Область техники
Настоящее изобретение относится к созданию способа изготовления хирургической иглы для использования в медицине, а более конкретно к созданию способа изготовления тонкой хирургической иглы без ушка, имеющей диаметр иглы меньше чем 150 мкм.
Известный уровень техники
В хирургической игле без ушка отверстие заданной глубины образуют в торцевой поверхности стороны основания вдоль оси, и конец лигатуры вводят в это отверстие и закрепляют за счет его зачеканивания в хирургической игле.
Что касается способов получения отверстия в хирургической игле без ушка, то обычно используют такие способы, как сверление, формирование за счет электрического разряда и формирование при помощи лазерного луча.
В случае сверления и формирования за счет электрического разряда используют сверло и коронирующий электрод, которые имеют такой же диаметр, что и диаметр отверстия. Следовательно, если диаметр иглы уменьшен, то необходимо уменьшать диаметр сверла и диаметр электрода в соответствии с диаметром иглы. В случае небольшого диаметра иглы, равного или меньше чем 0.3 мм, требуется использовать сверло и электрод с диаметром, меньше чем диаметр иглы, и их изготовление становится затруднительным.
С другой стороны, в случае обработки лазерным лучом, нет необходимости в использовании сверла и электрода, и могут быть образованы чрезвычайно малые отверстия. При этом способе обработки участок материала иглы, в котором образуют отверстие, мгновенно нагревается энергией лазерного луча и испаряется, в результате чего образуется отверстие.
Однако образование отверстия в хирургической игле без ушка, а в особенности образование отверстия в хирургической игле без ушка, имеющей чрезвычайно малый диаметр иглы, составляющий меньше чем 150 мкм, связано с дополнительными проблемами, по сравнению с обычной обработкой лазерным лучом.
Например, когда образуют отверстие с диаметром 60 мкм в заготовке иглы, имеющей диаметр 100 мкм, толщина стенки отверстия составляет всего только 20 мкм. Требуемая глубина отверстия в 8-15 раз превышает диаметр отверстия. Таким образом, когда диаметр отверстия составляет 60 мкм, глубина отверстия составляет от 480 до 900 мкм. Просверленное отверстие должно быть глухим и должно иметь только вход на торцевой поверхности.
Таким образом, когда отверстие образуют в хирургической игле, имеющей диаметр иглы меньше чем 150 мкм, чрезвычайно трудно сохранить постоянными диаметр, глубину и форму отверстия, причем хирургические иглы большего размера не производятся другими изготовителями, или часть иглы с отверстием является удлиненной и уплощенной, и ее зачеканивают для намотки лигатуры. Однако, в соответствии с этим способом, так как зачеканенная часть является длинной и ступенчатой, и, кроме того, зачеканивание производят с силой, то образуется открытая линия (разрыв) между зачеканенным участком заготовки иглы, в котором закреплена лигатура, и передним участком, причем эта линия разрыва может вызывать повреждение тканей тела пациента. В случае обработки лазерным лучом материал, испаряемый лазерным лучом, должен рассеиваться (диспергировать) вне отверстия. Однако иногда возникает так называемый феномен распыления (разбрызгивания), при котором не рассеянный материал прилипает к внутренней стенке отверстия и застывает, причем застывший материал заполняет отверстие и затрудняет введение в него лигатуры.
