Техническая область
Настоящее изобретение относится к области рентгеновской микроскопии, в частности рентгеновской микроскопии, применяющейся в процессе производства и оценки хирургических игл.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Хирургические иглы и иглы с шовным материалом хорошо известны в хирургии. Хирургические иглы и шовный материал - основное средство хирургических вмешательств и лечения травм. Традиционно хирургические нити получают плетением из природных или синтетических полимерных материалов, включая шелк, полиэстер, полидиоксанон, полилактид и т.п. Также выпускаются шовные материалы в виде мононити. Шовный материал может быть рассасывающимся или нет.
В типичных случаях шовный материал вставляется в традиционные хирургические иглы и используется хирургами для ушивания тканей и т.п. Традиционно хирургические иглы изготавливаются продолговатой изогнутой формы и имеют острие с одного конца и ушко для закрепления нити с другого. Иногда иглы имеют режущие грани для облегчения прокола тканей. Проксимальная часть для закрепления нити может иметь традиционное слепое отверстие или желобок для закрепления конца нити. Один или оба конца хирургической нити могут быть продеты в желобок или высверленное отверстие и закреплены там традиционным способом, включая механический обжим, когда вставляемый в иглу конец нити сжимается ее стенками, а также с помощью клеев, вяжущих составов и т.п. Традиционно хирургические иглы изготавливают из биологически совместимых материалов, в особенности металлов и металлических сплавов, например нержавеющей стали, пригодной для изготовления хирургических инструментов.
На ранней стадии развития хирургических игл для закрепления шовного материала в игле использовали желобки. Такие иглы были совершеннее игл с ушком, в которое нужно было продеть нить. Однако при закрытии (сжатии) желобка в его дистальной части образуется неровность (в большей или меньшей степени). Такие неровности нежелательны для хирурга или врача, поскольку препятствуют плавному прохождению иглы сквозь ткань. Эта особенность игл с желобками была устранена после появления игл с высверленными отверстиями, однако механическое сверление возможно лишь при работе со сплавами низкой прочности и при большом диаметре отверстий. Появившийся относительно недавно способ лазерного сверления стал важным достижением в этой области, так как позволил получать продольные отверстия малого диаметра в иглах малого диаметра, особенно изготовленных из прочных сплавов, которые в настоящее время в основном не поддаются механическому сверлению из-за технологических ограничений.
Сверление - наиболее приемлемый способ изготовления отверстий в хирургических иглах, так как это не изменяет профиль корпуса иглы в связи с тем, что отверстие пробивается в проксимальном конце иглы. Гладкий профиль желателен для хирурга, так как это снижает травму тканей и силу, необходимую для их прокола, с пропорциональным снижением сопротивления проколу. Высверленные отверстия в хирургических иглах можно получать с помощью ряда традиционных способов. Два традиционных способа изготовления отверстий, как упоминалось выше - это механическое и лазерное сверление.
Между этими двумя способами имеются определенные различия. Высверленные отверстия обычно однородны и имеют точно определенную форму и профиль, соответствующие форме сверла. Хирургические иглы, произведенные с использованием механического сверления, легко измерять с помощью традиционных нутромеров (механизированных калибров цилиндрической или, в некоторых случаях, конусовидно сужающейся к дистальной части формы). Хотя механическое сверление обычно позволяет получать отверстия с относительно точными размерами и конфигурацией, этот способ имеет несколько недостатков. Эти недостатки включают низкую скорость сверления, не соответствующую автоматизированной высокоскоростной производственной системе, быстрый износ и малый срок службы сверл, сложность производства сверл для обработки хирургических игл малого диаметра, большую стоимость и невозможность сверления отверстия малого диаметра в иглах малого диаметра, изготовленных из высокопрочных сплавов.
Хотя лазерное сверление позволяет избежать этих проблем, с другой стороны, этот способ создает несколько новых характерных проблем; несмотря на то, что эти проблемы определенно поддаются коррекции, их еще предстоит решить. Использование лазера для сверления связано с несколькими проблемами. Например, если при формировании отверстия лазер расплавляет материал, последний может затвердеть в форме, отличной от желаемой формы внутренней полости иглы, образовав наплывы, мешающие закреплению нити. Прочие возможные проблемы включают непостоянство профиля отверстия, шероховатость и прорывы с образованием сквозных отверстий.
Процессы лазерного сверления были разработаны для сверления отверстий в хирургических иглах. Примеры таких процессов включены в следующие патенты и патентные заявки, которые включены посредством ссылки: US 6018860, US 5776268, US 5701656, US 5661893, US 5644834, US 5630268, US 5539973, US 6252195 и US 20050109741. Такой процесс лазерного сверления имеет множество преимуществ, включая пригодность для высокоскоростных производственных процессов, производительность и приемлемую цену, а также возможность получения отверстий малого диаметра в иглах малого диаметра, изготовленных фактически из любого материала, и меньшие требования к техническому обслуживанию.
Несмотря на все эти преимущества процессов, как упоминалось выше, размеры высверленных лазером отверстий обычно не удается контролировать с такой же точностью, как размеры высверленных отверстий. При лазерном сверлении используется традиционный лазерный пучок, обычно имеющий конусовидную или гауссову форму. Это означает, что отверстие, высверленное устройством лазерного сверления, обычно суживается по мере углубления. Лазерный пучок излучения, использующийся для сверления, должен обладать определенными параметрами, в частности энергией, импульсом, формой колебаний и т.п., чтобы получить отверстие желаемой конфигурации и с желаемыми характеристиками, включая глубину, длину, сечение и ориентацию по отношению к продольной оси иглы и ее центру, в которое можно вставить конец хирургической нити на нужную глубину для последующего закрепления или прикрепления.
Это обусловлено самой природой лазерного сверления, когда импульсное лазерное излучение высокой энергии фактически разжижает или испаряет находящийся на его пути металл проксимального конца иглы, к которому будет прикрепляться нить. В некоторых процессах лазерного сверления расплавленный материал застывает в полученном отверстии неравномерно, как уже говорилось выше. Такое неравномерное застывание материала («наплывы») может привести к неравномерности просвета отверстия, способной помешать вставке и закреплению нити.
Чтобы в отверстие, высверленное устройством лазерного сверления, можно было вставить нить, его диаметр должен быть по существу равномерным, как у отверстий, высверленных устройством механического сверления, хотя лазерное отверстие сужается к концу, как упоминалось выше. Сходным образом существуют требования к максимально и минимально допустимой глубине отверстия. Слишком глубокое отверстие может снизить прочность иглы, а слишком мелкое не позволяет надежно закрепить нить. Кроме того, отверстие должно располагаться относительно в центре продольной оси проксимального конца иглы.
Современным способом управления размерами лазерных отверстий является использование традиционных механических нутромеров, что считается стандартом для измерения отверстий, высверленных устройством механического сверления. Измерение размеров отверстий нутромером - обычно ручная процедура, при которой из каждого лота просверленных игл отбирается проба из статистически значимого числа игл, и инспектор вставляет измерительный прибор в отверстия вручную. Результат измерения записывается. Использование механических нутромеров связано с несколькими недостатками. Нутромеры идеально подходят для контроля высверленных отверстий, однако в случае с лазерными отверстиями их применимость ниже по нескольким причинам. Во-первых, использование нутромеров плохо сочетается с высокоскоростными производственными процессами. Кроме того, нутромеры, использующиеся для измерения очень маленьких отверстий, дороги и сложны в производстве, а также хрупки из-за малого диаметра. Кроме того, нутромер не позволяет обнаружить застывшие наплывы материала. Нутромеры позволяют легко измерять диаметр высверленных отверстий, поскольку такие отверстия имеют цилиндрическую форму и равномерный профиль, в то время как форма лазерных отверстий обычно отличается от цилиндрической, а просвет может иметь неравномерный диаметр по всей длине и содержать наплывы металла. Таким образом, нутромер измеряет только наименьший диаметр лазерных отверстий, не давая информации о других важных параметрах, например сужение, длина, степень смещения от центра, неравномерности, степень наклона и др. При наплывах материала возможны погрешности измерения внутреннего диаметра отверстия. Кроме того, как упоминалось выше, измерения с помощью нутромера не позволяют обнаружить возможные вариации в профиле отверстий. Нутромер не показывает больший диаметр и не дает представления о вариациях профиля отверстия. Следовательно, единственный параметр, который можно измерять с помощью нутромера - диаметр продольного отверстия в самой узкой его части без определения колебаний диаметра, профиля, степени перекоса и других критических параметров.
