Предлагаемое изобретение относится к области технологии изготовления матриц сложной формы для заготовок элементов светоотражающих систем, и может быть использовано для защиты деталей сферической или конусовидной формы от воздействия высоких динамических нагрузок при проведении инструментальной обработки.
Известен способ изготовления матриц для деталей сложного профиля (патент РФ №02445181, МПК B21D 22/16, публ. 20.03.12 г.), включающий предварительное изготовление матрицы, с профилем заданной формы для получения полого изделия, обжатием заготовки полой детали, последующие обработку и освобождение готовой детали (реплики) от матрицы.
К недостаткам аналога относится проблематичность изготовления деталей с высокой степенью точности воспроизводимого в реплике профиля матрицы и соблюдение требований по чистоте обработки поверхности и минимизации массы готовых изделий.
Наиболее близким к заявляемому является способ изготовления осветительного прибора (патент РФ №02225061, МПК H01S 3/09, публ. 27.02.04 г.), включающий предварительную химико-механическую обработку поверхности сложнопрофильных деталей, нанесение металлизированного подслоя и нанесение целевого никельсодержащего покрытия, снятие целевого слоя в виде фольги (реплики), установка его в корпусе прибора.
К недостаткам прототипа относится проблематичность изготовления деталей с высокой степенью точности воспроизводимого профиля и соблюдение требований по чистоте обработки поверхности и лимитирования массы готовых изделий.
Задачей авторов предлагаемого изобретения является разработка способа изготовления матриц для заготовок элементов светоотражающих систем, позволяющих сформировать сложный профиль оптических зеркал, функциональных элементов прожекторов и других деталей.
Новый технический результат, обеспечиваемый при использовании предлагаемого способа, заключается в обеспечении высокой адгезии и прочности покрытия на сложнопрофильных матрицах из алюминиевого сплава для изготовления деталей оптических светоотражающих систем, представляющих собой тела вращения, предназначенных для последующей высокоинтенсивной инструментальной обработки.
Указанные задача и новый технический результат обеспечиваются тем, что в отличие от известного способа изготовления матриц для заготовок элементов светоотражающих систем, включающего предварительную химико-механическую обработку поверхности сложнопрофильных деталей, соответствующих профилю готового изделия, нанесение металлизированного подслоя и нанесение целевого никельсодержащего покрытия, согласно предлагаемому способу, сначала наносят промежуточную цинковую пленку методом химического осаждения из многосоставного цинксодержащего раствора, с последующим удалением этого слоя для активирования поверхности покрываемых деталей, повторное нанесение пленки цинка аналогичным методом, после чего путем химического восстановления наносят целевой никель-фосфорный слой толщиной до 200 мкм эмпирической формулы NinPm, где n, m - индексы, соответствующие стехиометрическому соотношению данных элементов в исходных соединениях, из раствора смеси многосоставных соединений никеля и фосфора при соотношении объема к покрываемой поверхности 4:1, в состав указанного раствора дополнительно вводят технологическую добавку аминоуксусной кислоты в количестве 10-15 г/л, а процесс получения целевого покрытия ведется за один прием при температуре 80-90°C, после чего производят термообработку сложнопрофильных деталей в диапазоне температур до 400°C, точение и полирование до 6-8 Å.
Предлагаемый способ поясняется следующим образом.
Первоначально подготавливают поверхность заготовки для сложнопрофильных деталей традиционными методами химико-механической обработки, обезжиривания, травления. Процесс травления ведут в растворе состава (г/л): кислота азотная, кислота фтористоводородная; вода в соотношении соответственно 1:1:10.
Затем на подготовленные поверхности заготовки для сложнопрофильных деталей наносят промежуточный слой в виде цинковой пленки методом химического осаждения из многосоставного цинксодержащего раствора, с последующим удалением этого слоя, что необходимо для активирования поверхности покрываемых деталей. Далее производят повторное нанесение пленки цинка аналогичным методом.
После этого путем химического восстановления наносят целевой никель-фосфорный слой толщиной до 200 мкм эмпирической формулы NinPm из раствора смеси многосоставных соединений никеля и фосфора при соотношении объема к покрываемой поверхности 4:1. В составе указанного раствора дополнительно введена технологическая добавка аминоуксусной кислоты в количестве 10-15 г/л.
Процесс получения целевого покрытия ведется за один прием при температуре 80-90°C, после чего производят термообработку сложнопрофильных деталей в диапазоне температур до 400°C, точение и полирование до 6-8 Å.