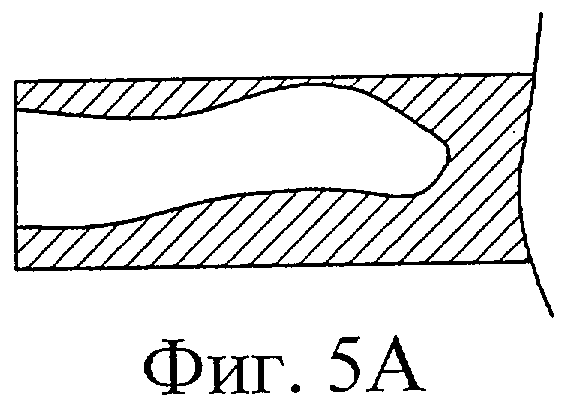
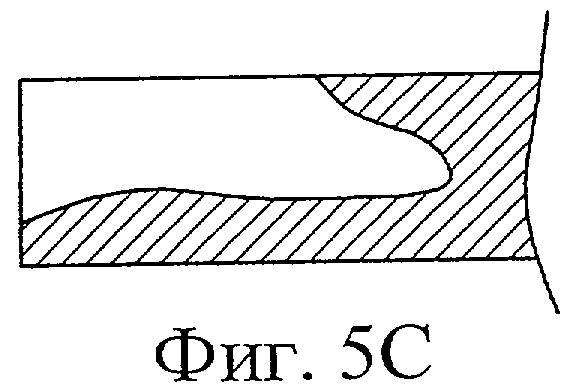
На фиг.5А, В и С приведены примеры образования дефектного отверстия, причем на фиг.5А показан пример искривления отверстия, на фиг.5В показан пример отверстия с проколом его боковой стенки, а на фиг.5С показан пример отверстия с разрывом боковой стенки. В случае искривления отверстия в соответствии с фиг.5А лигатура не может быть введена во внутреннюю часть отверстия, так что лигатура достаточной длины не может быть закреплена зачеканиванием. Более того, имеется участок отверстия с тонкой стенкой, который может разорваться до использования. В случае отверстия фиг.5В боковая часть отверстия расплавилась и образовался прокол, а в случае отверстия фиг.5С боковая часть отверстия расплавилась и образовался разрыв от входа до внутренней части отверстия. В случае фиг.5В и 5С шовная нить не может быть закреплена зачеканиванием. Так как лигатура выступает сбоку наружу из зачеканенного отверстия, даже если и удалось закрепить лигатуру зачеканиванием, то лигатура не может гладко проходить через ткани тела пациента. Далее приведены причины, по которым образуются такие дефектные отверстия.
Когда диаметр отверстия является большим по сравнению с диаметром иглы, стенка отверстия с одной стороны может становиться тоньше, чем с другой стороны, даже если центр отверстия незначительно сдвигается относительно центра заготовки иглы. При облучении лазерным лучом температура тонкой стенки быстро возрастает, и материал в этом месте быстро расплавляется, а это приводит к тому, что происходит искривление отверстия, прокол или разрыв более тонкой боковой стенки отверстия и т.п.
Когда диаметр иглы уменьшается, то при сохранении прежнего диаметра отверстия боковая стенка отверстия становится тоньше и возрастает вероятность появления описанных выше дефектов. Когда диаметр иглы становится слишком малым, даже один импульс облучения лазерным лучом может быть чрезмерным и может приводить к расплавлению материала всей торцевой части заготовки.
С учетом изложенных выше соображений, в патентном документе JP.А. 1988-140789 предложен способ поддержания постоянными диаметра, глубины и формы отверстия. В этом способе для образования отверстия используют электрический затвор, который открывают и закрывают при помощи электрических сигналов, причем указанный затвор установлен между лазерным генератором и концевой частью основания хирургической иглы, причем затвор позволяет отрезать возрастающий краевой участок (передний фронт) и падающий краевой участок (задний фронт) лазерного импульса, и передавать только стабильную среднюю часть лазерного импульса. В соответствии с этим способом энергия лазерного луча, которой облучают концевой участок основания хирургической иглы, может поддерживаться постоянной, так как используют только стабильный участок лазерного импульса. В результате обеспечивается формирование отверстия без искривления, без прокола боковой стенки отверстия и без разрыва боковой стенки отверстия, в хирургической игле без ушка, имеющей диаметр иглы около 300 мкм. Более того, исключается также закупоривание отверстия за счет брызг расплавленного материала.
Однако, когда диаметр иглы становится меньше, чем 150 мкм, не удается образовать удовлетворительное отверстие по способу с использованием электрического затвора, описанному в указанном выше патентном документе. Это вызвано тем, что толщина стенки отверстия становится меньше при уменьшении диаметра иглы, при этом снижается теплоемкость. Так как теплоемкость в области стенки отверстия снижается, возникает тенденция прокола и разрыва боковой стенки отверстия за счет ее расплавления при образовании отверстия, а также тенденция закупоривания отверстия за счет брызг расплавленного металла. Таким образом, не удается образовать отверстие хорошего качества с использованием только стабильного участка лазерного импульса, как это предложено в указанном патентном документе.
Если оптическая ось лазерного луча не совпадает с центром торцевой поверхности материала иглы, то, как уже было упомянуто здесь выше, стенка отверстия расплавляется за счет децентровки, что приводит к проколу боковой стенки отверстия. Поэтому обработку лазерным лучом производят после установки торцевой поверхности заготовки иглы в заданное положение с использованием микроскопа, работающего в видимой области спектра. Однако стабильность энергии лазерного луча ухудшается, когда оптический элемент устанавливают в оптическом тракте технологического лазерного луча.
В соответствии с патентным документом JP.A. 1988-171235 стабилизируют мощность лазерного луча за счет использования конфигурации, в которой заготовку иглы устанавливают с одной стороны лазерного генератора, а генератор видимого лазерного излучения устанавливают с другой стороны лазерного генератора, причем дополнительный оптический элемент не устанавливают в оптическом тракте технологического лазерного луча.