Другим недостатком использования нутромеров является то, что они не дают данных в реальном времени, которые можно было бы использовать для непосредственной коррекции параметров процесса. Если анализ статистической пробы просверленных игл покажет несоответствие спецификациям, вся партия будет отбракована. Прочие недостатки включают: износ нутромера, вносящий погрешность в результат измерения в большую или меньшую сторону, а также риск приемки игл с отверстиями, соответствующими требованиям к размеру, но имеющими необнаруженные внутренние дефекты, затрудняющие вставку нити или препятствующие ей. Измерение нутромером - ручной процесс, плохо вписывающийся в высокоскоростные современные процессы производства хирургических игл, в которых обычно используется лазерное сверление. Хотя статистический отбор проб игл после лазерного сверления возможен (если смириться с его недостатками), он может оказаться неприемлемым и не позволит оценивать статистически значимые пробы в реальном времени. Таким образом, обычно приходится уменьшать объем пробы, что может привести к ложноположительным результатам и возможной браковке игл, в то время как исследование проб более приемлемого объема не привело бы к таким убыткам и соответствующим расходам, вытекающим из браковки партии игл. Другие недостатки контроля с помощью нутромера включают опасность приемки игл, соответствующих требованиям к диаметру отверстия, но имеющих необнаруженные дефекты, внутреннюю геометрию или конфигурацию, затрудняющую или препятствующую вставке и закреплению нити, что может привести к непригодности игл для использования.
Как обсуждалось выше, традиционные способы измерения отверстий, т.е. с помощью нутромера, не очень хорошо подходят для управления лазерными отверстиями из-за многочисленных недостатков, присущих этому способу. Учитывая непостоянство профиля лазерных отверстий, измерение нутромером лишь дает представление о диаметре отверстия в самом узком месте, но не о диаметре в самом широком месте или профиле отверстия. Это серьезный изъян, поскольку неравномерности профиля отверстий и различия между наименьшим и наибольшим диаметром напрямую влияют на возможность надежного закрепления нити в игле. В случае с механическим сверлением эти недостатки отсутствуют, поскольку форма отверстия соответствует форме сверла. Вторым недостатком является то, что измерение нутромером занимает очень много времени, и его точность зависит только от качества производства и обслуживания нутромера. К сожалению, единственным способом характеризации формы продольного отверстия иглы является ее механическое разрушение, в частности механический поперечный разрез и оценка формы отверстия, что при статистически значимом объеме пробы сложно, трудоемко, занимает длительное время и дорогостояще, а также не позволяет получать информацию в реальном времени для контроля производственного процесса.
Следовательно, данная область нуждается в новых способах оценки просверленных отверстий в условиях высокоскоростного производства, подходящих для контроля лазерного сверления и последующих производственных процессов. Значительным преимуществом данного способа является улучшение выхода, производительности и большее постоянство свойств продукта.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Таким образом, представляется новый способ характеризации высверленных отверстий в хирургических иглах. Этот способ включает направление рентгеновского пучка излучения, излучаемого рентгеновским генератором, на хирургическую иглу, предпочтительно на ее проксимальный конец, содержащий высверленное отверстие. Цифровое изображение проксимального конца иглы генерируют датчиком, на который падают рентгеновские лучи. По меньшей мере проксимальный конец иглы располагается между генератором рентгеновского излучения и датчиком. Изображение включает лазерное продольное отверстие. Цифровое изображение обрабатывают для определения отклонения отверстия от стандартных размеров, установленных спецификацией. В частности, предпочтительно, когда отверстия просверлены устройством лазерного сверления.
Другой аспект настоящего изобретения представляет собой способ управления устройством лазерного сверления в процессе сверления. В этом способе используют лазерный пучок излучения, который направляют на проксимальный конец хирургической иглы для сверления отверстия. Рентгеновский пучок излучения, излучаемый генератором, направляется на хирургическую иглу, предпочтительно на ее проксимальный конец, в котором находится продольное отверстие. Цифровое изображение проксимального конца иглы генерируется датчиком, на который падают рентгеновские лучи. По меньшей мере, проксимальный конец иглы располагается между генератором рентгеновского излучения и датчиком. Изображение включает лазерное продольное отверстие. Цифровое изображение обрабатывается для определения отклонения отверстия от стандартных размеров, установленных спецификацией. Затем создается алгоритм определения соответствующих поправок для параметров лазерного пучка излучения, чтобы получить продольное отверстие в хирургической игле, соответствующее спецификациям.
Еще один аспект настоящего изобретения представляет собой способ характеризации лазерных отверстий в хирургических иглах. Этот способ заключается в направлении рентгеновского пучка, излучаемого генератором, на хирургическую иглу, предпочтительно на ее проксимальный конец, в котором находится лазерное отверстие. Цифровое изображение проксимального конца иглы генерируется датчиком, на который падают рентгеновские лучи. По меньшей мере, проксимальный конец иглы располагается между генератором рентгеновского излучения и датчиком. Изображение включает лазерное отверстие. Цифровое изображение обрабатывают для определения отклонения размеров от стандартной спецификации, а также измерения отверстия. Игла или ленточный держатель, на котором закреплена игла, помечается кодом, содержащим результаты измерения изображения, и каждой игле присваивается цифровой идентификационный код.
При необходимости эта информация может использоваться в последующих стадиях процесса для управления закреплением нити в отверстии иглы путем регулирования переменных сжатия, например давления, времени сжатия и времени выдержки, для компенсации незначительных изменений профиля отверстия, обнаруженных при рентгеновском анализе. Это сильно способствует постоянству и эффективности соединения иглы и нити и напрямую определяет рабочие характеристики компонента.
Эти и другие аспекты и преимущества настоящего изобретения будут представлены в последующих описаниях и сопровождающих чертежах.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг.1 показана схема процесса лазерного сверления, относящегося к настоящему изобретению.
На фиг.2 схематично показаны геометрические особенности и параметры механического сверла.
На фиг.3 схематично показан нутромер, вставленный в лазерное отверстие хирургической иглы; игла показана в разрезе.
На фиг.4 схематично показан дистальный конец хирургической нити, вставленный в лазерное продольное отверстие на проксимальном конце хирургической иглы и обжатый.
На фиг.5 схематично показан дистальный конец хирургической нити, вставленный в продольное отверстие на проксимальном конце хирургической иглы, высверленное устройством механического сверления, и обжатый.
На фиг.6 показана фотография хирургической иглы с продольным лазерным отверстием в разрезе, на которой видно отверстие.
