Область применения изобретения
Область техники, к которой относится настоящее изобретение, - системы лазерного сверления, в частности системы лазерного сверления для изготовления медицинских устройств.
Предпосылки создания изобретения
Системы лазерного сверления отверстий в медицинских устройствах известны в области техники. Системы лазерного сверления часто используются для сверления глухих отверстий на проксимальных концах хирургических игл. Стандартные хирургические иглы обычно имеют конец для крепления хирургической шовной нити. Проксимальный конец может иметь канал или несквозное отверстие для вставки дистального конца хирургической шовной нити, который затем крепится к игле при помощи стандартных методов, таких как механический обжим, приклеивание, применение клеящих веществ и т. д. Предпочтительно используются иглы, имеющие несквозные просверленные отверстия вместо каналов. Иглы, имеющие несквозные просверленные отверстия, обычно обладают более равномерным профилем после крепления нити по сравнению с иглами, которые имеют канальный кончик для крепления. Также можно более точно подобрать диаметр иглы и диаметр нити. Этим достигается преимущество более плавного движения через ткани и меньшее ее натягивание, а также более узкий путь в тканях, что позволяет добиться лучших клинических результатов, таких как улучшение гомеостаза. С другой стороны, хирургические иглы с каналами отличаются дешевизной производства.
Несквозное отверстие обычно просверливается на проксимальном конце хирургической иглы при помощи стандартных способов, таких как механическое сверление или лазерное сверление. Несмотря на то что механическим сверлением можно добиться точного отверстия, имеющего равномерную конфигурацию, считается, что такой вид сверления имеет недостатки, связанные с его применением. Для механического сверления хирургических игл мелкого диаметра, например 0,15 мм, необходимы тонкие сверла. Такие сверла очень сложны в изготовлении и изнашиваются достаточно быстро в процессе высокоскоростного производства. Кроме того, из-за малых размеров проволоки игл и малых диаметров иглы прецизионное оборудование для механического сверления требует частого простоя для точной регулировки сверл. Системы лазерного сверления не имеют таких недостатков и обеспечивают высокоскоростное сверление без необходимости использования дорогих сверл. Кроме того, после первоначальной настройки системы требуется минимальное время простоя для регулировки. Другим преимуществом систем лазерного сверления является возможность простого переключения между сверлением игл, имеющих разный диаметр и длину отверстий.
Лазерные системы Nd-YAG, используемые для сверления глухих отверстий в хирургических иглах, раскрываются в патентах США № 6 252 195 и 6 683 276, которые включены в настоящий документ посредством ссылки. В этих патентах описываются системы лазерного сверления Nd-YAG (неодимовый лазер на алюмоиттриевом гранате) с диодной накачкой для хирургических игл. Осциллятор в этих системах имеет диодную накачку, так же как и усилители. Высокоскоростные процессы изготовления хирургических игл описаны в патентах США №№ 5 630 268, 5 644 834, 5 661 893, 5 701 656, 5 776 268, 5 913 875, 6 018 860 и 6 252 195, которые включены в настоящий документ посредством ссылки. В таких производственных процессах, где хирургическая игла изготавливается из мотка проволоки, начиная от заготовки для иглы и заканчивая готовой хирургической иглой, заготовки обычно крепятся к несущей ленте, затем лента и заготовка для иглы проходят через станции формования и обработки для получения готовой хирургической иглы.
Однако имеется несколько недостатков, связанных с лазерным сверлением хирургических игл при помощи традиционных лазерных систем. Для сверления отверстия нужного диаметра и глубины в такой детали, как проксимальный конец хирургической иглы, необходимо использовать луч достаточной мощности и качества. Кроме того, процесс лазерного сверления - это процесс ударного сверления, при котором лазерный луч разделяется на серию импульсов. Ударное сверление необходимо из-за того, что в процессе образуется расплавленный и испаряющийся металл, который выходит из отверстия во время сверления. Соответственно, глухие отверстия, просверленные лазером, не имеют идеальной симметричной конфигурации. Это может стать проблемой при креплении нити, особенно в высокоскоростных автоматических системах. Геометрия просверленного отверстия может измениться со временем и требовать частых и точных проверок качества, а также может потребоваться длительное время простоя для регулировки лазерной системы с целью получения отверстий в полном соответствии со спецификацией изготовления. Кроме того, изменения параметров лазерного луча могут стать причиной таких недостатков, как изменение формы. Изменение формы может повлиять на возможность механического обжима проксимального конца хирургической иглы для крепления конца хирургической шовной нити без повреждения металла (трещины) вокруг отверстия. Другим недостатком, который может быть связан с использованием систем лазерного сверления для хирургических игл, является невозможность быстро и просто просверлить ряд игл разного размера. В данный момент доступные системы обычно настраиваются на сверление узкого диапазона диаметров отверстия, т. е. малые отверстия, средние или крупные отверстия. Кроме того, известно, что для сверления приемлемых отверстий в иглах среднего и крупного диаметра обычно требуется наносить чернильное покрытие на проксимальный конец иглы. Это чернильное покрытие обеспечивает более эффективное поглощение энергии и захват луча. Обычно сверление игл среднего и крупного диаметра является сложной или невыполнимой задачей без нанесения чернильного покрытия, что также влияет на сложность и увеличение расходов на процесс изготовления.
В этой области техники имеется потребность в новых системах лазерного сверления, которые имели бы отличные рабочие показатели и минимальное время регулировки. Также имеется потребность в современных лазерных системах сверления для хирургических игл, которые имеют высококачественный луч, обеспечивающий высокое качество отверстий, просверленных лазером и предназначенных для крепления нити. Кроме того, имеется потребность в современных лазерных системах сверления для хирургических игл, которые могут точно сверлить проволоку для игл разного размера и которые можно быстро и просто отрегулировать для переключения между размерами.