Краткое изложение изобретения
С учетом изложенных выше соображений задачей настоящего изобретения является создание способа изготовления иглы без ушка, при помощи которого отверстие удовлетворительного качества может быть образовано в торцевой поверхности тонкой хирургической иглы, имеющей диаметр иглы меньше чем 150 мкм.
Для решения указанной задачи в соответствии с первым аспектом настоящего изобретения предлагается способ изготовления иглы без ушка при помощи формирования отверстия для введения и закрепления одного конца лигатуры, за счет ее зачеканивания в торцевой поверхности хирургической иглы без ушка, изготовленной из нержавеющей стали, при котором отверстие образуют за счет облучения торцевой поверхности заготовки иглы, диаметр которой больше на величину от 6 до 20 мкм, чем желательный диаметр хирургической иглы, составляющий меньше чем 150 мкм, при помощи одного импульса («выстрела») лазерного луча, после чего удаляют участок, диаметр которого больше (толще), чем желательный диаметр иглы.
Способ удаления более толстого участка не имеет конкретных ограничений, причем для этого может быть использована отделка в галтовочном барабане. Однако применение электролитического полирования или химического полирования является предпочтительным.
В соответствии со вторым аспектом настоящего изобретения предлагается способ изготовления иглы без ушка при помощи формирования отверстия для введения и закрепления одного конца лигатуры зачеканиванием в торцевой поверхности хирургической иглы без ушка, изготовленной из нержавеющей стали, при котором отверстие образуют за счет облучения торцевой поверхности заготовки иглы, имеющей желательный диаметр иглы меньше чем 150 мкм, при помощи одного импульса лазерного луча, имеющего полную длительность импульса, равную или меньше чем 35 мкс.
В соответствии с третьим аспектом настоящего изобретения предлагается способ изготовления иглы без ушка при помощи формирования отверстия для введения и закрепления одного конца лигатуры зачеканиванием в торцевой поверхности хирургической иглы без ушка, изготовленной из нержавеющей стали, при котором отверстие образуют за счет облучения торцевой поверхности заготовки иглы, имеющей желательный диаметр иглы меньше чем 150 мкм, лазерным лучом, образованным множеством импульсов короткой длительности.
В способе в соответствии с первым аспектом настоящего изобретения осуществляют следующие операции.
Один импульс лазерного луча излучают из лазера. Лазерный луч преобразуют в лазерный луч, имеющий желательную длительность импульса при помощи электрического затвора, и облучают им торцевую поверхность заготовки иглы, имеющей диаметр на 6-20 мкм больше, чем желательный диаметр иглы, составляющий меньше чем 150 мкм. Участок заготовки иглы, облученный лазерным лучом, мгновенно достигает высокой температуры и испаряется, в результате чего образуется отверстие желательного диаметра и глубины. Так как отверстие образовано в материале иглы, который толще на фиксированную величину, чем желательный диаметр иглы, теплоемкость является достаточной и не происходит изгибания отверстия или прокола боковой стенки отверстия. После этого наружную сторону полируют при помощи химического полирования или электролитического полирования, чтобы получить хирургическую иглу без ушка, имеющую желательный диаметр иглы. Хорошие результаты после полирования могут быть получены в том случае, если предусмотреть припуск для полирования, составляющий от 6 до 20 мкм, то есть если увеличить желательный диаметр иглы на эту величину.
В способе в соответствии со вторым аспектом настоящего изобретения осуществляют следующие операции.
Один импульс лазерного луча излучают из лазера. Лазерный луч при помощи электрического затвора преобразуют в лазерный луч, имеющий полную длительность импульса, равную или меньше чем 35 мкс, в результате чего получают желательный лазерный луч и облучают им торцевую поверхность заготовки иглы. Участок заготовки иглы, облученный лазерным лучом, мгновенно достигает высокой температуры и испаряется. Так как облучение лазерным лучом происходит во время длительности короткого импульса, равной или меньше чем 35 мкс, образуется отверстие желательного диаметра и глубины, без прокола боковой стенки отверстия или изгибания отверстия.
В способе в соответствии с третьим аспектом настоящего изобретения осуществляют следующие операции.
Один импульс («выстрел») лазерного луча излучают из лазера. Лазерный луч при помощи электрического затвора преобразуют в лазерный луч, имеющий импульсы короткой длительности, и облучают ими торцевую поверхность материала иглы. Торцевая поверхность иглы расплавляется первым или вторым коротким импульсом и поверхность становится ровной, а отверстие образуют при помощи последующих коротких импульсов.