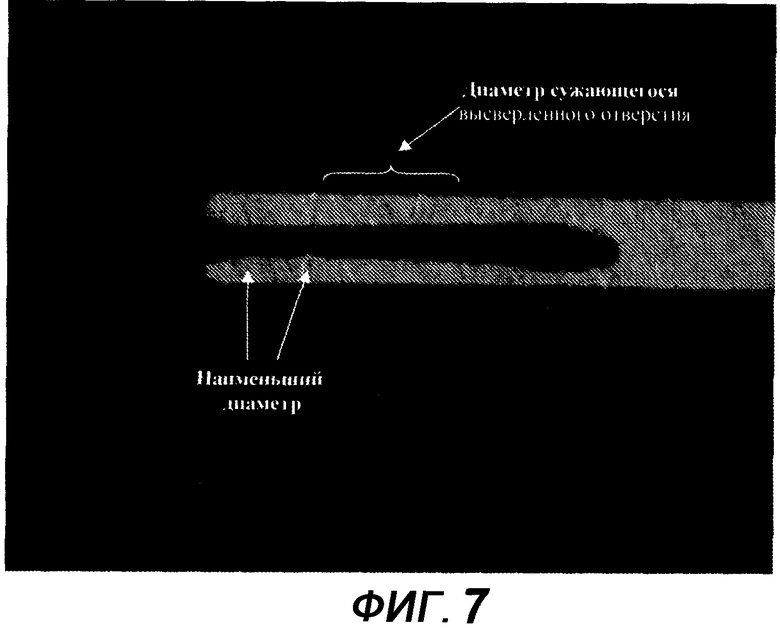
На фиг.7 показана фотография хирургической иглы с продольным лазерным отверстием в разрезе, на которой виден наплыв металла.
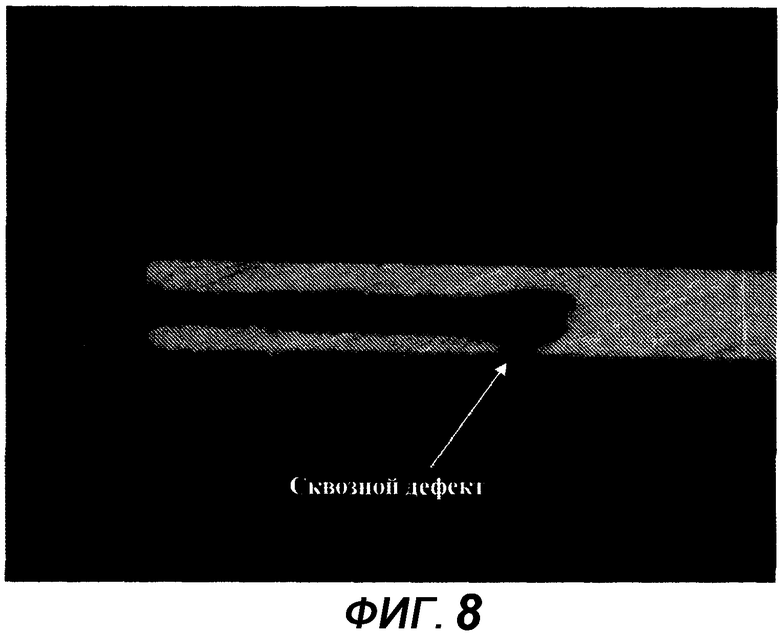
На фиг.8 показана фотография проксимального конца хирургической иглы с продольным лазерным отверстием в разрезе. В отверстии виден сквозной разрыв.
На фиг.9 показана фотография проксимального конца хирургической иглы с продольным лазерным отверстием в разрезе, на которой видно непостоянство диаметра отверстия по его длине.
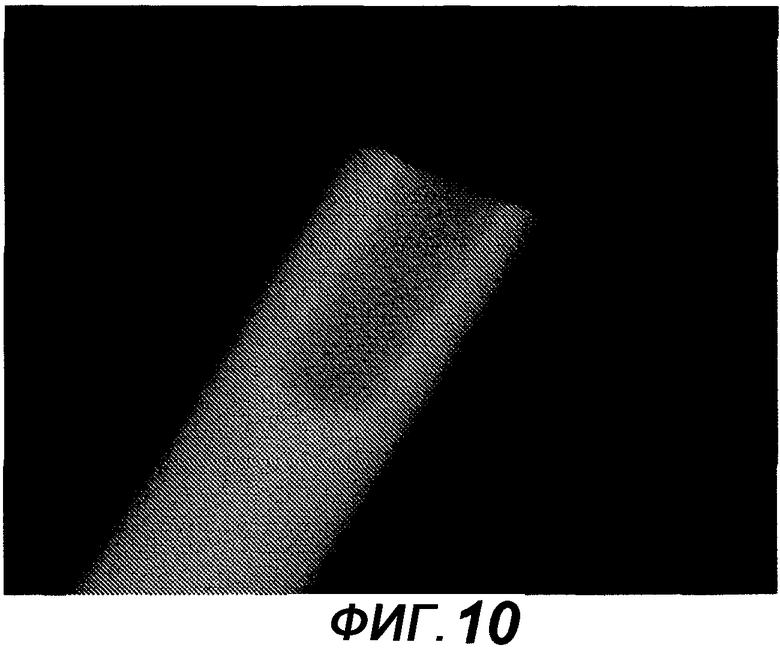
На фиг.10 показано перспективное рентгеновское изображение хирургической иглы с продольным отверстием, высверленным устройством механического сверления.
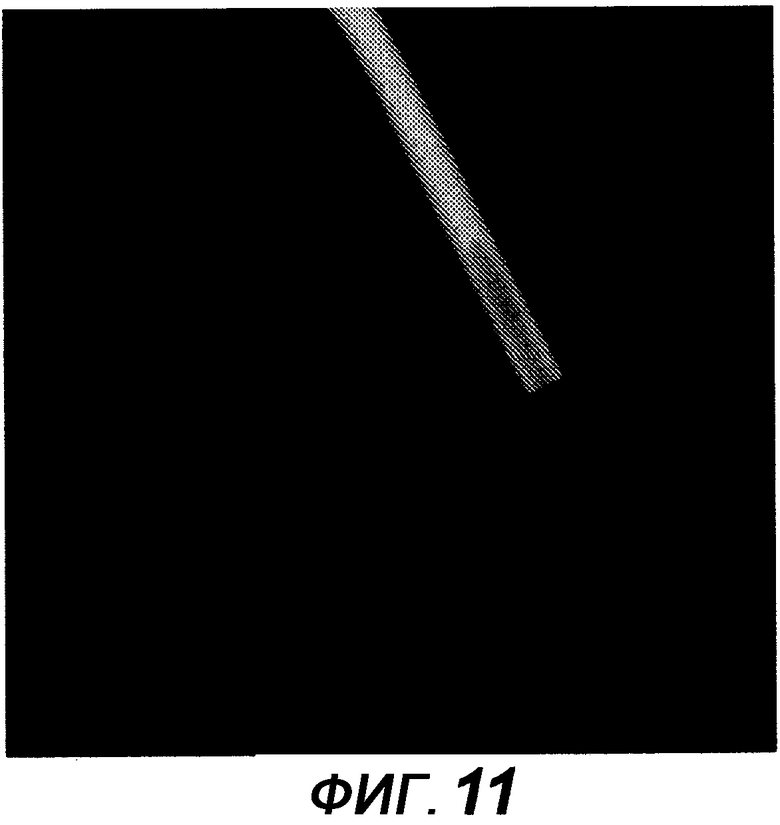
На фиг.11 показано перспективное рентгеновское изображение хирургической иглы с отверстием, высверленным устройством лазерного сверления.