При проведении всех операций предлагаемого способа достигается высокая степень адгезии и прочности покрытия на сложнопрофильные изделия из алюминиевого сплава, представляющие собой тела вращения, предназначенные для последующей высокоинтенсивной инструментальной поверхностной обработки для придания высокой степени чистоты обработки до обеспечения зеркального блеска. Достижение высокой степени чистоты обработки является существенным требованием, предъявляемым к оптическим системам (зеркалам) такого типа.
Как это показали экспериментальные исследования, при использовании предлагаемого способа обеспечивается более высокая степень адгезии и прочности покрытия на сложнопрофильные изделия из алюминиевого сплава, представляющие собой тела вращения, чем это могло быть достигнуто в прототипе.
Возможность промышленного применения предлагаемого способа подтверждена следующими примерами конкретной реализации.
Пример 1. Предлагаемый способ был реализован в лабораторных условиях на цилиндрических полых заготовках из алюминиевого сплава АмГ6 и состоял в проведении следующих операций:
- обезжиривание моющим средством;
- промывка в горячей воде;
- промывка в холодной воде;
- травление в растворе состава, (г/л):
температура комнатная 15-35°C, время травления 3 минуты;
- промывка в холодной воде;
- нанесение I цинкатной пленки из раствора состава, (г/л):
температура комнатная 15-35°C, время нанесения 1 минута;
- промывка в холодной воде;
- удаление цинкатной пленки в растворе состава, (г/л):
температура комнатная 15-35°C, время удаления 30 секунд;
- промывка в холодной воде;
- нанесение II цинкатной пленки аналогично I цинкатной пленки;
- промывка в холодной воде;
- химическое никелирование в растворе состава, (г/л):
температура 80-90°C, рН 4,5;
- промывка в холодной воде;
- сушка;
- гравиметрический метод контроля толщины слоя никелевого покрытия;
- термообработка 300°C в течение 1 часа.
Пример 2. Предлагаемый способ в условиях примера 1 был опробован на заготовках из сплава АмГ6 с проведением аналогичных операций, с проведением последующей термообработки при 110°C в течение 6 часов и при 400°C в течение 0,5 часа.
Реализованные примеры подтвердили достижение заявляемого технического результата, заключающегося в обеспечении высокой степени адгезии и прочности покрытия на сложнопрофильных изделиях из алюминиевого сплава, представляющие собой тела вращения. При этом были достигнуты следующие показатели чистоты поверхности (что критично для светоотражающих элементов оптических систем): среднее значение шероховатости (Ra) зеркала 4 Å; среднее квадратичное отклонение профиля (rms) 6 Å; среднее значение Ra по всем измеренным точкам (таких контрольных точек - 17) зеркала 6 Å; среднее квадратичное отклонение профиля (rms) 8 Å (см. фиг.1).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНОГО СВЕТООТРАЖАЮЩЕГО ЭЛЕМЕНТА ДЛЯ ОПТИЧЕСКИХ СИСТЕМ | 2013 |
|
RU2535894C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЗАГОТОВКИ ЗЕРКАЛЬНОГО ЭЛЕМЕНТА ДЛЯ ОПТИЧЕСКИХ СИСТЕМ | 2014 |
|
RU2582299C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ СВЕТООТРАЖАЮЩЕГО ЭЛЕМЕНТА ДЛЯ ОПТИЧЕСКИХ СИСТЕМ | 2013 |
|
RU2541319C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОПОГЛОЩАЮЩИХ ЭЛЕМЕНТОВ ОПТИЧЕСКИХ СИСТЕМ НА ТИТАНОВЫХ ПОДЛОЖКАХ | 2017 |
|
