещена термопара с возможностью свободного перемещения вдоль большей оси реактора.
Катализатор, содержащий цеолит ZSM-12, полученный, как описано в примере 2 US 2003/0069459, загружают в реактор.
Определенное количество инертного материала загружают выше и ниже каталитического слоя для заполнения слоя.
Реагенты бензол и изопропиловый спирт (ИПС), предварительно нагретые и предварительно смешанные в подходящем смесителе, подают в реактор восходящим потоком.
Реакционные продукты исследуют с помощью газовой хроматографии. Условия реакции, при которых проводят испытания:
Температура реакции: 190°С
Давление реакции: 0,8 МПа (8 бар)
МОСЧ: 4 ч-1
[Бензол]/[ИПС] при подаче: 3,25 моль/моль.
Данные условия обеспечивают присутствие реагентов в газообразной фазе, а продуктов - частично в жидкой фазе.
Определение физического состояния реагентов смеси осуществляют как путем сравнения с диаграммами фазового равновесия, существующими для компонентов и рассматриваемых смесей, так и путем расчета, используя уравнение состояния RKS (Soave G. Chem. Eng. Sci 27, 1197, (1972)). Параметры взаимодействия для данного уравнения получают из регрессии опубликованных экспериментальных данных, относящихся к парожидкостному равновесию и взаимной растворимости смесей углеводород-вода (С.С.Li, J.J.McKetta Jul. Chem. Eng. Data 8271-275 (1963) and С.Tsonopoulos, G.M.Wilson ALCHE Journel 129, 990-999, (1983)).
Реакционную систему, к которой применимо вышеприведенное уравнение, уподобляют, в отношении состава, системе
[бензол]/[пропилен] = 3,25 и
[бензол]/[вода] = 3,25.
Общая концентрация воды, присутствующей в системе с полным преобразованием реагента изопропилового спирта, равна приблизительно 5%.
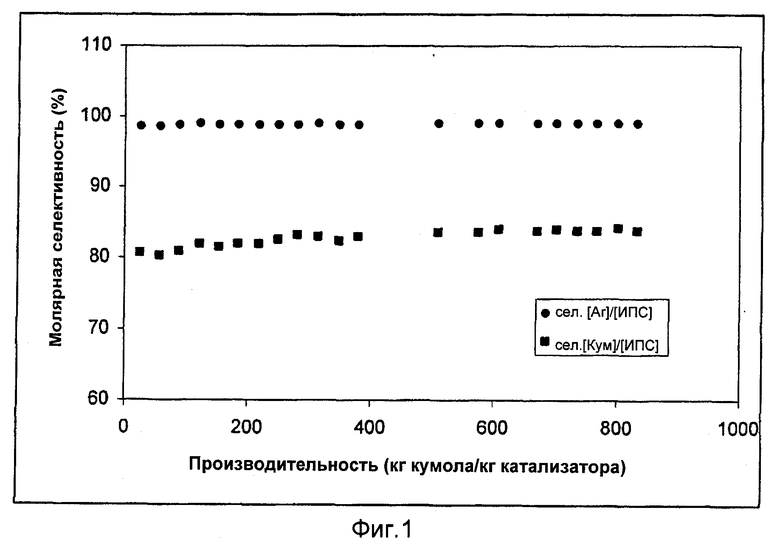
На Фиг.1 представлена зависимость молярной селективности [Аr]/[ИПС] (кумол + диизопропилбензол + триизопропилбензол по отношению к общей массе преобразованного ИПС) от производительности катализатора, выраженной в кг кумола/кг цеолита ZSM-12, и зависимость молярной селективности [кумол]/[ИПС] (кумол по отношению к общей массе преобразованного ИПС) от производительности катализатора в кг кумола/кг цеолита ZSM-12.
На протяжении всего испытания (приблизительно 620 часов) не наблюдали никаких признаков дезактивации катализатора, например, таких как падение степени превращения спирта (она не показана на Фиг.1, но ее количественно измеряли в течение всего испытания) или увеличение количества полиалкилированной фракции.