Изложение сущности изобретения
Требуются современные системы лазерного сверления глухих отверстий в медицинских устройствах, таких как хирургические иглы. Лазерные системы имеют маломощный волоконный затравочный лазер Nd-YAG, который создает высококачественный луч. Луч от затравочного лазера направляется к электрооптическому модулятору, где он модулируется или разделяется на импульсы. Затем импульсный луч направляется по меньшей мере к одному усилителю для получения луча достаточной мощности для сверления отверстия в медицинском устройстве. Затем луч направляется на фокусирующую оптику для фокусировки луча таким образом, чтобы его можно было направить для сверления нужного отверстия в медицинском устройстве.
Другим аспектом настоящего изобретения является способ сверления отверстий в медицинском устройстве с использованием системы лазерного сверления, соответствующей настоящему изобретению.
Данные и другие аспекты и преимущества настоящего изобретения станут более понятными после изучения следующего описания и прилагаемых чертежей.
Краткое описание чертежей
ФИГ. 1 - это схема системы лазерного сверления, соответствующей настоящему изобретению.
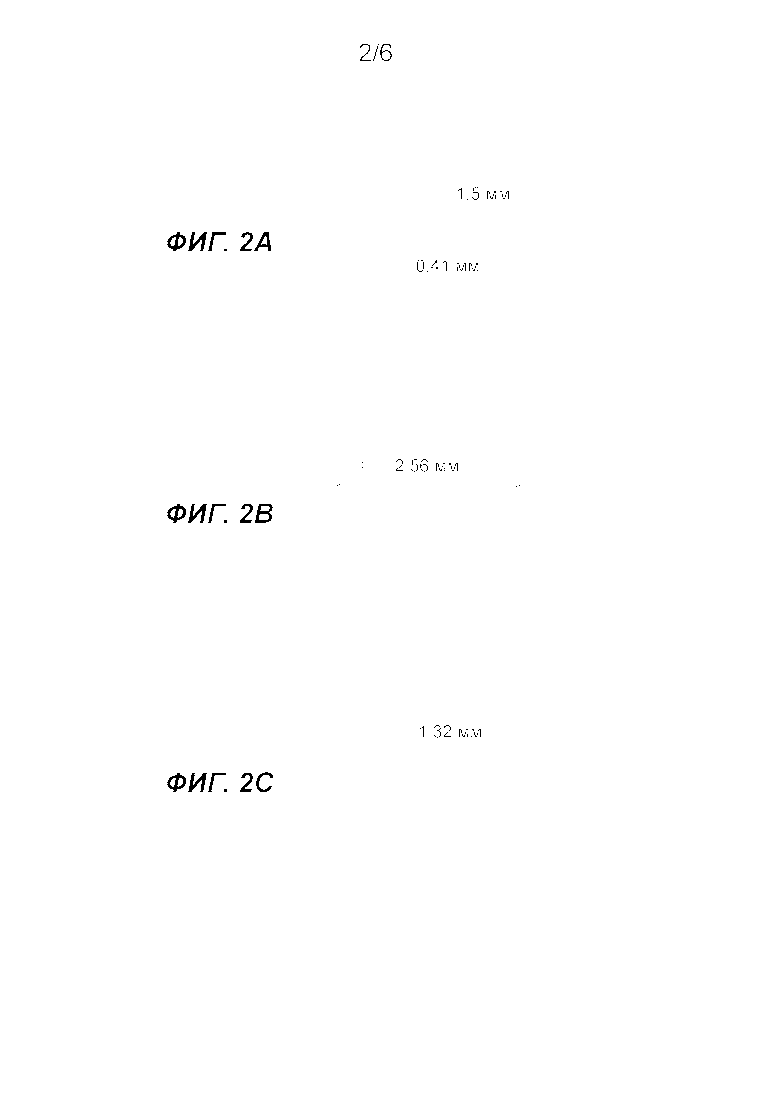
ФИГ. 2A-C - это фотографии поперечных сечений проксимальных концов просверленных хирургических игл с отверстиями, которые просверлены при помощи современной системы из настоящего изобретения.
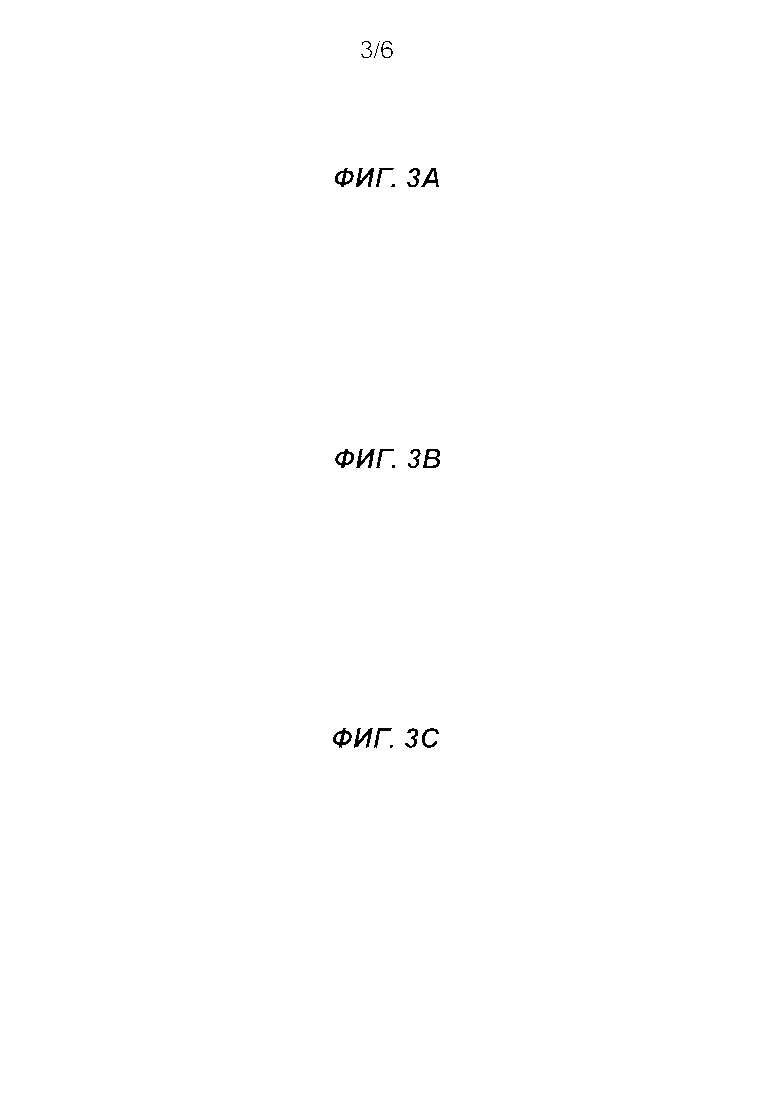
ФИГ. 3A-C - это фотографии поверхностей проксимальных концов хирургических игл, изображенных на ФИГ. 2A-C, с отверстиям разных диаметров.