RU2660408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОПОГЛОЩАЮЩИХ ЭЛЕМЕНТОВ ОПТИЧЕСКИХ СИСТЕМ НА ПОДЛОЖКАХ ИЗ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2020 |
|
RU2772080C2 |
| СПОСОБ ХИМИЧЕСКОГО НИКЕЛИРОВАНИЯ АЛЮМИНИЕВЫХ КОНТАКТНЫХ ПЛОЩАДОК ПЕРЕД ИММЕРСИОННЫМ ЗОЛОЧЕНИЕМ | 2015 |
|
RU2605737C2 |
| ЭЛЕКТРОЛИТ НА ВОДНОЙ ОСНОВЕ ДЛЯ НИКЕЛИРОВАНИЯ ИЗДЕЛИЙ ИЗ СТАЛИ, АЛЮМИНИЯ, ТИТАНА, МЕДИ И ИХ СПЛАВОВ | 2013 |
|
RU2543584C2 |
| СПОСОБ ХИМИЧЕСКОГО НИКЕЛИРОВАНИЯ И РАСТВОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544319C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОПОГЛОЩАЮЩИХ ЭЛЕМЕНТОВ ОПТИЧЕСКИХ СИСТЕМ НА ПОДЛОЖКАХ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2018 |
|
RU2683883C1 |
| СПОСОБ ПОДГОТОВКИ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ ПОД ПАЙКУ | 2020 |
|
RU2753637C1 |
Изобретение относится к области технологии изготовления оптических элементов и касается способа изготовления матриц сложной формы для заготовок элементов светоотражающих систем. Способ включает предварительную химико-механическую обработку поверхности, нанесение промежуточную цинкового слоя методом химического осаждения из многосоставного цинксодержащего раствора с последующим удалением этого слоя, повторное нанесение слоя цинка аналогичным методом и нанесение путем химического восстановления целевого никель-фосфорного слоя из раствора смеси многосоставных соединений никеля и фосфора. В состав раствора дополнительно вводят технологическую добавку аминоуксусной кислоты в количестве 10-15 г/л. Процесс получения целевого покрытия ведут за один прием при температуре 80-90°C. После нанесения никель-фосфорного слоя производят термообработку при температуре не более 400°C. Технический результат заключается в обеспечении высокой адгезии и прочности покрытия. 1 ил.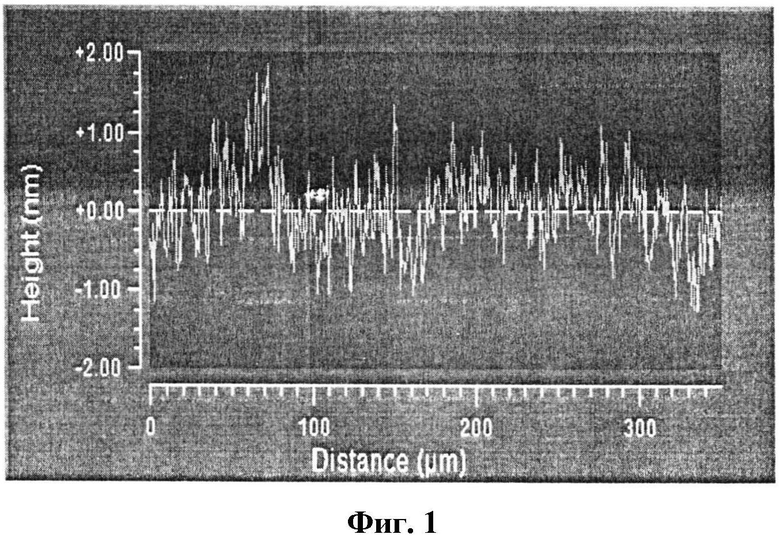
Способ изготовления матриц для заготовок элементов светоотражающих систем, включающий предварительную химико-механическую обработку поверхности сложно-профильных деталей, соответствующих профилю готового изделия, нанесение металлизированного подслоя и нанесение целевого никельсодержащего покрытия, отличающийся тем, что сначала наносят промежуточную цинковую пленку на поверхность заготовки методом химического осаждения из многосоставного цинксодержащего раствора, с последующим удалением этого слоя для активирования поверхности покрываемых деталей, затем проводят повторное нанесение пленки цинка аналогичным методом, после чего путем химического восстановления наносят целевой никель-фосфорный слой толщиной до 200 мкм эмпирической формулы NinPm, где n и m - индексы, зависящие от стехиометрического соотношения исходных соединений этих элементов, из раствора смеси многосоставных соединений никеля и фосфора при соотношении объема к покрываемой поверхности 4:1, в состав указанного раствора дополнительно вводят технологическую добавку аминоуксусной кислоты в количестве 10-15 г/л, а процесс получения целевого покрытия ведут в один прием при температуре 80-90°C, после чего производят термообработку сложнопрофильных деталей в диапазоне температур до 400°C, точение и полирование до 6-8 Å.
| Способ изготовления осветителя твердотельного лазера | 2002 |
|
RU2225061C1 |
| Прибор для свинчивания и развинчивания рельсовых стыковых скреплений | 1926 |
|
SU4492A1 |
| JP 63005912 A, 11.01.1988 | |||
| US 2012177772 A1, 12.07.2012 | |||