В соответствии с настоящим изобретением может быть стабильно образовано отверстие, имеющее желательный диаметр и глубину, в хирургической игле с толщиной, равной или меньшей чем 150 мкм. За счет преобразования лазерного луча во множество коротких импульсов уменьшается деформация входа отверстия, снижается прилипание распыленного материала и уменьшается разброс параметров.
Указанные ранее и другие характеристики и преимущества изобретения будут более ясны из последующего детального описания, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи, на которых одинаковые или аналогичные детали имеют одинаковые позиционные обозначения.
Краткое описание чертежей
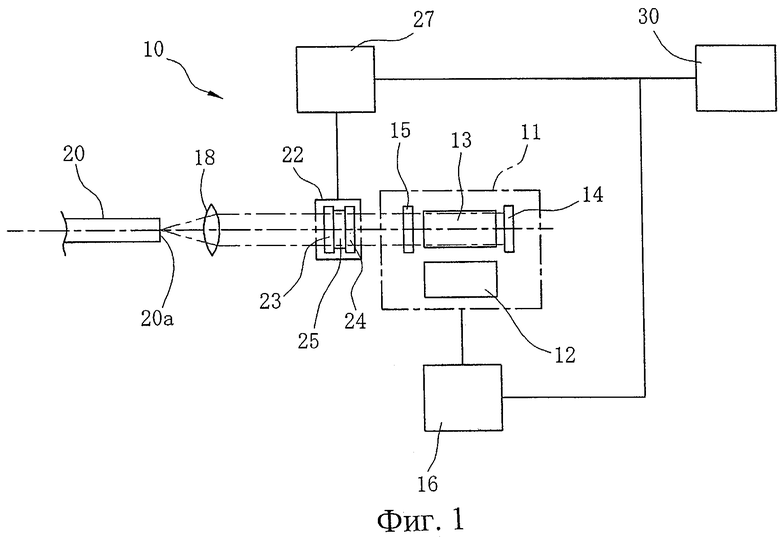
На фиг.1 показана конфигурация технологического оборудования для образования отверстия в торцевой поверхности хирургической иглы для осуществления способа изготовления хирургической иглы без ушка в соответствии с настоящим изобретением.
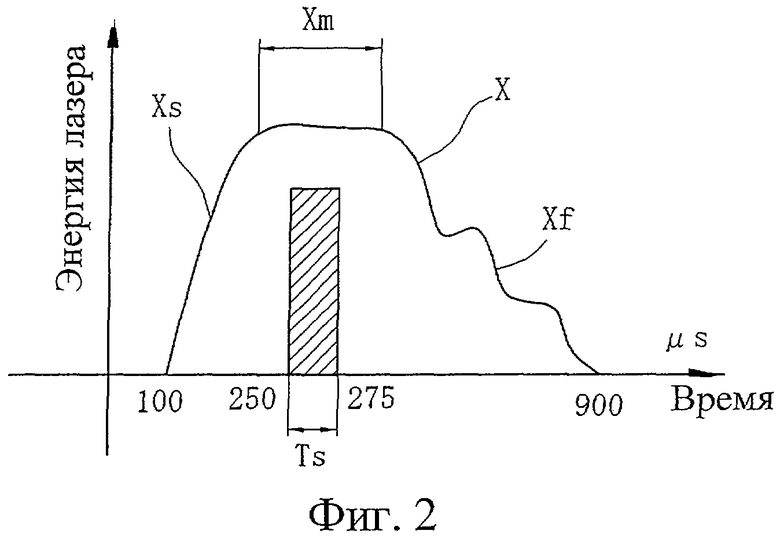
На фиг.2 показано выделение порции выходной энергии лазерного луча, которую используют для образования отверстия, в случае одного короткого импульса.
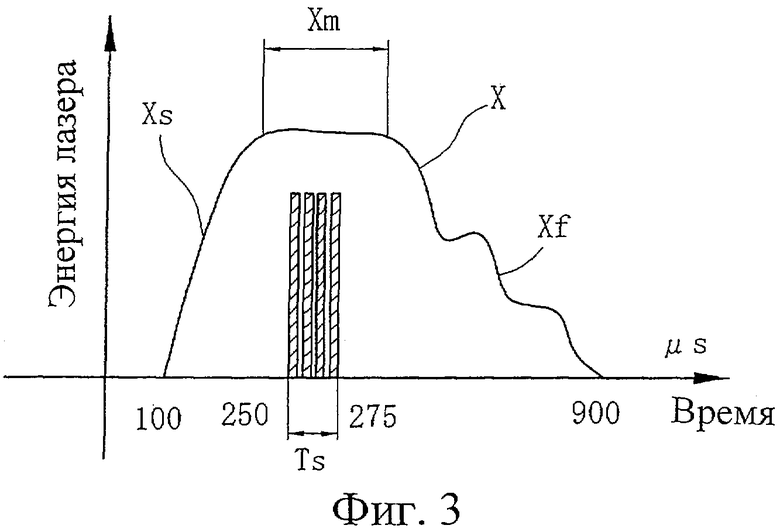
На фиг.3 показано выделение порции выходной энергии лазерного луча, которую используют для образования отверстия, в случае множества коротких импульсов.