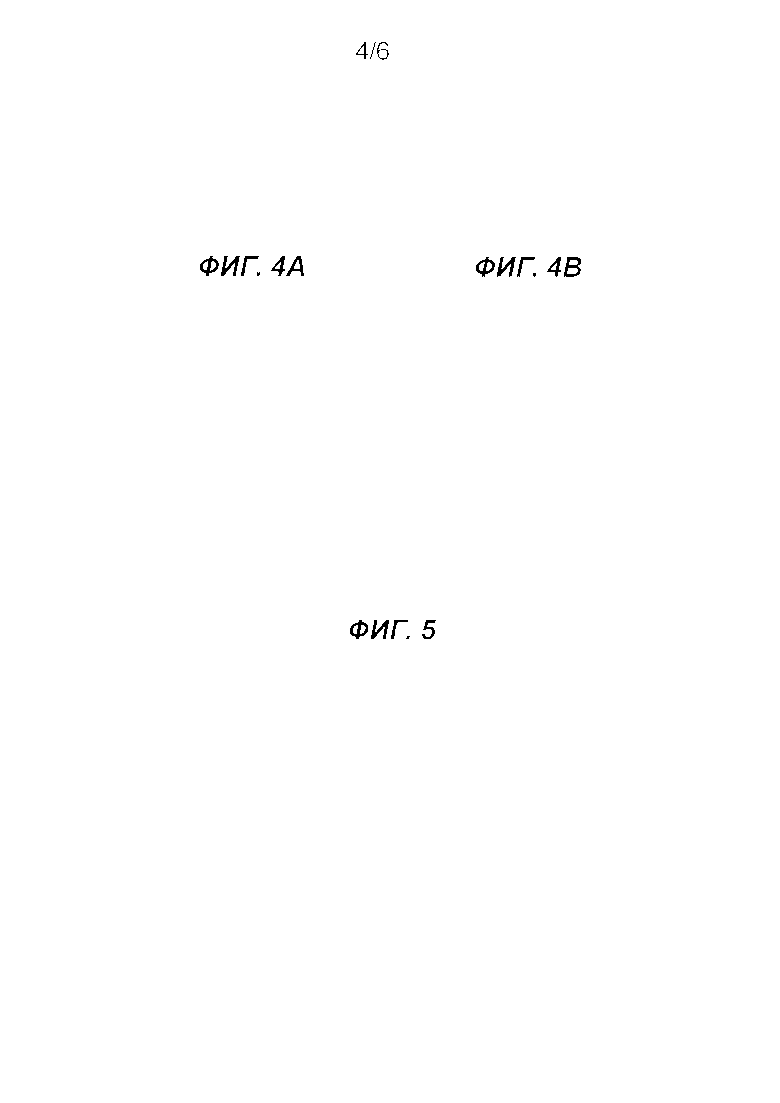
ФИГ. 4A и 4B - это фотографии проксимальных концов стандартных хирургических игл с отверстиями, просверленными при помощи лазерной системы известного уровня техники, где концы игл не покрываются чернилами перед сверлением.
ФИГ. 5 - это фотография проксимального конца стандартной хирургической иглы, чье отверстие было просверлено при помощи системы лазерного сверления, соответствующей настоящему изобретению, где конец иглы не был покрыт чернилами перед сверлением.