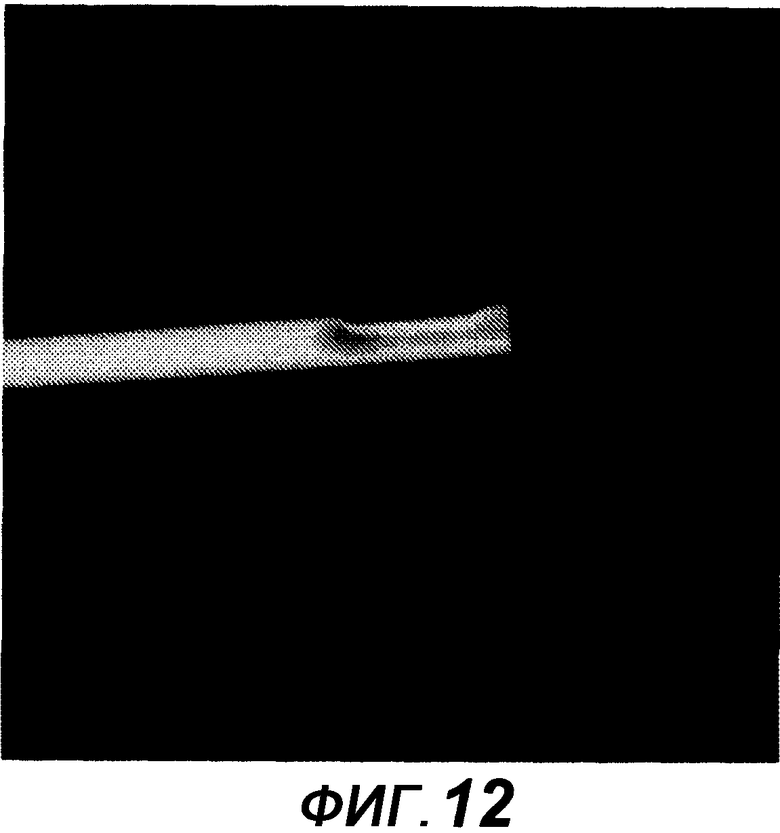
На фиг.12 показано рентгеновское изображение сплющенной иглы с лазерным продольным отверстием.
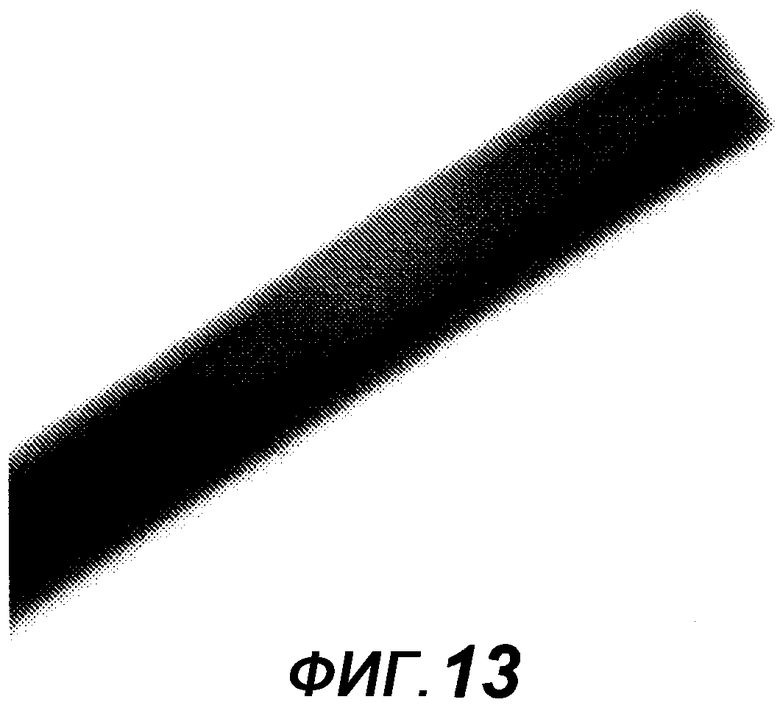
На фиг.13 показано рентгеновское изображение проксимального конца хирургической иглы с продольным лазерным отверстием, на которой виден возможный дефект в результате сквозного разрыва.
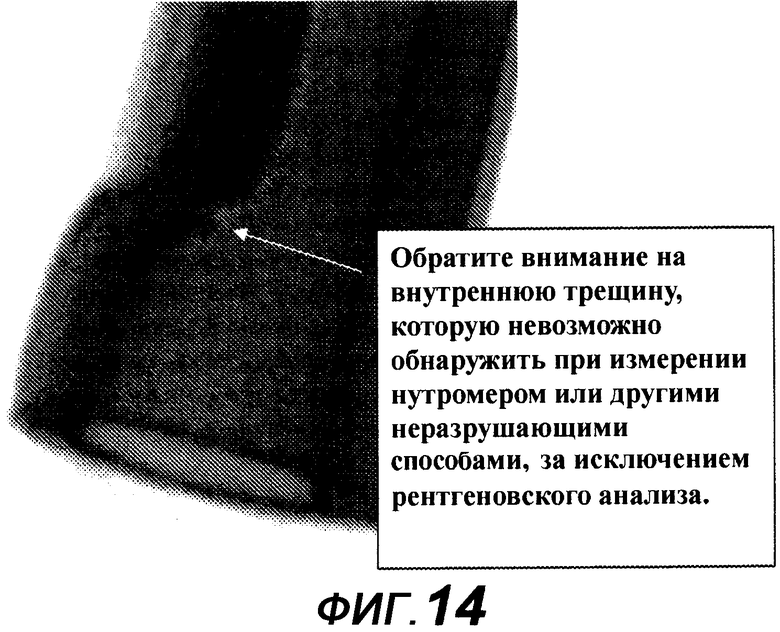
На фиг.14 показано перспективное рентгеновское изображение дистального конца лазерной хирургической иглы, которая была сжата и в которой видны внутренние трещины из-за сжатия.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
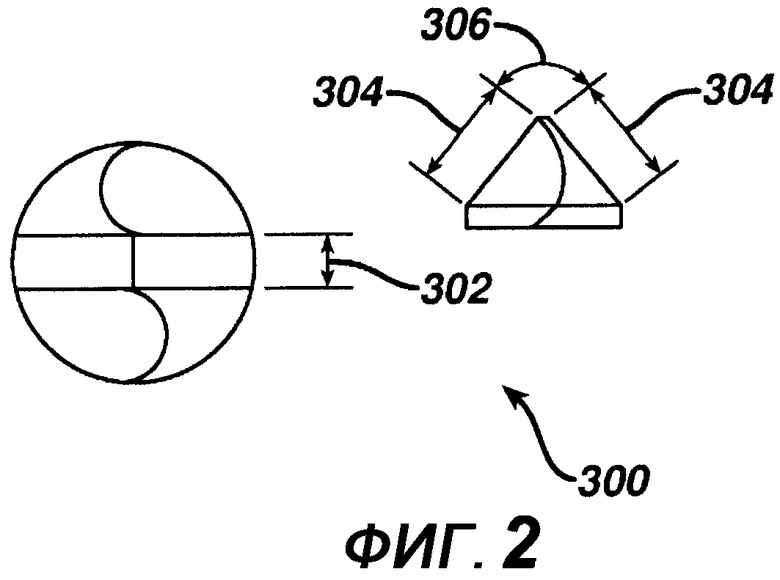
Термины «хирургическая игла» и «игла» в настоящем документе взаимозаменяемы. Специалистам в области производства хирургических игл известно, что диаметр лазерных отверстий не так постоянен, как диаметр отверстий после механического сверления. При механическом сверлении диаметр отверстия определяется сверлом, в то время как при лазерном сверлении он зависит от фокуса и энергии лазера, а также других его характеристик. При механическом сверлении геометрия сверла, особенно длина и симметрия желобка, является важным фактором, от которого зависит точность размеров отверстия. На фиг.2 показаны ключевые геометрические свойства механического сверла 300, включая ширину штыря 302, длину бороздки 304, угол профиля 306 и симметрию. Так как диаметр отверстия физически определяется размерами сверла, измерение диаметра отверстия в хирургической игле нутромером достаточно для контроля качества, так как сверление, теоретически и практически, обеспечивает постоянный диаметр отверстия на всю глубину. Измерение нутромером покажет такие несоответствия, как отклонение диаметра от требования спецификации или отклонение формы от круглой, вызванное, например, изогнутым или сломанным сверлом или изгибом иглы.