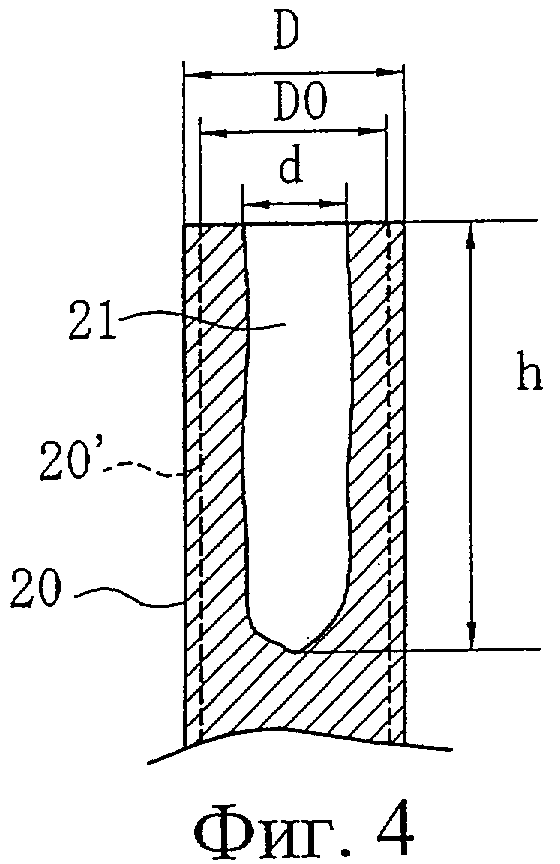
На фиг.4 показан с увеличением конец основания заготовки иглы с образованным отверстием.
На фиг.5А показан пример искривленного отверстия, на фиг.5В показан пример прокола боковой стенки отверстия, а на фиг.5С показан пример разрыва боковой стенки отверстия.
Подробное описание предпочтительных вариантов изобретения
Далее будут описаны различные варианты настоящего изобретения со ссылкой на сопроводительные чертежи.
На фиг.1 показана конфигурация технологического оборудования 10 для образования отверстия в торцевой поверхности хирургической иглы для осуществления способа изготовления хирургической иглы без ушка в соответствии с настоящим изобретением.
Лазер 11, предназначенный для излучения технологического лазерного луча, содержит лампу 12 и стержень 13 из алюмоиттриевого граната (АИГ стержень), который возбуждается светом от лампы 12 и генерирует лазерный луч. Лампа 12 и АИГ стержень 13 установлены горизонтально. Лампа 12 имеет колбу, заполненную газообразным ксеноном. Лазер 11 управляет лазерным генератором при помощи блока управления 16.
Зеркало полного отражения 14 и зеркало половинного отражения 15 установлены в непосредственной близости от соответствующих концов АИГ стержня 13. Конденсорная линза 18 установлена на оптической оси АИГ стержня 13, причем торцевая поверхность 20а заготовки 20 для хирургической иглы установлена в фокусе конденсорной линзы 18. Приняты меры для точного совпадения центра заготовки иглы 20 с оптической осью лазерного луча. В случае круглой иглы кончик заготовки 20 заостряют в виде конуса, а в случае квадратной иглы, кончик заготовки 20 заостряют в виде пирамиды, чтобы иметь заостренный кончик. Однако кончик заготовки 20 может оставаться и совсем не заостренным.
Электрический затвор 22 установлен между зеркалом половинного отражения 15 лазерного генератора 11 и конденсорной линзой 18. Электрический затвор 22 имеет, например, два поляризатора 23 и 24 и ячейку Керра 25, введенную между поляризаторами 23 и 24. Лазерный луч не пропускается, когда электрическое напряжение прикладывают к ячейке Керра 25, и лазерный луч пропускается (проходит), когда электрическое напряжение не прикладывают к ячейке Керра. Электрическим затвором 22 управляют при помощи блока управления электрическим затвором 27.