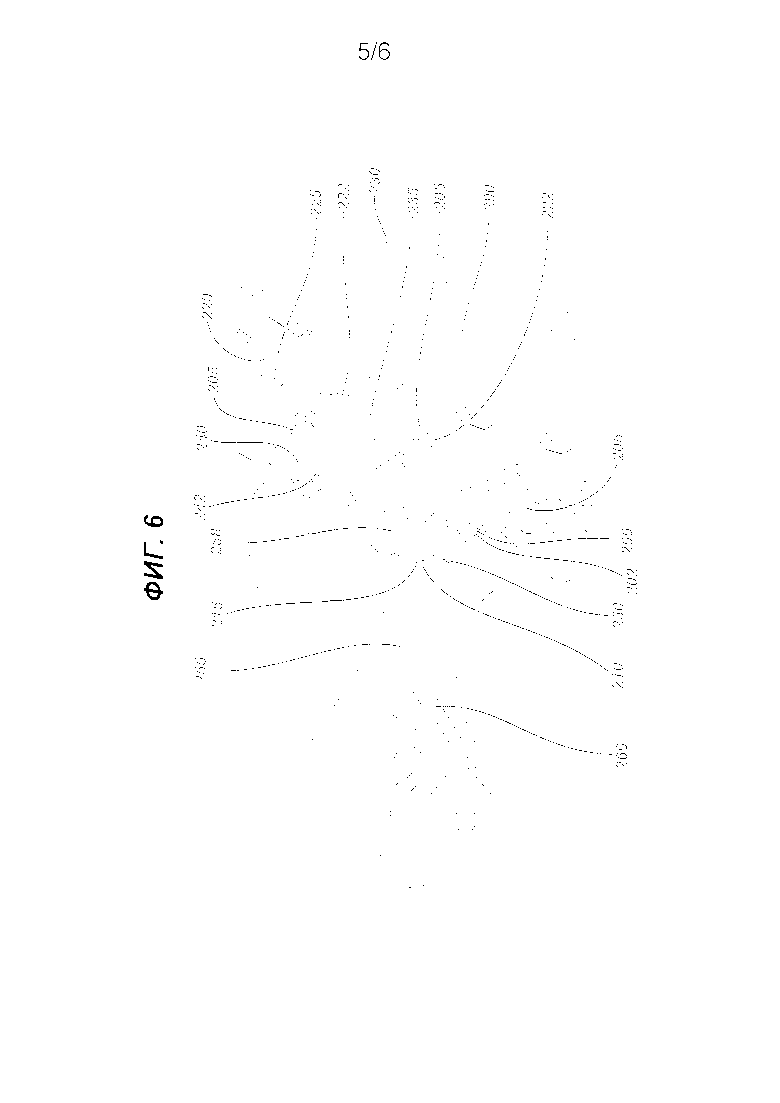
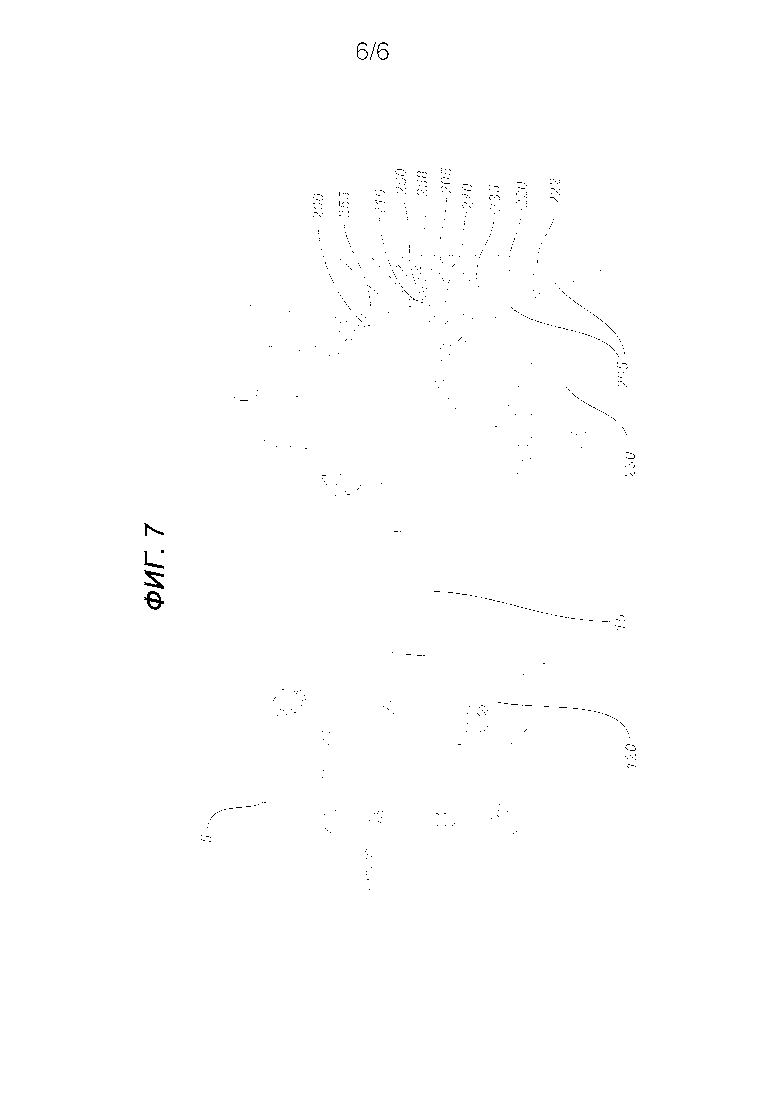
ФИГ. 6 - это вид в перспективе конца системы лазерного сверления, демонстрирующий фокусирующую оптику и крепление, в котором удерживаются иглы во время сверления, вместе со вспомогательным оборудованием для подачи материала.
ФИГ. 7 - это вид сбоку крепления на ФИГ. 6, демонстрирующий то, как игла удерживается в зажиме.