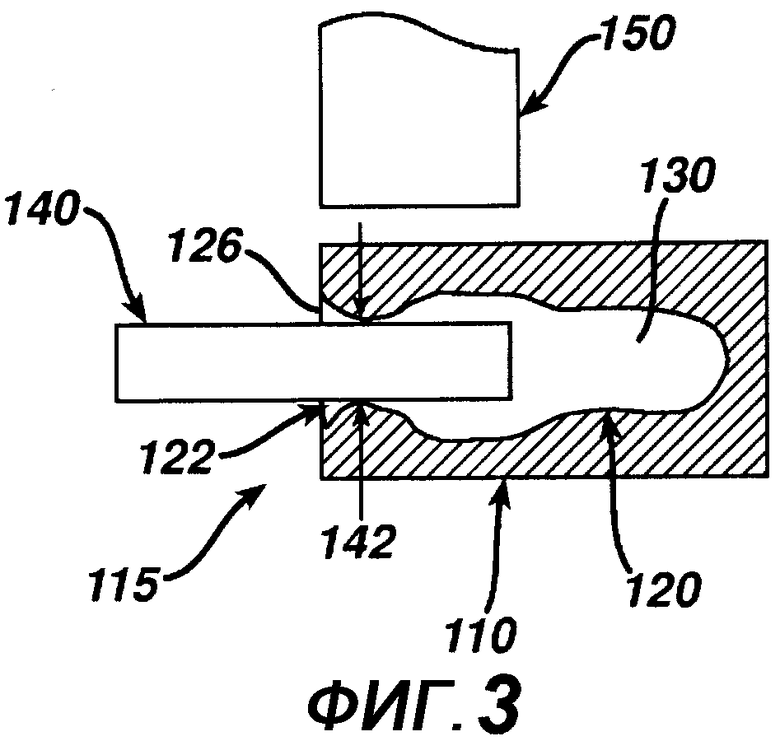
Как упоминалось выше, при лазерном сверлении критическими параметрами, определяющими постоянство диаметра и формы отверстий, являются фокус и энергия лазерного пучка излучения, а также другие параметры. Колебания диаметра препятствуют точному измерению диаметра и закреплению нити. Если диаметр непостоянен, измерение нутромером показывает только диаметр в наименьшей части, но не позволяет определить диаметр в самой широкой части отверстия. Следовательно, при измерении нутромером оценка диаметра отверстия в зоне обжима получается неточной (см. фиг.3). Как показано на фиг.3, проксимальный конец 115 хирургической иглы 110 имеет отверстие, высверленное устройством лазерного сверления, с наружным отверстием 122, концом 126 и полостью продолговатой формы 130. Диаметр полости 130 по всей длине неравномерен. Нутромер 140, вставленный в отверстие 120, измерит только минимальный диаметр 142 полости 140. На фигуре также показан фрагмент обжимного штампа 150.
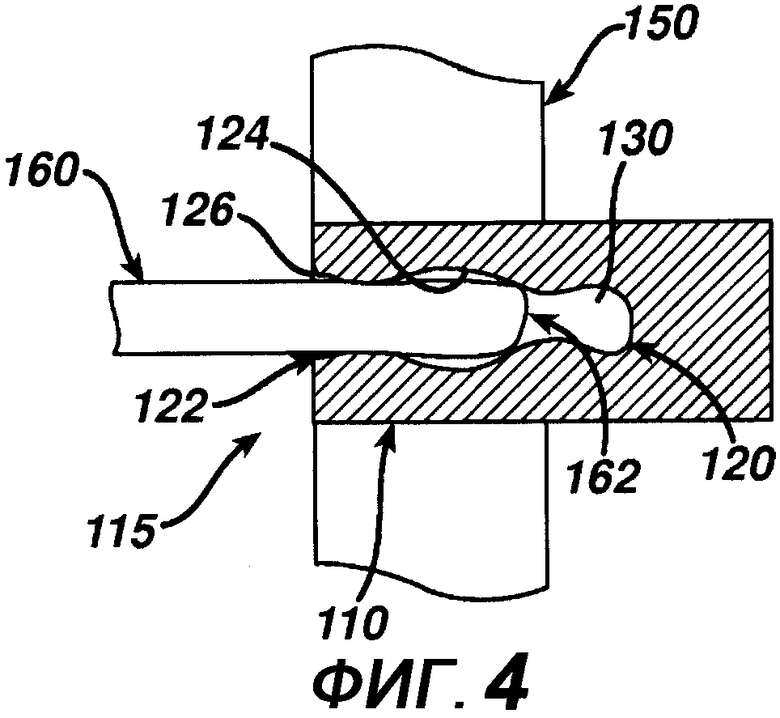
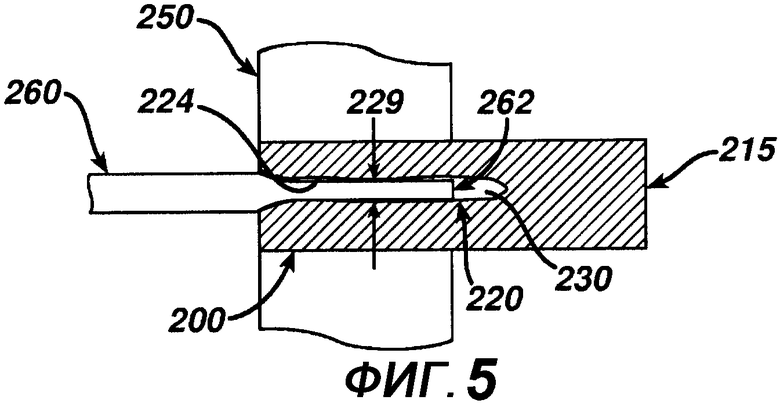
Проблемы с закреплением нити, связанные с колебаниями диаметра отверстия при лазерном сверлении (т.е. разным диаметром по продольной оси отверстия), связаны с природой процесса обжатия. Традиционно обжатие иглы основано на сдавливании материала на определенную величину, то есть обжимной штамп каждый раз приближается на одно и то же расстояние. Любое изменение диаметра нити, плотности нити, диаметра корпуса или отверстия влияют на прочность закрепления нити. Это показано на фиг.4. Как видно на фиг.4, у хирургической иглы есть проксимальный конец 115. Игла имеет отверстие 120, высверленное устройством лазерного сверления, с проксимальным краем 122, концом 126 и продолговатой полостью 130. Дистальный конец 162 нити 160 вставляется в полость 130 через отверстие 122. Части обжимного штампа 150 располагаются с каждой стороны от проксимального конца 115 иглы 110. Из-за неравномерной формы полости 130 конец 162 нити 160 невозможно вставить в полость 130 до конца. Это обусловлено неравномерностью формы лазерного продольного отверстия 120 по всей длине полости 130. При механическом обжатии частями обжимного штампа 150 стенки 124 продольного отверстия 120 не совместятся равномерно и не смогут сжать конец нити 162 по всей его длине, что может сказаться на силе удержания нити. На фиг.5 показана игла 200 с продольным отверстием 220, высверленным устройством механического сверления. Полость 230 отверстия 220 равномерна и имеет по существу постоянный диаметр 229. Дистальный конец 262 нити 260 полностью вставлен в продольное отверстие 220 и равномерно сдавливается стенками 224 при обжатии конца 215 иглы 200 частями обжимного штампа 250.