Блок управления лазерным генератором 16 и блок управления электрическим затвором 27 управляются при помощи блока управления 30, который также служит для управления всем оборудованием для образования отверстия. В блоке управления 30 используют компьютер.
Хотя это и не показано на фиг.1, лазерный генератор видимого излучения, описанный в JP.A. 1988-171235, может быть предусмотрен на противоположной от лазерного генератора 11 стороне заготовки 20.
Когда высокое напряжение на короткое время прикладывают к поджигающему электроду лампы 12, происходит мгновенный разряд между анодом и катодом лампы 12. Этот разряд запускает процесс протекания основного электрического тока между анодом и катодом, и лампа 12 излучает свет.
Свет от лампы 12 конденсируется и подается на АИГ стержень 13 при помощи отражающего зеркала (не показано). Внутри АИГ стержня 13 электроны ионов неодима, возбужденные светом, переходят на орбиту с более высоким энергетическим уровнем, причем лазерные лучи возбуждаются, когда электроны возвращаются на орбиту с нормальным энергетическим уровнем. Лазерные лучи усиливаются при своем возвратно-поступательном движении между зеркалом полного отражения 14 и зеркалом половинного отражения 15, после чего лазерные лучи, имеющие высокую мощность, проходят через зеркало половинного отражения 15 и выходят из лазерного генератора 11.
Зависимость между выходной энергией одного импульса лазерного луча и временем показана в виде кривой Х на фиг.2. В конкретном примере выходная энергия лазерного луча начинает повышаться через 100 мкс после приложения напряжения запуска к лампе 12, и падает через 900 мкс после приложения напряжения запуска. Возрастающий краевой участок Xs и падающий краевой участок Xf энергии лазерного луча имеют большие флуктуации в каждом импульсе, причем флуктуации особенно велики на падающем краевом участке Xf. Однако средний участок Xm является стабильным.
В соответствии с настоящим изобретением из лазерного луча, за счет открывания и закрывания электрического затвора 22, вырезают стабильный средний участок Xm, a более конкретно, его среднюю часть, и используют ее для облучения торцевой поверхности 20а заготовки 20, для образования отверстия. На фиг.2 показан заштрихованный участок, который используют для облучения в течение времени облучения Ts. Высота (уровень энергии) заштрихованного участка ниже высоты Xm, так как пропускающая способность электрического затвора 22 составляет меньше единицы, а высота заштрихованного участка определяется пропускающей способностью.
На фиг.3 показан пример разделения выделенного участка на множество коротких импульсов. В данном случае образуют 4 коротких импульса во время облучения Ts. Если на фиг.3 показано несколько коротких импульсов, то можно сказать, что на фиг.2 показан один короткий импульс.
На фиг.4 показан с увеличением конец основания заготовки 20 с образованным отверстием. Диаметр D заготовки 20 больше, ориентировочно на величину от 6 до 20 мкм, чем диаметр Do хирургической иглы 20'. Диаметр Do хирургической иглы 20' составляет меньше чем 150 мкм. Диаметр d отверстия 21 ориентировочно равен 50 мкм, а глубина h отверстия ориентировочно в 10 раз превышает диаметр отверстия и составляет около 500 мкм.
Например, примем, что диаметр Do хирургической иглы 20' составляет 100 мкм, диаметр отверстия d составляет 50 мкм, а толщина стенки отверстия 21 составляет 25 мкм. Так как образование отверстия при помощи лазерного луча производят за счет испарения заготовки 20 из нержавеющей стали при высокой температуре, не только участок отверстия, но и наружная сторона достигает высокой температуры. Когда толщина мала, возникает тенденция расплавления также и наружной стороны. Таким образом, желательно иметь возможно большую толщину. Поэтому диаметр D заготовки 20 делают больше, чем диаметр Do хирургической иглы 20'. После образования отверстия утолщенный участок удаляют при помощи химического полирования, электролитического полирования и т.п., чтобы получить хирургическую иглу 20', имеющую желательный диаметр Do.
Диаметр D заготовки 20 преимущественно больше, на величину от 6 до 20 мкм, чем диаметр Do хирургической иглы 20'. Так как диаметр Do хирургической иглы 20' составляет меньше чем 150 мкм, то диаметр D заготовки 20 составляет меньше, чем 170 мкм.
Выше указан наибольший припуск, составляющий 20 мкм. При обычных условиях чем больше диаметр D, тем лучше условия для точного формирования отверстия. Однако при этом возникают следующие проблемы при химическом полировании.