Подробное описание изобретения
В новых лазерных системах по настоящему изобретению используется затравочный лазер для получения высококачественного луча, который модулируется и усиливается для получения высококачественного импульсного высокомощного лазерного луча, пригодного для прецизионного ударного сверления. В частности, системы лазерного сверления, соответствующего настоящему изобретению, полезны при сверлении высококачественных глухих отверстий в медицинских устройствах, таких как хирургические иглы. Схема новой системы лазерного сверления 5 из настоящего изобретения изображена на ФИГ. 1. Затравочный волоконный лазерный генератор с накачкой диодами 10 создает и направляет маломощный высококачественный луч 15 на ослабитель лучей 20. Аттенюатор лучей 20 - это стандартное устройство, которое воздействует на луч 15 для уменьшения диаметра луча. Луч уменьшенного диаметра 15 после выхода из аттенюатора 20 направляется в модулятор 30. Модулятор 30 - это стандартное электронно-оптическое устройство (ячейка Поккельса), которое модулирует луч 15 в цепь волн с равными импульсами, что требуется для сверления отверстия ударным способом. Импульсный лазерный луч 15 затем направляется в расширитель лучей 40. Расширитель лучей 40 - это стандартное устройство, которое воздействует на луч 15 для увеличения его диаметра. Импульсный лазерный луч 15 затем направляется в изолятор Фарадея 50. Изолятор Фарадея 50 - это стандартное устройство, которое позволяет лучу 15 распространяться только в прямом направлении. После выхода из изолятора Фарадея 50 луч направляется в стандартное поворотное зеркало 60, которое направляет луч 15 в стандартное поворотное зеркало 70. Луч 15 затем направляется при помощи поворотного зеркала 70 на первый полупроводниковый усилитель 80. Полупроводниковый усилитель 80 - это стандартный усилитель, который предпочтительно имеет импульсную ламповую накачку, но также может иметь и диодную накачку при необходимости. Усилитель 80 воздействует на лазерный луч 15 путем увеличения его энергии. После выхода из усилителя 80 лазерный луч 15 направляется в изолятор Фарадея 90, который работает аналогично изолятору Фарадея 50. Луч 15 затем направляется в полупроводниковый усилитель 100, где луч 15 вновь усиливается до более высокого уровня энергии. Предпочтительно усилитель 100 аналогичным образом является стандартным усилителем с накачкой при помощи импульсной лампы, но также может иметь и диодную накачку при необходимости. После выхода из усилителя 100 луч 15 направляется в стандартный расширитель луча 110, где он расширяется. Затем луч 15 направляется в стандартное устройство для фокусировки луча 120, которое фокусирует луч на нужный диаметр. В этот момент луч имеет нужные и достаточно эффективные характеристики плотности мощности, ширины импульса, частоты импульса, количества импульсов, формы и пиковой мощности импульса. Луч 15 теперь направляется в точку на медицинском устройстве для сверления глухого отверстия. Предпочтительно медицинским устройством является хирургическая игла, и фокусированный луч 15 направляется на проксимальный конец хирургической иглы 130 для сверления глухого отверстия 140 с нужным диаметром, глубиной и габаритной равномерностью. Хотя это и не показано на схеме, но система может контролировать при помощи стандартного компьютера, который регулирует плотность мощности, ширину импульса, частоту импульса, количество импульсов, форму и пиковую мощность импульса и диаметр лазерного луча путем контроля отдельных компонентов на основании настроек, введенных оператором. При необходимости новые системы из настоящего изобретения могут использоваться для сверления отверстий других типов, кроме глухих, например сквозных отверстий.
Затравочные лазеры, которые могут использоваться с системами лазерного сверления из настоящего изобретения, - это стандартные затравочные лазерные генераторы Nd-YAG, которые имеются на рынке. Такие лазеры обычно используются в приборах для следующих целей: объединение когерентных лучей, системы обнаружения, датчики и лабораторное оборудование. Лазеры должны иметь следующие характеристики: одиночная частота, линейная поляризация и качество луча (M2<1,4). Пример затравочного лазера, используемого в системе лазерного сверления из настоящего изобретения, - это волоконный лазер YLR-50-1064-LP-SF от компании IPG Photonics, Оксфорд, Массачусетс 01540. Это иттербиевый волоконный лазер мощностью 50 Вт с длиной волны 1064 нм, одиночной частотной шириной линии 70 кГц и качеством луча M2=1,25. Затравочные лазеры должны иметь выход мощности около 10-50 ватт, ширину импульса около 1-3 мс и частоту около 2-3 Гц. Модуляторы лазерных лучей, используемые в системе лазерного сверления из настоящего изобретения, включают стандартные модуляторы, имеющие следующие характеристики: они имеют кристалл танталата лития. Стандартный модулятор, используемый на практике в настоящем изобретении, - это ConOptics (Danbury, CT), модель 360-80-02-DRY LTA, сухой элемент 2,7 мм. Расширители луча, используемые в системе лазерного сверления из настоящего изобретения, включают стандартные расширители лазерного луча, такие как MegaWatt Lasers Inc. (Hilton Head, SC). Расширители луча должны иметь следующие характеристики: регулируемое расширение до 6 раз. Изоляторы Фарадея, используемые в системе лазерного сверления, соответствующей настоящему изобретению, включают стандартные изоляторы Фарадея, доступные на рынке, такие как Electro-Optics Technology, Inc. (Траверс Сити, Мичиган), модель 8I1055-WP2. Изоляторы Фарадея должны иметь следующие характеристики: высокая мощность, диаметр 8 мм, длина волны 1064 нм, ориентация поляризации 90 градусов - 90 градусов. Поворотные зеркала, используемые в системе лазерного сверления из настоящего изобретения, включают стандартные лазерные поворотные зеркала, используемые в лазерных системах, включая зеркала от Edmund Optics (Баррингтон, шт. Нью-Йорк). Зеркала должны иметь следующие характеристики. Отражение 100 % для длины волны 1064 нм. Вышеуказанное описание относится к лазеру с длиной волны 1064 нм, однако также возможны и другие длины волн.
Усилители, применимые в системах лазерного сверления из настоящего изобретения, включают стандартные усилители со стержнями Nd-YAG, с диодной накачкой или накачкой при помощи импульсной лампы. Усилители могут предпочтительно иметь накачку от импульсной лампы, если важна их стоимость, а также из-за широкой доступности. Усилители должны иметь следующие характеристики. Стержень Nd-YAG с антиотражающим покрытием на обоих концах, например отражение на длине волны лазера 1064 нм. Примером предпочтительного стержня является стержень диаметром 6,35 мм. Усилители могут обычно иметь диапазон напряжения 350-750 вольт, ширину импульса от 200 до 700 мс и частоту от 2 до 3 Гц. Усилители, которые можно использовать и которые доступны на рынке, включают камеру накачки 6.35x150FS от MegaWatt Lasers, Inc., Хилтон Хед Айленд, Южная Каролина. Линзы для фокусировки луча, используемые в системах из настоящего изобретения, включают стандартные системы фокусировки линз, выпускающиеся следующими производителями: LASAG (теперь Rofin-Sinar, Плимут, Миннесота 48170), номер модели 24.0105 или аналогичные. Линзы для фокусировки луча должны иметь следующие характеристики: две линзы с защитой 30 мм.