Фактически, селективность на протяжении всего испытания оставалась неизменной и составляла приблизительно 82 % для селективности [кумол]/[ИПС] и приблизительно 98,8 % для селективности [Аr]/[ИПС].
ПРИМЕР 2 (сравнительный)
Результаты, полученные в предыдущем примере, сравнивают с результатами, полученными при использовании катализатора, содержащего бета-цеолит, полученный, как описано в примере 4 ЕР 847802.
Оба катализатора, по примеру 1 и сравнительному примеру 2, содержат приблизительно 50 % активной фазы.
Используют такое же экспериментальное оборудование, как описано в примере 1, при тех же рабочих условиях, обеспечивающих присутствие реагентов в газообразной фазе, а продуктов - частично в жидкой фазе.
Определение физического состояния реагентов смеси осуществляют, как ранее описано в примере 1.
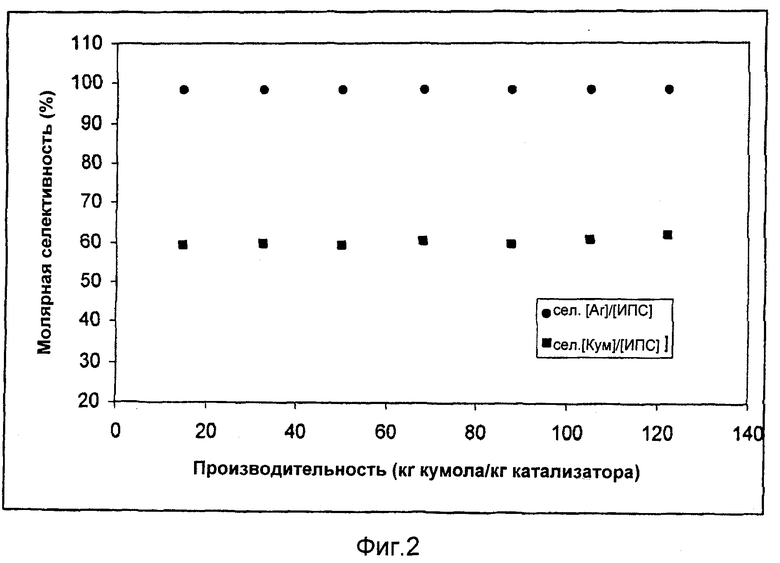
На Фиг.2 представлена зависимость молярной селективности [Аr]/[ИПС] и молярной селективности [кумол]/[ИПС] от производительности катализатора.
Спустя приблизительно 160 часов от начала испытания, степень конверсии спирта уже снизилась на 2,5%. Данная величина ясно показывает, при тех же рабочих условиях, более высокую стабильность во времени содержащего ZSM-12 катализатора при алкилировании бензола с помощью изопропилового спирта в газовой фазе и, таким образом, его более высокую производительность.
Содержащий ZSM-12 катализатор согласно изобретению является более селективным по отношению ко всем полезным ароматическим продуктам (приблизительно на 0,5%), а сравнение зависимостей, представленных на Фиг.1 и 2, также показывает, что содержащий ZSM-12 катализатор согласно изобретению является намного более селективным по отношению к кумолу (приблизительно на 20%).
ПРИМЕР А (сравнительный)
Испытания по алкилированию бензола изопропиловым спиртом осуществляют с использованием экспериментального устройства, описанного ниже.
Экспериментальное устройство состоит из емкостей для реагентов - бензола и изопропилового спирта, насосов для подачи реагентов в реактор, блоков предварительного нагревания реагентов, стального реактора, расположенного внутри печи с электрическим нагревом, контура регулирования температуры внутри реактора, контура регулирования давления внутри реактора, средства охлаждения выходящего из реактора потока и системы сбора жидких и газообразных продуктов.
В частности, реактор состоит из цилиндрической стальной трубки с механической системой герметизации, имеющей диаметр приблизительно 2 см.
Вдоль большей оси реактора расположен термометрический карман диаметром 1 мм, в котором размещена термопара с возможностью свободного перемещения вдоль большей оси реактора.
Катализатор, содержащий цеолит ZSM-12, полученный, как описано в примере 2 US 2003/0069459, загружают в реактор.