При возможности контроля диаметра лазерных отверстий с таким же постоянством, как диаметра отверстий после механического сверления, можно добиться значительной прочности закрепления нитей на отрыв. Наличие наплывов металла влияет на диаметр отверстия, высверленного устройством лазерного сверления. Наплывы образуются при застывании расплавленного материала в просвете отверстия, что приводит к изменению его формы. Наплывы, которые бывает сложно обнаружить, могут привести к занижению реального диаметра продольного отверстия при его измерении.
На фиг.6 показана фотография хирургической иглы с отверстием, высверленным устройством лазерного сверления, в разрезе. По этой фигуре очевидно, почему измерение нутромером неточно и неудобно, поскольку степень точности варьирует в зависимости от равномерности диаметра отверстия. Очевидны изгибы полости отверстия и непостоянство диаметра по всей длине полости, делающие способ измерения в процессе обработки с помощью нутромера бесполезным при лазерном формировании отверстий.
На фиг.7 показана игла в разрезе с наплывами металла в полости сформированного лазером отверстия, которые, как упоминалось выше, мешают оценке диаметра с помощью нутромера и могут привести к неправильному заключению о максимальных размерах полости. На фиг.7 также видно, что полость в игле имеет суженную часть сразу после наплывов, которые выступают в просвет от стенок. Эти наплывы могут привести к ложному заключению о максимальном диаметре полости и ее форме по всей длине. Отметьте, что эти дефекты можно увидеть, только разрезав иглу, то есть только при ее разрушении. Кроме того, для выявления таких дефектов разрез должен быть в правильной плоскости; при отклонении от нужной плоскости дефекты часто остаются незамеченными. За исключением измерения нутромером, которое может быть неточным и может привести к ложным заключениям, способов определения диаметра лазерных отверстий, их концентричности и однородности, не требующих разрушения изделия, не существует; однако новые способы настоящего изобретения дают возможность такого определения.
Учитывая, что такое непостоянство диаметра отверстия, высверленного устройством лазерного сверления, может привести к непостоянной силе закрепления нити (т.е. ее отрыву), система оценки, не требующая разрушения изделия, позволила бы «видеть» отверстие без разрушения иглы и, следовательно, определять ее пригодность для вставки нити или необходимость в изменении способа закрепления нити для компенсации вариабельности диаметра заранее.
Новые способы настоящего изобретения включают получение рентгеновских изображений и их анализ для оценки диаметра и профиля полостей в иглах.
На фиг.8 показана фотография проксимального конца хирургической иглы с лазерным продольным отверстием в разрезе. Видно, что в высверленном отверстии есть сквозной дефект, открывающийся на боковой стенке, что вызвано расплавлением стенки лазерным пучком излучения. Это нежелательно, так как создает косметический дефект, может снизить прочность стенки, приведя к разлому иглы, и создать острый край, способный травмировать ткани пациента. На фиг.9 показана фотография проксимального конца иглы с лазерным продольным отверстием в разрезе. На нем легко увидеть неравномерности диаметра отверстия по его длине; показан наибольший и наименьший диаметр.
На фиг.10, 11 и 12 показаны примеры рентгеновских изображений игл. На фиг.10 показан дистальный конец иглы с отверстием, высверленным устройством механического сверления. Видно, что полость однородна и имеет равномерную форму, в отличие от полости после лазерного сверления. На фиг.11 показано рентгеновское изображение проксимального конца хирургической иглы с лазерным отверстием. Четко видно сужение отверстия. Очевидно, что из-за этого сужения использовать всю длину полости невозможно, в то время как отверстие, высверленное устройством механического сверления, используется полностью (т.е. в нее можно вставить дистальный конец нити до конца).
На фиг.12 показано рентгеновское изображение сплющенной иглы с лазерным отверстием. На фигуре показана способность рентгеновского способа выявлять результаты процесса закрепления нити, что может оказаться невозможным другими неразрушающими способами.
Рентгеновский анализ также хорошо подходит для производственных условий. Он позволяет анализировать много изображений и получать информацию в реальном времени, поскольку для получения изображения для измерения размеров и профиля необходимо всего несколько миллисекунд; это зависит от апертуры рентгеновского пучка и скорости компьютера.
Одна определенная возможность заключается в сочетании оценки рентгеновских снимков с регулировкой лазера и подстройка его параметров в соответствии с результатами с целью оптимизации и сведения к минимуму вариабельности. Одна из особенно значительных перспектив рентгеновского анализа заключается в возможности характеризации игл/отверстий очень малых диаметров. Это иногда бывает недостижимо при использовании микромеров, особенно при высокой скорости. Рентгеновская система позволяет исследовать много игл одновременно, в то время как при измерении нутрометром их исследуют по одной. Кроме того, результаты измерения нутромером зависят от точности его диаметра, степени износа, концентричности (отсутствия изгибов от эксплуатации) и опыта контролера. Рентгеновский анализ устраняет все эти проблемы.
Кроме того, при использовании нутромера невозможно добиться сколько-нибудь значительной скорости контроля. Скорость исследования рентгеновским способом может быть любой, она определяется скоростью сканирования нескольких игл одновременно. Кроме того, рентгеновская система позволяет сразу архивировать результаты в электронном виде, что исключает ошибки при бумажной работе и экономит время, затрачиваемое на запись результатов измерения.
На фиг.13 показано рентгеновское изображение иглы с возможным сквозным дефектом. Видно, что полость отверстия, высверленного устройством лазерного сверления, смещена от центра, что привело к истончению стенки в месте, где полость почти подходит к ней. Такой дефект может привести к преждевременному разлому иглы в результате ослабления стенки.
На фиг.14 показано рентгеновское изображение иглы с продольным отверстием, на котором видна трещина и частичное отделение материала. Это может послужить источником проблемы, если трещина достигнет поверхности; это снизит прочность иглы и может привести к разлому в месте прикрепления нити и полному отделению нити от иглы.
Новые способы рентгеновского анализа, относящиеся к настоящему изобретению, позволяют анализировать отверстия в иглах в ходе автоматизированного производственного процесса. Они могут использоваться в процессах, включающих как механическое, так и лазерное сверление. Процессы анализа настоящего изобретения особенно предпочтительны в процессах лазерного сверления. Рентгеновские устройства или аппараты, которые могут использоваться в процессах настоящего изобретения, должны обладать следующими характеристиками. Рентгеновские аппараты должны иметь механизм перемещения и соответствующего расположения одной или большего числа игл с просверленными отверстиями между источником рентгеновского излучения и датчиком. Также аппараты должны обеспечивать возможность облучения иглы (игл) рентгеновскими пучками излучения, испускаемыми источником, и получения в цифровой форме рентгеновского изображения. Кроме того, аппараты должны обеспечивать возможность сравнения цифровых изображений с цифровым шаблоном или серией конкретных требований к размерам отверстий, а также генерировать содержащий нужную информацию сигнал о расположении частей, обеспечивающий возможность оценки полости иглы. Кроме того, устройства должны обеспечивать возможность эффективной обработки содержащего информацию сигнала для сортировки или другого способа идентификации отдельных игл для возможности их оценки, или специфических размеров полости, и/или модифицирования параметров лазера для получения отверстий, соответствующих конкретным требованиям. Рентгеновское устройство должно быть традиционным, имеющимся в продаже и подходящим для модификации для процессов настоящего изобретения, например рентгеновское устройство производства компании Envision Product Design, Анкоридж, Аляска.