Лазерные лучи, создаваемые системами лазерного сверления из настоящего изобретения, должны быть достаточно эффективными для сверления отверстий в хирургических иглах с хорошей габаритной согласованностью. Лазерные лучи должны иметь достаточную мощность, частоту импульса и ширину импульса для эффективного сверления глухих отверстий и других отверстий в медицинских устройствах, таких как хирургические иглы. Лазерные лучи должны иметь фокусированный диаметр от 0,05 до 0,45 мм, чаще от 0,1 до 0,4 мм и предпочтительно от 0,2 до 0,35 мм. Лазерные лучи должны иметь частоту импульса от 25 до 1000 кГц, чаще от 50 до 200 кГц и предпочтительно от 71 до 125 кГц. Пиковая мощность луча должна составлять от 5 до 80 кВт, чаще от 10 до 70 кВт и предпочтительно от 20 до 60 кВт. Средняя мощность луча должна составлять от 0,5 до 80 ватт. Далее приводятся определения средней и пиковой мощности. 1. Средняя мощность = энергия лазера Х частота лазера. 2. Пиковая мощность = энергия лазера, приходящаяся на импульс или на длительность импульса. Например, что касается средней мощности при энергии лазера 8 Дж и частоте импульсов лазера 3 раза в секунду, то она будет составлять 8х3=24 ватта. Что касается пиковой мощности, то при энергии лазера 0,8 Дж и длительности импульса 10 мкс она составляет 0,8/10-5=80 кВт. Ширина импульса луча должна составлять обычно от 0,1 до 2 мс, чаще от 0,5 до 2 мс и предпочтительно от 1 до 1,5 мс. Частота луча будет от 1 до 10 Гц, чаще от 2 до 10 Гц и предпочтительно от 6 до 10 Гц.
Лазерные системы, соответствующие настоящему изобретению, должны создавать высококачественные импульсные лазерные лучи со следующими характеристиками. Количество импульсов - от 5 до 30, чаще от 6 до 20, а предпочтительно от 7 до 15. Длительность импульса - от 3 до 30 мкс, чаще от 5 до 15 мкс, предпочтительно от 10 до 12 мкс в зависимости от размера отверстия и материала. Энергия, приходящаяся на импульс, - от 0,05 до 0,8 Дж, чаще от 0,1 до 0,7 Дж и предпочтительно от 0,2 до 0,6 Дж в зависимости от размера отверстия и материала.
Медицинские устройства, такие как хирургические иглы, просверливаются при помощи новых систем лазерного сверления следующим образом. На ФИГ. 6 и 7 частично показана система подачи материала, в которой хирургическая игла 200 крепится к стандартному креплению 250. Иглы 200 имеют проксимальный конец 210, дистальный конец 202 и хвостовую секцию 205. Крепление 250 имеет зажимной элемент 255 и пуансон 258, поэтому проксимальный конец 210 иглы 200 выровнен с устройством фокусировки луча 120, когда он зажат между зажимным элементом 255 и пуансоном 258. Когда игла 200 вставляется в крепление 250, хвостовая секция 205 отрезается от иглы 200 при помощи режущего пуансона 260 для получения проксимального конца 210, одновременно с этим игла 200 снимается с несущей ленты 220. Иглы 200 установлены на несущую ленту 220, которая имеет направляющие отверстия 225 и приводится в движение за счет привода индексации 230, имеющего радиально вступающие вставные пальцы 235 для вставки в направляющие отверстия 225. Иглы удерживаются в несущей ленте 220 при помощи стандартных лапок 222. Колесо 230 крутится по часовой стрелке в направлении стрелки 290. На одной оси с колесом 230 установлено вспомогательное колесо 240, которое имеет пазы 242 для вставки хвостовых секций 205 до их срезания с иглы 200 и после этого. Крепление 250 и устройство фокусировки 120 регулируются и располагаются таким образом, что лазерный луч 15 предпочтительно направляется в центр проксимального конца 210 иглы 200 для образования глухого отверстия 215, хотя не обязательно луч можно направить не в центр, а в любое другое место. Лазерная система 5 регулируется и настраивается следующим образом. Затравочный лазер 10 регулируется на 10-100 % мощности, предпочтительнее 100 % мощности, модулятор 30 настраивается на нужное эффективное количество импульсов, длительность импульса и частоту, а полупроводниковые усилители 80 и 100 регулируются на нужное и достаточно эффективное напряжение и ток, а также длительность работы для усиления луча 15 перед фокусировкой на игле. Мощность усилителя задается напряжением, током и длительностью. Лица, опытные в этой области техники, считают, что усилители будут выбираться на основе низкого усиления сигнала и насыщенности усиления. Низкое усиление сигнала составляет около 20-120 раз, чаще 100-кратное. Эти регулировки можно выполнить вручную при помощи электронных панелей каждого устройства, либо их можно выполнить при помощи программирования под контролем компьютера. После регулировки каждого компонента оператор включает пусковой выключатель. После этого блок перемещения иглы двигает каждую иглу в положение для сверления, как описано выше. Сервопривод отправляет сигнал на программируемый логический контроллер (ПЛК), который отправляет сигнал на генератор задержки импульса для запуска каждого устройства в лазерной системе. Затем испускается лазерный луч 15, который контактирует с проксимальным концом 210 каждой хирургической иглы 200 и высверливает глухое отверстие 215, обладающее нужным размером и характеристиками. Каждая просверленная и обрезанная игла 200 снимается с ленты 220 после сверления, и на ее место в креплении 250 перемещается следующая непросверленная игла 200 для обрезания и лазерного сверления отверстий 215.