Определенное количество инертного материала загружают выше и ниже каталитического слоя для заполнения слоя.
Реагенты бензол и изопропиловый спирт (ИПС), предварительно нагретые и предварительно смешанные в подходящем смесителе, подают в реактор восходящим потоком.
Реакционные продукты исследуют с помощью газовой хроматографии. Условия реакции, при которых проводят испытания:
Температура реакции: 200°С
Давление реакции: 0,1 МПа (1 бар)
МОСЧ: 2 ч-1
[Бензол]/[ИПС] при подаче: 3,2 моль/моль.
В данных условиях реакционная система находится в газовой фазе.
Получены следующие результаты:
степень конверсии изопропилового спирта 89,2%,
селективность [кумол]/[ИПС]=72,5%,
[диизо]/[кумол]=245,3 (кг диизопропилбензолов на тонну кумола),
селективность [Ar]/[ИПС]=98,8%, где Ar - полезная ароматика (кумол и полиалкилбензолы, пригодные для переалкилирования).
ПРИМЕР В (согласно изобретению)
Повторяли пример А в тех же условиях за исключением давления, составляющего в данном примере 13 бар (1,3 МПа). В этих условиях реагенты в системе находятся в газовой фазе, а продукты находятся в жидкой фазе.
Получены следующие результаты:
степень конверсии изопропилового спирта 93,0%,
селективность [кумол]/[ИПС]=87,4%,
[диизо]/[кумол]=90,6 (кг диизопропилбензолов на тонну кумола),
селективность [Ar]/[ИПС]=99,1%, где Ar - полезная ароматика (кумол и полиалкилбензолы, пригодные для переалкилирования).
ПРИМЕР С (сравнительный)
Повторяли пример А в тех же условиях за исключением давления, составляющего в данном примере 24 бар (2,4 МПа). В этих условиях и реагенты, и продукты находятся одновременно и в газовой, и в жидкой фазах.
Получены следующие результаты:
степень конверсии изопропилового спирта 84,2%,
селективность [кумол]/[ИПС]=92,8%,
[диизо]/[кумол]=48,3 (кг диизопропилбензолов на тонну кумола)
селективность [Ar]/[ИПС]=99,5%, где Ar - полезная ароматика (кумол и полиалкилбензолы, пригодные для переалкилирования).
| название | год | авторы | номер документа |
|---|---|---|---|
| Каталитическая композиция и способ ее применения для алкилирования ароматических углеводородов спиртами или смесями спиртов и олефинов | 2014 |
|
RU2675837C2 |
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ СПИРТАМИ C-C | 2012 |
|
RU2571097C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КАТАЛИЗАТОРА И СПОСОБ ПОЛУЧЕНИЯ ИЗОПРОПИЛБЕНЗОЛА (ВАРИАНТЫ) | 2020 |
|
RU2734985C1 |
| СПОСОБ ОБРАБОТКИ ПОЛИАЛКИЛАРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 2020 |
|
RU2818090C2 |
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ ОЛЕФИНАМИ | 2012 |
|
RU2603193C2 |
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ, СПОСОБ АЛКИЛИРОВАНИЯ БЕНЗОЛА И СПОСОБ ПОЛУЧЕНИЯ ФЕНОЛА | 2000 |
|
RU2234490C2 |
| СПОСОБ ПОЛУЧЕНИЯ КУМОЛА С РЕЦИКЛОМ ПРОДУКТОВ АЛКИЛИРОВАНИЯ | 2013 |
|
RU2654699C2 |
| Способ получения фенола | 1989 |
|
SU1839668A3 |
| СПОСОБ ТРАНСАЛКИЛИРОВАНИЯ И ПРИМЕНЯЮЩАЯСЯ В НЕМ КАТАЛИТИЧЕСКАЯ КОМПОЗИЦИЯ | 2017 |
|
RU2753341C2 |
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2002 |
|
RU2354641C2 |
Настоящее изобретение относится к способу повышения производительности катализатора алкилирования бензола изопропиловым спиртом или смесью изопропилового спирта и пропилена, который включает осуществление указанной реакции алкилирования в условиях температуры и давления, соответствующих полностью газовой фазе реагентов и по меньшей мере частично жидкой фазе реакционных продуктов, в присутствии каталитической системы, содержащей цеолит, принадлежащий семейству MTW. Использование предлагаемого изобретения позволяет обеспечивать лучшие результаты в отношении характеристик, срока службы катализатора и, соответственно, производительности, даже в присутствии значительных количеств воды. Также изобретение относится к способу получения фенола. 2 и 14 з.п. ф-лы, 5 пр., 2 ил.