Прежде всего, при проведении химического или другого аналогичного полирования может возникать неоднородность удаления заготовки 20, что создает отклонения размеров. Отклонения размеров возрастают при увеличении количества материала, удаляемого при полировании, при этом форма иглы деформируется. Могут быть заметны тонкий и толстый участки внешнего диаметра хирургической иглы 20'. Участок кончика иглы может быть веретенообразным.
В случае хирургической иглы с ребрами, такой как треугольная игла, участок ребра также подвергают химическому полированию, и когда припуск при полировании превышает 20 мкм, ребро скругляется и теряет свою остроту.
Что касается твердости заготовки 20, то область, расположенная немного внутрь от поверхности, является самой твердой, а области, расположенные глубже, являются менее твердыми, причем твердость понижается к сердцевине. Следовательно, когда припуск для полирования возрастает, то твердость на поверхности после полирования может стать ниже, чем желательная твердость.
Авторы настоящего изобретения экспериментально определили, что наибольшим приемлемым припуском для полирования, не создающим описанных выше проблем, является припуск 20 мкм.
Минимальный припуск составляет 6 мкм. Для образования отверстия за счет обработки лазерным лучом используют заготовку 20 с неровностями, которые были получены при изготовлении заготовки иглы. Неровности представляют собой царапины (отметки фильеры), небольшие трещины и т.п., вызванные резкой после вытягивания проволоки, во многих случаях глубиной ориентировочно от 1 до 2 мкм.
С другой стороны, на поверхности нержавеющей стали образуется пассивная пленка из хромового ангидрида (Cr2O3). Пассивная пленка имеет толщину всего несколько нм. Эта пленка не позволяет образовываться ржавчине на поверхности нержавеющей стали.
Несмотря на то, что пассивная пленка образуется также на поверхности заготовки 20 после образования отверстия, пассивная пленка образуется и на упомянутых неровностях неправильной формы.
Таким образом, когда устраняют и сглаживают неровности, может образовываться новая пассивная пленка, которая может покрывать всю поверхность. Для этого следует удалить припуск 3 мкм с каждой стороны, то есть припуск 6 мкм на диаметр.
Что касается способа удаления припуска 6 мкм, то может быть применена обработка в галтовочном барабане. Однако предпочтительным является использование электролитического полирования или химического полирования.
Несмотря на то, что один короткий импульс лазера может быть достаточным, преимущественно используют несколько импульсов. Это делают по нескольким причинам. Имеются весьма небольшие канавки, идущие в продольном и поперечном направлениях, которые получены при разрезании заготовок 20, а также имеются линии, образованные шлифовальным камнем на торцевой поверхности заготовки 20. Первый или второй импульс короткой длительности расплавляет торцевую поверхность и делает указанную торцевую поверхность ровной. В результате поглощение лазерного луча в торцевой поверхности становится однородным, так что отверстие с постоянными размерами и небольшими отклонениями может быть образовано при помощи последующих импульсов короткой длительности.
При исследовании внутренней поверхности отверстия с использованием рентгеновских лучей было обнаружено, что вход отверстия имеет малую деформацию, без налипания брызг материала, причем отверстие имеет постоянный диаметр и глубину.
Примеры
Далее описаны примеры образования отверстия при помощи технологического оборудования, показанного на фиг.1. Длительность импульса соответствует длительности Ts на фиг.2 и 3. Во всех примерах диаметр D заготовки иглы составляет 160 мкм, диаметр Do хирургической иглы составляет 140 мкм, диаметр отверстия d составляет 50 мкм, а глубина h отверстия составляет 500 мкм.