Качество лазерного луча можно задать и измерить следующим образом. Когда чистый гауссов лазерный луч сфокусирован, ширина сфокусированного пятна задается выражением: d0=4λf/πD0,
где d0 - это идеальная ширина сфокусированного пятна, λ - это длина волны, f - это фокусная длина линзы, D0 - это ширина перетяжки луча (диаметр луча перед фокусировкой). Подстрочный индекс «0» обозначает идеальный гауссов луч.
Однако в случае фокусировки нарушенного или многомодового луча вышеуказанное уравнение превращается в следующее:
d=M2d0,
где M2 - это безразмерный параметр, определяющий качество луча; где d - это ширина сфокусированного пятна для действительного луча. Действительная ширина сфокусированного пятна на M2 больше, чем ожидается для чистого гауссова луча. Таким образом, удельная мощность луча на M4 меньше, чем для чистого гауссова луча.
В оригинальной системе, используемой в следующих примерах, применяется затравочный волоконный лазерный генератор с M2=1,25. Для всей оригинальной системы M2 находится в диапазоне от 3 до 6, хотя считается, что это значение может зависеть от характеристик системы лазерного сверления и отдельных компонентов. Реальные данные по M2 содержатся в примере 3.
Следующие примеры иллюстрируют принципы и способы осуществления настоящего изобретения, хотя не ограничиваются ими.
Пример 1
Отверстия, просверленные в хирургических иглах при помощи систем лазерного сверления, созданных в рамках настоящего изобретения
Стандартные хирургические иглы из нержавеющей стали с размером проволоки (диаметром) 0,66 мм были просверлены при помощи новой системы лазерного сверления, соответствующей настоящему изобретению, как описано в настоящем документе. Новая лазерная система смогла просверлить отверстия разного диаметра и глубины. Используемые параметры системы указаны в таблице 1.
Фотографии поперечных сечений проксимальных концов игл с просверленными отверстиями приведены на ФИГ. 2А-С. Фотографии вида сзади проксимальных концов игл с просверленными отверстиями приведены на ФИГ. 3А-С. Отверстия можно охарактеризовать как очень чистые отверстия без изменения формы или переплавки вокруг них глубиной от 1,32 до 2,56 мм. Кроме того, система смогла просверлить разные отверстия (малые, средние и крупные) с разным диаметром и глубиной.
Пример 2
Сравнение просверленных игл
Стандартные иглы из нержавеющей стали были просверлены при помощи стандартной системы лазерного сверления с накачкой при помощи импульсной лампы и новой системы сверления, соответствующей настоящему изобретению. Традиционная система включала следующие компоненты: полупроводниковый осциллятор NdYag с накачкой при помощи импульсной лампы, ячейку Поккельса и полупроводниковый усилитель с накачкой при помощи импульсной лампы. При использовании традиционной лазерной системы с накачкой при помощи импульсной лампы иглы были просверлены для сравнения случаев нанесения или ненанесения синих чернил на проксимальные кончики иглы, предназначенные для крепления нити. Идентичные хирургические иглы без чернильного покрытия были просверлены при помощи новой лазерной системы сверления, соответствующей настоящему изобретению. Все иглы имели размер проволоки 0,66 мм. Иглы были сделаны из сплава из нержавеющей стали Ethalloy™. Характеристики игл и лазера описаны в таблице 2.
Иглы, просверленные при помощи лазерной системы с накачкой при помощи импульсной лампы, как показано на фотографиях на ФИГ. 4А и 4В, имеют значительные переделки и переплавки в случае, если иглы сверлились без чернильного покрытия. Иглы, просверленные при помощи лазерной системы настоящего изобретения без нанесения чернильного покрытия, не имели изменения формы и переплавок, как показано на фотографии на ФИГ. 5.
Пример 3
Сравнение лазерных лучей по качеству луча
Значения M2 для традиционной системы лазерного сверления с накачкой при помощи импульсной лампы из примера 2 и лазерной системы сверления, соответствующей настоящему изобретению (пример 1), с затравочным лазером NdYAG сравнивались при помощи анализатора распространения луча Ophir-Spiricon M2-200s. Для системы с накачкой при помощи импульсной лампы из примера 2 измеренное значение M2 составило 8, а новая лазерная система настоящего изобретения имела значение M2, равное 2. Эти данные показывают, что лазерная система настоящего изобретения имеет качество лазерного луча, которое в 4 раза лучше качества луча традиционной лазерной системы.