1. Способ повышения производительности катализатора алкилирования бензола изопропиловым спиртом или смесью изопропилового спирта и пропилена, который включает осуществление указанной реакции алкилирования в условиях температуры и давления, соответствующих полностью газовой фазе реагентов и по меньшей мере частично жидкой фазе реакционных продуктов, в присутствии каталитической системы, содержащей цеолит, принадлежащий семейству MTW.
2. Способ по п.1, в котором используют цеолит ZSM-12 в качестве цеолита MTW.
3. Способ по п.1 или 2, в котором используют цеолит в форме, при которой катионные центры, присутствующие в цеолите, по меньшей мере на 50% заняты ионами водорода.
4. Способ по п.1 или 2, в котором цеолит используют в форме, связанной со связующим.
5. Способ по п.4, в котором связующее выбирают из оксида алюминия, диоксида кремния, алюмосиликата, диоксида титана, диоксида циркония или глины.
6. Способ алкилирования бензола по п.1 или 2, который осуществляют при температуре от 150 до 230°C и давлении от 0,1 до 2 МПа (от 1 до 20 бар).
7. Способ по п.6, в котором давление составляет менее 1 МПа (10 бар).
8. Способ алкилирования бензола по п.1 или 2, в котором молярное соотношение между бензолом и изопропиловым спиртом или между бензолом и смесью изопропилового спирта и пропилена составляет от 2 до 10.
9. Способ алкилирования бензола по п.8, в котором реакцию осуществляют при молярном соотношении между бензолом и изопропиловым спиртом или между бензолом и смесью изопропилового спирта и пропилена от 2 до 4.
10. Способ алкилирования бензола по п.1 или 2, в котором когда алкилирующая смесь состоит из изопропилового спирта и пропилена, реакцию осуществляют при молярном соотношении между изопропиловым спиртом и пропиленом от 10 до 0,01.
11. Способ алкилирования бензола по п.10, в котором реакцию осуществляют при молярном соотношении между изопропиловым спиртом и пропиленом от 5 до 0,1.
12. Способ по п.1 или 2, в котором каталитическая система содержит фосфор.
13. Способ по п.12, в котором каталитическая система содержит фосфор в количестве менее 3 масс.% относительно общей массы каталитической композиции.
14. Способ получения фенола, включающий следующие стадии:
1) алкилирование бензола с помощью изопропилового спирта и возможно пропилена для получения кумола и воды, в соответствии со способом по пп.1-13;
2) окисление полученного таким образом кумола с получением гидропероксида кумила;
3) обработка гидропероксида кумила кислотами с получением смеси фенола и ацетона;
4) гидрирование ацетона до изопропилового спирта.
15. Способ алкилирования бензола по пп.1, 2 или 14, в котором часть органической фазы реакционного выходящего потока подают обратно в ту же реакцию после охлаждения, расслоения смеси органической фазы водной фазы и удаления водной фазы.
16. Способ алкилирования бензола по пп.1, 2 или 14, в котором полиалкилированные продукты, присутствующие в реакционном выходящем потоке, полученном из реакции алкилирования, отделяют в специальной секции фракционирования и направляют в секцию трансалкилирования с бензолом.
| US 6512153 B1, 28.01.2003 | |||
| Трехфазный инвертор | 1980 |
|
SU1069099A2 |
| Регулятор расхода | 1982 |
|
SU1068898A2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИНЕЙНЫХ АЛКИЛБЕНЗОЛОВ С ИСПОЛЬЗОВАНИЕМ КАТАЛИЗАТОРА С МИКРОМЕЗОПОРИСТОЙ СТРУКТУРОЙ | 2006 |
|
RU2312096C1 |