Рентгеновское устройство, использующееся в процессах настоящего изобретения, должно обеспечивать получение в цифровой форме изображения просверленного отверстия с целью сравнения его размеров со стандартом. Это сравнение может производиться несколькими способами, включая следующий. Изображение, полученное с помощью рентгеновского устройства, пикселизируется. Пикселы изображения оцениваются на плотность. Эта плотность сравнивается с шаблонами, полученными путем подобной пикселизации. Поскольку размер пиксела - известная величина, система подсчитывает число пикселов в плотном участке, определенном по шаблону, и преобразует это число в линейную меру. Для случаев, когда полученное значение укладывается или не укладывается в установленные пределы, предусмотрена соответствующая индикация. Кроме того, результаты этих измерений можно отслеживать и делать статистические выводы на постоянной основе для оценки тенденций или статистического контроля. Кроме того, информация может наноситься на иглы или носитель с помощью краски, лазерной маркировки или другими известными способами для облегчения дальнейших операций. Таким образом, информация о каждой игле сохраняется в цифровой форме в виде идентификационных данных, что позволяет сохранять изображения в соответствии с идентификационными данными в компьютерной базе данных.
Предпочтительная рентгеновская система, которая может использоваться на практике в соответствии с настоящим изобретением, включает защищенный бокс, источник рентгеновского излучения 130 кВ, расположенный в верхней части бокса, КМОП-матрицу для получения изображений 10,2×10,2 см, расположенную на платформе регулируемой высоты под источником, четырехкоординатный манипулятор для расположения образца под источником и компьютерную рабочую станцию с программным обеспечением. Процесс получения изображения иглы начинается с расположения матрицы на требуемом расстоянии от источника рентгеновских лучей, закрепления иглы для исследования на пластине манипулятора и перемещения иглы в нужное положение в зависимости от ориентации и требуемого геометрического увеличения. Если предыдущая техника получения изображений не отработана, следующая стадия будет включать калибровку и получение серии снимков для определения оптимальной энергии фотонов (напряжения или кВ) и потока фотонов (тока генератора в мА). Оптимальные параметры кВ и мА будут уникальными для каждого материала иглы, толщины и геометрии съемки и будут подбираться для получения высочайшего контраста изображения из возможных. Если описанная выше техника получения изображений отработана, можно начать съемку после небольших модификаций, необходимых для нужной ориентации области интереса (ОИ) иглы. В целом съемка включает геометрическое увеличение, так как игла отдалена от матрицы и смещена в направлении рентгеновского источника. По мере перемещения иглы к источнику и от матрицы для получения изображения последнее становится крупнее, таким образом, получается увеличенное изображение иглы. Возможно увеличение до 15Х в зависимости от размера ОИ. Для получения рентгеновского изображения рентгеновский источник активируется, облучая иглу пучком рентгеновских фотонов, который проецируется на матрицу. Игла в центре пучка создает тень на матрице в соответствии с плотностью иглы, которая варьирует в зависимости от материала и геометрии или толщины. В матрице интенсивность рентгеновских лучей в зависимости от их ослабления преобразуется в электрические сигналы в диапазоне между насыщением и неизмеримой энергией рентгеновских лучей. Этот сигнал преобразуется в цифровую форму в 12-битном режиме, чему соответствует диапазон градаций серого от 0 до 4096 на ЖК-дисплее. Затем к изображению применяются определенные пределы и инструменты для выравнивания, чтобы выбрать самый узкий диапазон градаций серого, содержащий актуальные данные, с поправкой на максимальный контраст изображения в пределах области интереса. После получения изображения и его коррекции для лучшего просмотра можно провести анализ и интерпретацию данных в соответствии с требованиями оценки. Типичная оценка может включать анализ размеров определенных частей изображения с помощью инструментов, откалиброванных для анализа рентгеновского изображения.
Новые процессы настоящего изобретения для оценки высверленных продольных отверстий в хирургических иглах схематически показаны на фиг.1. Как показано на фиг.1, хирургические иглы 10 с лазерными отверстиями 30 в проксимальных концах 12 закрепляются на лентах 40 для перемещения игл между производственным оборудованием. Сначала закрепленные на ленте иглы 10 перемещаются к устройству лазерного сверления 50, в котором используется традиционный лазер, дающий луч с желаемой формой колебаний и параметрами, достаточными для получения отверстий 30 в проксимальном конце 20 хирургических игл 10. Эти параметры включают традиционные параметры, то есть точку фокуса, импульс и мощность. Затем лента 40 с иглами 10 движется к рентгеновскому устройству анализа 70. На рентгеновском устройстве 70 выполняют рентгеновский снимок каждой иглы и получают в цифровой форме изображение для анализа, включающее продольное отверстие 30 в дистальном конце иглы 12. Каждой игле на устройстве 70 присваивают цифровой идентификационный номер и результаты рентгеновского анализа передают на контроллер/процессор 90. Контроллер/процессор 90 - традиционный компьютер или процессор данных. Данные измерения каждой иглы 10 сохраняют контроллером/процессором 90 в блоке памяти 100 и анализируют для определения размеров продольного отверстия, включая продольную ориентацию, центр, максимальный и минимальный диаметр, максимальную и минимальную длину и максимальную и минимальную толщину стенки у продольного отверстия. Размеры оценивают в сравнении со стандартным шаблоном и отмечают отклонения. При необходимости характеристики каждой иглы и отклонения от стандарта используют для генерации сигнала 92, который посылается обратно к устройству лазерного сверления 50 к компьютеру, контролирующему устройство лазерного сверления для модифицирования параметров лазера, в том числе таких параметров, как форма колебаний, волны, импульс, энергия, мощность, точка фокуса и время, чтобы получить отверстия с минимальными отклонениями от указанных размеров. Кроме того, информацию, связанную с размерами отверстия, можно использовать для генерации сигнала 95, который отправляется на контроллер/процессор системы закрепления нити 110, например системы механического обжима, для вычисления и контроля давления и длительности сжатия при закреплении нити с целью оптимизации выхода и рабочих характеристик соединения игла-нить. Таким образом, у каждой иглы с просверленным продольным отверстием будет свой набор параметров присоединения нити, зависящий от параметров отверстия в этой игле. Если требуется, каждая игла маркируется уникальным идентификатором; это можно сделать традиционным способом, например путем лазерной гравировки или краскоструйной печати. По желанию в дополнение к идентификатору (например, штрихкоду) можно включить данные рентгеновского анализа каждой иглы, включая характеристики и отклонения от стандарта.
Хирургические иглы, которые можно обрабатывать новыми способами настоящего изобретения, включают традиционные хирургические иглы с углублениями для закрепления нити на конце, предпочтительно с высверленными продольными отверстиями на проксимальном конце. Хирургические иглы могут производиться из традиционных биосовместимых материалов и их эквивалентов, включая, без ограничений, мартенситную нержавеющую сталь (например, UNS 42000), аустенитную нержавеющую сталь (например, UNS 30200), мартенситно-стареющую нержавеющую сталь (например, UNS S45500, UNS 46910 и нержавеющую сталь марки ETHALLOY), а также сплавы тугоплавких металлов (например, вольфрама-рения), а также полимерные и композитные материалы. Иглы могут иметь размеры от 0,025 мм (1,0 мил) до 1,78 мм (70 мил), предпочтительно от _____ до приблизительно ____, и могут иметь длину в различных традиционных пределах. Новый процесс рентгеновского анализа и лазерного сверления, относящийся к настоящему изобретению, обладает множеством преимуществ и может найти разнообразное применение, включая следующее. Рентгеновский анализ может проводиться с той же скоростью, что и лазерное сверление, при высокоскоростном производственном процессе. Рентгеновский способ не требует разрушения изделий, следовательно, характеризуемые иглы могут использоваться в качестве готового продукта. Этот процесс позволяет обойтись без дорогостоящего и потенциально неточного измерения нутромером. Рентгеновские изображения можно преобразовать в цифровую форму, увеличивать и подробно исследовать на компьютере, что позволяет проводить реалистичные измерения и сохранять информацию о каждой произведенной игле. Система для рентгеновского анализа и процесс могут быть связаны с устройством лазерного сверления, чтобы данные измерения поступали на лазерное устройство для его тонкой настройки и модификации параметров лазерного пучка, то есть управления формой и соотношением размеров высверленного отверстия (глубины и диаметра) за счет модифицирования таких параметров, как фокус, время, энергия, импульс или положение. Процесс настоящего изобретения может совершенствоваться далее для улучшения качества путем маркировки каждой иглы или носителя иглы информацией о прохождении или непрохождении испытания или фактическими данными измерения в виде кода или фактических номеров с целью планирования на дальнейших стадиях процесса, а также уникальным цифровым идентификационным номером. Далее данные могут использоваться для контроля процесса закрепления нити в игле (например, путем традиционных процессов обжима) путем регулирования давления, длительности сжатия и силы сжатия. Это позволит оптимизировать выход и далее улучшить качество готового продукта, гарантировав прочность соединения иглы и нити.