Хотя настоящее изобретение показано и описано применительно к подробным вариантам его осуществления, специалистам в данной области будет понятно, что возможны различные изменения в его форме и деталях без отступления от сущности и объема заявленного изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕНТГЕНОВСКОЙ МИКРОСКОПИИ ДЛЯ ОЦЕНКИ ФОРМЫ ОТВЕРСТИЙ И РАЗМЕРОВ ХИРУРГИЧЕСКИХ ИГЛ | 2010 |
|
RU2525318C2 |
| ФЕМТОСЕКУНДНЫЙ ЛАЗЕР ВЫСОКОЙ МОЩНОСТИ С РЕГУЛИРУЕМОЙ ЧАСТОТОЙ ПОВТОРЕНИЯ | 2011 |
|
RU2589270C2 |
| ФЕМТОСЕКУНДНЫЙ ЛАЗЕР ВЫСОКОЙ МОЩНОСТИ С ЧАСТОТОЙ ПОВТОРЕНИЯ, РЕГУЛИРУЕМОЙ СОГЛАСНО СКОРОСТИ СКАНИРОВАНИЯ | 2011 |
|
RU2589268C2 |
| ФЕМТОСЕКУНДНЫЙ ЛАЗЕР ВЫСОКОЙ МОЩНОСТИ С ЧАСТОТОЙ ПОВТОРЕНИЯ, РЕГУЛИРУЕМОЙ СОГЛАСНО СКОРОСТИ СКАНИРОВАНИЯ | 2011 |
|
RU2686871C2 |
| УСТРОЙСТВО СВЕТОВОЙ ОБРАБОТКИ ТКАНИ | 2017 |
|
RU2727588C1 |
| СЛЭБ-ЛАЗЕР И УСИЛИТЕЛЬ И СПОСОБ ИСПОЛЬЗОВАНИЯ | 2013 |
|
RU2650807C9 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХИРУРГИЧЕСКОЙ ИГЛЫ БЕЗ УШКА | 2006 |
|
RU2407462C2 |
| ДВУХКАНАЛЬНАЯ ИМПУЛЬСНАЯ ТВЕРДОТЕЛЬНАЯ ЛАЗЕРНАЯ СИСТЕМА С ПЕРЕСТРОЙКОЙ ДЛИНЫ ВОЛНЫ ИЗЛУЧЕНИЯ | 2004 |
|
RU2264012C1 |
| RGB ЛАЗЕРНЫЙ ИСТОЧНИК ДЛЯ ОСВЕТИТЕЛЬНО-ПРОЕКЦИОННОЙ СИСТЕМЫ | 2015 |
|
RU2685064C2 |
| СПОСОБ МОДУЛИРОВАНИЯ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2177274C2 |

Изобретение относится к способу лазерного сверления отверстий в хирургической игле. Для сверления используют систему лазерного ударного сверления. Система содержит волоконный затравочный лазер для создания маломощного луча, модулятор для приема и пульсации луча, по меньшей мере один полупроводниковый NdYAG усилитель для приема и усиления импульсного луча и фокусирующую оптику для фокусировки импульсного луча из оптики на проксимальный конец хирургической иглы. Осуществляют ударное сверление отверстия в проксимальном конце хирургической иглы лучом с пиковой мощностью от 5 до 80 кВт. Величина M2 сфокусированного импульсного луча составляет от приблизительно 2 до приблизительно 6, при этом длительность импульса сфокусированного импульсного луча составляет от приблизительно 3 до приблизительно 30 мкс. Технический результат состоит в получении лазерного луча высокого качества, который модулируется и усиливается и который имеет точность, необходимую для создания точных просверленных отверстий. 8 з.п. ф-лы, 7 ил., 3 пр., 2 табл.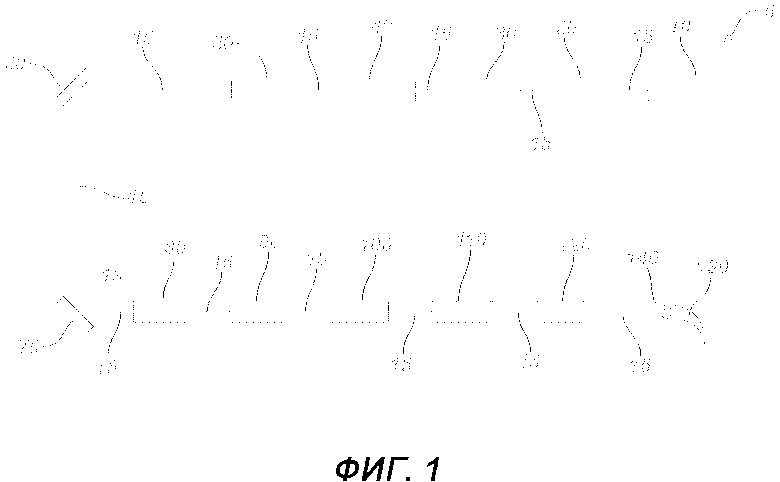
1. Способ лазерного сверления отверстий в хирургической игле, содержащий:
a) обеспечение системы лазерного ударного сверления, содержащей:
волоконный затравочный лазер, создающий маломощный луч;
модулятор для приема и пульсации луча;
по меньшей мере один полупроводниковый NdYAG усилитель для приема и усиления импульсного луча, причем луч имеет пиковую мощность от 5 до 80 кВт;
фокусирующую оптику;
b) фокусировку импульсного луча из оптики на проксимальный конец хирургической иглы;
c) ударное сверление отверстия в проксимальном конце хирургической иглы, при этом величина M2 сфокусированного импульсного луча составляет от приблизительно 2 до приблизительно 6, при этом длительность импульса сфокусированного импульсного луча составляет от приблизительно 3 до приблизительно 30 мкс.
2. Способ по п. 1, в котором система сверления дополнительно содержит второй усилитель.
3. Способ по п. 1, в котором лазерная система содержит среднюю мощность луча от 0,5 до 80 кВт.
4. Способ по п. 1, в котором усилитель содержит накачку от импульсной лампы.
5. Способ по п. 2, в котором второй усилитель содержит накачку от импульсной лампы.
6. Способ по п. 1, в котором усилитель содержит диодную накачку.
7. Способ по п. 2, в котором второй усилитель содержит диодную накачку.
8. Способ по п. 1, в котором дополнительно используют процессор для контроля системы и луча.
9. Способ по п. 1, в котором отверстие выполняют в виде несквозного отверстия.
| US2003111448A1, 19.06.2003 | |||
| US6252195B1, 26.06.2001 | |||
| US2004134894A1, 15.07.2004 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ХИРУРГИЧЕСКОЙ ИГЛЫ БЕЗ УШКА | 2006 |
|
RU2407462C2 |
| СПОСОБ ПРОШИВКИ ПРЕЦИЗИОННЫХ ОТВЕРСТИЙ ЛАЗЕРНЫМ ИЗЛУЧЕНИЕМ | 2000 |
|
RU2192341C2 |