Приведенные выше результаты показывают, что длительность импульса, составляющая 35 мкс или меньше, является предпочтительной, вне зависимости от числа коротких импульсов, так что длительность импульса 35 мкс или меньше считают предпочтительной. Может быть достаточен всего один короткий импульс. Однако при использовании нескольких коротких импульсов уменьшается разброс параметров и могут быть получены более качественные результаты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХИРУРГИЧЕСКАЯ ИЛИ АТРАВМАТИЧЕСКАЯ ИГЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2036613C1 |
| АТРАВМАТИЧЕСКАЯ ИГЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2105526C1 |
| ЛАЗЕРНАЯ ОФТАЛЬМОЛОГИЧЕСКАЯ МНОГОФУНКЦИОНАЛЬНАЯ СИСТЕМА | 2011 |
|
RU2477110C2 |
| АТРАВМАТИЧЕСКАЯ МЕДИЦИНСКАЯ ИГЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2112435C1 |
| ЛАЗЕРНОЕ ХИРУРГИЧЕСКОЕ УСТРОЙСТВО И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 1996 |
|
RU2113827C1 |
| СПОСОБ ИМПУЛЬСНОГО ЭЛЕКТРОННО-ПУЧКОВОГО ПОЛИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2016 |
|
RU2619543C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВРЕЖДЕНИЙ МЕНИСКОВ КОЛЕННОГО СУСТАВА И УСТРОЙСТВА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2233627C1 |
| СПОСОБ РЕНТГЕНОВСКОЙ МИКРОСКОПИИ ДЛЯ ОЦЕНКИ ФОРМЫ ОТВЕРСТИЙ И РАЗМЕРОВ ХИРУРГИЧЕСКИХ ИГЛ | 2010 |
|
RU2525318C2 |
| СПОСОБ ЛЕЧЕНИЯ ИШЕМИЧЕСКОЙ БОЛЕЗНИ СЕРДЦА В ЭКСПЕРИМЕНТЕ | 2003 |
|
RU2255699C2 |
| КОМБИНИРОВАННЫЙ ЛАЗЕРНО-МИКРОХИРУРГИЧЕСКИЙ СПОСОБ ЛЕЧЕНИЯ ВРОЖДЕННОГО ПОДВЫВИХА ХРУСТАЛИКА У ДЕТЕЙ | 2000 |
|
RU2197927C2 |

Изобретение относится к области медицины. Способ осуществляется путем формирования отверстия для введения и закрепления одного конца лигатуры в торцевой поверхности хирургической иглы без ушка, изготовленной из нержавеющей стали. Отверстие образуют за счет облучения торцевой поверхности заготовки иглы, диаметр которой на величину от 6 до 20 мкм больше, чем диаметр хирургической иглы, составляющий меньше чем 150 мкм, за счет облучения одним импульсом лазерного луча заданной длительности, выделенного из импульса, излучаемого лазером, после чего удаляют участок, диаметр которого больше, чем диаметр иглы. В другом варианте способа длительность импульса, выделенного из импульса, излучаемого лазером, равна или меньше чем 35 мкс. В третьем варианте осуществления способа импульс, выделенный из импульса, излучаемого лазером, образован множеством импульсов короткой длительности. Данная группа изобретений позволяет создавать отверстия в торцевой поверхности тонкой хирургической иглы удовлетворительного качества, без прокола боковой стенки отверстия или изгибания отверстия. 3 н. и 1 з.п.ф-лы, 5 ил., 1 табл.
1. Способ изготовления хирургической иглы без ушка путем формирования отверстия для введения и закрепления одного конца лигатуры в торцевой поверхности хирургической иглы без ушка, изготовленной из нержавеющей стали, отличающийся тем, что отверстие образуют за счет облучения торцевой поверхности заготовки иглы, диаметр которой на величину от 6 до 20 мкм больше, чем диаметр хирургической иглы, составляющий меньше чем 150 мкм, за счет облучения одним импульсом лазерного луча заданной длительности, выделенного из импульса, излучаемого лазером, после чего удаляют участок, диаметр которого больше, чем диаметр иглы.
2. Способ изготовления хирургической иглы без ушка путем формирования отверстия для введения и закрепления одного конца лигатуры в торцевой поверхности хирургической иглы без ушка, изготовленной из нержавеющей стали, отличающийся тем, что отверстие образуют за счет облучения торцевой поверхности заготовки иглы, имеющей диаметр иглы меньше чем 150 мкм, одним импульсом лазерного луча длительностью, равной или меньше чем 35 мкс, выделенного из импульса, излучаемого лазером.
3. Способ изготовления хирургической иглы без ушка путем формирования отверстия для введения и закрепления одного конца лигатуры в торцевой поверхности хирургической иглы без ушка, изготовленной из нержавеющей стали, отличающийся тем, что отверстие образуют за счет облучения торцевой поверхности заготовки иглы, имеющей диаметр иглы меньше чем 150 мкм, одним импульсом лазерного луча длительностью, равной или меньше чем 35 мкс, выделенного из импульса, излучаемого лазером, и образованного множеством импульсов короткой длительности.
4. Способ по п.3, отличающийся тем, что первый и второй импульс расплавляют торцевую поверхность, которая имеет неровность, вызванную разрезанием или шлифованием торцевой поверхности заготовки иглы, последующие импульсы короткой длительности образуют отверстие с постоянными размерами.
| JP 63278628 А, 16.11.1988 | |||
| Приспособление для скрепления колосниковых элементов в решетках типа решетки Вильтона | 1929 |
|
SU16334A1 |
| JP 2003024334 A, 28.01.2003 | |||
| JP 2004261865 A, 24.09.2004 | |||
| US 2005044922 A1, 03.03.2005. | |||