Несмотря на то, что это изобретение было показано и описано с подробными его вариантами, специалистам в данной области будет понятно, что различные изменения по форме и деталям возможны без отхода от сущности и сферы применения изобретения.


Использование: для оценки формы и размеров отверстий хирургических игл посредством рентгеновской микроскопии. Сущность изобретения заключается в том, что направляют рентгеновский пучок излучения от генератора рентгеновского излучения на проксимальный конец хирургической иглы, содержащий высверленное лазером отверстие, получают в цифровой форме изображение проксимального конца иглы, включающее изображение отверстия, с помощью датчика, на который падает рентгеновское излучение, при этом проксимальный конец иглы располагается между генератором рентгеновского излучения и датчиком, и обрабатывают цифровое изображение для определения отклонения отверстия от стандартных размеров, установленных спецификацией. Технический результат: обеспечение возможности оценки просверленных отверстий в условиях высокоскоростного производства, подходящих для контроля лазерного сверления. 2 н. и 18 з.п. ф-лы, 14 ил.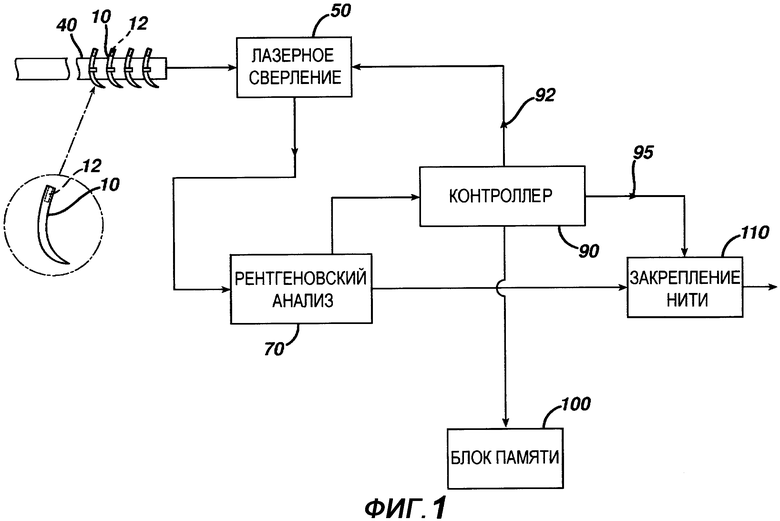
1. Способ характеризации высверленного лазером отверстия в хирургической игле, содержащий этапы, при которых:
направляют рентгеновский пучок излучения от генератора рентгеновского излучения на проксимальный конец хирургической иглы, содержащий высверленное лазером отверстие;
получают в цифровой форме изображение проксимального конца иглы, включающее изображение отверстия, с помощью датчика, на который падает рентгеновское излучение, при этом проксимальный конец иглы располагается между генератором рентгеновского излучения и датчиком; и
обрабатывают цифровое изображение для определения отклонения отверстия от стандартных размеров, установленных спецификацией.
2. Способ по п.1, в котором указанной игле присваивается уникальный цифровой идентификатор.
3. Способ по п.1, в котором указанное отклонение преобразовывается в сигнал, отправляемый в контроллер.
4. Способ по п.3, в котором контроллер вычисляет сигнал, отправляемый на устройство лазерного сверления, для модифицирования параметров лазера для управления размерами отверстия, просверленного устройством лазерного сверления.
5. Способ по п.3, в котором контроллер вычисляет сигнал для каждой идентифицированной иглы и отправляет его на устройство для обжима для управления параметрами устройства для обжима на основании результатов измерения размеров каждой характеризуемой иглы.
6. Способ по п.1, в котором цифровое изображение преобразуется в пиксельное изображение, которое сравнивается с пиксельным шаблоном.
7. Способ по п.6, в котором число пикселов на изображении подсчитывается и сравнивается с числом пикселов на шаблоне, а затем результат подсчета преобразуется в линейную величину.
8. Способ по п.1, в котором цифровое изображение сохраняется в базе данных.
9. Способ по п.1, в котором хирургическая игла изготовлена из нержавеющей стали.
10. Способ по п.1, в котором хирургическая игла изготовлена из системы тугоплавкого сплава.
11. Способ по п.10, в котором система тугоплавкого сплава содержит сплав вольфрама-рения.
12. Способ по п.1, в котором цифровой идентификатор и цифровое изображение помечаются на игле.
13. Способ по п.1, в котором игла имеет диаметр проволоки от приблизительно 0,15 мм (6 мил) до приблизительно 0,30 мм (12 мил).
14. Способ управления устройством для лазерного сверления в процессе высверливания отверстия в хирургической игле, содержащий этапы, при которых:
направляют рентгеновский пучок излучения от генератора рентгеновского излучения на проксимальный конец хирургической иглы, содержащий высверленное лазером отверстие;
получают в цифровой форме изображение проксимального конца иглы, включающее изображение отверстия, с помощью датчика, на который падает рентгеновский пучок излучения, при этом проксимальный конец иглы располагается между генератором рентгеновского излучения и датчиком;
обрабатывают цифровое изображение для определения отклонения отверстия от стандартных размеров, установленных спецификацией;
преобразуют указанное отклонение в сигнал, характеризующий отклонение, который передают в контроллер;
вычисляют сигнал управления лазером, основанный на сигнале, характеризующем отклонение, который отправляют на устройство лазерного сверления для модификации параметров лазерного пучка для управления размерами отверстия, которое высверливают устройством лазерного сверления.
15. Способ по п.14, в котором параметры лазерного пучка, которые модифицируются, выбирают из следующей группы параметров: мощность, фокус, точка фокуса, форма колебания, волны, импульс, энергия или их сочетаний.
16. Способ по п.14, в котором хирургическая игла изготовлена из нержавеющей стали.
17. Способ по п.14, в котором хирургическая игла изготовлена из системы тугоплавкого сплава.
18. Способ по п.17, в котором система тугоплавкого сплава содержит сплав вольфрама-рения.
19. Способ по п.14, в котором игла имеет диаметр проволоки от приблизительно 0,15 мм (6 мил) до приблизительно 0,30 мм (12 мил).
20. Способ по п.1, в котором генерируют сигнал на основании отклонения размеров от спецификации и направляют его на процессор, процессор проводит вычисления и отправляет выходной сигнал на устройство механического обжима для регулирования процесса обжима при закреплении нити в отверстии иглы на основании указанного отклонения от спецификации.
| US 4910377A, 20.03.1990 | |||
| US 6683276B2, 27.01.2004 | |||
| US 20010022296A1, 20.09.2001 | |||
| Калибр-пробка для контроля отверстий по иглам игольчатых подшипников без внутреннего кольца | 1961 |
|
SU148531A1 |
| Игла для прокалывания отверстий | 1947 |
|
SU78397A1 |

